Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- How To Read Architect DrawingDokumen32 halamanHow To Read Architect DrawingKutty Mansoor50% (2)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Calculation Procedure, Low-Finned Tubes: Exxon EngineeringDokumen56 halamanCalculation Procedure, Low-Finned Tubes: Exxon Engineeringvin ssBelum ada peringkat
- Gold Series Dust Collector: Installation, Operation and MaintenanceDokumen85 halamanGold Series Dust Collector: Installation, Operation and MaintenanceDAVID ALFONSO CARABALLO PATIÑOBelum ada peringkat
- Green Finance For Green GrowthDokumen24 halamanGreen Finance For Green GrowthSreejith BhattathiriBelum ada peringkat
- Bitcoin & The Disruptive Potential of Cryptocurrency: April, 4 2014 Stefano GrazioliDokumen77 halamanBitcoin & The Disruptive Potential of Cryptocurrency: April, 4 2014 Stefano GrazioliPhysicist arefinBelum ada peringkat
- Introduction To Cryptographic Currencies: Claudio OrlandiDokumen34 halamanIntroduction To Cryptographic Currencies: Claudio OrlandiUnnikrishnan ASBelum ada peringkat
- Ferdinando Ametrano - Bitcoin As Digital GoldDokumen33 halamanFerdinando Ametrano - Bitcoin As Digital GoldPhysicist arefinBelum ada peringkat
- Plane CrashDokumen29 halamanPlane CrashPhysicist arefinBelum ada peringkat
- 15 BitcoinDokumen35 halaman15 BitcoingilmersalazarBelum ada peringkat
- Cosmic Radiation IN AVIATIONDokumen12 halamanCosmic Radiation IN AVIATIONPhysicist arefinBelum ada peringkat
- Cosmic Radiation PDFDokumen30 halamanCosmic Radiation PDFPhysicist arefinBelum ada peringkat
- Radiation Protectin in Aviation 2Dokumen196 halamanRadiation Protectin in Aviation 2Physicist arefinBelum ada peringkat
- Cosmic Radiation PDFDokumen30 halamanCosmic Radiation PDFPhysicist arefinBelum ada peringkat
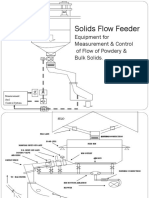
- Solids Flow Feeder Equipment for Precise Measurement & ControlDokumen7 halamanSolids Flow Feeder Equipment for Precise Measurement & ControlAbhishek DuttaBelum ada peringkat
- 4-way switch wiring diagram for a 2 pickup guitarDokumen1 halaman4-way switch wiring diagram for a 2 pickup guitarNebojša JoksimovićBelum ada peringkat
- II B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IDokumen7 halamanII B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IrajaraghuramvarmaBelum ada peringkat
- Ln26r71bd Ln-s2652d Ln26r71b Ln32r71bd LN s3252d DiagramaDokumen261 halamanLn26r71bd Ln-s2652d Ln26r71b Ln32r71bd LN s3252d DiagramaVictor Julio AlvarezBelum ada peringkat
- IT Act 2000 overview objectives featuresDokumen3 halamanIT Act 2000 overview objectives featuresalpanshiBelum ada peringkat
- Service Accessories: CatalogDokumen32 halamanService Accessories: CatalogdummaBelum ada peringkat
- Fossa FO 0015 0035 A Technical Data en 9aaDokumen2 halamanFossa FO 0015 0035 A Technical Data en 9aaFatih YAŞARBelum ada peringkat
- 1100cc Engine Parts CatalogueDokumen39 halaman1100cc Engine Parts CatalogueSimon placenciaBelum ada peringkat
- Workman GTX: Utility VehicleDokumen36 halamanWorkman GTX: Utility VehicleDaniel Carrillo BarriosBelum ada peringkat
- Design of Miniature Maglev Using Hybrid MagnetsDokumen4 halamanDesign of Miniature Maglev Using Hybrid MagnetsErmin FazlicBelum ada peringkat
- Object-Oriented Programming Lab Manual RDokumen63 halamanObject-Oriented Programming Lab Manual RKLR CETBelum ada peringkat
- My Ideal Week PDFDokumen1 halamanMy Ideal Week PDFAnonymous QE45TVC9e3Belum ada peringkat
- SM-800.11 TypeM Plus ValvesDokumen13 halamanSM-800.11 TypeM Plus ValvesAdel AhmedBelum ada peringkat
- Solar Powered Automatic Toilet LightDokumen10 halamanSolar Powered Automatic Toilet LightarwinBelum ada peringkat
- ETH Names DivisionsDokumen10 halamanETH Names Divisionsichigo_bleach00Belum ada peringkat
- Abrasive Cleaning SystemDokumen4 halamanAbrasive Cleaning SystemSulfikar SalimBelum ada peringkat
- B2B ApiDokumen350 halamanB2B ApiratnavelpBelum ada peringkat
- Civil & Environmental Engineering Lab Consolidation TestDokumen14 halamanCivil & Environmental Engineering Lab Consolidation TestSapria AdiBelum ada peringkat
- KQ2H M1 InchDokumen5 halamanKQ2H M1 Inch林林爸爸Belum ada peringkat
- 0806 02 Los5 - UgDokumen124 halaman0806 02 Los5 - Ugbmds kocakBelum ada peringkat
- 300G IM SettingsSheets 20160122Dokumen27 halaman300G IM SettingsSheets 20160122zeljkoradaBelum ada peringkat
- Assignment OracleDokumen4 halamanAssignment OracleKyle Austin PabustanBelum ada peringkat
- SchoolofLifeSciencesAdmissionOpen2021-2022Dokumen4 halamanSchoolofLifeSciencesAdmissionOpen2021-2022Amiruddin RafiudeenBelum ada peringkat
- Imageclass Lbp611cn 613cdw 2Dokumen2 halamanImageclass Lbp611cn 613cdw 2Maulana Ikhwan SadikinBelum ada peringkat
- Waterfall Model - The Original Software Development Process ModelDokumen3 halamanWaterfall Model - The Original Software Development Process ModelmushfiqBelum ada peringkat
- Aircraft Maintanence Engg Book 9A TypeDokumen139 halamanAircraft Maintanence Engg Book 9A TypeimmortalforeverBelum ada peringkat