Anda mungkin juga menyukai
- ElectropolishingDokumen6 halamanElectropolishingnagurvali65Belum ada peringkat
- Defects in Hot Dip GalvanisingDokumen16 halamanDefects in Hot Dip GalvanisingMathews Joseph100% (1)
- Dad Workshop TechnologyDokumen10 halamanDad Workshop TechnologyArif ZafryBelum ada peringkat
- Corrosion - Erossion: Ulhas ThakurDokumen14 halamanCorrosion - Erossion: Ulhas ThakurmkkamarajBelum ada peringkat
- Information of Steel Pipe and Method of Application1613scribdDokumen2 halamanInformation of Steel Pipe and Method of Application1613scribdJessica TaylorBelum ada peringkat
- Defects WeldingDokumen206 halamanDefects WeldingJayesh100% (1)
- Metals: Effects of Rare Earth (Ce and La) On Steel Corrosion Behaviors Under Wet-Dry Cycle Immersion ConditionsDokumen14 halamanMetals: Effects of Rare Earth (Ce and La) On Steel Corrosion Behaviors Under Wet-Dry Cycle Immersion ConditionsThanhluan NguyenBelum ada peringkat
- Hand Book-GalvanizingDokumen9 halamanHand Book-GalvanizingSreedhar Patnaik.M100% (1)
- Rehabilitation of Steel Structures C2 MasterDokumen53 halamanRehabilitation of Steel Structures C2 MasterAlina CiuraruBelum ada peringkat
- The Harmful Effects of Non Metallic Inclusions and Its Influence On Metal PropertiesDokumen3 halamanThe Harmful Effects of Non Metallic Inclusions and Its Influence On Metal PropertiesaltatoolsteelBelum ada peringkat
- Clean Steel: Part Two: AbstractDokumen4 halamanClean Steel: Part Two: AbstractdonkalonkBelum ada peringkat
- Clean Steel - Best Practices TechnologyDokumen42 halamanClean Steel - Best Practices TechnologyGokulBelum ada peringkat
- Handbook of GalvanizingDokumen13 halamanHandbook of Galvanizingsmg26thmay100% (1)
- CMT - Module 7 (STEEL)Dokumen7 halamanCMT - Module 7 (STEEL)John Fred Marzan CativoBelum ada peringkat
- Steel Making Processes: Dr. Laraib Sarfraz KhanzadaDokumen23 halamanSteel Making Processes: Dr. Laraib Sarfraz KhanzadaAsher AhmedBelum ada peringkat
- Corrosion Assessment in Reinforced Concrete StructuresDokumen32 halamanCorrosion Assessment in Reinforced Concrete Structuresdineshkumar rBelum ada peringkat
- HDG Fact Sheet 2017 V4Dokumen6 halamanHDG Fact Sheet 2017 V4Ra'oufAli-zadehBelum ada peringkat
- LAB1 Microscopic ExaminationDokumen10 halamanLAB1 Microscopic ExaminationOshane Thomas67% (3)
- Hot Dipped Galvanized Coating DefectsDokumen8 halamanHot Dipped Galvanized Coating DefectsNsidibe Michael EtimBelum ada peringkat
- Structural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsDokumen8 halamanStructural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsmusonlyBelum ada peringkat
- Micro ExaminationDokumen6 halamanMicro ExaminationDumithJayathilakaBelum ada peringkat
- Literature Review (AutoRecovered)Dokumen22 halamanLiterature Review (AutoRecovered)Sayed RedaBelum ada peringkat
- Paper Procesos Deformacion PlasticaDokumen12 halamanPaper Procesos Deformacion PlasticaJorge BBelum ada peringkat
- Sheet Metal Forming Involves A Wide Range of Processes That Manufacture PartsDokumen5 halamanSheet Metal Forming Involves A Wide Range of Processes That Manufacture Partsgopi krishnaBelum ada peringkat
- Hand Out CMTDokumen6 halamanHand Out CMTAlden TeodoroBelum ada peringkat
- 2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIDokumen10 halaman2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIAgniva Dutta100% (1)
- Rolling Process by AkashDeepDokumen13 halamanRolling Process by AkashDeepAkash DeepBelum ada peringkat
- CorrosionDokumen176 halamanCorrosionFalfonso69100% (7)
- SID1Dokumen18 halamanSID1Siddharth Srinivasan100% (1)
- Proteksi InggrisDokumen9 halamanProteksi Inggrisbo_lankBelum ada peringkat
- Steel ShotsDokumen3 halamanSteel ShotsKabir ThaparBelum ada peringkat
- Summer Training ReportDokumen8 halamanSummer Training ReportshivamcanBelum ada peringkat
- Casting Lab 1Dokumen20 halamanCasting Lab 1john johnsonBelum ada peringkat
- Experiment 6Dokumen11 halamanExperiment 6Kazi Mamunur Rahman RifatBelum ada peringkat
- Presentation 1Dokumen39 halamanPresentation 1S RBelum ada peringkat
- Rate The Quality of Your Steel - Free Webinar and Report - Learn & Share - Leica MicrosystemsDokumen18 halamanRate The Quality of Your Steel - Free Webinar and Report - Learn & Share - Leica MicrosystemsharieduidBelum ada peringkat
- Juan Fariq Marcopolo - IVC 2021 Final AssignmentDokumen6 halamanJuan Fariq Marcopolo - IVC 2021 Final AssignmentJuan F MarcoBelum ada peringkat
- Name Mohamed Ahmed KamelDokumen4 halamanName Mohamed Ahmed KamelMohamedBelum ada peringkat
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDokumen32 halamanMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraBelum ada peringkat
- Corrosion: Processes Leading To Defects in Carbon SteelDokumen4 halamanCorrosion: Processes Leading To Defects in Carbon Steelmohamed al-amirBelum ada peringkat
- Steel CleanlinessDokumen22 halamanSteel Cleanlinessdrbeyer100% (1)
- Study On Wear of Scraper Conveyor Chute: Hongwei Chen, Rongjie WangDokumen4 halamanStudy On Wear of Scraper Conveyor Chute: Hongwei Chen, Rongjie WangAkhil JoyBelum ada peringkat
- Materials QuestionsDokumen30 halamanMaterials QuestionsMatheus SouzaBelum ada peringkat
- Common Surface Defects of Wire Rod and Steel Bar and Treatment MethodsDokumen4 halamanCommon Surface Defects of Wire Rod and Steel Bar and Treatment Methodsdofan thrimavithanaBelum ada peringkat
- Metal Casting Is A Complex Process That Involves The Application of High Pressure To Molten MetalDokumen7 halamanMetal Casting Is A Complex Process That Involves The Application of High Pressure To Molten MetalMaria SarwatBelum ada peringkat
- Title: The Corrosion of Different Metals in Salt Water and Tap WaterDokumen21 halamanTitle: The Corrosion of Different Metals in Salt Water and Tap WaterYi Ling GohBelum ada peringkat
- UT Sec.6 Selected ApplicationDokumen342 halamanUT Sec.6 Selected ApplicationSaut Maruli Tua SamosirBelum ada peringkat
- Entrapment of NonDokumen2 halamanEntrapment of NonAshwani KansaraBelum ada peringkat
- Corrosion Prevention in Railway Coaches PDFDokumen7 halamanCorrosion Prevention in Railway Coaches PDFnaveenjoy84Belum ada peringkat
- Sess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Dokumen7 halamanSess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Prakash RagupathyBelum ada peringkat
- Presentation 1Dokumen35 halamanPresentation 1S RBelum ada peringkat
- Lecture 4Dokumen10 halamanLecture 4Abdullah SubbirBelum ada peringkat
- Tribology Issues in RollingDokumen15 halamanTribology Issues in RollingProfessor HeistBelum ada peringkat
- 8 P 4 R NZBCBMGDV Nobp 3 HJ QHNIQ8 XBpru WFX Myr 0 ZIDokumen3 halaman8 P 4 R NZBCBMGDV Nobp 3 HJ QHNIQ8 XBpru WFX Myr 0 ZImoonstarBelum ada peringkat
- Corrosion and its Consequences for Reinforced Concrete StructuresDari EverandCorrosion and its Consequences for Reinforced Concrete StructuresBelum ada peringkat
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesDari EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesPenilaian: 4.5 dari 5 bintang4.5/5 (16)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPenilaian: 4 dari 5 bintang4/5 (1)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDari EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkBelum ada peringkat
- P eDokumen22 halamanP eKiks AshBelum ada peringkat
- A Slice of History - Pizza Turim 4-7-15Dokumen2 halamanA Slice of History - Pizza Turim 4-7-15Mae Princess BolivarBelum ada peringkat
- Catalyst Worksheet - SHHSDokumen3 halamanCatalyst Worksheet - SHHSNerd 101Belum ada peringkat
- Chapter 3 Deflection of Beams - Conjugate Beam MethodDokumen6 halamanChapter 3 Deflection of Beams - Conjugate Beam MethodMbali MagagulaBelum ada peringkat
- 510 1453 1 PB Tiang ReklameDokumen6 halaman510 1453 1 PB Tiang ReklameGunaedy UtomoBelum ada peringkat
- Fourth Quarter ExamDokumen4 halamanFourth Quarter Examjanice gumabao50% (4)
- Sr. IBS DAS Consultant EngineerDokumen4 halamanSr. IBS DAS Consultant EngineerMohamed KamalBelum ada peringkat
- HandbikeDokumen10 halamanHandbikeLely JuniariBelum ada peringkat
- Rugelach Recipe From Monday Morning Cooking ClubDokumen2 halamanRugelach Recipe From Monday Morning Cooking ClubAnonymous W5F9r2b2hBelum ada peringkat
- Appetizer Summative TestDokumen36 halamanAppetizer Summative TestArgelynPadolinaPedernalBelum ada peringkat
- Paintings of Juan LunaDokumen39 halamanPaintings of Juan LunaMiss MellowBelum ada peringkat
- Carriages and Mounts SeriesDokumen92 halamanCarriages and Mounts Seriessudhirm16Belum ada peringkat
- Ryan's DilemmaDokumen11 halamanRyan's DilemmaAkhi RajBelum ada peringkat
- ME 175A Midterm SolutionsDokumen4 halamanME 175A Midterm SolutionsDavid ChonBelum ada peringkat
- 1984 Population Report EthiopiaDokumen255 halaman1984 Population Report EthiopiaOsvaldas ZagurskasBelum ada peringkat
- R OR K C S V: EG Epair Its For Ylinder and Ervice AlvesDokumen5 halamanR OR K C S V: EG Epair Its For Ylinder and Ervice AlvesLeonardoFabioCorredorBelum ada peringkat
- 801 Aeronca PDFDokumen17 halaman801 Aeronca PDFVishveshBelum ada peringkat
- Multilicative ABC IndexDokumen6 halamanMultilicative ABC IndexBalachandranBelum ada peringkat
- Sarason ComplexFunctionTheory PDFDokumen177 halamanSarason ComplexFunctionTheory PDFYanfan ChenBelum ada peringkat
- The Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsDokumen11 halamanThe Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsAntonio PanebiancoBelum ada peringkat
- Vital Judo Throwing TechniquesDokumen193 halamanVital Judo Throwing TechniquesJuan Jose Opazo Carvajal100% (1)
- Lecture Notes Unit-1 (Network Operating System) : Session: 2021-22Dokumen17 halamanLecture Notes Unit-1 (Network Operating System) : Session: 2021-22Pradeep BediBelum ada peringkat
- Facility Systems, Ground Support Systems, and Ground Support EquipmentDokumen97 halamanFacility Systems, Ground Support Systems, and Ground Support EquipmentSree288Belum ada peringkat
- Dumel James Melchor DuayDokumen3 halamanDumel James Melchor DuayBle DuayBelum ada peringkat
- Dynamics Study MaterialDokumen57 halamanDynamics Study Materialanik sarkerBelum ada peringkat
- Miltel - Case Study, Steven Age, UKDokumen2 halamanMiltel - Case Study, Steven Age, UKAnit SahuBelum ada peringkat
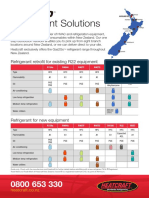
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDokumen2 halamanRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoBelum ada peringkat
- Dead Zone I Air AgeDokumen7 halamanDead Zone I Air AgeJaponec PicturesBelum ada peringkat
- IPC 4552 Cuprins - ENIG PDFDokumen3 halamanIPC 4552 Cuprins - ENIG PDFMarlon CornejoBelum ada peringkat
- My Family (Speaking Cards)Dokumen1 halamanMy Family (Speaking Cards)Maria Marynuch100% (1)