Anda mungkin juga menyukai
- SAS Engineering Process PackagesDokumen54 halamanSAS Engineering Process PackagesDewa Yuniardi FullBelum ada peringkat
- 5000m3 LPG Tank FarmDokumen2 halaman5000m3 LPG Tank FarmLpgTankFarmBelum ada peringkat
- POE Bitumen eDokumen9 halamanPOE Bitumen eSafiullah KhanBelum ada peringkat
- Cons Tank enDokumen27 halamanCons Tank enSujesh Beherain VasudevaBelum ada peringkat
- Volume IIA Technical SpecificationDokumen83 halamanVolume IIA Technical SpecificationSanjeev Kumar DasBelum ada peringkat
- Bottom-And Top Loading Arms For Liquefied GasesDokumen4 halamanBottom-And Top Loading Arms For Liquefied GasesprabhuarunkumarBelum ada peringkat
- Fired Heaters: Esteem Projects Pvt. Ltd. The Fired Heater CompanyDokumen21 halamanFired Heaters: Esteem Projects Pvt. Ltd. The Fired Heater CompanySoumitra GuptaBelum ada peringkat
- Proc Eng P&I DDokumen60 halamanProc Eng P&I DGiang T LeBelum ada peringkat
- LNG Tank FabricationDokumen1 halamanLNG Tank FabricationtndeshmukhBelum ada peringkat
- 2015 Orooji Pardis Lessons Learned From Decommissioning of A Liqud Ammonia Storage TankDokumen19 halaman2015 Orooji Pardis Lessons Learned From Decommissioning of A Liqud Ammonia Storage TankAdnan AliBelum ada peringkat
- KfloatDokumen24 halamanKfloatBTE100% (1)
- Butane TankDokumen37 halamanButane TankchintanBelum ada peringkat
- CTS-TANK Gert Van MeijerenDokumen38 halamanCTS-TANK Gert Van MeijerenA87_navjBelum ada peringkat
- LPG Loading and Unloading Arms - Technical Specification - Hindustan Petroleum CompanyDokumen36 halamanLPG Loading and Unloading Arms - Technical Specification - Hindustan Petroleum CompanyDayo Idowu100% (2)
- Crude Oil Tank Mixer Data SheetDokumen3 halamanCrude Oil Tank Mixer Data Sheetsiska bedegul100% (1)
- Calculation of maximum inbreathing and outbreathing flow ratesDokumen2 halamanCalculation of maximum inbreathing and outbreathing flow ratesFendy ShirahBelum ada peringkat
- VEL2164 CAT Filter Separator For Aviation Fuel HandlingDokumen28 halamanVEL2164 CAT Filter Separator For Aviation Fuel HandlingULISES MONTANOBelum ada peringkat
- Umm Lulu Phase II Amine ContactorDokumen7 halamanUmm Lulu Phase II Amine ContactorchetanmaleBelum ada peringkat
- EPC Execution of Borealis Ethane Tank Project TGE enDokumen20 halamanEPC Execution of Borealis Ethane Tank Project TGE enLEEBelum ada peringkat
- Aker Solutions LNGDokumen27 halamanAker Solutions LNGruov100% (1)
- Full Thesis PDFDokumen109 halamanFull Thesis PDFTanjib Rahman NiloyBelum ada peringkat
- Appendix g2 LPG SFF Pre Feasibility Design Package Rev1 0 Bvi SignedDokumen71 halamanAppendix g2 LPG SFF Pre Feasibility Design Package Rev1 0 Bvi SignedMuhammad Faheem67% (3)
- Ammonia Storage and Filling FaciltyDokumen24 halamanAmmonia Storage and Filling FaciltyRavian Lhr100% (1)
- Rei Vol IiDokumen142 halamanRei Vol IiDineshBelum ada peringkat
- Standard Specification: LPG Loading / Unloading ArmDokumen19 halamanStandard Specification: LPG Loading / Unloading ArmANIL KUMAR100% (1)
- Ethylene StorageDokumen5 halamanEthylene Storagedewiayunov100% (3)
- LNG Pipeline SystemDokumen46 halamanLNG Pipeline SystemfanhadBelum ada peringkat
- Terminal Loading & Unloading PDFDokumen132 halamanTerminal Loading & Unloading PDFAnonymous 70lCzDJv100% (1)
- 205 PV LPGDokumen211 halaman205 PV LPGf166Belum ada peringkat
- Safety in Oil Movement & Storage Operations: Reliance JamnagarDokumen55 halamanSafety in Oil Movement & Storage Operations: Reliance JamnagarVELBelum ada peringkat
- Corken LPG Pumps and CompressorsDokumen24 halamanCorken LPG Pumps and Compressorssizweh100% (2)
- Equipment ListDokumen8 halamanEquipment ListLakshman RaoBelum ada peringkat
- Indra: SonatrachDokumen9 halamanIndra: SonatrachhichamBelum ada peringkat
- LPG Project 3Dokumen13 halamanLPG Project 3Jehirul IslamBelum ada peringkat
- Design of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerDokumen6 halamanDesign of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerHoàng KakaBelum ada peringkat
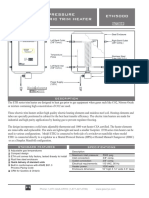
- Trim Heater PDFDokumen2 halamanTrim Heater PDFsaadashfaq100% (1)
- Feasibility Study For Tank FarmDokumen3 halamanFeasibility Study For Tank FarmFahmy ArdhiansyahBelum ada peringkat
- Ammonia Storage Decommissioning PDFDokumen19 halamanAmmonia Storage Decommissioning PDFDAYAMOY APL100% (1)
- Oisd 161Dokumen20 halamanOisd 161Arvind BharadwajBelum ada peringkat
- Loading Arms by LSIL and TechnipFMCDokumen41 halamanLoading Arms by LSIL and TechnipFMCArun Kumar Pancharaj100% (1)
- Nitrogen RejectionDokumen7 halamanNitrogen RejectionOmar TocmoBelum ada peringkat
- Oil Refining Process Units For Sale and Relocation - All ClientsDokumen1 halamanOil Refining Process Units For Sale and Relocation - All ClientsRahim1850Belum ada peringkat
- RP 158 PDFDokumen40 halamanRP 158 PDFDeependra SinghBelum ada peringkat
- Tech Offer FinalDokumen32 halamanTech Offer FinalSumantrra ChattopadhyayBelum ada peringkat
- Table-1 Scope of Work Supply (MR For ACHE)Dokumen6 halamanTable-1 Scope of Work Supply (MR For ACHE)Avinash ShuklaBelum ada peringkat
- Feasibility Study of Liquefied Natural Gas ProjectDokumen13 halamanFeasibility Study of Liquefied Natural Gas Projectkeshermech100% (1)
- DAB 22 Fuel Hydrant PitDokumen2 halamanDAB 22 Fuel Hydrant Pitzelda1022Belum ada peringkat
- Pre-Commissioning ManualDokumen32 halamanPre-Commissioning ManualfernandoBelum ada peringkat
- LPG Finishd Abiola Faluyi FinalDokumen19 halamanLPG Finishd Abiola Faluyi FinalAmir O. OshoBelum ada peringkat
- PropaneDokumen20 halamanPropaneNicolae MarinBelum ada peringkat
- Guidelines for Third Party AccessDokumen21 halamanGuidelines for Third Party AccessbiondimiBelum ada peringkat
- LPG Storage Bullet Tanks vs. LPG Storage SpheresDokumen11 halamanLPG Storage Bullet Tanks vs. LPG Storage SpheresTorero02Belum ada peringkat
- Submerged Motor LNG Pumps Used in Send-Out SystemsDokumen6 halamanSubmerged Motor LNG Pumps Used in Send-Out SystemscsBelum ada peringkat
- Pipe Line PiggingDokumen7 halamanPipe Line PiggingSantosh Kumar BogelaBelum ada peringkat
- LNG Tank Operations ManualDokumen27 halamanLNG Tank Operations Manualpavs29Belum ada peringkat
- V754749001XC (241 242) PDFDokumen5 halamanV754749001XC (241 242) PDFErin JohnsonBelum ada peringkat
- Brochure Petrochemical IndustryDokumen8 halamanBrochure Petrochemical IndustryrogarditoBelum ada peringkat
- 2 50000cbm LPG Import Terminal Built in ChinaDokumen13 halaman2 50000cbm LPG Import Terminal Built in ChinaMMTMBelum ada peringkat
- High Integrity Protective SystemsDokumen9 halamanHigh Integrity Protective SystemsAbhiyan Anala ArvindBelum ada peringkat
- Marine Fuel Storage System ExplainedDokumen5 halamanMarine Fuel Storage System ExplainedpothirajkalyanBelum ada peringkat
- LNG Sumbawa transportation routes under 40 charactersDokumen1 halamanLNG Sumbawa transportation routes under 40 charactersMikiRoniWijayaBelum ada peringkat
- Understanding FIDIC EPC - Turnkey ContractDokumen2 halamanUnderstanding FIDIC EPC - Turnkey ContractMikiRoniWijaya100% (1)
- Strip Board One Side ScaffoldDokumen1 halamanStrip Board One Side ScaffoldMikiRoniWijayaBelum ada peringkat
- Purpose: 1. Plan The JourneyDokumen3 halamanPurpose: 1. Plan The JourneyMuhammad UmarBelum ada peringkat
- Aviation Tech ReviewDokumen94 halamanAviation Tech Reviewscorpion2001glaBelum ada peringkat
- Welding Consumable CalculationDokumen1 halamanWelding Consumable CalculationMikiRoniWijayaBelum ada peringkat
- Lifting Plan: This Form Is Designed To Be Used As A Check List For Lift CalculationsDokumen2 halamanLifting Plan: This Form Is Designed To Be Used As A Check List For Lift Calculationsafif_wiludinBelum ada peringkat
- Day 1 - Google Cloud and Google For Education in Information Collaboration in The AEC (Architecture - Engineering - Construction) Industry PDFDokumen2 halamanDay 1 - Google Cloud and Google For Education in Information Collaboration in The AEC (Architecture - Engineering - Construction) Industry PDFRezaBelum ada peringkat
- Element of Safe ScaffoldingDokumen1 halamanElement of Safe ScaffoldingMikiRoniWijayaBelum ada peringkat
- Auxiliary Fixtures For Pipe ScaffoldingDokumen1 halamanAuxiliary Fixtures For Pipe ScaffoldingMikiRoniWijayaBelum ada peringkat
- TripCheck-Jorney Management Check List PDFDokumen1 halamanTripCheck-Jorney Management Check List PDFMikiRoniWijayaBelum ada peringkat
- Two Point Adjustable Suspension ScaffoldDokumen1 halamanTwo Point Adjustable Suspension ScaffoldMikiRoniWijayaBelum ada peringkat
- Prevent Soil Spreading With Sungwoo Silt ProtectorDokumen2 halamanPrevent Soil Spreading With Sungwoo Silt ProtectorMikiRoniWijayaBelum ada peringkat
- 39K 38 DJM 2002 TangkiDokumen7 halaman39K 38 DJM 2002 TangkiMikiRoniWijayaBelum ada peringkat
- International Paint - Corrossion Knowledge Sharing - RizalDokumen87 halamanInternational Paint - Corrossion Knowledge Sharing - RizalMikiRoniWijaya100% (1)
- (RDMP) JV Cost Revirew Attendance List20181020Dokumen1 halaman(RDMP) JV Cost Revirew Attendance List20181020MikiRoniWijayaBelum ada peringkat
- Bid Document for EPC ISSl & OSBL ROMP RU-V BalikpapanDokumen52 halamanBid Document for EPC ISSl & OSBL ROMP RU-V BalikpapanMikiRoniWijaya75% (4)
- Suban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteDokumen23 halamanSuban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteMikiRoniWijayaBelum ada peringkat
- ASME B31.3 wall thickness calcDokumen11 halamanASME B31.3 wall thickness calcAnonymous wIPMQ5rhBelum ada peringkat
- GeothermalDokumen4 halamanGeothermalRiko Susetia YudaBelum ada peringkat
- Unu GTP SC 12 33 PDFDokumen16 halamanUnu GTP SC 12 33 PDFudekapiarsoBelum ada peringkat
- Generator Guide: Home and Portable Open Frame ModelsDokumen15 halamanGenerator Guide: Home and Portable Open Frame ModelsharisBelum ada peringkat
- Geo101 Binder1Dokumen66 halamanGeo101 Binder1Suraj RajputBelum ada peringkat
- BasicDokumen35 halamanBasicMikiRoniWijayaBelum ada peringkat
- GeothermalDokumen4 halamanGeothermalRiko Susetia YudaBelum ada peringkat
- Lcl500 24t Comansa Luffing Jib Tower CraneDokumen4 halamanLcl500 24t Comansa Luffing Jib Tower CraneMikiRoniWijayaBelum ada peringkat
- Unu GTP SC 12 33 PDFDokumen16 halamanUnu GTP SC 12 33 PDFudekapiarsoBelum ada peringkat
- Lcl500 24t Comansa Luffing Jib Tower CraneDokumen4 halamanLcl500 24t Comansa Luffing Jib Tower CraneMikiRoniWijayaBelum ada peringkat
- Lcl500 24t Comansa Luffing Jib Tower CraneDokumen4 halamanLcl500 24t Comansa Luffing Jib Tower CraneMikiRoniWijayaBelum ada peringkat
- Design Criteria - Senior High - Mechanical (ACMV)Dokumen9 halamanDesign Criteria - Senior High - Mechanical (ACMV)Jethro AbanadorBelum ada peringkat
- Manual de Parte Maquina China 320C Fba PDFDokumen1.291 halamanManual de Parte Maquina China 320C Fba PDFRamón José Aponte Franco100% (1)
- 2008 California Green Building CodeDokumen60 halaman2008 California Green Building CodeJaypee Chang100% (1)
- Silos - Bulk Storage SpecialDokumen12 halamanSilos - Bulk Storage SpecialMilling and Grain magazineBelum ada peringkat
- Combustion Fired Heater EbookDokumen40 halamanCombustion Fired Heater Ebookatorresh090675100% (2)
- HvacDokumen135 halamanHvacmkisa70100% (1)
- Project Data and Equipment Heat Loss InputsDokumen1 halamanProject Data and Equipment Heat Loss InputsbradalbiBelum ada peringkat
- IZE13001 VRVXpress ManualDokumen77 halamanIZE13001 VRVXpress ManualRichard RamirezBelum ada peringkat
- Catalogues Máy L NH Trung Tâm Mitsubishi Heavy VRF - KXZ 2019Dokumen118 halamanCatalogues Máy L NH Trung Tâm Mitsubishi Heavy VRF - KXZ 2019Hung Tran100% (3)
- Frigidaire Manual FASC09F2MBHLWDokumen29 halamanFrigidaire Manual FASC09F2MBHLWDavid WestBelum ada peringkat
- Quidos Technical Bulletin - 10/12/2018Dokumen5 halamanQuidos Technical Bulletin - 10/12/2018Quidos Technical SupportBelum ada peringkat
- Commissioning VRF overviewDokumen4 halamanCommissioning VRF overviewtonylyf100% (1)
- Combustion FundamentalsDokumen40 halamanCombustion Fundamentalsbinu vaBelum ada peringkat
- 1995+S320+S420+S500+Owner's+Manual+Edition+C UnlockedDokumen153 halaman1995+S320+S420+S500+Owner's+Manual+Edition+C UnlockedNelson ChavesBelum ada peringkat
- PP12 Alarm ReportDokumen3.328 halamanPP12 Alarm ReporteimanoBelum ada peringkat
- Epic ECM Fan Coil Unit Jan 212 - MAY18Dokumen8 halamanEpic ECM Fan Coil Unit Jan 212 - MAY18Theo VasilescuBelum ada peringkat
- The Design and Construction Process Implications of The Airtightness Requirements of The Building Regulations Part L2Dokumen13 halamanThe Design and Construction Process Implications of The Airtightness Requirements of The Building Regulations Part L2Saravanan KulothunganBelum ada peringkat
- Catalogo Unidad Enfriadora Trane R-407C PDFDokumen8 halamanCatalogo Unidad Enfriadora Trane R-407C PDFJUAN FRANCISCO AYALABelum ada peringkat
- GE Refigerator PFSS9PKY-PFSS9SKY Rervice-ManualDokumen88 halamanGE Refigerator PFSS9PKY-PFSS9SKY Rervice-Manualdan theman100% (1)
- Krantz HVAC Systems for HospitalsDokumen16 halamanKrantz HVAC Systems for Hospitalsdemullu reddiBelum ada peringkat
- Industrial TourDokumen9 halamanIndustrial Tourridoy2146Belum ada peringkat
- Aoyue 968 ManualDokumen8 halamanAoyue 968 ManualAugustin BarriosBelum ada peringkat
- Refrigeration and Air ConditioningDokumen159 halamanRefrigeration and Air ConditioningShort Term Course100% (7)
- Blast Chilling and Freezing Equipment Price ListDokumen32 halamanBlast Chilling and Freezing Equipment Price Listramasamy100% (2)
- Heat Exchanger Selection GuideDokumen31 halamanHeat Exchanger Selection Guidemehul10941Belum ada peringkat
- Syltherm XLT CatalogDokumen27 halamanSyltherm XLT CatalogJose Angel MalumbresBelum ada peringkat
- Mechanical Engineer Revised - MarchDokumen2 halamanMechanical Engineer Revised - MarchthalesmyhemBelum ada peringkat
- Builder 201201Dokumen147 halamanBuilder 201201Liviu ManescuBelum ada peringkat
- Appl. Microbiol. 1957 Deindoerfer 221 8Dokumen9 halamanAppl. Microbiol. 1957 Deindoerfer 221 8emi_v11Belum ada peringkat
- Chapter C3: Ventilation of Non-Domestic BuildingsDokumen15 halamanChapter C3: Ventilation of Non-Domestic BuildingsAli AimranBelum ada peringkat