Anda mungkin juga menyukai
- American Atheist Magazine - March/April 2020Dokumen32 halamanAmerican Atheist Magazine - March/April 2020American Atheists, Inc.100% (1)
- Mayo ClinicDokumen48 halamanMayo ClinicAbdul RazzaqBelum ada peringkat
- Neisseria Meningitidis - Advanced Methods and Protocols (PDFDrive)Dokumen442 halamanNeisseria Meningitidis - Advanced Methods and Protocols (PDFDrive)RaffaharianggaraBelum ada peringkat
- Essential Microbiology For GXP Compliance PDFDokumen117 halamanEssential Microbiology For GXP Compliance PDFRaj Kishore100% (1)
- Culture-Based Viral VaccineDokumen15 halamanCulture-Based Viral Vaccinemohsin.khurshid100% (2)
- Nosocomial Infection Control ModuleDokumen72 halamanNosocomial Infection Control Modulep1843dBelum ada peringkat
- Medical English VocabularyDokumen8 halamanMedical English VocabularyVitaloka OktavianiBelum ada peringkat
- Plant Based VaccinesDokumen12 halamanPlant Based VaccinesMUGDHA MITTALBelum ada peringkat
- MIMS Abbreviation IndexDokumen1 halamanMIMS Abbreviation IndexBrian Harris100% (1)
- Fermenter Design PDFDokumen41 halamanFermenter Design PDFAngel Mah Xin Yee100% (1)
- Nelson's Pediatric Antimicrobial Therapy 28th Edition 2022Dokumen382 halamanNelson's Pediatric Antimicrobial Therapy 28th Edition 2022Eduardo Rios DuboisBelum ada peringkat
- Sai Sanjeevini Healing Prayers Against Swine FlueDokumen33 halamanSai Sanjeevini Healing Prayers Against Swine FlueboomixBelum ada peringkat
- Pressure Control ReportDokumen16 halamanPressure Control ReportAngel Mah Xin YeeBelum ada peringkat
- Pressure Control ReportDokumen16 halamanPressure Control ReportAngel Mah Xin YeeBelum ada peringkat
- PREDICTIVEHOMOEOPATHYDokumen46 halamanPREDICTIVEHOMOEOPATHYHomeopathy Torrents85% (34)
- English: Transcoding Linear and Non-Linear TextsDokumen35 halamanEnglish: Transcoding Linear and Non-Linear TextsElnz Gorme90% (10)
- Prevention of Hospital-Acquired Infections A Practical Guide 2nd EditionDokumen72 halamanPrevention of Hospital-Acquired Infections A Practical Guide 2nd EditionAndreah YoungBelum ada peringkat
- FC - CDDokumen27 halamanFC - CDCake ManBelum ada peringkat
- Disease Spread Gizmo HandoutDokumen7 halamanDisease Spread Gizmo HandoutVicTroll YT50% (2)
- Contoh Soal News ItemDokumen2 halamanContoh Soal News ItemReey Andika Saputra100% (2)
- Biochemical Engineering (Ep 432) : ASSIGNMENT TITLE: Production of Influenza Vaccine Name Student IdDokumen21 halamanBiochemical Engineering (Ep 432) : ASSIGNMENT TITLE: Production of Influenza Vaccine Name Student IdAinggararuban GaneshanBelum ada peringkat
- Hiv VaccineDokumen6 halamanHiv VaccineNeo Mervyn MonahengBelum ada peringkat
- Inoculation Methods: Microbiological Challenge Testing of FoodsDokumen14 halamanInoculation Methods: Microbiological Challenge Testing of FoodsBayu NugrahaBelum ada peringkat
- Density Gradient Centrifugation of Chikungunya Virus / Cesium Chloride (CSCL) Density Gradient Virus Purification by UltracentrifugationDokumen8 halamanDensity Gradient Centrifugation of Chikungunya Virus / Cesium Chloride (CSCL) Density Gradient Virus Purification by UltracentrifugationInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Plants: COVID-19 Crisis: How Can Plant Biotechnology Help?Dokumen10 halamanPlants: COVID-19 Crisis: How Can Plant Biotechnology Help?Mario RendonBelum ada peringkat
- Cell Culture-Based Production of Defective Interfering Particles For Influenza Antiviral TherapyDokumen11 halamanCell Culture-Based Production of Defective Interfering Particles For Influenza Antiviral TherapyR KBelum ada peringkat
- Biotechnology Advances 34 2016Dokumen13 halamanBiotechnology Advances 34 2016Ajay KumarBelum ada peringkat
- Bacterial Meningitis in Children Under 15 Years of Age in NepalDokumen7 halamanBacterial Meningitis in Children Under 15 Years of Age in NepalPrima YosiBelum ada peringkat
- 05 CB684 Ed 01Dokumen10 halaman05 CB684 Ed 01Idil GültepeBelum ada peringkat
- Research Center Diagnosis of Pulmonary Tuberculosis - How Rapid Can It Get?Dokumen10 halamanResearch Center Diagnosis of Pulmonary Tuberculosis - How Rapid Can It Get?lenysfaridaBelum ada peringkat
- 1 s2.0 S120197121002268XDokumen2 halaman1 s2.0 S120197121002268XAzizah NurBelum ada peringkat
- A Rat Model of Central Venous Catheter To Study Establishment of Long-Term Bacterial Biofilm and Related Acute and Chronic InfectionsDokumen12 halamanA Rat Model of Central Venous Catheter To Study Establishment of Long-Term Bacterial Biofilm and Related Acute and Chronic InfectionsDodoBelum ada peringkat
- KC32003 Priciples Bioprecess Assignment 1Dokumen7 halamanKC32003 Priciples Bioprecess Assignment 1Uthaya Kumar RajendranBelum ada peringkat
- Article in Press: Development of A Recombinant Toxin Fragment Vaccine For Clostridium Difficile InfectionDokumen7 halamanArticle in Press: Development of A Recombinant Toxin Fragment Vaccine For Clostridium Difficile InfectionAfra FitrianitaBelum ada peringkat
- Pharma Ebook PDF 1697438871Dokumen33 halamanPharma Ebook PDF 1697438871intan nurulBelum ada peringkat
- Review: Vaccine Process TechnologyDokumen19 halamanReview: Vaccine Process TechnologyBioEdge ConsultingBelum ada peringkat
- Covid-19 Vaccine Development: Executive SummaryDokumen13 halamanCovid-19 Vaccine Development: Executive SummaryNasir AbdulraheemBelum ada peringkat
- Crossm: Diagnostic Mycology: Xtreme ChallengesDokumen10 halamanCrossm: Diagnostic Mycology: Xtreme ChallengesrehanaBelum ada peringkat
- Mini Project Write UpDokumen23 halamanMini Project Write UpInnocent PunungweBelum ada peringkat
- Cetylpyridinium Chloride CPC Exhibits Potent RapidDokumen18 halamanCetylpyridinium Chloride CPC Exhibits Potent RapidchitarraBelum ada peringkat
- I PSF Abstract Book 15Dokumen107 halamanI PSF Abstract Book 15Trần HiềnBelum ada peringkat
- Cell and Tisssue Culture AssigDokumen7 halamanCell and Tisssue Culture AssigZainab RizviBelum ada peringkat
- ShankaruuuuuuuuuuuuDokumen16 halamanShankaruuuuuuuuuuuuRohan sumanBelum ada peringkat
- Streptomyc. Como Insectic. 2022Dokumen18 halamanStreptomyc. Como Insectic. 2022Any de jesus chima oliveroBelum ada peringkat
- Medication Guidelines Vol 1 Antimicrobial Prescribing v1.1 1Dokumen77 halamanMedication Guidelines Vol 1 Antimicrobial Prescribing v1.1 1doodrillBelum ada peringkat
- Abstract-: Research Center Diagnosis of Pulmonary Tuberculosis - How Rapid Can It Get?Dokumen10 halamanAbstract-: Research Center Diagnosis of Pulmonary Tuberculosis - How Rapid Can It Get?ekoBelum ada peringkat
- Dharmasastha Technical SeminarDokumen29 halamanDharmasastha Technical SeminarHarishBelum ada peringkat
- HACCP Quality and Food Safety Management in Food and Agricultural SystemsDokumen19 halamanHACCP Quality and Food Safety Management in Food and Agricultural Systemsbaqer notBelum ada peringkat
- BTE722 3aDokumen24 halamanBTE722 3aRakesh bhukyaBelum ada peringkat
- Efficacy and Safety of A Combined Porcine Circovirus and Mycoplasma Hyopneumoniae Vaccine in Finishing Pigs - 2015Dokumen7 halamanEfficacy and Safety of A Combined Porcine Circovirus and Mycoplasma Hyopneumoniae Vaccine in Finishing Pigs - 2015Eduardo J. KwiecienBelum ada peringkat
- 338111v4 FullDokumen37 halaman338111v4 FullIlincaBelum ada peringkat
- OMSDokumen38 halamanOMSCássio Fernando Teixeira JúniorBelum ada peringkat
- Ekinci BDokumen4 halamanEkinci BreclinpharmaBelum ada peringkat
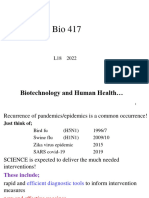
- Bio 417 L18 2022Dokumen7 halamanBio 417 L18 2022Florence Gaone GaongalelweBelum ada peringkat
- Journal of Clinical Microbiology-2003-Luber-1062.fullDokumen7 halamanJournal of Clinical Microbiology-2003-Luber-1062.fullOiner MagoBelum ada peringkat
- Silver-Based Polymeric Nanocomposites As Antimicrobial Coatings For Biomedical ApplicationsDokumen57 halamanSilver-Based Polymeric Nanocomposites As Antimicrobial Coatings For Biomedical ApplicationsDimas PradhasumitraBelum ada peringkat
- Sensitivity of Influenza Rapid Diagnostic Tests To PDFDokumen7 halamanSensitivity of Influenza Rapid Diagnostic Tests To PDFsafirah niaBelum ada peringkat
- Course Team:: ANP 504 Biotechnology in Animal Production (2 UNITS)Dokumen49 halamanCourse Team:: ANP 504 Biotechnology in Animal Production (2 UNITS)AyodeleBelum ada peringkat
- Gedyon Awano Amaha IndutrialDokumen12 halamanGedyon Awano Amaha IndutrialMaheru WorkinhBelum ada peringkat
- KettenburgG MSthesis 6 2020-Read050721Dokumen103 halamanKettenburgG MSthesis 6 2020-Read050721Ping LiuBelum ada peringkat
- EdiblevaccinesDokumen11 halamanEdiblevaccinesAbduBelum ada peringkat
- 2018 Article 1326Dokumen8 halaman2018 Article 1326Mohammad Ziaul KarimBelum ada peringkat
- 2 What-is-MicrofluidicsDokumen5 halaman2 What-is-MicrofluidicsclaudioBelum ada peringkat
- Coronavirus Disease 2019 Covid 19 Pandemic and Pregnancy Pradip Dashraath Download 2024 Full ChapterDokumen47 halamanCoronavirus Disease 2019 Covid 19 Pandemic and Pregnancy Pradip Dashraath Download 2024 Full Chaptercynthia.vaughn759100% (11)
- CP Molecular Biology - 2020 - Gill - Optimized Transgene Delivery Using Third Generation LentivirusesDokumen22 halamanCP Molecular Biology - 2020 - Gill - Optimized Transgene Delivery Using Third Generation Lentivirusesmatheus.biotechBelum ada peringkat
- Tuberculosis Vaccines A Strategic Blueprint For The Next DecadeDokumen8 halamanTuberculosis Vaccines A Strategic Blueprint For The Next DecadeVictor RoticivBelum ada peringkat
- Advances in Microbiology, Infectious Diseases and Public Health Volume 7Dokumen141 halamanAdvances in Microbiology, Infectious Diseases and Public Health Volume 7Daoud IssaBelum ada peringkat
- Module On Best Practices For Measles Surveillance: Department of Vaccines and BiologicalsDokumen59 halamanModule On Best Practices For Measles Surveillance: Department of Vaccines and BiologicalsArifah Nurul JannahBelum ada peringkat
- Applied Biology - Mod 12-Csir Net: Suman BhattacharjeeDokumen50 halamanApplied Biology - Mod 12-Csir Net: Suman BhattacharjeeGeorge Kishore DasBelum ada peringkat
- New 2 1Dokumen29 halamanNew 2 1Sunday DamilolaBelum ada peringkat
- Risk Profile and Antimicrobial Susceptibility Pattern of Acinetobacter Baumanniiclinical Isolates in A Teaching Hospital in HyderabadDokumen8 halamanRisk Profile and Antimicrobial Susceptibility Pattern of Acinetobacter Baumanniiclinical Isolates in A Teaching Hospital in HyderabadIJAR JOURNALBelum ada peringkat
- Functionalized Nanomaterials for the Management of Microbial Infection: A Strategy to Address Microbial Drug ResistanceDari EverandFunctionalized Nanomaterials for the Management of Microbial Infection: A Strategy to Address Microbial Drug ResistanceRabah BoukherroubBelum ada peringkat
- BCE Coursework Group 1Dokumen17 halamanBCE Coursework Group 1Angel Mah Xin YeeBelum ada peringkat
- ChocolateDokumen3 halamanChocolateAngel Mah Xin YeeBelum ada peringkat
- Lab ReportDokumen11 halamanLab ReportAngel Mah Xin YeeBelum ada peringkat
- Flow Task 1 and 2Dokumen6 halamanFlow Task 1 and 2Angel Mah Xin YeeBelum ada peringkat
- Drying Lab ReportDokumen20 halamanDrying Lab ReportAngel Mah Xin YeeBelum ada peringkat
- Add Maths F4 Year End Exam 2007 SBP P1 Ques & AnsDokumen19 halamanAdd Maths F4 Year End Exam 2007 SBP P1 Ques & AnsvioletgohBelum ada peringkat
- Global Initiative For Asthma (2021) Guidelines: Peter Miranda 3 Year IM ResidentDokumen32 halamanGlobal Initiative For Asthma (2021) Guidelines: Peter Miranda 3 Year IM ResidentPeter MirandaBelum ada peringkat
- EAPP Module Week 4Dokumen8 halamanEAPP Module Week 4Aurora FontanillaBelum ada peringkat
- Discovery of Novel Hemagglutinin Inhibitors To Combat Influenza VirusDokumen15 halamanDiscovery of Novel Hemagglutinin Inhibitors To Combat Influenza VirusAditya ChebroluBelum ada peringkat
- Quadrivalent Inactivated Influenza Vaccine (Vaxigriptetra™) : Expert Review of VaccinesDokumen41 halamanQuadrivalent Inactivated Influenza Vaccine (Vaxigriptetra™) : Expert Review of VaccinesMarco LealiBelum ada peringkat
- Results of Competition: Biomedical Catalyst 2018 Round 2 Primer Award Competition Code: 1808 - BMC - R2Dokumen28 halamanResults of Competition: Biomedical Catalyst 2018 Round 2 Primer Award Competition Code: 1808 - BMC - R2Jack PadiBelum ada peringkat
- AntiviralsDokumen14 halamanAntiviralsAdia MasooraBelum ada peringkat
- 6 E-Newsletter, Issue 1, 2020Dokumen34 halaman6 E-Newsletter, Issue 1, 2020Mohammed Abdul Hai CHE VI ABelum ada peringkat
- The Global Economic Impact of COVID 19Dokumen12 halamanThe Global Economic Impact of COVID 19RICARDO JU?REZ TORRESBelum ada peringkat
- Microbiology Research ProposalDokumen5 halamanMicrobiology Research Proposalapi-547677741Belum ada peringkat
- Topnotch Microbiology Supertable - KindnesstoallDokumen252 halamanTopnotch Microbiology Supertable - KindnesstoallRJLeddaBelum ada peringkat
- WWW Curejoy Com Content Cinnamon and Honey The Magic MixtureDokumen18 halamanWWW Curejoy Com Content Cinnamon and Honey The Magic MixturercBelum ada peringkat
- Comparative Single-Dose Pharmacokinetics of Amantadine Hydrochloride and Rimantadine Hydrochloride in Elderly AdultsDokumen6 halamanComparative Single-Dose Pharmacokinetics of Amantadine Hydrochloride and Rimantadine Hydrochloride in Elderly AdultsLety LagunaBelum ada peringkat
- Acute Bronchitis by UpToDateDokumen10 halamanAcute Bronchitis by UpToDateJavieraAlondraDiazBelum ada peringkat
- Alg2 10 03Dokumen8 halamanAlg2 10 03api-364379734Belum ada peringkat
- Wa0009Dokumen17 halamanWa0009widiya novitaliaBelum ada peringkat
- RNA VirusesDokumen56 halamanRNA VirusesJaveriaZafarBelum ada peringkat
- NCM 104 Lec 5388: Mrs. Mary Antoinetter Aseron - 1 SemesterDokumen6 halamanNCM 104 Lec 5388: Mrs. Mary Antoinetter Aseron - 1 SemesterSherlyn GarcesBelum ada peringkat
- Business Continuity Guide - Contingency Planning For Infectious Disease PandemicsDokumen28 halamanBusiness Continuity Guide - Contingency Planning For Infectious Disease PandemicsPairodBelum ada peringkat
- Traditional Medicinal Herbs For Healthiness and Fitness During TheDokumen13 halamanTraditional Medicinal Herbs For Healthiness and Fitness During TheTalitha Ulfah FakhiraBelum ada peringkat