Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Zoning and Designing For Affordability Using Modular Housing PDFDokumen123 halamanZoning and Designing For Affordability Using Modular Housing PDFJuhi ParyaniBelum ada peringkat
- Dave F W-PicturesDokumen5 halamanDave F W-PicturesJoshua C TrotterBelum ada peringkat
- Kyoritsu Insulation TesterDokumen3 halamanKyoritsu Insulation Testeranon_702895956Belum ada peringkat
- Product Brief 2SP0115T 2015Dokumen2 halamanProduct Brief 2SP0115T 2015hieuhuechBelum ada peringkat
- Opto-Isolated Transistor Drivers Microcontroller InterfacingDokumen7 halamanOpto-Isolated Transistor Drivers Microcontroller InterfacinghieuhuechBelum ada peringkat
- Tek tds700d Series User ManualDokumen372 halamanTek tds700d Series User ManualtestingeffaBelum ada peringkat
- Modeling and Simulation of Longwall Scraper Conveyor Considering Operational FaultsDokumen13 halamanModeling and Simulation of Longwall Scraper Conveyor Considering Operational FaultshieuhuechBelum ada peringkat
- MDO4000 Mixed Domain Oscilloscope DatasheetDokumen36 halamanMDO4000 Mixed Domain Oscilloscope DatasheetRodrigo MartinsBelum ada peringkat
- Anorad LCK 1Dokumen41 halamanAnorad LCK 1hieuhuechBelum ada peringkat
- 0-2015-Novel Approach To and Implementation of Design and Analysis ofDokumen16 halaman0-2015-Novel Approach To and Implementation of Design and Analysis ofhieuhuechBelum ada peringkat
- Diagnosis of Coal Scraper Conveyor Based On Fuzzy FaultDokumen4 halamanDiagnosis of Coal Scraper Conveyor Based On Fuzzy FaulthieuhuechBelum ada peringkat
- Design and Development of A Wind Turbine EmulatorDokumen9 halamanDesign and Development of A Wind Turbine EmulatorhieuhuechBelum ada peringkat
- Install Guide MATLAB de Tai VeDokumen157 halamanInstall Guide MATLAB de Tai VeHoang PhuongBelum ada peringkat
- Uninstaller InputDokumen3 halamanUninstaller InputAlfonso PolaBelum ada peringkat
- dSPACE Tutorial PDFDokumen22 halamandSPACE Tutorial PDFHichem HamdiBelum ada peringkat
- Power Requirement Prediction For Armoured Face ConveyorsDokumen10 halamanPower Requirement Prediction For Armoured Face ConveyorshieuhuechBelum ada peringkat
- Install Guide Ja JPDokumen151 halamanInstall Guide Ja JPNoctradamusBelum ada peringkat
- Texas Instruments Incorporated: Tms320C6711 DSP Starter KitDokumen22 halamanTexas Instruments Incorporated: Tms320C6711 DSP Starter KithieuhuechBelum ada peringkat
- 2016 - Parameters Optimization of A Hydraulic BufferDokumen13 halaman2016 - Parameters Optimization of A Hydraulic BufferhieuhuechBelum ada peringkat
- Arcade ManualDokumen22 halamanArcade ManualhieuhuechBelum ada peringkat
- Analysis of Risky and Aggressive Driving Behaviors Among AdultDokumen206 halamanAnalysis of Risky and Aggressive Driving Behaviors Among AdulthieuhuechBelum ada peringkat
- Kyoto UniversityDokumen26 halamanKyoto UniversityhieuhuechBelum ada peringkat
- Ebay RaobanDokumen3 halamanEbay RaobanhieuhuechBelum ada peringkat
- C55x+ CPUReferenceGuide SWPU086Dokumen341 halamanC55x+ CPUReferenceGuide SWPU086hieuhuechBelum ada peringkat
- E3sconf - Magnet Synchronous Machine of Mine BeltDokumen6 halamanE3sconf - Magnet Synchronous Machine of Mine BelthieuhuechBelum ada peringkat
- Autobox Dspace Catalog 2008 PDFDokumen4 halamanAutobox Dspace Catalog 2008 PDFhieuhuechBelum ada peringkat
- Novel Control and Harmonics Impact of PV Solar FarmsDokumen180 halamanNovel Control and Harmonics Impact of PV Solar FarmshieuhuechBelum ada peringkat
- Real-Time Speed Control of BLDC Motor Based On Fractional Sliding Mode Controller (#270628) - 237219Dokumen5 halamanReal-Time Speed Control of BLDC Motor Based On Fractional Sliding Mode Controller (#270628) - 237219hieuhuechBelum ada peringkat
- M2016-Scientific Computing With MATLAB-Paul Gribble-Math Eng Chap03Dokumen154 halamanM2016-Scientific Computing With MATLAB-Paul Gribble-Math Eng Chap03hieuhuechBelum ada peringkat
- M2016-Scientific Computing With MATLAB-Paul Gribble-Math Eng Chap03Dokumen154 halamanM2016-Scientific Computing With MATLAB-Paul Gribble-Math Eng Chap03hieuhuechBelum ada peringkat
- Kaeser - CSDx140SFCDokumen11 halamanKaeser - CSDx140SFCdheerajdorlikar100% (1)
- Multifunctional Protection RelayDokumen5 halamanMultifunctional Protection RelayRawda JumaBelum ada peringkat
- GM 6T70-6T75 VBL PDFDokumen1 halamanGM 6T70-6T75 VBL PDFMauricio Exequiel ChavezBelum ada peringkat
- LR Solutions For Long Product Rolling Mill (En)Dokumen42 halamanLR Solutions For Long Product Rolling Mill (En)prasenjitsayantan100% (1)
- Steam TurbinesDokumen14 halamanSteam TurbinesArvindPasuparthyBelum ada peringkat
- Cathodic Protection SystemDokumen11 halamanCathodic Protection SystemphuongBelum ada peringkat
- Kenmore Elite Microwave ManualDokumen45 halamanKenmore Elite Microwave ManualjibjabtooBelum ada peringkat
- Da20 Parts ManualDokumen998 halamanDa20 Parts ManualMattBelum ada peringkat
- Intern ReportDokumen38 halamanIntern ReportMardi Mude100% (1)
- Extension To Existing Production Building Industrial Slab: Method StatementDokumen8 halamanExtension To Existing Production Building Industrial Slab: Method StatementSirb PetruBelum ada peringkat
- Energy Regulation No. 1-94Dokumen14 halamanEnergy Regulation No. 1-94Aries MatibagBelum ada peringkat
- 3406E 550hpDokumen2 halaman3406E 550hpالمهندسوليدالطويلBelum ada peringkat
- FUYP+RZP CieloDokumen19 halamanFUYP+RZP CieloCarlos ManriquezBelum ada peringkat
- Interbond 600 PDFDokumen4 halamanInterbond 600 PDFTrịnh Minh KhoaBelum ada peringkat
- Development of A Reviewer Manual in Mechanical Engineering With Theories and 5,001 Solved Problems and Answered Questions (Elements) : For Computerized Mechanical Engineering Licensure Examination PDFDokumen13 halamanDevelopment of A Reviewer Manual in Mechanical Engineering With Theories and 5,001 Solved Problems and Answered Questions (Elements) : For Computerized Mechanical Engineering Licensure Examination PDFTristan Tabago Consolacion33% (3)
- Analysis of The November 2017 ExamDokumen5 halamanAnalysis of The November 2017 Examtapera_mangeziBelum ada peringkat
- Concept Paper On Pottery ClusterDokumen5 halamanConcept Paper On Pottery ClusterBhrigu Bhusan GoswamiBelum ada peringkat
- Devlopment and Analysis of Natural Banana Fiber CompositeDokumen3 halamanDevlopment and Analysis of Natural Banana Fiber CompositeEditor IJRITCCBelum ada peringkat
- Pmdata PDFDokumen2.128 halamanPmdata PDFRajendra ThakurBelum ada peringkat
- Nist GCR 16-917-40Dokumen46 halamanNist GCR 16-917-40Vasanth KumarBelum ada peringkat
- AGV - Product Sheet - en - LDDokumen2 halamanAGV - Product Sheet - en - LDTienRien0% (1)
- Concept of Tubular Design in High Rise Structures (Ingles)Dokumen5 halamanConcept of Tubular Design in High Rise Structures (Ingles)Matheus AlexBelum ada peringkat
- The Big Catalog (Full) PDFDokumen1.154 halamanThe Big Catalog (Full) PDFJuan Carlos López ValdiviezoBelum ada peringkat
- MODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" StrainersDokumen1 halamanMODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" Strainersanugrah_dimas5441Belum ada peringkat
- E Catalogue Crucible GlobalDokumen7 halamanE Catalogue Crucible GlobalSylab InstrumentsBelum ada peringkat
- How To Choose The Right Cable GlandsDokumen3 halamanHow To Choose The Right Cable GlandsRoger JohnBelum ada peringkat
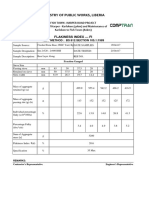
- Ministry of Public Works, Liberia: Flakiness Index - FiDokumen2 halamanMinistry of Public Works, Liberia: Flakiness Index - FikwameBelum ada peringkat