Anda mungkin juga menyukai
- Section 630 Tapping Sleeves, Valves and Valve Boxes On Water Lines 630.1 DESCRIPTIONDokumen7 halamanSection 630 Tapping Sleeves, Valves and Valve Boxes On Water Lines 630.1 DESCRIPTIONWalter GuttlerBelum ada peringkat
- LWSAP Manual April2016Dokumen58 halamanLWSAP Manual April2016Walter GuttlerBelum ada peringkat
- Princing of Water and WastewaterDokumen95 halamanPrincing of Water and WastewaterWalter GuttlerBelum ada peringkat
- Project Cost Estimating Manual: Seventh EditionDokumen148 halamanProject Cost Estimating Manual: Seventh EditionBilal Hussein SousBelum ada peringkat
- Relation Between Population Density and Topology in Potable Water Distribution NetworksDokumen11 halamanRelation Between Population Density and Topology in Potable Water Distribution NetworksWalter GuttlerBelum ada peringkat
- Current SSPC Standards June2019Dokumen7 halamanCurrent SSPC Standards June2019Aleksander Segura Tinoco100% (1)
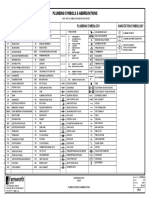
- Plumbing Symbols & AbbreviationsDokumen8 halamanPlumbing Symbols & AbbreviationsThel Cruz100% (1)
- 14 Coatings: Ebook - Ductile Iron Pipe Systems Chapter 14: Coatings 14/1Dokumen18 halaman14 Coatings: Ebook - Ductile Iron Pipe Systems Chapter 14: Coatings 14/1Walter GuttlerBelum ada peringkat
- Pump Station Design Guidelines 2nd EditionDokumen34 halamanPump Station Design Guidelines 2nd Editionel_koptan00857693100% (1)
- KSB Know-How, Volume 0 - Selecting-Centrifugal-Pumps-data PDFDokumen92 halamanKSB Know-How, Volume 0 - Selecting-Centrifugal-Pumps-data PDFRodrigo Astudillo AedoBelum ada peringkat
- Aace Classification SystemDokumen10 halamanAace Classification SystemWalter GuttlerBelum ada peringkat
- Clapets Guide Selection AVK UKDokumen24 halamanClapets Guide Selection AVK UKVignesh NadimuthuBelum ada peringkat
- Pump Station High & Low Velocities in FMsDokumen32 halamanPump Station High & Low Velocities in FMsAlvin KimBelum ada peringkat
- Design Guide For Wastewater Treatment Plants in Saudi ArabiaDokumen182 halamanDesign Guide For Wastewater Treatment Plants in Saudi ArabiaSenn OdrapmasdBelum ada peringkat
- Optimizing SOHAR's Utility CorridorsDokumen12 halamanOptimizing SOHAR's Utility CorridorsWalter GuttlerBelum ada peringkat
- Cathodic Protection DesignDokumen30 halamanCathodic Protection Designmtuanlatoi9704Belum ada peringkat
- Water Pumping Stations Design ManualDokumen62 halamanWater Pumping Stations Design Manualparas99100% (2)
- Chapter 7Dokumen28 halamanChapter 7kleitoneduBelum ada peringkat
- Laboratory Design and Maintenance: Laboratory Biosafety Manual Fourth Edition AND Associated MonographsDokumen88 halamanLaboratory Design and Maintenance: Laboratory Biosafety Manual Fourth Edition AND Associated MonographsGopinath GopiBelum ada peringkat
- Control Valves Basics - Sizing & SelectionDokumen64 halamanControl Valves Basics - Sizing & SelectionKajer quemar100% (1)
- BS EN 1074-2 Valves For Water Service Supply - Isolating Valves PDFDokumen16 halamanBS EN 1074-2 Valves For Water Service Supply - Isolating Valves PDFLuis Daniel ContrerasBelum ada peringkat
- Cathodic Protection DesignDokumen30 halamanCathodic Protection Designmtuanlatoi9704Belum ada peringkat
- Epa Water Treatment Manual Primary Secondary Tertiary1Dokumen131 halamanEpa Water Treatment Manual Primary Secondary Tertiary1Pamela RichardsonBelum ada peringkat
- 27.2 WWT Carbon FootprintDokumen68 halaman27.2 WWT Carbon FootprintAhmedBelum ada peringkat
- Instructions For Form 1042-SDokumen37 halamanInstructions For Form 1042-SWalter GuttlerBelum ada peringkat
- Anaerobic Reactor TechnologiesDokumen128 halamanAnaerobic Reactor TechnologiesWalter GuttlerBelum ada peringkat
- Wastewater Operator Study Manual PDFDokumen242 halamanWastewater Operator Study Manual PDFWalter Guttler100% (1)
- Elkon 100: Mobile MasterDokumen4 halamanElkon 100: Mobile MasterWalter GuttlerBelum ada peringkat
- Entire ManualDokumen251 halamanEntire ManualWalter GuttlerBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Conference Pamphlet English Version (2) - 1Dokumen3 halamanConference Pamphlet English Version (2) - 1AdelBelum ada peringkat
- SPA TO PROCESS (Loss OR CR)Dokumen1 halamanSPA TO PROCESS (Loss OR CR)majoy75% (4)
- Replacing and Installing Brake Pads FOR AIR BRAKES PDFDokumen2 halamanReplacing and Installing Brake Pads FOR AIR BRAKES PDFMujeres Virglius PabliusBelum ada peringkat
- Freepik BrandBook 07092023Dokumen84 halamanFreepik BrandBook 07092023Sai MoonBelum ada peringkat
- Essential volleyball equipment and rulesDokumen19 halamanEssential volleyball equipment and rulesnicka castilloBelum ada peringkat
- Bader and Overton CompetitionDokumen4 halamanBader and Overton CompetitionJulien SiinoBelum ada peringkat
- 8 DischargeDokumen33 halaman8 DischargelelsocBelum ada peringkat
- Sriman NarayaneeyamDokumen280 halamanSriman NarayaneeyamSharma Joshi100% (1)
- OBE Syllabus Template - Intro To Educational Research - 1st Sem 2018-2019 - NewDokumen12 halamanOBE Syllabus Template - Intro To Educational Research - 1st Sem 2018-2019 - NewDorinaBelum ada peringkat
- Delhi Public School Ghatkesar Friday: Daily Time TableDokumen1 halamanDelhi Public School Ghatkesar Friday: Daily Time TableranjithophirBelum ada peringkat
- Bad Therapy: Matt Zoller SeitzDokumen3 halamanBad Therapy: Matt Zoller SeitzPatrik TeprakBelum ada peringkat
- Chase. The Lord's Prayer in The Early Church. 1891.Dokumen200 halamanChase. The Lord's Prayer in The Early Church. 1891.Patrologia Latina, Graeca et Orientalis100% (3)
- 1ice 120SDokumen2 halaman1ice 120Sendimarc.cuicasBelum ada peringkat
- Formal Languages and Chomsky HierarchyDokumen41 halamanFormal Languages and Chomsky HierarchySaurabh SinghBelum ada peringkat
- Vijayanagara and The Fall of An EmpireDokumen9 halamanVijayanagara and The Fall of An EmpireOmair Siddiqi100% (1)
- Aesthetic - Endah ListaDokumen8 halamanAesthetic - Endah ListaIANNELA ELLIZ C. FAJARDOBelum ada peringkat
- RAICES LawsuitDokumen25 halamanRAICES LawsuitJohn MoritzBelum ada peringkat
- RAD Studio LiveBindings GuideDokumen63 halamanRAD Studio LiveBindings Guidewolfie002Belum ada peringkat
- English Programs T4 2018Dokumen5 halamanEnglish Programs T4 2018Sao SovannarithBelum ada peringkat
- 0470 Learner Guide (For Examination From 2020)Dokumen62 halaman0470 Learner Guide (For Examination From 2020)SPHSIMONBelum ada peringkat
- Portfolio Theory, CAPM, WACC and Optimal Capital Structure - 20072018 PDFDokumen50 halamanPortfolio Theory, CAPM, WACC and Optimal Capital Structure - 20072018 PDFdevashnee100% (2)
- Jeffrey A. Mello 4e - Chapter 4 - The Evolving or Strategic Role of Human Resource ManagementDokumen18 halamanJeffrey A. Mello 4e - Chapter 4 - The Evolving or Strategic Role of Human Resource ManagementHuman Resource Management100% (1)
- Come, Holy SpiritDokumen1 halamanCome, Holy SpiritNguyễn TrinhBelum ada peringkat
- Tarnished Queen - Nicole FoxDokumen396 halamanTarnished Queen - Nicole Foxyourmom33% (3)
- Ultimate Recurring Affiliate List - Recurring + High Ticket AffiliatesDokumen3 halamanUltimate Recurring Affiliate List - Recurring + High Ticket Affiliatesebook self100% (1)
- Postivism, The Austinian Theory of LawDokumen4 halamanPostivism, The Austinian Theory of Lawhenry aryee-anumBelum ada peringkat
- C-Data Epon Olt Fd1108s Cli User Manual v1.3Dokumen89 halamanC-Data Epon Olt Fd1108s Cli User Manual v1.3sarasa100% (2)
- Ug949 Vivado Design MethodologyDokumen243 halamanUg949 Vivado Design MethodologyjivashiBelum ada peringkat
- Royal Rangers Gold Merit RequirementsDokumen27 halamanRoyal Rangers Gold Merit Requirementsccm2361Belum ada peringkat