Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- ANNEXASolicitSIN65017Q0117 PDFDokumen3 halamanANNEXASolicitSIN65017Q0117 PDFhippong niswantoroBelum ada peringkat
- Daily Progress Welding Joint Report Wharf Boat Landing Upper StructureDokumen2 halamanDaily Progress Welding Joint Report Wharf Boat Landing Upper StructureAditya Hadi SBelum ada peringkat
- Fig 1 Some of The Ladle Metallurgy ProcessesDokumen4 halamanFig 1 Some of The Ladle Metallurgy ProcessesNikesh KoliBelum ada peringkat
- Automatic Hydraulic Screen Filter - LCA SeriesDokumen2 halamanAutomatic Hydraulic Screen Filter - LCA SeriesLuan Nguyen100% (1)
- 11 TTTT Dual Circulating Sub 22jan18Dokumen1 halaman11 TTTT Dual Circulating Sub 22jan18saman esfandiarpourBelum ada peringkat
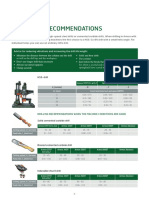
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDokumen3 halamanMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaBelum ada peringkat
- Tata Steel FRP VesselsDokumen4 halamanTata Steel FRP VesselsR PrabhuBelum ada peringkat
- Blister Packaging LidingDokumen10 halamanBlister Packaging LidingJay KrishnanBelum ada peringkat
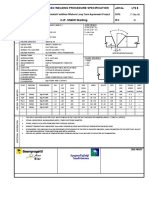
- Wps SmawDokumen1 halamanWps SmawFedericoC67% (3)
- Boehler CN 13 4-MC FDokumen1 halamanBoehler CN 13 4-MC FFilipe CordeiroBelum ada peringkat
- ArrowClean Product BrochureDokumen2 halamanArrowClean Product BrochureRaden ArdyBelum ada peringkat
- Intumescent Paint - W.BDokumen3 halamanIntumescent Paint - W.Bmuhdrafi100% (1)
- Tle 6 - Ia-Las-Week 1-Q4Dokumen3 halamanTle 6 - Ia-Las-Week 1-Q4Nicko James PillosBelum ada peringkat
- Vaccum Heat TretmentDokumen2 halamanVaccum Heat TretmentNITIN0% (1)
- Modular CNC Mini Mill Assy-01Dokumen1 halamanModular CNC Mini Mill Assy-01ModularCNC100% (1)
- Proflo Technical CatalogueDokumen23 halamanProflo Technical CatalogueMark Philip BaliwisBelum ada peringkat
- Asme Sec Viii Div 2 2017Dokumen1 halamanAsme Sec Viii Div 2 2017Lipika GayenBelum ada peringkat
- Norme FranciseDokumen2 halamanNorme FranciseCalin GiosanBelum ada peringkat
- Automated Solutions: Ultrasonic CuttingDokumen2 halamanAutomated Solutions: Ultrasonic CuttingkikorrasBelum ada peringkat
- 202302010-1 - Data Base Material QC IsoDokumen78 halaman202302010-1 - Data Base Material QC Isodimas pratamaBelum ada peringkat
- Alloy Steel AL6-XNDokumen32 halamanAlloy Steel AL6-XNRandy Domingo FanerBelum ada peringkat
- Bharat Metal Cutting GasDokumen5 halamanBharat Metal Cutting GasGitanjaliBelum ada peringkat
- TDS 32222 Jotatemp 250 Euk GBDokumen5 halamanTDS 32222 Jotatemp 250 Euk GBrinaldo KurniawanBelum ada peringkat
- Krebs Cyclones For Chemical Industries: Excelling in Separation Solutions Since 1952Dokumen2 halamanKrebs Cyclones For Chemical Industries: Excelling in Separation Solutions Since 1952ritoh8657Belum ada peringkat
- PART 149 What Is Fusion WeldingDokumen2 halamanPART 149 What Is Fusion Weldingravindra_jivaniBelum ada peringkat
- Ceramic Turning InsertsDokumen39 halamanCeramic Turning InsertsR AksathBelum ada peringkat
- GCSE Woods Paper & Card TheoryDokumen6 halamanGCSE Woods Paper & Card TheoryMissparish8Belum ada peringkat
- Arthit CPP Structural Lessons1Dokumen5 halamanArthit CPP Structural Lessons1api-3827874Belum ada peringkat
- Lathe Machine ReportDokumen28 halamanLathe Machine ReportFaizal64% (11)
- Lab Sheet CNC TurningDokumen4 halamanLab Sheet CNC TurningSeiichi HaruhiBelum ada peringkat