Anda mungkin juga menyukai
- Thermocompressors Improve Paper Machine Dryer DrainageDokumen8 halamanThermocompressors Improve Paper Machine Dryer DrainageclintoncBelum ada peringkat
- Estimating Air LeakageDokumen5 halamanEstimating Air Leakagenasirmuzaffar100% (1)
- Analysis and Enhancement of Hydraulic Ram Pump Using Computational Fluid Dynamics (CFD)Dokumen25 halamanAnalysis and Enhancement of Hydraulic Ram Pump Using Computational Fluid Dynamics (CFD)IJIRSTBelum ada peringkat
- Steam Jet EjectorDokumen6 halamanSteam Jet Ejectorjayanta_198967% (3)
- 1/2Dokumen3 halaman1/2konainglincho001Belum ada peringkat
- Melt CrystallizationDokumen10 halamanMelt Crystallizationarsh19706636Belum ada peringkat
- Air Cool CondensersDokumen8 halamanAir Cool CondensersKarthick VelayuthamBelum ada peringkat
- CE 3003 Advanced Process Design - Individual Project: Executive SummaryDokumen88 halamanCE 3003 Advanced Process Design - Individual Project: Executive SummaryLee Junming100% (1)
- Vapor Line Sizing-Mpp6Dokumen10 halamanVapor Line Sizing-Mpp6Nitin KurupBelum ada peringkat
- Coal Gasifier ProcessesDokumen28 halamanCoal Gasifier ProcessesH Janardan PrabhuBelum ada peringkat
- PSV data sheets for existing refinery steam boilerDokumen1 halamanPSV data sheets for existing refinery steam boilermaurya888Belum ada peringkat
- Eurox Cross Flow ScrubberDokumen8 halamanEurox Cross Flow ScrubberRobin LayogBelum ada peringkat
- Experienced Based Rules of Chemical EngineeringDokumen33 halamanExperienced Based Rules of Chemical Engineeringintania66Belum ada peringkat
- Brauer 1981Dokumen41 halamanBrauer 1981rodgerBelum ada peringkat
- Thermophysical PropertiesDokumen14 halamanThermophysical PropertiesKalinga BalBelum ada peringkat
- Vapor Pressure of A Liquid SolutionDokumen40 halamanVapor Pressure of A Liquid Solutionintania660% (1)
- Pressure Swing DistillationDokumen7 halamanPressure Swing DistillationgongweejieBelum ada peringkat
- Petronas Design Manual: Column SizingDokumen10 halamanPetronas Design Manual: Column SizingHazizi AkmarBelum ada peringkat
- Demister Pads & Mesh Mist EliminatorsDokumen14 halamanDemister Pads & Mesh Mist Eliminatorsaagarwal30Belum ada peringkat
- Compact Heatless Air DryersDokumen1 halamanCompact Heatless Air DryersBossman Instruments TechnologyBelum ada peringkat
- Veturi Design ProcedureDokumen2 halamanVeturi Design Procedureshivanandr2481Belum ada peringkat
- Packed tower absorption design and operating line derivationDokumen21 halamanPacked tower absorption design and operating line derivationmehul10941Belum ada peringkat
- Vacuum Systems PDFDokumen12 halamanVacuum Systems PDFSnigdha YadavBelum ada peringkat
- Appendix Flash DrumDokumen2 halamanAppendix Flash DrumRodney Craft100% (1)
- Acetic 2520acid 2520 - Design 2520of 2520equipments PDFDokumen41 halamanAcetic 2520acid 2520 - Design 2520of 2520equipments PDFTanuj HandaBelum ada peringkat
- Coulson Richardson's Chemical Engineering Vol.6 Chemical Engineering Design 4th EditionDokumen2 halamanCoulson Richardson's Chemical Engineering Vol.6 Chemical Engineering Design 4th EditionClaChristinaBelum ada peringkat
- Direct Contact Gas-LiquidDokumen7 halamanDirect Contact Gas-LiquidgiovanniBelum ada peringkat
- HEAT EXCHANGER PERFORMANCE ANALYSISDokumen6 halamanHEAT EXCHANGER PERFORMANCE ANALYSISJM Flores De SilvaBelum ada peringkat
- Vertical Thermosyphon ReboilersDokumen9 halamanVertical Thermosyphon ReboilersLucianoBelum ada peringkat
- VMG Property Package Thermodynamic Models 3.7Dokumen169 halamanVMG Property Package Thermodynamic Models 3.7sanketBelum ada peringkat
- PACKED COLUMN DESIGN FOR HCL SCRUBBERDokumen11 halamanPACKED COLUMN DESIGN FOR HCL SCRUBBERsoreksatuBelum ada peringkat
- Distillation Column Internals Design & Hydraulics AnalysisDokumen11 halamanDistillation Column Internals Design & Hydraulics AnalysisAdham AbusalehiBelum ada peringkat
- Influence of The Nature of The Roots Blower On Pressure Fluctuations in A Fluidized BedDokumen13 halamanInfluence of The Nature of The Roots Blower On Pressure Fluctuations in A Fluidized BedcoolcupidguyBelum ada peringkat
- On The Design of Thermal BreathingDokumen6 halamanOn The Design of Thermal BreathingLizbeth Fiallos AvilaBelum ada peringkat
- Che 2Dokumen25 halamanChe 2Jaynie Lee VillaranBelum ada peringkat
- Spray Tower Loop ReactorDokumen6 halamanSpray Tower Loop ReactorCh'ng Ying YingBelum ada peringkat
- Batch Reactive DistillationDokumen7 halamanBatch Reactive DistillationChalmer BelaroBelum ada peringkat
- Random PackingDokumen4 halamanRandom PackingAadam AryanBelum ada peringkat
- Glutaraldehyde Bulk HandlingDokumen4 halamanGlutaraldehyde Bulk HandlingnubblerBelum ada peringkat
- How To Use Vertical Thermosyphon Reboiler CalculatorDokumen2 halamanHow To Use Vertical Thermosyphon Reboiler CalculatorMahesh KumarBelum ada peringkat
- Cooler Condenser Design for Vapor-Gas MixturesDokumen1 halamanCooler Condenser Design for Vapor-Gas MixturesNind's Chef0% (1)
- Dynamic Model of A Scrubber Using Aspen PlusDokumen11 halamanDynamic Model of A Scrubber Using Aspen PluschetanBelum ada peringkat
- EjectorDokumen9 halamanEjectorManuel Gallegos CalderónBelum ada peringkat
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Dari EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Belum ada peringkat
- A D B C: Steam Ejector Hybrid Systems in The Chemical IndustryDokumen4 halamanA D B C: Steam Ejector Hybrid Systems in The Chemical IndustryAjiBelum ada peringkat
- Gas Scrubber Metsim DataDokumen4 halamanGas Scrubber Metsim Datasaroat moongwattanaBelum ada peringkat
- Pressure Drop Calculation in Sieve Plate Distillation ColumnDokumen15 halamanPressure Drop Calculation in Sieve Plate Distillation ColumnAnoop Kumar GuptaBelum ada peringkat
- Heat Transfer Equipment DesignDokumen7 halamanHeat Transfer Equipment DesignBhawani Pratap Singh PanwarBelum ada peringkat
- Centrifugal Pumps NPSHDokumen6 halamanCentrifugal Pumps NPSHSubrata MukherjeeBelum ada peringkat
- Sieve Tray ExtractorDokumen12 halamanSieve Tray ExtractorCris-Anne Juangco III100% (2)
- Packed Column DesignDokumen6 halamanPacked Column Designyamen-691904Belum ada peringkat
- Eductor SizingDokumen2 halamanEductor SizingbudiprasBelum ada peringkat
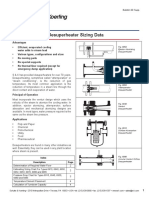
- 6DSUPP Desuperheater Supplement BrochureDokumen4 halaman6DSUPP Desuperheater Supplement BrochureПавел ЛукьяновBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Dari EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Belum ada peringkat
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Dari EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Penilaian: 5 dari 5 bintang5/5 (1)
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsDari EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsBelum ada peringkat
- Dynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsDari EverandDynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsBelum ada peringkat
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDari EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationBelum ada peringkat
- CBSE Class 1 EVS Worksheet - ActionsDokumen1 halamanCBSE Class 1 EVS Worksheet - ActionsnagsraviBelum ada peringkat
- Air separation plant design reviewDokumen8 halamanAir separation plant design reviewnagsravi100% (1)
- Lecture Lead-Acid BatteriesDokumen27 halamanLecture Lead-Acid BatteriesmarcomirandaBelum ada peringkat
- CBSE Class 1 Moral Science WorksheetDokumen2 halamanCBSE Class 1 Moral Science WorksheetnagsraviBelum ada peringkat
- Multi Bag FilterDokumen7 halamanMulti Bag FilternagsraviBelum ada peringkat
- Vacuum Swing AdsorptionDokumen3 halamanVacuum Swing AdsorptionnagsraviBelum ada peringkat
- CBSE Class 1 GK Worksheet 1Dokumen3 halamanCBSE Class 1 GK Worksheet 1nagsraviBelum ada peringkat
- CBSE Class 1 GK Worksheet 1Dokumen3 halamanCBSE Class 1 GK Worksheet 1nagsraviBelum ada peringkat
- CBSE Class 1 English Worksheets 3 PDFDokumen2 halamanCBSE Class 1 English Worksheets 3 PDFnagsraviBelum ada peringkat
- Vapor AbsoptionDokumen15 halamanVapor AbsoptionnagsraviBelum ada peringkat
- Cyclones and Fronts in Mid-LatitudesDokumen66 halamanCyclones and Fronts in Mid-LatitudesSteven ScottBelum ada peringkat
- Vapor AbsoptionDokumen15 halamanVapor AbsoptionnagsraviBelum ada peringkat
- CBSE Class 1 English Worksheets 2 PDFDokumen1 halamanCBSE Class 1 English Worksheets 2 PDFnagsraviBelum ada peringkat
- Vapor AbsoptionDokumen15 halamanVapor AbsoptionnagsraviBelum ada peringkat
- Air separation plant design reviewDokumen8 halamanAir separation plant design reviewnagsravi100% (1)
- Air separation plant design reviewDokumen8 halamanAir separation plant design reviewnagsravi100% (1)
- Lead Acid BatteryDokumen5 halamanLead Acid BatterynagsraviBelum ada peringkat
- Air separation plant design reviewDokumen8 halamanAir separation plant design reviewnagsravi100% (1)
- Ridges and TroughsDokumen24 halamanRidges and TroughsnagsraviBelum ada peringkat
- Step by Step Methods For WRC 107 and WR..Dokumen7 halamanStep by Step Methods For WRC 107 and WR..nagsraviBelum ada peringkat
- Thunderstorm FormationDokumen64 halamanThunderstorm FormationnagsraviBelum ada peringkat
- What Is NitinolDokumen11 halamanWhat Is NitinolnagsraviBelum ada peringkat
- Towards Sustainability in The Oil and Gas Sector: Benchmarking of Environmental, Health, and Safety EffortsDokumen17 halamanTowards Sustainability in The Oil and Gas Sector: Benchmarking of Environmental, Health, and Safety EffortsTatiana MamaligaBelum ada peringkat
- Lowering freezing points with antifreeze and solutesDokumen2 halamanLowering freezing points with antifreeze and solutesnagsraviBelum ada peringkat
- Stainless Steel Welds & Weld OverlaysDokumen13 halamanStainless Steel Welds & Weld OverlaysnagsraviBelum ada peringkat
- 00320773Dokumen304 halaman00320773Anirudh SabooBelum ada peringkat
- Stainless Steel Welds & Weld OverlaysDokumen13 halamanStainless Steel Welds & Weld OverlaysnagsraviBelum ada peringkat
- Meteorology:: An Introduction To The Wonders of The WeatherDokumen111 halamanMeteorology:: An Introduction To The Wonders of The WeatherАндрей Иванченко100% (2)
- Design and Safety Requirements for LPG Mounded StorageDokumen47 halamanDesign and Safety Requirements for LPG Mounded StoragenagsraviBelum ada peringkat
- Saddle CalculationDokumen7 halamanSaddle CalculationMichael HaiseBelum ada peringkat
- 1.each of The Solids Shown in The Diagram Has The Same MassDokumen12 halaman1.each of The Solids Shown in The Diagram Has The Same MassrehanBelum ada peringkat
- KPMG Inpection ReportDokumen11 halamanKPMG Inpection ReportMacharia NgunjiriBelum ada peringkat
- Accomplishment Report 2021-2022Dokumen45 halamanAccomplishment Report 2021-2022Emmanuel Ivan GarganeraBelum ada peringkat
- TDS Sibelite M3000 M4000 M6000 PDFDokumen2 halamanTDS Sibelite M3000 M4000 M6000 PDFLe PhongBelum ada peringkat
- Report Emerging TechnologiesDokumen97 halamanReport Emerging Technologiesa10b11Belum ada peringkat
- Interpretation of Arterial Blood Gases (ABGs)Dokumen6 halamanInterpretation of Arterial Blood Gases (ABGs)afalfitraBelum ada peringkat
- 2014 mlc703 AssignmentDokumen6 halaman2014 mlc703 AssignmentToral ShahBelum ada peringkat
- Prof Ram Charan Awards Brochure2020 PDFDokumen5 halamanProf Ram Charan Awards Brochure2020 PDFSubindu HalderBelum ada peringkat
- AATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsDokumen3 halamanAATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsAdrian CBelum ada peringkat
- April 26, 2019 Strathmore TimesDokumen16 halamanApril 26, 2019 Strathmore TimesStrathmore Times100% (1)
- Sri S T Kalairaj, Chairman: Income Tax TaxesDokumen3 halamanSri S T Kalairaj, Chairman: Income Tax TaxesvikramkkBelum ada peringkat
- Bank NIFTY Components and WeightageDokumen2 halamanBank NIFTY Components and WeightageUptrend0% (2)
- Oracle Learning ManagementDokumen168 halamanOracle Learning ManagementAbhishek Singh TomarBelum ada peringkat
- Radio Frequency Transmitter Type 1: System OperationDokumen2 halamanRadio Frequency Transmitter Type 1: System OperationAnonymous qjoKrp0oBelum ada peringkat
- Math5 Q4 Mod10 DescribingAndComparingPropertiesOfRegularAndIrregularPolygons v1Dokumen19 halamanMath5 Q4 Mod10 DescribingAndComparingPropertiesOfRegularAndIrregularPolygons v1ronaldBelum ada peringkat
- Exp 8 - GPG - D12B - 74 PDFDokumen4 halamanExp 8 - GPG - D12B - 74 PDFPRATIKSHA WADIBHASMEBelum ada peringkat
- Budgetary ControlsDokumen2 halamanBudgetary Controlssiva_lordBelum ada peringkat
- CMC Ready ReckonerxlsxDokumen3 halamanCMC Ready ReckonerxlsxShalaniBelum ada peringkat
- DIN Flange Dimensions PDFDokumen1 halamanDIN Flange Dimensions PDFrasel.sheikh5000158Belum ada peringkat
- DLP in Health 4Dokumen15 halamanDLP in Health 4Nina Claire Bustamante100% (1)
- Mazda Fn4A-El 4 Speed Ford 4F27E 4 Speed Fnr5 5 SpeedDokumen5 halamanMazda Fn4A-El 4 Speed Ford 4F27E 4 Speed Fnr5 5 SpeedAnderson LodiBelum ada peringkat
- Acne Treatment Strategies and TherapiesDokumen32 halamanAcne Treatment Strategies and TherapiesdokterasadBelum ada peringkat
- On The Behavior of Gravitational Force at Small ScalesDokumen6 halamanOn The Behavior of Gravitational Force at Small ScalesMassimiliano VellaBelum ada peringkat
- Chennai Metro Rail BoQ for Tunnel WorksDokumen6 halamanChennai Metro Rail BoQ for Tunnel WorksDEBASIS BARMANBelum ada peringkat
- SEO-Optimized Title for Python Code Output QuestionsDokumen2 halamanSEO-Optimized Title for Python Code Output QuestionsTaru GoelBelum ada peringkat
- C6030 BrochureDokumen2 halamanC6030 Brochureibraheem aboyadakBelum ada peringkat
- GROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationDokumen37 halamanGROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationCyryhl GutlayBelum ada peringkat
- Good Ethics Is Good BusinessDokumen9 halamanGood Ethics Is Good BusinesssumeetpatnaikBelum ada peringkat
- 2023-Physics-Informed Radial Basis Network (PIRBN) A LocalDokumen41 halaman2023-Physics-Informed Radial Basis Network (PIRBN) A LocalmaycvcBelum ada peringkat
- Additional Help With OSCOLA Style GuidelinesDokumen26 halamanAdditional Help With OSCOLA Style GuidelinesThabooBelum ada peringkat