Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- THM 700 R4 4L60 1982 1986 - ATSG Automatic Transmission Service Group PDFDokumen96 halamanTHM 700 R4 4L60 1982 1986 - ATSG Automatic Transmission Service Group PDFAntonio Perez100% (4)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Hand Operated Can CrusherDokumen60 halamanHand Operated Can CrusherParen Trivedi100% (2)
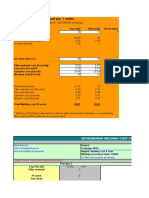
- Design Strip FootingDokumen12 halamanDesign Strip FootingHenra HalimBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- ValveDokumen26 halamanValvetiantaufik100% (1)
- Inspection ProcesureDokumen1 halamanInspection ProcesuremahendraBelum ada peringkat
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Dokumen1 halaman3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraBelum ada peringkat
- Work Instruction For Macro ExaminationDokumen4 halamanWork Instruction For Macro Examinationmahendra50% (2)
- PDF Created With Pdffactory Trial VersionDokumen8 halamanPDF Created With Pdffactory Trial VersionmahendraBelum ada peringkat
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Dokumen1 halaman3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraBelum ada peringkat
- Mild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499Dokumen5 halamanMild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499mahendraBelum ada peringkat
- Astm D7091 05Dokumen7 halamanAstm D7091 05IMSQA75% (4)
- WPS requirements for structural welding per AWS D1.1-2008Dokumen2 halamanWPS requirements for structural welding per AWS D1.1-2008mahendraBelum ada peringkat
- Calibrating Pressure Gauges Using Dead Weight TestersDokumen3 halamanCalibrating Pressure Gauges Using Dead Weight TestersmahendraBelum ada peringkat
- PaintCure PDFDokumen8 halamanPaintCure PDFmahendraBelum ada peringkat
- Symbol of Weld PDFDokumen28 halamanSymbol of Weld PDFSyarif IrwantoBelum ada peringkat
- Arc Welding PPT FinishDokumen50 halamanArc Welding PPT FinishmahendraBelum ada peringkat
- Attachment X - Specifications For Prefabrication PipingDokumen6 halamanAttachment X - Specifications For Prefabrication PipingmahendraBelum ada peringkat
- Attachment X - Specifications For Prefabrication PipingDokumen25 halamanAttachment X - Specifications For Prefabrication PipingmahendraBelum ada peringkat
- 2 DefectsDokumen4 halaman2 DefectsmahendraBelum ada peringkat
- Attachment X - Specifications For Prefabrication PipingDokumen25 halamanAttachment X - Specifications For Prefabrication PipingmahendraBelum ada peringkat
- Steel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningDokumen1 halamanSteel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningmahendraBelum ada peringkat
- Final InspDokumen6 halamanFinal InspmahendraBelum ada peringkat
- Raw Material Inspection ProcedureDokumen2 halamanRaw Material Inspection ProceduremahendraBelum ada peringkat
- QC - 08 PTCDokumen5 halamanQC - 08 PTCmahendraBelum ada peringkat
- Work Instruction FOR: Spectro AnalysisDokumen3 halamanWork Instruction FOR: Spectro AnalysismahendraBelum ada peringkat
- Internal Quality Audit ProcedureDokumen2 halamanInternal Quality Audit ProceduremahendraBelum ada peringkat
- QC - 16 Guided Bend Test.Dokumen3 halamanQC - 16 Guided Bend Test.mahendra100% (1)
- QC - 06 Surface Preparation & Painting 2Dokumen6 halamanQC - 06 Surface Preparation & Painting 2mahendraBelum ada peringkat
- Purpose: Steel Konnect (India) Pvt. Ltd. Procedure ManualDokumen3 halamanPurpose: Steel Konnect (India) Pvt. Ltd. Procedure ManualmahendraBelum ada peringkat
- QC - 06 Surface Preparation & Painting Rev. 01Dokumen7 halamanQC - 06 Surface Preparation & Painting Rev. 01mahendraBelum ada peringkat
- QC - 08 PTCDokumen5 halamanQC - 08 PTCmahendraBelum ada peringkat
- QC - 08 PTCDokumen5 halamanQC - 08 PTCmahendraBelum ada peringkat
- Manual Ultrasonic Testing ProcedureDokumen7 halamanManual Ultrasonic Testing ProceduremahendraBelum ada peringkat
- ASTM A153 Guide for Galvanized Hardware & FastenersDokumen5 halamanASTM A153 Guide for Galvanized Hardware & FastenersMekhmanBelum ada peringkat
- Mechanical Sensors 25augustDokumen74 halamanMechanical Sensors 25augustSasikumar SukumaranBelum ada peringkat
- Y-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsDokumen14 halamanY-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsRicardo Huisa BustiosBelum ada peringkat
- JC GGC 2011 Catalogue Low ResDokumen52 halamanJC GGC 2011 Catalogue Low ResgaluBelum ada peringkat
- F 1412 - 01 - Rje0mtiDokumen6 halamanF 1412 - 01 - Rje0mtiYasmin AminBelum ada peringkat
- Smokevent Calculation..Dokumen2 halamanSmokevent Calculation..Karthy GanesanBelum ada peringkat
- Erection Manual - Tank Stand (Galv Steel) PDFDokumen8 halamanErection Manual - Tank Stand (Galv Steel) PDFhuyenthaigia100% (1)
- 0303 MEA Multi V HeatpumpDokumen119 halaman0303 MEA Multi V HeatpumpfatjoebirdBelum ada peringkat
- Solidworks Simulation BasicsDokumen28 halamanSolidworks Simulation BasicsvinunfBelum ada peringkat
- 5 Desain CVDokumen5 halaman5 Desain CVInda Sela GifariBelum ada peringkat
- Spigot Product Spec Sheet 1614023137Dokumen1 halamanSpigot Product Spec Sheet 1614023137Cojuhari SergiuBelum ada peringkat
- Fan Application GuidelineDokumen6 halamanFan Application GuidelineEdward SabedraBelum ada peringkat
- CMT Capitolul 4 - Transmisii Curele DintateDokumen19 halamanCMT Capitolul 4 - Transmisii Curele DintateANABelum ada peringkat
- Design data chapter summaryDokumen16 halamanDesign data chapter summaryjunhe898Belum ada peringkat
- Cressi-Sub Regulator User Manual: 1st Stage ComponentsDokumen39 halamanCressi-Sub Regulator User Manual: 1st Stage ComponentsSergio GlezBelum ada peringkat
- Generator Maintenance PM ChecklistDokumen2 halamanGenerator Maintenance PM ChecklistEffendiCibuburBelum ada peringkat
- Metu NCC Fall Semester (2017-1) PHY 105 General Physics I (3580105) Course SyllabusDokumen3 halamanMetu NCC Fall Semester (2017-1) PHY 105 General Physics I (3580105) Course SyllabusErgin ÖzdikicioğluBelum ada peringkat
- Principle of PhysicsDokumen446 halamanPrinciple of PhysicsWendirad Beshada86% (7)
- Figure R4-1: Vacuum Column FlowsheetDokumen18 halamanFigure R4-1: Vacuum Column Flowsheetnico123456789Belum ada peringkat
- Sany 230C - Sy230c8c3kDokumen268 halamanSany 230C - Sy230c8c3kLS Hidráulica ManilhaBelum ada peringkat
- Lab 2 HardnessDokumen8 halamanLab 2 HardnessMuhammad Zulhilmi0% (1)
- Tractor Operator AgricultureDokumen9 halamanTractor Operator AgricultureConstantin CarpenBelum ada peringkat
- AhadDokumen88 halamanAhadAhmad NBelum ada peringkat
- Getting A Good Fit: Selecting The Right Shaft and Housing ToleranceDokumen2 halamanGetting A Good Fit: Selecting The Right Shaft and Housing Toleranceeng13Belum ada peringkat
- Chapter-1, Simple StressDokumen71 halamanChapter-1, Simple Stresssherlockhisham100% (2)
- Basic Cable&Cable CareDokumen39 halamanBasic Cable&Cable CareDivyansh Singh ChauhanBelum ada peringkat