Anda mungkin juga menyukai
- Engine Bay Relay Locations GuideDokumen82 halamanEngine Bay Relay Locations GuidelukasBelum ada peringkat
- 4102 Series Diesel Engine: Operation and Maintenance ManualDokumen16 halaman4102 Series Diesel Engine: Operation and Maintenance ManualedI_restrepo_1Belum ada peringkat
- API 6A RadiographyDokumen4 halamanAPI 6A RadiographyminakshissawantBelum ada peringkat
- 30/40 Models SpecificationsDokumen333 halaman30/40 Models SpecificationsDouglas Duarte100% (2)
- 18 Requirements Cswip Es NDTDokumen12 halaman18 Requirements Cswip Es NDTAnonymous 95dlTK1McBelum ada peringkat
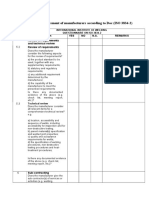
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Dokumen5 halamanCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarBelum ada peringkat
- Raw Material Inspection ProcedureDokumen2 halamanRaw Material Inspection ProceduremahendraBelum ada peringkat
- Pipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.Dokumen12 halamanPipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.EdAlmBelum ada peringkat
- RT Asme B31 3 2014Dokumen20 halamanRT Asme B31 3 2014Shanmuga Navaneethan0% (1)
- 136.4.2 Visual ExaminationDokumen1 halaman136.4.2 Visual ExaminationrohimBelum ada peringkat
- Application Form For CSWIP 5 Year Renewal (Overseas) - v3 1Dokumen7 halamanApplication Form For CSWIP 5 Year Renewal (Overseas) - v3 1Bamarasan ArasanBelum ada peringkat
- Turbine Engine Design ConstructionDokumen63 halamanTurbine Engine Design ConstructionJerichoBelum ada peringkat
- QC - 08 PTCDokumen5 halamanQC - 08 PTCmahendraBelum ada peringkat
- QC - 08 PTCDokumen5 halamanQC - 08 PTCmahendraBelum ada peringkat
- Mechanical SectionDokumen16 halamanMechanical SectionFrancis DimeBelum ada peringkat
- Visual Inspection of Steel Pipes PlatesDokumen72 halamanVisual Inspection of Steel Pipes PlatesLiam Choon SengBelum ada peringkat
- Satr H 2008Dokumen2 halamanSatr H 2008Moghal AliBelum ada peringkat
- Section13 Spark TestingDokumen3 halamanSection13 Spark TestingGustavoBelum ada peringkat
- Ndi Guide Sept20Dokumen136 halamanNdi Guide Sept20AmanSharmaBelum ada peringkat
- Iso 9712Dokumen19 halamanIso 9712Daniel100% (1)
- Steel Castings, Stainless, Instrument Calibration, For Estimating Ferrite ContentDokumen4 halamanSteel Castings, Stainless, Instrument Calibration, For Estimating Ferrite ContentNilton Santillan OrtegaBelum ada peringkat
- Qualification of Welding Procedures and WeldersDokumen20 halamanQualification of Welding Procedures and WeldersZanuardi YahyaBelum ada peringkat
- Managing NDT ProgramsDokumen55 halamanManaging NDT ProgramsLeon Heart FC100% (1)
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Dokumen6 halamanGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiBelum ada peringkat
- Manual UT ChandosoDokumen71 halamanManual UT Chandosoلوبيز إديسونBelum ada peringkat
- Work Instruction For Macro ExaminationDokumen4 halamanWork Instruction For Macro Examinationmahendra50% (2)
- UT Shear Wave Skip Distances and Search For Indications LabDokumen4 halamanUT Shear Wave Skip Distances and Search For Indications Lab1248a9a9a1q3we71Belum ada peringkat
- Radio Graphic ExaminationDokumen33 halamanRadio Graphic ExaminationSakthi PanneerSelvam Tanjai100% (6)
- GPG291 Designer's Guide To The Options For Ventilation and Cooling 2001Dokumen40 halamanGPG291 Designer's Guide To The Options For Ventilation and Cooling 2001IppiBelum ada peringkat
- Tuv India Private Limited: Inspection Visit ReportDokumen5 halamanTuv India Private Limited: Inspection Visit ReportAkhtar aliBelum ada peringkat
- 00 PR SP 00001 - 2 Wet Hydrogen Sulphide (H2S) Service SpecificationDokumen12 halaman00 PR SP 00001 - 2 Wet Hydrogen Sulphide (H2S) Service SpecificationStevanNikolicBelum ada peringkat
- ISO 3046 1989 PT 3 Part 3 Test MeasurementsDokumen12 halamanISO 3046 1989 PT 3 Part 3 Test MeasurementsbunnykfaBelum ada peringkat
- Astm D7091 05Dokumen7 halamanAstm D7091 05IMSQA75% (4)
- ASME IX Welder QualificationDokumen1 halamanASME IX Welder QualificationWaqas WaqasBelum ada peringkat
- QC - 06 Surface Preparation & Painting 2Dokumen6 halamanQC - 06 Surface Preparation & Painting 2mahendraBelum ada peringkat
- LPT As Per Asme & IsoDokumen2 halamanLPT As Per Asme & IsosbmmlaBelum ada peringkat
- Replica Metallography and Penetrant TestingDokumen14 halamanReplica Metallography and Penetrant TestingBala Singam100% (1)
- Hardness Pro Form1Dokumen2 halamanHardness Pro Form1gst ajah100% (1)
- ISO Specifications for Non-Destructive TestingDokumen4 halamanISO Specifications for Non-Destructive Testingskynyrd75Belum ada peringkat
- Itis NDT MT 01 Rev 06Dokumen19 halamanItis NDT MT 01 Rev 06pandab bkBelum ada peringkat
- Hardness Procedure OF Heat Exchanger and Pressure VesselDokumen3 halamanHardness Procedure OF Heat Exchanger and Pressure VesselAozoraLazoraBelum ada peringkat
- Strain Based Design of PipelineDokumen137 halamanStrain Based Design of PipelinejangdiniBelum ada peringkat
- Curriculum Vitae QA Engineer Joseph FisherDokumen8 halamanCurriculum Vitae QA Engineer Joseph FisherAbdulBelum ada peringkat
- Caterpillar Master Glossary Spanish-SpainDokumen102 halamanCaterpillar Master Glossary Spanish-SpainEvan AT Yoel100% (1)
- PMI Guide for Ferrous and Nonferrous AlloysDokumen8 halamanPMI Guide for Ferrous and Nonferrous AlloysJhonny Rafael Blanco CauraBelum ada peringkat
- Symbol of Weld PDFDokumen28 halamanSymbol of Weld PDFSyarif IrwantoBelum ada peringkat
- ASNT Level-II Visual & Optical Testing ProcedureDokumen5 halamanASNT Level-II Visual & Optical Testing ProcedureFadil WimalaBelum ada peringkat
- RENK MAAG Turbo GearboxesDokumen12 halamanRENK MAAG Turbo Gearboxeshumayun121100% (1)
- NDE-Penetrant TestDokumen2 halamanNDE-Penetrant TestCandy KendeeBelum ada peringkat
- API 6D InterpretationDokumen6 halamanAPI 6D InterpretationRavi MhaskeBelum ada peringkat
- QAPDokumen31 halamanQAPlohitha100% (1)
- Production Test CouponDokumen4 halamanProduction Test CouponAbhijeet SahuBelum ada peringkat
- Hot Dip Coating, CladdingDokumen18 halamanHot Dip Coating, Claddingazim turanBelum ada peringkat
- UT AssessmentDokumen1 halamanUT AssessmentSantanu SahaBelum ada peringkat
- Ultrasonic Testing Reference Blocks and ProceduresDokumen1 halamanUltrasonic Testing Reference Blocks and ProceduresthejusBelum ada peringkat
- ASME B31.3-2016 Postweld Heat Treatment TableDokumen1 halamanASME B31.3-2016 Postweld Heat Treatment TableSumner TingBelum ada peringkat
- Distance & Sensitivity CalDokumen8 halamanDistance & Sensitivity CalFadoju Kolade Stephen100% (1)
- Ultrasonic Examination of Critical Heat Exchanger WeldsDokumen6 halamanUltrasonic Examination of Critical Heat Exchanger WeldsDARSHIL RAJPURABelum ada peringkat
- FAQ To NORSOK M650 Rev4Dokumen19 halamanFAQ To NORSOK M650 Rev4punitdubeyBelum ada peringkat
- Hardness TestDokumen117 halamanHardness TestMohdHuzairiRusliBelum ada peringkat
- Din en 10204Dokumen5 halamanDin en 10204QA QCBelum ada peringkat
- ThyssenDokumen0 halamanThyssenAbbas RizviBelum ada peringkat
- Home Education Resources NDT Course Material Ultrasound: Calibration MethodsDokumen7 halamanHome Education Resources NDT Course Material Ultrasound: Calibration MethodspanduranganraghuramaBelum ada peringkat
- Procedure For Ferrit TestingDokumen11 halamanProcedure For Ferrit TestingKarrar TalibBelum ada peringkat
- Welding of Pipelines and Related Facilities: Api Standard 1104 Nineteenth Edition, September 1999Dokumen62 halamanWelding of Pipelines and Related Facilities: Api Standard 1104 Nineteenth Edition, September 1999Riki AkbarBelum ada peringkat
- Normal Probe Range Calibration (Work Instruction) : TH THDokumen7 halamanNormal Probe Range Calibration (Work Instruction) : TH THBhadresh PatelBelum ada peringkat
- Fir-001 - 10 03 18Dokumen1 halamanFir-001 - 10 03 18Kartik SolankiBelum ada peringkat
- WIKA Calibration Certificate for Process CalibratorDokumen3 halamanWIKA Calibration Certificate for Process CalibratorBalaji BobadeBelum ada peringkat
- PTDokumen7 halamanPTMohdHuzairiRusliBelum ada peringkat
- Barcol ProcedureDokumen1 halamanBarcol ProcedureseetharamannBelum ada peringkat
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- QC - 16 Guided Bend Test.Dokumen3 halamanQC - 16 Guided Bend Test.mahendra100% (1)
- WC059 AMG Metal Non Drainable Louver Test - MSRKDokumen9 halamanWC059 AMG Metal Non Drainable Louver Test - MSRKAMG Co.Belum ada peringkat
- 80mm Zigzag MTCDokumen1 halaman80mm Zigzag MTCQAQC ZFBelum ada peringkat
- User's Guide to Test Panel InstallationDokumen36 halamanUser's Guide to Test Panel InstallationSavinda JanszBelum ada peringkat
- 03OHH SengYewDokumen3 halaman03OHH SengYewAbhie AlbukhariBelum ada peringkat
- Procedure For Hardness TestingDokumen8 halamanProcedure For Hardness TestingVinayaga MoorthiBelum ada peringkat
- PDF Created With Pdffactory Trial VersionDokumen8 halamanPDF Created With Pdffactory Trial VersionmahendraBelum ada peringkat
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Dokumen1 halaman3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraBelum ada peringkat
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Dokumen1 halaman3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraBelum ada peringkat
- Mild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499Dokumen5 halamanMild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499mahendraBelum ada peringkat
- WPS requirements for structural welding per AWS D1.1-2008Dokumen2 halamanWPS requirements for structural welding per AWS D1.1-2008mahendraBelum ada peringkat
- Attachment X - Specifications For Prefabrication PipingDokumen25 halamanAttachment X - Specifications For Prefabrication PipingmahendraBelum ada peringkat
- Inspection ProcesureDokumen1 halamanInspection ProcesuremahendraBelum ada peringkat
- Attachment X - Specifications For Prefabrication PipingDokumen25 halamanAttachment X - Specifications For Prefabrication PipingmahendraBelum ada peringkat
- Arc Welding PPT FinishDokumen50 halamanArc Welding PPT FinishmahendraBelum ada peringkat
- PaintCure PDFDokumen8 halamanPaintCure PDFmahendraBelum ada peringkat
- Attachment X - Specifications For Prefabrication PipingDokumen6 halamanAttachment X - Specifications For Prefabrication PipingmahendraBelum ada peringkat
- 2 DefectsDokumen4 halaman2 DefectsmahendraBelum ada peringkat
- Calibrating Pressure Gauges Using Dead Weight TestersDokumen3 halamanCalibrating Pressure Gauges Using Dead Weight TestersmahendraBelum ada peringkat
- Steel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningDokumen1 halamanSteel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningmahendraBelum ada peringkat
- Final InspDokumen6 halamanFinal InspmahendraBelum ada peringkat
- Work Instruction FOR: Spectro AnalysisDokumen3 halamanWork Instruction FOR: Spectro AnalysismahendraBelum ada peringkat
- Internal Quality Audit ProcedureDokumen2 halamanInternal Quality Audit ProceduremahendraBelum ada peringkat
- QC - 16 Guided Bend Test.Dokumen3 halamanQC - 16 Guided Bend Test.mahendra100% (1)
- QC - 06 Surface Preparation & Painting Rev. 01Dokumen7 halamanQC - 06 Surface Preparation & Painting Rev. 01mahendraBelum ada peringkat
- Manual Ultrasonic Testing ProcedureDokumen7 halamanManual Ultrasonic Testing ProceduremahendraBelum ada peringkat
- Purpose: Steel Konnect (India) Pvt. Ltd. Procedure ManualDokumen3 halamanPurpose: Steel Konnect (India) Pvt. Ltd. Procedure ManualmahendraBelum ada peringkat
- Models - Mbd.washing Machine Vibration PDFDokumen36 halamanModels - Mbd.washing Machine Vibration PDFgf-antaresBelum ada peringkat
- Condaria - Catalog - MARITIMUS - WZ c1Dokumen35 halamanCondaria - Catalog - MARITIMUS - WZ c1Beltazor HellboyBelum ada peringkat
- Calculation Salim 1Dokumen9 halamanCalculation Salim 1Abdullahi AwwalBelum ada peringkat
- Strain Modeling of Transpressional and Transtensional DeformationDokumen12 halamanStrain Modeling of Transpressional and Transtensional Deformationmehenna ouidjaBelum ada peringkat
- Logan Clutch Catalog SAE Direct Drive PTODokumen30 halamanLogan Clutch Catalog SAE Direct Drive PTOnksiavashBelum ada peringkat
- Ag machineryDokumen4 halamanAg machineryvinzyyBelum ada peringkat
- Ata 52Dokumen70 halamanAta 52Geovanni Riquelme LooBelum ada peringkat
- Series Low Pressure Centrifugal PumpDokumen4 halamanSeries Low Pressure Centrifugal PumpDaniel CortezBelum ada peringkat
- Cylinders PrinceDokumen28 halamanCylinders PrincejaimeanriquezBelum ada peringkat
- Vibratoin Severity - ISO 2372Dokumen1 halamanVibratoin Severity - ISO 2372HARSHABelum ada peringkat
- Ashok LeylandDokumen1 halamanAshok LeylandDileep Mannath100% (1)
- Kesetimbangan KimiaDokumen19 halamanKesetimbangan KimiaAmel RahmaBelum ada peringkat
- Experiment: Major Loss in Pipe: ObjectiveDokumen14 halamanExperiment: Major Loss in Pipe: Objectivetesfa negaBelum ada peringkat
- Guidelines For Industrial Gas Cylinder (Design, Construction, Handling, Inspection and TestingDokumen3 halamanGuidelines For Industrial Gas Cylinder (Design, Construction, Handling, Inspection and TestingLisa FosterBelum ada peringkat
- Jot Brochure 2021-22Dokumen60 halamanJot Brochure 2021-22Darshan MakwanaBelum ada peringkat
- Problemas Gases Ideales y Reales, Van Der WaalDokumen9 halamanProblemas Gases Ideales y Reales, Van Der WaalmegustabajarinfoBelum ada peringkat
- 200aetl 2000Dokumen0 halaman200aetl 2000Ray Cepeda MenaBelum ada peringkat
- Full Control of A QuadrotorDokumen6 halamanFull Control of A Quadrotornguyễn namBelum ada peringkat
- Ge Frame 3 Gas Turbine Compressor Drive Application Control PackageDokumen3 halamanGe Frame 3 Gas Turbine Compressor Drive Application Control PackagehasnaBelum ada peringkat
- Testing PDFDokumen16 halamanTesting PDFLateef Adewale Kareem0% (1)