Anda mungkin juga menyukai
- Tipos de Moldes y Sus CaracteristicasDokumen11 halamanTipos de Moldes y Sus CaracteristicasDanny Skynler77% (13)
- Nombre de La Materia: Física.: Nombre de La Licenciatura o Maestría: Ingeniería Industrial y SistemasDokumen4 halamanNombre de La Materia: Física.: Nombre de La Licenciatura o Maestría: Ingeniería Industrial y SistemasIbeth RuizBelum ada peringkat
- Parámetros Importantes en El Proceso de FundiciónDokumen6 halamanParámetros Importantes en El Proceso de FundiciónJason Gonzales HerreraBelum ada peringkat
- Fundición aluminio molde arenaDokumen7 halamanFundición aluminio molde arenaSteven GonzálezBelum ada peringkat
- Informe de Laboratorio N 03 Fisica IDokumen11 halamanInforme de Laboratorio N 03 Fisica ICristian Jeison Pari Larico50% (2)
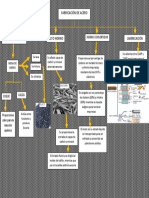
- Mapa Conceptual Fundicion en ArenaDokumen1 halamanMapa Conceptual Fundicion en Arenayeilssel100% (2)
- Herramientas Utilizadas en Las FundicionesDokumen6 halamanHerramientas Utilizadas en Las FundicionesJhosmerQueroBelum ada peringkat
- Marco Teórico Procesos FundicionDokumen5 halamanMarco Teórico Procesos FundicionGuillermoBelum ada peringkat
- Hornos BessemerDokumen1 halamanHornos BessemerMtro Francisco Ruiz Lopez100% (5)
- Tipos de Hornos de FundiciónDokumen24 halamanTipos de Hornos de FundiciónNancy Durán100% (6)
- Introducción Al TorneadoDokumen11 halamanIntroducción Al TorneadoCarlos Naranjo100% (1)
- Capitulo 1. Planteamiento de Problema y JustificacionDokumen16 halamanCapitulo 1. Planteamiento de Problema y JustificacionFredy GallegosBelum ada peringkat
- 1Dokumen10 halaman1Arlet BibriescaBelum ada peringkat
- Ensamble mecánicoDokumen12 halamanEnsamble mecánicoJob Justo Jose75% (4)
- Cap 27 Preguntas de RepasoDokumen4 halamanCap 27 Preguntas de Repaso1.5 M ViewsBelum ada peringkat
- Cuadro SinopticoDokumen1 halamanCuadro SinopticoFloozy Osbourne Cobain33% (3)
- Fundicion CentrifugaDokumen4 halamanFundicion CentrifugaesliBelum ada peringkat
- Diseño y Conformado de MoldesDokumen2 halamanDiseño y Conformado de MoldesMariel Richert0% (1)
- Tratamientos térmicos superficiales por haz de electronesDokumen4 halamanTratamientos térmicos superficiales por haz de electronesPaco CharteBelum ada peringkat
- Ejercicios de Calculo de Varias VarialblesDokumen5 halamanEjercicios de Calculo de Varias VarialblesDaniel Corona Gonzalez33% (3)
- Propiedades y procesos del aluminioDokumen4 halamanPropiedades y procesos del aluminioFernando NuñezBelum ada peringkat
- Factores que afectan la calidad de piezas de aluminio fundidoDokumen2 halamanFactores que afectan la calidad de piezas de aluminio fundidoRamon Gil100% (1)
- Maquinado No ConvencionalDokumen19 halamanMaquinado No ConvencionalheroeshardBelum ada peringkat
- Fundicion en YesoDokumen2 halamanFundicion en Yesovaleria ccansaya100% (3)
- Herramientas de FundiciónDokumen3 halamanHerramientas de FundiciónRonald Gomez Orellana0% (1)
- Ensayo FundicionDokumen2 halamanEnsayo FundicionAnonymous biu7a02C100% (3)
- Reporte FundiciónDokumen5 halamanReporte FundiciónSalva CervantesBelum ada peringkat
- Proceso de Fabricación de La Llave InglesaDokumen13 halamanProceso de Fabricación de La Llave InglesaDANIEL BENITEZ HERNANDEZBelum ada peringkat
- Embutición No CilíndricaDokumen2 halamanEmbutición No CilíndricaNORIMAR24Belum ada peringkat
- Proceso de Fundicion - IntroduccionDokumen4 halamanProceso de Fundicion - IntroducciondavidBelum ada peringkat
- Historia de La FundiciónDokumen34 halamanHistoria de La FundiciónJose Acevedo100% (2)
- Fundicion en Moldes MetalicosDokumen7 halamanFundicion en Moldes MetalicosJohnatan Garcia Infante100% (2)
- Fusión y VaciadoDokumen36 halamanFusión y VaciadoTheodore Franklin100% (1)
- Tipos de Moldes de ArenaDokumen2 halamanTipos de Moldes de ArenadancelufeBelum ada peringkat
- Exposicion de ForjadoDokumen50 halamanExposicion de ForjadoNaels Ch100% (2)
- Defectos del forjado y sus causasDokumen8 halamanDefectos del forjado y sus causasFélix VargasBelum ada peringkat
- Procesos de formado y acabadoDokumen6 halamanProcesos de formado y acabadoLuis Omar Fajardo MelendezBelum ada peringkat
- Herramientas moldeo fundiciónDokumen3 halamanHerramientas moldeo fundiciónMarcelo Lizarraga De Gyves50% (2)
- Cuadro Sinoptico de Los Diferentes Procesos de ManufacturaDokumen1 halamanCuadro Sinoptico de Los Diferentes Procesos de ManufacturaDani Alcantar100% (1)
- 2.3 Diseño y Conformacion de MoldesDokumen19 halaman2.3 Diseño y Conformacion de MoldesJonathan Talamantes67% (3)
- Informe 002-Soldadura Por ResistenciaDokumen6 halamanInforme 002-Soldadura Por ResistenciaManuelGuevaraBelum ada peringkat
- Mapa Conceptual Tratamientos TermoquimicosDokumen1 halamanMapa Conceptual Tratamientos TermoquimicosCarlos Meza0% (1)
- BORURACION y CALORIZACIÓNDokumen4 halamanBORURACION y CALORIZACIÓNMiguel Sánchez MartínBelum ada peringkat
- Horno de Oxigeno BásicoDokumen6 halamanHorno de Oxigeno BásicoJesús Raúl Sánchez Muñiz100% (1)
- Informe Laboratorio FundicionDokumen9 halamanInforme Laboratorio FundicionJhonny Muñoz90% (10)
- Materiales CeramicosDokumen1 halamanMateriales CeramicosCristian Daniel Valencia Patiño0% (2)
- Procesos conformado metalesDokumen1 halamanProcesos conformado metalesANABelum ada peringkat
- Principales Operaciones de MaquinadoDokumen10 halamanPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSBelum ada peringkat
- Mapa ConceptualDokumen1 halamanMapa ConceptualJUAN PABLO MARTINEZ AGUILARBelum ada peringkat
- Variables FundicionDokumen13 halamanVariables FundicionWilson Tafur Preciado0% (2)
- Fundicion Al Vacio CompletoDokumen15 halamanFundicion Al Vacio CompletoStyven Cardenas100% (1)
- Tipos de Hornos de CrisolDokumen3 halamanTipos de Hornos de CrisolFiorela RivasBelum ada peringkat
- Características de Los Productos ForjadosDokumen3 halamanCaracterísticas de Los Productos ForjadosAlexandraAntonellaAymaSayre100% (1)
- Unidad 3 Proceso-De-Cambio-De-Forma-A-MaterialesDokumen53 halamanUnidad 3 Proceso-De-Cambio-De-Forma-A-Materialescame2475% (4)
- Cuáles Son Las Limitaciones y Desventajas Del Proceso de FundiciónDokumen4 halamanCuáles Son Las Limitaciones y Desventajas Del Proceso de FundiciónJoel Lee100% (1)
- Introduccion de ForjaDokumen13 halamanIntroduccion de ForjaLourdes Q. Arizaca0% (1)
- Torneado ADokumen31 halamanTorneado AHenrisva50% (8)
- Ensambles TemporalesDokumen5 halamanEnsambles TemporalesJuan MontañoBelum ada peringkat
- 3.2c Extrusion, Embutido y TroqueladoDokumen9 halaman3.2c Extrusion, Embutido y TroqueladoDamian DiazBelum ada peringkat
- Trabajo de AluminioDokumen22 halamanTrabajo de Aluminiokleyjarh100% (1)
- Fundicion WordDokumen7 halamanFundicion Wordedu_araujo17Belum ada peringkat
- Fundicion EstudiarDokumen12 halamanFundicion EstudiarHarold La Fuente PalominoBelum ada peringkat
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309Dari EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Penilaian: 5 dari 5 bintang5/5 (1)
- Catalogo Ent Mun Area PDFDokumen6 halamanCatalogo Ent Mun Area PDFJavierRomeroBelum ada peringkat
- Metodo Del Elemento FinitoDokumen3 halamanMetodo Del Elemento FinitoOscar RuizBelum ada peringkat
- Semargolf 04 08 2021Dokumen3 halamanSemargolf 04 08 2021Oscar RuizBelum ada peringkat
- Temperaturas mínimas de cocción y servicio de alimentosDokumen1 halamanTemperaturas mínimas de cocción y servicio de alimentosOscar RuizBelum ada peringkat
- Como Programar en MatlabDokumen0 halamanComo Programar en Matlabkefren177Belum ada peringkat
- Ejercicios Calculo.Dokumen2 halamanEjercicios Calculo.Oscar RuizBelum ada peringkat
- Vision ArtificialDokumen10 halamanVision ArtificialJonathan EnríquezBelum ada peringkat
- Los CriteriosDokumen11 halamanLos CriteriosKariina Gonzalez MBelum ada peringkat
- Identificación de EstadosDokumen1 halamanIdentificación de EstadosOscar RuizBelum ada peringkat
- Concentradores de EsfuerzoDokumen17 halamanConcentradores de Esfuerzoandresaguila666Belum ada peringkat
- Manual Roladora HidraulicaDokumen14 halamanManual Roladora HidraulicaOscar RuizBelum ada peringkat
- Ejercicios Ecuaciones DiferencialesDokumen12 halamanEjercicios Ecuaciones DiferencialesOscar RuizBelum ada peringkat
- Matlab 2011Dokumen29 halamanMatlab 2011Carlos CasasBelum ada peringkat
- Manual de Practicas de SolidworksDokumen141 halamanManual de Practicas de Solidworksgiovannyy75% (4)
- Taladro Maquinado PDFDokumen22 halamanTaladro Maquinado PDFOscar RuizBelum ada peringkat
- Mantenimiento Preventivo y Correctivo de Maquinaria y EquipoDokumen12 halamanMantenimiento Preventivo y Correctivo de Maquinaria y EquipoElena Acuña VelazquezBelum ada peringkat
- Ejercicios Ecuaciones DiferencialesDokumen1 halamanEjercicios Ecuaciones DiferencialesOscar RuizBelum ada peringkat
- Ejercicios Ecuaciones DiferencialesDokumen1 halamanEjercicios Ecuaciones DiferencialesOscar RuizBelum ada peringkat
- Cristian Vega - Reacciones y ChemlabDokumen10 halamanCristian Vega - Reacciones y ChemlabCristian VegaBelum ada peringkat
- Calentador SamuraiDokumen20 halamanCalentador SamuraiDiego VelezBelum ada peringkat
- Informe de Resistencia de Aislamiento, Laboratorio de Medidas Eléctricas 2 - FIEE UNI.Dokumen6 halamanInforme de Resistencia de Aislamiento, Laboratorio de Medidas Eléctricas 2 - FIEE UNI.jesusBelum ada peringkat
- GlosarioQuímico40Dokumen22 halamanGlosarioQuímico40Katt MartinezBelum ada peringkat
- Practica 2 Calculos Calor de Explosion Grupo ADokumen4 halamanPractica 2 Calculos Calor de Explosion Grupo AMauricio VegaBelum ada peringkat
- MEDICIONES Y ESTIMACIONES SetimoDokumen7 halamanMEDICIONES Y ESTIMACIONES SetimoSteven Sandoval MuñozBelum ada peringkat
- S3 - Informe de HibridacionDokumen5 halamanS3 - Informe de HibridacionJorge Luis Martínez ChaupeBelum ada peringkat
- Modelo Ficha de SeguridadDokumen8 halamanModelo Ficha de SeguridadDavid AndrésBelum ada peringkat
- Agente SuspensorDokumen9 halamanAgente SuspensorEduardo GM0% (1)
- Jar TestDokumen15 halamanJar TestGabriel Opazo QuezadaBelum ada peringkat
- Bomba Centrifuga Practica 3: Instituto Politécnico NacionalDokumen7 halamanBomba Centrifuga Practica 3: Instituto Politécnico NacionalYery CabreraBelum ada peringkat
- SecadoDokumen40 halamanSecadoSergioBelum ada peringkat
- Nucleótidos y NucleósidosDokumen12 halamanNucleótidos y NucleósidosXimena AlonsoBelum ada peringkat
- 09 - Fuerza y AceleracionDokumen4 halaman09 - Fuerza y AceleracionArmando TiconaBelum ada peringkat
- Lab 1 Pre TrabajoDokumen3 halamanLab 1 Pre TrabajoisaacBelum ada peringkat
- Geomalla Biaxial Coextruida: Refuerzo en CarreterasDokumen3 halamanGeomalla Biaxial Coextruida: Refuerzo en CarreterasJorge MayaBelum ada peringkat
- Aminoácidos y Proteinas UscDokumen58 halamanAminoácidos y Proteinas UscDeivid Gabriel KichBelum ada peringkat
- Metal BritaniaDokumen1 halamanMetal Britaniaanon-953520Belum ada peringkat
- Lubricantes X Maquinaria.Dokumen94 halamanLubricantes X Maquinaria.henryBelum ada peringkat
- Null 2Dokumen168 halamanNull 2Silviano López GonzálezBelum ada peringkat
- Presentacion Fisica Cuantica y AtomosDokumen21 halamanPresentacion Fisica Cuantica y AtomosLINDA SILVABelum ada peringkat
- El Agua, Tipos y ClasificacionDokumen26 halamanEl Agua, Tipos y ClasificacionThati MendozaBelum ada peringkat
- Ensayo GasógenDokumen7 halamanEnsayo Gasógenfaqqef36hsBelum ada peringkat
- Universidad Nacional Autonoma de Mexico Practica 10Dokumen12 halamanUniversidad Nacional Autonoma de Mexico Practica 10Pablo Vazquez Orta0% (1)
- Problemas de Recacciones de Orden y Vida Media de CineticaDokumen46 halamanProblemas de Recacciones de Orden y Vida Media de CineticaalbertoBelum ada peringkat
- I Ley de La TermodinamicaDokumen43 halamanI Ley de La TermodinamicaJaneth Valera DurandBelum ada peringkat
- Ast TgoDokumen19 halamanAst TgoFrnacisco LopezBelum ada peringkat