Anda mungkin juga menyukai
- Ejerc. 8-9Dokumen16 halamanEjerc. 8-9Amaru Espinoza0% (1)
- Eje 4Dokumen12 halamanEje 4Maria100% (2)
- Taller Semana 12 - Proceso Fabricacion Bienes y ServiciosDokumen4 halamanTaller Semana 12 - Proceso Fabricacion Bienes y ServiciosElJefe PfBelum ada peringkat
- ManufacturaDokumen6 halamanManufacturaPaula Corredor100% (1)
- Ejercicio de La Compañía Frank PiankiDokumen3 halamanEjercicio de La Compañía Frank PiankiDe Jesús M. GaleanoBelum ada peringkat
- La Cooperativa Cyprus Citrus Envía Un Elevado Volumen de Pedidos Individuales de Naranjas Al Norte de EuropaDokumen7 halamanLa Cooperativa Cyprus Citrus Envía Un Elevado Volumen de Pedidos Individuales de Naranjas Al Norte de Europafiallos.paul100% (4)
- Problema Dcm6Dokumen3 halamanProblema Dcm6LuisTocaBelum ada peringkat
- Entregable 2Dokumen8 halamanEntregable 2Gabriela Segura0% (1)
- EjerciciosDokumen95 halamanEjerciciosMATEVASO79% (14)
- Pregunta 5 Gestion 2Dokumen2 halamanPregunta 5 Gestion 2Julio Miguel Correa Rodriguez100% (2)
- ManufacturaDokumen6 halamanManufacturamorita60% (5)
- Ensamblar armadura motoresDokumen5 halamanEnsamblar armadura motoresFernando Llanquinao CastroBelum ada peringkat
- Introduccion Teoria de Colas Modulo 1 Tema 3 y 4Dokumen34 halamanIntroduccion Teoria de Colas Modulo 1 Tema 3 y 4Jesus Gastelum75% (4)
- Ejercicio 3Dokumen1 halamanEjercicio 3Brayan Calcina Bellot50% (6)
- DeberesDokumen8 halamanDeberesJessica Alvarez0% (1)
- Ejercicios 910111214151618p WDokumen27 halamanEjercicios 910111214151618p Wmunicipalidad100% (3)
- Análisis de capacidad y punto de equilibrioDokumen18 halamanAnálisis de capacidad y punto de equilibrioalbert65% (20)
- Harold Barros Tarea2Dokumen5 halamanHarold Barros Tarea2Andres SalazarBelum ada peringkat
- Tarea Estudiounidad3Dokumen18 halamanTarea Estudiounidad3Joel VivancoBelum ada peringkat
- Diseño de Productos y Servicios 3Dokumen15 halamanDiseño de Productos y Servicios 3Gustavo Guzman100% (1)
- Trabajo en Clase y Deber 4Dokumen5 halamanTrabajo en Clase y Deber 4Christian Diaz Enriquez0% (1)
- Distribución óptima de 6 departamentos para reducir flujos no adyacentesDokumen5 halamanDistribución óptima de 6 departamentos para reducir flujos no adyacentesKeanu Ugarte TtitoBelum ada peringkat
- Actividad 3Dokumen1 halamanActividad 3Alex RodriguezBelum ada peringkat
- Gestion de Operaciones TareaDokumen5 halamanGestion de Operaciones Tareaoswaldo hurtadoBelum ada peringkat
- Adminitracion y Restricciones EjerciciosDokumen4 halamanAdminitracion y Restricciones Ejerciciosrudy herrera50% (2)
- Diagrama de precedencia y eficiencia de línea de ensambleDokumen2 halamanDiagrama de precedencia y eficiencia de línea de ensambleSharon GonzálesBelum ada peringkat
- Ejercicios de balanceo de líneas para ensambleDokumen3 halamanEjercicios de balanceo de líneas para ensambleAlejandra Valdez100% (1)
- Produc 14 15Dokumen2 halamanProduc 14 15Vivi MolinaBelum ada peringkat
- Ejercicios de Operaciones Pag 126Dokumen7 halamanEjercicios de Operaciones Pag 126camilo sacroBelum ada peringkat
- Práctica 11 - Balance de LíneaDokumen15 halamanPráctica 11 - Balance de LíneaErnesto Vic Holg Quispe100% (2)
- ProblemasDokumen24 halamanProblemasleslie ramirez0% (2)
- Gerencia de Operaciones - Práctica de Capacidad y Punto de EquilibrioDokumen5 halamanGerencia de Operaciones - Práctica de Capacidad y Punto de EquilibrioJuanBisonoBelum ada peringkat
- Punto de equilibrio del club The Red RoseDokumen2 halamanPunto de equilibrio del club The Red RoseIncubadora ColimaBelum ada peringkat
- AOIGPO4BABARCAMORENOHÉCTORANDRES3Dokumen5 halamanAOIGPO4BABARCAMORENOHÉCTORANDRES3Hector MorenoBelum ada peringkat
- Producción anual compañía concentradosDokumen14 halamanProducción anual compañía concentradosHenry Cruz67% (3)
- Balanceo de líneas de producción considerando variabilidad en tiempos de tareasDokumen17 halamanBalanceo de líneas de producción considerando variabilidad en tiempos de tareasRoberto Narváez67% (3)
- Ejercicios Cap 5Dokumen11 halamanEjercicios Cap 5Juan Diego MoyaBelum ada peringkat
- Ejercicios de LocalizacionDokumen6 halamanEjercicios de Localizacionana martin100% (2)
- 2021IN4017 Tarea2 Eq30Dokumen14 halaman2021IN4017 Tarea2 Eq30'KàrLà RòChàBelum ada peringkat
- Ejercicios Medición Flujos ProcesosDokumen3 halamanEjercicios Medición Flujos ProcesosArianna IannuzzelliBelum ada peringkat
- Problema 1 Pagina 53Dokumen2 halamanProblema 1 Pagina 53Omega Eunice Heredia CruzBelum ada peringkat
- Trabajo Independiente 3Dokumen5 halamanTrabajo Independiente 3Edwin Rodriguez100% (1)
- Capacidad EjemplosDokumen4 halamanCapacidad EjemplosChriis Angel Bravo ValenciaBelum ada peringkat
- Deber ProgramacionDokumen22 halamanDeber ProgramacionBg Sp60% (5)
- Actividad ComplementariaDokumen10 halamanActividad Complementariadina forsencaBelum ada peringkat
- Tarea 3 Procesos de ManufacturaDokumen8 halamanTarea 3 Procesos de ManufacturaCaucottignacio Caucott100% (1)
- Semana 04 Segunda ParteDokumen11 halamanSemana 04 Segunda ParteDeysiMaribelCastilloGonzales100% (1)
- BalanceoLíneaDokumen7 halamanBalanceoLíneaedbherg100% (1)
- Calculo de CapacidadDokumen16 halamanCalculo de CapacidadJulio RodelBelum ada peringkat
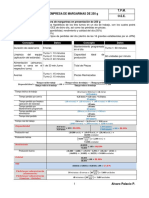
- Empresa de Margarinas de 250 G - Ejercicio OEEDokumen2 halamanEmpresa de Margarinas de 250 G - Ejercicio OEEDiego Herrera86% (7)
- Restricciones Admi PDFDokumen6 halamanRestricciones Admi PDFHugo Germani50% (2)
- Ensamblar aspersor fertilizanteDokumen3 halamanEnsamblar aspersor fertilizantePINGUIBelum ada peringkat
- DISTRIBUCION - FISICA - DE - LAS - INSTALACIONES Sm10 - Sm11Dokumen20 halamanDISTRIBUCION - FISICA - DE - LAS - INSTALACIONES Sm10 - Sm11Sebastian Charfuelan100% (1)
- Punto 7Dokumen4 halamanPunto 7johan camilo muelas vernaza0% (1)
- GDP3Dokumen29 halamanGDP3Alfonso Velez0% (1)
- Distribucion PcoDokumen16 halamanDistribucion PcoEstudianteBelum ada peringkat
- EjerciciosDokumen49 halamanEjerciciosEstudianteBelum ada peringkat
- 10 Cap. X DISTRIBUCIÓN DE DETALLEDokumen44 halaman10 Cap. X DISTRIBUCIÓN DE DETALLEAnaliz S. Acosta AlvinoBelum ada peringkat
- Amaro Sergio BalanceoDokumen7 halamanAmaro Sergio BalanceoSerx Robert100% (1)
- Problemas resueltos de Hidráulica de CanalesDari EverandProblemas resueltos de Hidráulica de CanalesPenilaian: 4.5 dari 5 bintang4.5/5 (7)
- PROYECTODokumen91 halamanPROYECTOMiguel GuachiBelum ada peringkat
- FORMATODokumen10 halamanFORMATOMiguel GuachiBelum ada peringkat
- CalculoDokumen3 halamanCalculoMiguel GuachiBelum ada peringkat
- Mut Unidades: Permanente DRDokumen1 halamanMut Unidades: Permanente DRMiguel GuachiBelum ada peringkat
- Cal CuloDokumen1 halamanCal CuloMiguel GuachiBelum ada peringkat
- ????? ?? ??????????Dokumen2 halaman????? ?? ??????????Miguel GuachiBelum ada peringkat
- ????? ?? ??????????Dokumen1 halaman????? ?? ??????????Miguel Guachi100% (1)
- Estableciinicnto de Una Oktta Uadrtnira In:unirme QucDokumen1 halamanEstableciinicnto de Una Oktta Uadrtnira In:unirme QucMiguel GuachiBelum ada peringkat
- Actualización y /o Clalnnasimi de Nuanativas: 1111-1/13 - ) 15-1ED - %S..14-.%1I2Dokumen1 halamanActualización y /o Clalnnasimi de Nuanativas: 1111-1/13 - ) 15-1ED - %S..14-.%1I2Miguel GuachiBelum ada peringkat
- PwcesoDokumen1 halamanPwcesoMiguel GuachiBelum ada peringkat
- 8consult DiseñoE I S18F19Dokumen1 halaman8consult DiseñoE I S18F19Jhon AcevedoBelum ada peringkat
- Planificación estratégica de depósitos bancarios con suavización exponencialDokumen7 halamanPlanificación estratégica de depósitos bancarios con suavización exponencialCarolina KvayeroBelum ada peringkat
- Tipos de BateriasDokumen1 halamanTipos de BateriasMiguel GuachiBelum ada peringkat
- ISHIKAWADokumen2 halamanISHIKAWAMiguel GuachiBelum ada peringkat
- Casos de EstudioDokumen9 halamanCasos de EstudioMiguel GuachiBelum ada peringkat
- Cartas de Control 4Dokumen29 halamanCartas de Control 4Miguel GuachiBelum ada peringkat
- Tema 2 Lenguajes Programación PDFDokumen79 halamanTema 2 Lenguajes Programación PDFChristian Alexander Pilco NuñezBelum ada peringkat
- C.analitco ManualidadesDokumen15 halamanC.analitco ManualidadesMiguel GuachiBelum ada peringkat
- Clase IV Características EstáticasDokumen30 halamanClase IV Características EstáticasMiguel GuachiBelum ada peringkat
- C.analitco ManualidadesDokumen15 halamanC.analitco ManualidadesMiguel GuachiBelum ada peringkat
- C.analitco ManualidadesDokumen15 halamanC.analitco ManualidadesMiguel GuachiBelum ada peringkat
- C.analitco ManualidadesDokumen15 halamanC.analitco ManualidadesMiguel GuachiBelum ada peringkat
- C.analitco ManualidadesDokumen15 halamanC.analitco ManualidadesMiguel GuachiBelum ada peringkat
- C.analitco ManualidadesDokumen15 halamanC.analitco ManualidadesMiguel GuachiBelum ada peringkat
- Control de La Calidad PDFDokumen9 halamanControl de La Calidad PDFbradjonaBelum ada peringkat
- Tipos de BateriasDokumen1 halamanTipos de BateriasMiguel GuachiBelum ada peringkat
- Cartas de Control 1Dokumen11 halamanCartas de Control 1Miguel GuachiBelum ada peringkat
- Resolucion SRT 37 10 Examenes Medicos PDFDokumen23 halamanResolucion SRT 37 10 Examenes Medicos PDFMiguel GuachiBelum ada peringkat
- Capitulo 8 Gestion de La CalidadDokumen18 halamanCapitulo 8 Gestion de La CalidadMagicBelum ada peringkat
- Catalogo DE RESORTESDokumen360 halamanCatalogo DE RESORTESGerardo Boni100% (1)
- Guía de Actividades y Rúbrica de Evaluación - Unidad 2 - Fase 3 - Perspectivas TeóricasDokumen10 halamanGuía de Actividades y Rúbrica de Evaluación - Unidad 2 - Fase 3 - Perspectivas TeóricasClaudia CastroBelum ada peringkat
- Historia de Santa AnitaDokumen5 halamanHistoria de Santa AnitaAlexander ZúñigaBelum ada peringkat
- Encuesta de Salida ExcolaboradorDokumen2 halamanEncuesta de Salida ExcolaboradorElssyBelum ada peringkat
- La Enseñanza Unidad 1 DidacticaDokumen5 halamanLa Enseñanza Unidad 1 DidacticaSol FariasBelum ada peringkat
- Fase 3 Comprendiendo Algunos Enfoques de La Psicología SocialDokumen49 halamanFase 3 Comprendiendo Algunos Enfoques de La Psicología SocialValentina RinconBelum ada peringkat
- Sentencia de Tutela T517 de 2006Dokumen28 halamanSentencia de Tutela T517 de 2006Laura Maria González Restrepo0% (1)
- Problemas en La Aplicacion Del CAPMDokumen35 halamanProblemas en La Aplicacion Del CAPMCarla Andrea Puchi LealBelum ada peringkat
- Criterios de Evaluación Matemáticas 3º ESO Familias 23-24Dokumen9 halamanCriterios de Evaluación Matemáticas 3º ESO Familias 23-24mariajperezBelum ada peringkat
- Caso Práctico Comportamiento OrganizativoDokumen10 halamanCaso Práctico Comportamiento OrganizativoLeon_Mabuni100% (1)
- El Dueño y El Creador 20 AgostoDokumen371 halamanEl Dueño y El Creador 20 AgostoHugo ValdésBelum ada peringkat
- Diseño Sistema Gestión HSEQ COOGUASIMALESDokumen219 halamanDiseño Sistema Gestión HSEQ COOGUASIMALESLizet Paola Calderón CarlosBelum ada peringkat
- Cartografía social Barrio ComunerosDokumen6 halamanCartografía social Barrio ComunerosVIVIANA CAROLINA MURILLO AFANADORBelum ada peringkat
- Guia 4 PDFDokumen16 halamanGuia 4 PDFLUIS EDUARDO QUISPE MENDOZABelum ada peringkat
- Planeamiento de RRHHDokumen2 halamanPlaneamiento de RRHHGaston CoassoloBelum ada peringkat
- Personas Con DiscapacidadDokumen2 halamanPersonas Con DiscapacidadClaraGuerreroChilonBelum ada peringkat
- Practica de LaboratorioDokumen19 halamanPractica de LaboratorioSabas Cubillo QuesadaBelum ada peringkat
- Preguntas de RepasoDokumen13 halamanPreguntas de RepasoLore RiveraBelum ada peringkat
- Teorías atómicas y modelos históricosDokumen21 halamanTeorías atómicas y modelos históricosJuan Jose PerdomoBelum ada peringkat
- Dirofiliarosis en Perros SJL LimaDokumen4 halamanDirofiliarosis en Perros SJL LimaNice RamosBelum ada peringkat
- Matematicas 5 GradoDokumen146 halamanMatematicas 5 GradoLEONARDO GRANDABelum ada peringkat
- 2.3 Definición Del Tipo de Investigación A Utilizar en Su EstudioDokumen13 halaman2.3 Definición Del Tipo de Investigación A Utilizar en Su Estudioderones13Belum ada peringkat
- Trabajo de Geometria DescriptivaDokumen4 halamanTrabajo de Geometria DescriptivaGaby Rojas CunyasBelum ada peringkat
- Evidencias de AprendizajeDokumen5 halamanEvidencias de AprendizajeLainethJoseTorresBarrosBelum ada peringkat
- QGIS 2.6 UserGuide EsDokumen737 halamanQGIS 2.6 UserGuide EsjoselosabeloBelum ada peringkat
- La Semana Productiva de 3 Días PDFDokumen15 halamanLa Semana Productiva de 3 Días PDFJickler Eduardo ValenciaBelum ada peringkat
- TEST-4 Prevencion Riesgos Laborales y Otros OPE 2017 (21!07!2017)Dokumen7 halamanTEST-4 Prevencion Riesgos Laborales y Otros OPE 2017 (21!07!2017)Kristina Arenas Macias100% (1)
- Los 5 Lenguajes Del AmorDokumen6 halamanLos 5 Lenguajes Del AmorYony DeiBelum ada peringkat