Caterpillar Curso de Hidraulica
Diunggah oleh
misaelandres1Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Caterpillar Curso de Hidraulica
Diunggah oleh
misaelandres1Hak Cipta:
Format Tersedia
RENR1935-02
October 2004 (Part 1 of 2)
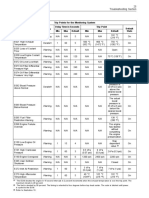
4. Crankshaft Specifications
Crankshaft Measurement Specifications
8. Fuel Injector
3516 & 3516B Engine Assembly Out of Round Taper Fillet Radius
Journal
Hardness
Procedure Wall Chart
Thrust Bearing
Main Rod Main & Rod Main & Rod Main Rod
Width Note: Lubricate injector bore with 1P-0808 Grease prior
to assembly
Min. Max. Min. Max. Min. Max. Min. Max. Min. Max.
Bore 170 mm (6.7 inch) 1. Plug
3516 Engine All 3500 Remanufactured (POR) Prefix Forging Numbers 2. Clamp
Stroke 190 mm (7.5 inch) Note: Clamp must be used to draw injector into bore
As Used in 159.339 159.390 134.341 134.389 0.020 0.020 71.91 72.21 3. Washer
Number of Cylinders 16 (6.2732) (6.2752) (5.2890) (5.2909) (0.0008) (0.0008) (2.831) (2.843) 7/32 1/4 Rc48 Min. 4. Bolt. Tighten to 65 ± 7 N·m (48 ± 5 lb ft).
793B Off-Highway 5. EUI Injector Group shown in the illustration.
Trucks and 3516B Cylinder Arrangement V-16 All 3500 Production Forging Numbers A. Do not tap on this surface of injector during
installation.
Engine Firing Order 1-2-5-6-3-4-9-10-15 159.974 160.025 134.976 135.024 0.020 0.020 71.91 72.11
As Used in (Injection Sequence) 16-11-12-13-14-7-8 (6.2982) (6.3002) (5.3140) (5.3159) (0.0008) (0.0008) (2.831) (2.839) 7/32 1/4 $c48 Min.
793C Off-Highway Direction of Rotation Counterclockwise
Trucks (When viewed from
flywheel end)
9. Aftercooler Assembly
“Q” Denotes Critical Checkpoints
Engine Assembly Sequence
Sub-assembly Sub-
Seq. Engine Assembly Procedure Step
Parts Assembly
Clean block; refer to SMHS8418 “Cylinder Block
Cleaning Procedure”. 1. Lubricate bore lightly with glycerin prior to assembly.
Refer to the above illustration.
2. Cut ends of gaskets even with bottom of housings for assembly.
Q–1 Clean oil passages. (1)Thrust plates for center main bearing only.
Block 3. Tighten bolts to a torque of 32 ± 7 N·m (24 ± 5 lb ft).
(2) End play for the crankshaft (new) 0.17 to 0.63 mm (0.007 to 0.025 inch).
Plugs
1 (3) Torque for straight thread plugs is 50 ± 7 N·m (37 ± 5 lb ft). 4. Torque for bolts that hold the aftercooler housings to the cylinder block is 55 ± 7 N·m (41 ± 5 lb ft).
Mount block on rollover.
(4) Connecting rod bearing journals.
Seals
Block Install liners. (5) Main bearing journals.
Priority Valves
Cam Bearings
Assembly
Q–2
Check liner projection.
(6) Counterweight bolts.
10. Flywheel Housing Group
Procedure to tighten counterweight bolts:
Main Bearings Install main bearing halves in block and bearing 2
3 Note: Never reuse counterweight bolts. Always use new bolts when attaching counterweight segments.
caps. Oil main bearings.
Cylinder Liners
1. Before assembly, put 6V-4876 Molykote Paste Lubricant on bolt threads, shank & underside of bolt head.
4 Install camshaft bearings. 2. Tighten bolts 70 ± 5 N·m (50 ± 4 lb ft).
3. Turn bolts an additional 120o ± 5o.
Q–5 Install cooling jet priority valves
Maximum surface finish for bearing journal for all 3500 Engines is 0.125 um (5 u in.). Thrust face surface finish
must be 0.45 um (18 u in.) or smoother. Ensure there are no wear steps or marks from grinding on surface.
Oil crankshaft main bearing journals.
Refer to Guideline for Reusable Parts, SEBF8043 “Visual Inspection for Crankshafts”, for additional info..
Crankshaft
Thrust Washers Crankshaft
6 Install crankshaft and thrust washers. 3
NOTICE
Counterweights Assembly Lubricate bolt threads & install main bearing caps
Q–7
& tighten bolts. Each counterweight has a No. & must be installed in same position as corresponding No. on crankshaft
Gears mounting pad. Not following this recommendation can cause damage to crankshaft when engine is run.
Q–8 Check end play and rotate crankshaft. 4
9 Lubricate liners, piston rings and bearings.
Connecting Rods
10 Install pistons and rod caps. 5
5. Piston Group Flywheel Housing Bolt Installation Bolt Length (excluding head)
Rings Piston and Dia. Location Part No. mm (inch)
Tighten rod bolts & rotate crankshaft to top dead
Pistons Rod Q – 11
center of #1 cylinder. 1/2 in T 0S-1595 31.8 (1.25)
Pins Assembly
Rod Bearings 12 Install piston cooling jets. 1/2 in U 1A-1460 50.8 (2.00)
13 Install lower side covers. 1/2 in V 1D-4574 152.4 (6.00)
Camshafts Oil bearing journals and install camshaft. 5/8 in X 5D-9514 158.8 (6.25)
14
Spacers 5/8 in Y 1D-4597 165.1 (6.50)
Camshaft
Bolts Install camshaft timing pins.
Assembly 5/8 in Z 5P-4626 266.7 (10.50)
Thrust Plates 15
Timing Pins Note: Installation requires 6V-4020 Ring Expander Group.
1. Install piston rings.
16 Install roller injector lifters and roller valve lifters.
a. Top and intermediate ring. Install piston rings with “UP” side toward top of piston. Top of ring (1) has the
Gaskets Install spacer plate gaskets, spacer plates, water
6 mark “UP-1” (yellow color strip to right of ring gap). Intermediate ring (2) has the mark “UP-2” (green color
17 strip to right of ring gap).
seals, O-ring seals & cylinder head gaskets.
Seals Cylinder
b. Oil control ring. Install oil control ring (3) with gap in spring 180o away from gap in ring. White portion of
O-rings Head Install cylinder heads. spring must be visible at ring end gap.
Cylinder Heads Group 18 2. Lubricate piston assembly and bearings with clean engine oil.
Cam Followers 3. Ring gaps must be located 120o apart.
Q – 19 Tighten cylinder head bolts. 4. Retainer ring end gap must be within zone “A”.
Inlet Elbow 20 Install inlet air elbows. 7
Exhaust
Q – 21 Install exhaust manifolds.
Flywheel Housing Bolt Bolt Length Flywheel Housing Bolt Bolt Length
Installation (version 1) (excluding head) Installation (version 2) (excluding head)
Fuel Injector 22 Install injectors.
Holddown Fuel Injector
Tighten holddown bolts.
8 Dia Bolt Part No. mm inch Dia Bolt Part No. mm inch
Clamps Q – 23 (in.) Location (in.) Location
1/2 A 0S-1595 31.8 1.25 1/2 A 9X-8873 57.2 2.25
Aftercooler Core 24 Install aftercooler core and housing.
Aftercooler 1/2 B 9X-8875 88.9 3.50 1/2 B 9X-8875 88.9 3.5
Location pin for correct installation of connecting rod cap.
Housing Aftercooler
Q – 25 Tighten bolts. 9
Note: Bolts A and B are on same end of rod cap that has bearing tabs and location pin. Use new rod bolts 1/2 C 6M-9613 228.6 9.00 1/2 C 6M-9613 228.6 9
Tubes Assembly Install water lines, air tubes and adapters. at the 2nd and 4th overhaul. Rod bolts can be reused at the 1st and 3rd overhaul. If bolt life is unknown, do
not use again. Refer to Guidelines for Reusable Parts SEBF8301 “Inspection & Reuse of Critical Fasteners 1/2 D 9S-1374 203.2 8.00 1/2 D 9S-1374 203.2 8
Lines 26
in All Engines” and SEBF8149 “Specifications for Connecting Rods – 3500 Engines” for additional
Adapters information. 1/2 E 8S-9089 114.3 4.50 1/2 E 8S-9089 114.3 4.5
1. Tighten connecting rod bolts as follows: 5/8 F 1D-4590 120.7 4.75 5/8 F 1D-4590 120.7 4.75
Long Block 27 Remove long block assembly from rollover stand.
Put 6V-4876 Molykote Paste Lubricant on the bolt threads, shank, and area under the head of each bolt.
Assembly
28 Install on stands. Note: Make sure 6V-4876 Molykote Paste Lubricant is kept off of the bearing backs.
Gears Install idler and cluster gears. 2. Sequentially tighten bolts A & B to 90 ± 5 N·m (65 ± 4 lb ft).
Bearings Front 3. Sequentially tighten bolts C & D to 90 ± 5 N·m (65 ± 4 lb ft).
29
Shafts Gear Gp 4. Sequentially retighten bolts C & D to 90 ± 5 N·m (65 ± 4 lb ft).
Bolts 5. Torque-turn each bolt an additional 90o ± 5o.
Note: The rod & piston group is to be assembled in an engine with the chamfer side of rod adjacent to the
Rear 30 Install flywheel housing. crank pin thrust surface. The opposite side is to thrust against the mating rod on same crank pin.
Housing Rear Seal 10
Housing Gp
Q – 31 Tighten bolts and install rear oil seals
Piston Cooling Jets
Flywheel 32 Install flywheel. 11
Check piston cooling jets:
Gp Q – 33 Torque bolts and check flywheel runout.
a. 24 mm (0.945 inch) a. 52.78 mm (2.078 in.)
Flywheel Housing Bolt Installation Bolt Length (excluding head)
b. 242.67 mm (9.554 inch) b. 86.61 mm (3.410 in.)
1 Cylinder Liners c. 227.86 mm (8.971 inch) c. 60 o
Dia (in.) Bolt Location Part No. mm inch
1/2 G 9X-8873 57.2 2.25
Cylinder Liner Installation d. 30 mm (1.181 inch) d. 60 o
1/2 H 1D-4574 152.4 6.00
a. Put liquid soap on the surfaces of cylinder block liner bore and rubber seals on the lower part of the liner.
e. 73.14 mm (2.880 inch) e. 275.97 mm (10.865 in.)
b. Momentarily submerge the filler band in clean engine oil. 1/2 I 9X-8878 133.4 5.25
Note: Once the filler band is soaked with oil it will begin to expand. Therefore, the f. 18.69 o f. 312.62 mm (12.308 in.) 5/8 J 1D-4597 165.1 6.50
band must be installed in liner and liner installed in the block before the band expands.
5/8 K 1D-4602 241.3 9.50
c. Quickly install the filler band in the groove under the liner flange.
d. Immediately install the liner in the block, before the filler band expands. 5/8 L 1D-4593 139.7 5.50
Cylinder Liner Projection 1/2 M 9X-8873 152.4 6.00
Refer to Cylinder Liner Projection in Testing & Adjusting module of Service Manual for complete procedure. 1/2 N 1D-4574 152.4 6.00
1. Install gasket and spacer plate (5). Install copper washers and bolts (4) to hold the spacer plate.
Tighten bolts (4) evenly in 4 steps:
1st step 14 N·m (10 lb ft)
- Flywheel Housing Installation: Tools needed to install Crankshaft
Wear Sleeves & Seals (front & rear)
2nd step 35 N·m (25 lb ft) Qty
3rd step 70 N·m (50 lb ft) Reference Flywheel Housing Runout & Flywheel Housing Bore
Runout for the correct methods of flywheel housing inspection. 6V-4002 Forcing Bracket 2
4th step 95 N·m (70 lb ft)
(1) Plug’s torque 70 ± 15 N·m (50 ± 11 lb ft).
2. Install 3H-0465 Plate (1) & 8B-7548 Push-Puller Crossbar (6) as 6V-4001 Forcing Ring 1
shown. Tighten bolts for crossbar evenly in 4 steps: (2) Install 3 dowels to a height of 6.0 ± 0.5 mm (0.24 ± 0.02 in.).
1D-4716 Nut (5/16"-18 NC) 4
1st step 7 N·m (5 lb ft) (3) Install 2 dowels to a height of 3.5 ± 0.5 mm (0.14 ± 0.02 in.).
2nd step 20 N·m (15 lb ft) (4) Put 6V-6640 Gasket Sealant on complete surface of 6V-4003 Locator 1
3rd step 35 N·m (20 lb ft) flywheel housing that makes contact with cylinder block.
4th step 70 N·m (50 lb ft) 2N-5006 Bolt 1"-14NF X 63.5mm (2.5”) long 2
(5) Tighten bolts holding flywheel housing to rear face of block.
3. Measure cylinder liner projection with dial indicator (2) in 1P-2402 Gauge Body (3) as shown. Measure at
four places around each cylinder liner near the clamped area. 6. Cylinder Head Group Torque for 1/2 in. - 13 NC bolts is 135 ± 20 N·m (100 ± 15 lb ft). Guide Bolts 5/16"-18NC X 101.6 mm (4”) long 4
Average of 4 projection measurements from any cylinder must be 0.059 to 0.199 mm (0.0023 to 0.0078 inch). Torque for 5/8 in. - 11 NC bolts is 270 ± 40 N·m (199 ± 30 lb ft). 6V-4977 Installer 1
Maximum permissible difference between all 4 measurements around each liner is 0.05 mm (0.002 inch). 9S-8858 Nut 1
NOTICE
2. Cooling Jet Sequence Valve Plug at location (A) must be installed on these engines. 8T-3099 Installer 1
Removal:
Spring Specifications 1. Make sure height (3) of cylinder head (new) is
a. Remove seal from each end of engine.
142.00 ± 0.15 mm(5.591 ± 0.006 inch).
6B-9202 Spring for cooling jet sequence valve (one at each end of block): Note: Seals & wear sleeves cannot be used again
Note: Apply 6V-6640 sealant in cup bores (2) & (4) before assembly.
Length under test force is 68.3 mm (2.69 inch). after seals & wear sleeves are separated.
2. Install two cup plugs 9.0 ± 0.5 mm (0.35 ± 0.02 inch) deep (2)
Test force is 85 to 102 N (19 to 23 lb). b. Remove wear sleeves with 5P-7409 Distorter
in top of cylinder head.
and 6V-3143 Distorter Adapter.
Free length after test is 112.7 mm (4.44 inch). 3. Install remaining cup plugs (4) to 1.0 ± 0.5 mm (0.04 ± 0.02 inch)
Installation:
Outside diameter is 24.60 mm (0.969 inch). below the bottom of chamfer in cylinder head.
a. Do not separate wear sleeves (6) from
Both cooling jet sequence valves must start 4. Install roller injector and valve lifters. Reuse the lifter guide
crankshaft seals (3) & (4). Once they are
to open at a pressure difference of springs if they meet the “Use again” specifications in SEBF8172
separated they cannot be used again.
130 ± 30 kPa (19 ± 4.5 psi). “Visual Inspection of 7N-4782 Lifter Guide Spring – 3500 Family”. Crankshaft Wear Sleeves & Seals
Both cooling jet sequence valves must be fully b. Install sleeve & seal assembly with correct tools.
5. Install the spacer plate gasket, spacer plate, water seals, and (1) Flywheel housing. (2) Front housing.
open at 200 ± 30 kPa (29 ± 4.5 psi). cylinder head gaskets. Use 6V-4876 Molykote Paste Lubricant. c. Clean outer surface of crankshaft and the inner
(3) 113-8433 Seal Gp (rear). (4) 113-8432 Seal Gp (front). Quick Cure Primer (A surface of wear sleeve (6)
6. Install cylinder heads.
(5) Crankshaft seal installed from both ends of crankshaft 8.0 ± with 169-5464 erosol spray).
7. Coat head bolt threads 1 thru 8 with engine oil.
3. Cylinder Block 8. Tighten bolts (1) as follows:
0.5 mm (0.315 ± 0.020 in.). Crankshaft seals must be installed
with seal’s lip toward inside of engine as shown. Ensure correct
d. Carefully put a thin coat of 4C-9507 Retaining
Compound on the inner surface of wear sleeve (6)
a. Tighten bolts 1 thru 8 in numerical sequence to seals are installed. Use 113-8432 on front & 113-8433 on rear. and on crankshaft surface.
30 ± 5 N·m (22 ± 4 lb ft).
b. Tighten bolts 1 thru 8 in numerical sequence to (6) Wear sleeve. e. Install seals (3) & (4) with wear sleeve (6) as a
200 ± 15 N·m (147 ± 11 lb ft). (7) Dimension installed from both ends of crankshaft 0.5 ± 0.5 unit on the end of crankshaft with the correct tools
c. Retighten bolts 1 thru 8 in numerical sequence to mm (0.020 ± 0.020 in.).
200 ± 15 N·m (147 ± 11 lb ft).
d. Turn bolts 1 thru 8 an additional 180o ± 5o.
e.Tighten bolts 9 thru 10 to 55 ± 10 N·m (41 ± 7 lb ft).
11. Flywheel Group Installation and Bolt Torque
Refer to the Flywheel Runout section for the correct
method of flywheel inspection.
Main Bearing Cap Bolt Torque
7. Exhaust Manifolds
Note: When installing flywheel, put flywheel’s dash mark
Note: Assemble main bearing caps with “FRONT” & cast part no. toward front of block. in alignment with crankshaft’s dash mark.
1. Completely lubricate bolt threads with SAE 30 engine oil before assembly. (1) Put engine oil on all bolts holding flywheel to crankshaft
& tighten to a torque of 1150 ± 60 N·m (848 ± 44 lb ft).
2. Start bolts in tapped holes “by hand”.
(2) Locations of dash mark on flywheel and dash mark on
3a. If the main bearing cap bolts are 19.05 mm (0.75 inch), then tighten in letter sequence to 136 ± 14 N·m crankshaft.
(101 ± 10 lb ft). Next, tighten bolts in letter sequence an additional 180 o ± 5°.
3b. If the main bearing cap bolts are 22.23 mm (0.875 inch), then torque in letter sequence to 190 ± 14 N·m
(140 ± 10 lb ft). Next, tighten bolts in letter sequence an additional 180 o ± 5°.
Literature References
Form No. Bolt Location
SENR1126 3500B Engines for Caterpillar Built Machines (2GR, 7TR, 8BR)
Typical Example – Left exhaust manifold (1). Right exhaust manifold (2). RSNR2211 3516B Engine for Caterpillar Built Machines - System Operation Testing & Adjusting, 994D (3TZ),
3516B (7TR)
1. Put 5P-3931 Anti-Seize Compound on threads of all exhaust manifold bolts & nuts (3).
RSNR2212 3516B Engines for Cat Built Machines (3TZ, 7TR)
2. Locations of new Sleeves and Seals (4).
3. Install bolts and nuts, then tighten to 55 ± 5 N·m (40 ± 4 lb ft). SENR5596 3512 & 3516 EUI Engine Systems Operation Testing & Adjusting
SENR5595 3512 & 3516 EUI Engine Specifications
SENR2358 3500 Industrial Engine Disassembly and Assembly (68Z, 65Z)
SENR2352 3500 Industrial Engine Systems Operation Testing & Adjusting (49Y, 95Y, 27Z, 65Z, 68Z, 71Z)
SENR2351 3500 Industrial Engine Specifications
©2004 Caterpillar Inc.
All Rights Reserved Printed in U.S.A.
RENR1935-02 (Part 2 of 2)
3516 & 3516B Engine Assembly
Flywheel Housing Runout 16 Front Housing Group
Procedure Wall Chart
Engine Assembly Sequence
Sub Assembly Installation
Sub Assembly Parts Assembly Procedure Step
Parts Sequence
Flywheel Q – 34 Check flywheel & flywheel housing bore &
Group face runout.
12
Q – 35 Install timing pin.
Rear Gear 36 Install camshaft gears Timing pins in
Group place.)
Q – 37 Tighten bolts.
13 8T-5096 Dial Indicator Group Installed
Face Runout (Axial Eccentricity) Of (Typical Example)
Q – 38 Remove timing pins. (Flywheel & cams.). The Flywheel Housing:
Note: If a different method is chosen (3) With dial indicator set at 0.0 mm (0.00
Bridge Valve 39 Install bridge assemblies. 14 other than the method given here in inch) at location (A), turn the flywheel
Adjustment Screws Mechanism steps (1) thru (4), then always and read the indicator at locations Location/Size Length Qty. Part No.
Q – 40 Adjust bridge assemblies. remember that the bearing clearance (B), (C), and (D). (T) 1/2-13 44.7 (1.75) 4 0S-1587
Locknuts Group must be removed in order to receive (R,S,P) 1/2-13 158.8 (6.25) 10 9H-8260
Rocker Base 41 Install rocker base and gasket. correct measurements. (4) The difference between lower and
higher measurements taken at all (V) 5/8-11 139.7 (5.50) 10 1D-4593
Push Rods (1) Fasten a dial indicator to the (W) 5/8-11 165.1 (6.50) 2 1D-4597
Q – 42 Install push rods, make sure the push rod is four points must not be more than
flywheel so the anvil of the 0.38 mm (0.015 inch), which is the
Rocker Assembly properly positioned in follower. Note: Also (Z), which is a 8T-6765 Plug and quantity of 7.
indicator will touch the face of the maximum permissible face runout
Valve Covers flywheel housing. (axial eccentricity) of the flywheel
43 Install rocker arm assemblies. Lubricate
push rod ball & cup. Adjustment nuts and (2) Put a force on the crankshaft housing.
screws must be backed off before toward the rear before reading the
installation. indicator at each point
17 Trunnion
Q – 44 Tighten rocker arm shaft bolts.
Q – 45 Adjust valve lash and injector dimensions. 13 Rear Gear Group (1) Tighten the bolts that hold the mount
15 assembly to the support to a torque
46 Install rocker arm covers. of 190 ± 30 N·m (140 ± 22 lb ft).
(2) Tighten the bolts that hold trunnion to
Covers Camshaft Covers 47 Install camshaft side covers.
front drive housing to a torque of 135
± 20 N·m (100 ± 15 lb ft).
Housing Front Housing 48 Install front housing assembly. (3) Tighten the bolts that hold trunnion to
Gears front engine support to a torque of
Washer 16 475 ± 60 N·m (350 ± 45 lb ft).
Bearing 49 Torque front housing bolts.
Adapter
Accessory 50 Install front accessory drive.
Drive Gp.
Front
Front 51 Install front trunnion, if equipped. 17
Trunnion
Q – 52 Torque mounting bolts. 18 Vibration Damper Group
(1) Camshaft drive gears.
Front Oil Seal Damper Q – 53 Install front oil seal. 18 (2) Plate. Note: If necessary, repeat Step 7e until the
Damper Group Install damper group. bolts hold torque (cannot be moved)
Adapter (3) Camshaft idler gears.
Torque adapter to crankshaft bolts. to make sure the drive gears are in
Bolts
(4) Diameter of shafts (new) is 81 ± 0.01 mm full contact with the taper on the
(3.189 ± 0.0004 inch). Use 1P-0520 Tool camshafts.
Manifold Sections Upper Water 54 Install left and right water manifolds.
Group and a press to install the bearings
(8) Tighten bolts to 240 ± 20 N·m (175 ± 15
Bolts Lines Gp in both camshaft idler gears until
lb ft).
Seals bearings are in center of their bores.
Bore in bearings (after assembly) must (9) Diameter of shaft (new) is 74.99 ± 0.010
Gaskets be 81.06 ± 0.01 mm (3.191 ± 0.0004 in.). mm (2.952 ± 0.0004 inch). Use
1P-0520 Tool Group and a press to
Housing Regulator 55 Install regulator housing, related water lines (5) Cluster idler gear (balancer gear).
install bearing in cluster idler gear
Brackets and brackets. (6) Plate. (balancer gear).
Group
Regulators (7) Bolts that hold camshaft drive gears (1) in Bore in bearing (after assembly) is
Valve As. position. 75.06 ± 0.01 mm (2.955 ± 0.0004 inch).
Install the gears as follows:
(10) Balancer gear marks must be in
Lines Fuel Injection 56 Install left & right fuel manifold assemblies. (a) Pin both camshafts and put camshaft
alignment with crankshaft gear marks as
Fittings Lines Gp. drive gears (1) in position on each
Manifolds shown for SAE standard rotation
camshaft taper. (1) Crankshaft.
engines. (1) Crankshaft.
Connectors (b) For correct timing, all gear clearance
(11) Crankshaft gear. (2) Adapter. (2) Adapter.
(backlash) must be removed. Turn
Housing Oil Pump 57 Install oil pump. (3) Damper. (3) Damper.
camshaft drive gears (1) in the same
Gears Group (4) Tighten the 3/8” bolts that hold damper (3)
direction as crankshaft rotation and hold (4) Tighten the 1/2 inch bolts that hold damper to adapter (2) to a torque of 55 ± 10 N·m (41 ±
in this position. (3) to adapter (2) to a torque of 135 ± 20 N·m
Fuel Supply 58 Install fuel transfer pump. 7 lb ft).
(c) Install plates (2) and (6) to the hold (100 ± 15 lb ft).
Pump Group camshaft drive gears (1) to each (5) Put mark on adapter (2) in alignment with
camshaft. (5) Put mark on adapter (2) in alignment with mark on end of crankshaft (1) before
Water Pump 59 Install jacket water & aftercooler water (d) Tighten bolts (7) in steps to a torque mark on end of crankshaft (1) before installation of bolts (6).
Group pumps. of 360 ± 40 N·m (265 ± 30 lb ft). installation of bolts (6). (6) Tighten adapter mounting bolts to a torque
(e) Tap plate (6) and again tighten the (6) Tighten adapter mounting bolts to a torque of 1125 ± 100 N·m (829 ± 74 lb ft).
Cooler Cores Oil Cooler 60 Install engine and auxiliary oil cooler and bolts to a torque of 360 ± 40 N·m (265 ± of 1125 ± 100 N·m (829 ± 74 lb ft).
Housing Group lines. 30 lb ft).
Filter Bases Fuel Filter 61 Install fuel filter bases, brackets and lines.
Lines Group
Filters
Brackets 14 Valve Rocker Arms, Lifters, and Bridges 19 Turbochargers
Housing Scavenge Oil 62 Install scavenge oil pump, pickup & tubes.
Gears (1) Torque for valve adjustment screw
Oil Pump Gp. locknut is:
Tube 1. If installing bolts and locknuts (hold turbocharger to exhaust manifold):
Pickup Screen 5/8 in. locknut: 120 ± 15 N·m (89 ± 11 lb ft) Lubricate threads of 5/8 inch bolts that hold turbocharger to exhaust
1/2 in. locknut: 70 ± 15 N·m (52 ± 11 lb ft). manifold with 5P-3931 Anti Seize Compound. Position turbocharger on
Oil Pan Oil Pan Group 63 Install oil pan assembly & oil pump supply
exhaust manifold. Install bolts and locknuts, then torque to 270 ± 25
Elbows tube. (2) Valve lash setting:
N·m (200 ± 18 lb ft). Repeat for the other turbocharger.
Seal-O-Ring Install dipstick guide. Intake Valves 0.50 mm (0.020 in.)
Gaskets Exhaust Valves 1.00 mm (0.039 in.)
Oil Screen Housing 2. If installing bolts and washers (turbocharger to exhaust elbow):
(3) Torque for bridge adjustment screw locknut
Drain Adapter is 30 ± 4 N·m (22 ± 3 lb ft).
Covers Lubricate threads and washer face of bolts that hold turbocharger to
(4) Diameter of dowel (new) is 11.008 ± 0.003 exhaust elbow with 5P-3931 Anti Seize Compound. Position
Suction Screen
mm (0.4334 ± 0.0001 inch) turbocharger on exhaust elbow. Install washers on bolts, then insert
Dipstick & Guide
each bolt through the exhaust elbow and install in the turbocharger. If
Bore in bridge for dowel (new) is 11.07 ± bolts are M8, then torque bolts to 25 ± 7 N·m (18 ± 5 lb ft). If bolts are
Filter Bases Oil Filter Group 64 Install oil filter group & related tubes.
0.03 mm (0.436 ± 0.001 inch) M10, then torque bolts to 45 ± 10 N·m (33 ± 7 lb ft). Repeat for the other
Filters
By-pass Valves Note: Adjust bridges before adjusting valves turbocharger.
Bore in head for dowel is 10.968 ± 0.020
Tubes as follows:
mm (0.4318 ± 0.0008 inch)
Elbows a) Put engine oil on bridge dowel, inside (5) Diameter of rocker arm shaft is 37.084 ±
Adapters diameter and top of pad on bridge. 0.013 mm (1.4600 ± 0.00005 inch)
Turbocharger Turbocharger Gp. 65 Mount the turbocharger and piping on the b) Install bridge on bridge dowel.
Bore in bearing (after machining) is 37.140
Lines
Elbows
Turbocharger turbocharger support. Install as an 19 c) While firmly pressing (5 to 45 N) straight ± 0.015 mm (1.4622 ± 0.0006 in.) 20 Sensors, Senders and Switches
Support assembly on the engine. down on top contact surface of bridge, turn (6) Height of top dowel is 66.5 ± 0.5 mm (2.62
Pipes adjusting screw clockwise until contact is made ± 0.02 inch)
with valve stem. Turn screw an additional 20o (7) Guide springs must not be used again.
Heat Shield Group 66 Install heat shielding on exhaust manifolds to 30o (1/3 to 1/2 hex on nut). This straightens Torque Specifications:
Always install new guide springs.
& turbochargers. dowel in guide and compensates for slack in (8) Diameter of valve lifter (new) is 29.900 ± (1) Coolant temperature sensor …………..………. 20 ± 3 N·m (15 ± 2 lb ft)
threads. 0.010 mm (1.772 ± 0.0004 inch)
Electronic Control Electronic Engine 67 Mount the ECM on the right front of engine. 20 (2) Coolant gauge sender ……………..……..……. 60 N·m (45 lb ft)
Module Controls Connect the fuel lines to correct ports. d) Hold adjusting screw and tighten locknut to
30 ± 4 N·m (22 ± 3 lb ft). Bore in bearing (after machining) is 30.000 (3) Ether enable temperature switch …………..…. 40 ± 5 N·m (30 ± 4 lb ft)
± 0.025 mm (1.1811 ± 0.0010 in.)
Electrical Sensors 68 Install various electrical components. (4) Fuel pressure differential switch
- Fuel differential pressure switch (9) Torque of rocker shaft mounting bolt is 120 (5) Turbocharger outlet pressure sensor ……….... 40 ± 5 N·m (30 ± 4 lb ft)
- Coolant flow switch ± 20 N·m (90 ± 15 lb ft).
(6) Aftercooler temperature switch ……………..…. 40 ± 5 N·m (30 ± 4 lb ft)
Not shown:
- Speed timing sensor Timing dimension is 64.34 ± 0.20 mm (7) Oil pressure sensor ……………………….……. 40 ± 5 N·m (30 ± 4 lb ft)
- Etc. (2.533 ± 0.0001 in.) (8) Speed/timing sensor ……………………...……. 40 ± 5 N·m (30 ± 4 lb ft)
Wiring Harness 69 Mount the wiring harness on the engine. (9) Magnetic tachometer sensor …………….……. 13 ± 5 N·m (10 ± 4 lb ft)
Make all connections to electrical (10) Turbocharger outlet high pressure sensor ..... 40 ± 5 N·m (30 ± 4 lb ft)
components and sensors.
15 Crankshaft Positions for Fuel Timing and
70 Install crankcase breathers.
Valve Clearance Setting
71 Install miscellaneous covers, lines,
accessories & compare complete engine Standard Rotation (Counterclockwise)
with photographs.
- As Viewed From Flywheel End
72 Perform P-514 Calibration and Adjustment
Cylinder To Check/Adjust
Test in SENR5597 “3512/3516 EUI Engine
Electronic Troubleshooting 785B, 789B, Engine Correct Stroke for No. 1 Intake Exhaust Injectors
793B” Guide. Piston at Top Center Valves Valves
Position*
3516 Compression 1-2-5-7-8-12-13-14 1-2-3-4-5-6-8-9 3-4-6-9-10-11-15-16
12 Flywheel Housing Bore Runout Exhaust 3-4-6-9-10-11-15-16 7-10-11-12-13- 1-2-5-7-8-12-13-14
14-15-16
Put No. 1 piston at top center (TC) position and make identification for the correct stroke. Make
reference to Finding Top Center Position for No. 1 Piston. After top center position for a particular
stroke is found and adjustments are made for the correct cylinders, remove the timing bolt and turn
the flywheel 360o in the direction of normal engine rotation. This will put No. 1 piston at top center
(TC) position on the other stroke. Install the timing bolt in the flywheel and complete the adjustments
for the cylinders that remain.
(1) Fasten dial indicator to flywheel so anvil
of indicator will touch flywheel housing
bore. With dial indicator in position at (C),
adjust dial indicator to "0" (zero). Push
crankshaft up against top bearing. Write
measurement for bearing clearance on line
1 in column (C).
Procedure A (1U-8869 Digital Dial Indicator)
Note: Write dial indicator measurements
with their positive (+) & negative (-) (3) If the dial indicator reads the correct fuel
notation (signs), which is necessary for timing dimension, as determined from the
making calculations in chart correctly. Fuel Setting And Related Information
(2) Divide the measurement from Step 1 by Fiche for the engine being checked, then
2. Write this number on line 1 in columns no adjustment is necessary.
(B) & (D). Note: To insure an accurate fuel timing
Cylinder & Valve Location dimension, make sure the top
(3) Turn flywheel to put the dial indicator at
surfaces of the follower (3) and
(A). Adjust dial indicator to "0" (zero).
Fuel Timing shoulder (4) are clean and dry.
(4) Turn the flywheel counterclockwise to
(4) If the dial indicator does not read the correct
put the dial indicator at (B). Write the NOTICE and/or desired fuel timing dimension, as
measurement in the chart.
The camshafts must be correctly timed with determined from the Fuel Setting and Related
(5) Turn the flywheel counterclockwise to Chart for Dial Indicator Measurements Information Fiche for engine being checked,
the crankshaft before an adjustment of fuel
put the dial indicator at (C). Write the do Steps 5 and 6.
timing is made. The timing pins must be
measurement in the chart. Position of Dial indicator removed from the camshafts before the (5) With 1U-8869 Digital Dial Indicator & 9U-5233
(6) Turn flywheel counterclockwise to put crankshaft is turned or damage to the Timing Fixture in position on injector to be
dial indicator at (D). Write measurement in Line No. A B C D cylinder block will be the result. adjusted, loosen push rod adjustment screw
chart. locknut for injector to be adjusted.
Correction for I 0
(7) Add lines together in each column. bearing Note: See chart Crankshaft Positions for 6) Turn adjustment screw until desired fuel timing
clearance Fuel Timing And Valve Clearance dimension is read on digital dial indicator.
(8) Subtract smaller number from larger
Setting and put the engine in time.
number in columns (B) & (D). The result is Note: Turning the adjustment screw
Dial Indicator II 0 With the two crankshaft positions
horizontal "eccentricity" (out of round) and clockwise (CW) will lower the fuel
Reading given in the chart, all of the
place this number in Line III. Line III, timing dimension (advance timing).
injectors can be checked or
column (C) is the vertical eccentricity. Turning the adjustment screw
Total of Line III 0 ** * ** adjusted. This will make sure the
(9) On graph for total eccentricity find the counterclockwise (CCW) will increase
1&2 pushrod lifters are off the lobes and
point of intersection of lines for vertical the fuel timing dimension.
on the base circles of the
eccentricity & horizontal eccentricity. * Total Vertical eccentricity (out of round) camshafts. Tighten the adjustment screw locknut to a
(10) If point of intersection is in range Note: See the Fuel Setting and Related torque of 70 ± 15 N·m (50 ± 11 lb ft) and check
** Subtract smaller number from larger number. Information Fiche for the correct adjustment again. If necessary, repeat
marked "Acceptable" bore is in alignment. The difference is the total horizontal eccentricity.
If point of intersection is in range marked fuel timing dimension to use. procedure until the adjustment is correct.
"Not Acceptable", then flywheel housing (1) After programming the digital dial
must be changed. indicator (1) place it and the 9U-5233
Timing Fixture (2) in position on the
injector to be checked. Make sure the
magnetic base of the timing fixture is
on the top surface of follower (3) and
the extension rod is on the top surface
of injector shoulder (4).
(2) The digital dial indicator should now
read the actual fuel timing dimension of
the injector being checked.
©2004 Caterpillar Inc.
All Rights Reserved Printed in U.S.A.
Anda mungkin juga menyukai
- 3512B Marine Engine S2L00001-UP (SEBP3916 - 57) - Systems & Components PDFDokumen173 halaman3512B Marine Engine S2L00001-UP (SEBP3916 - 57) - Systems & Components PDFnauta007Belum ada peringkat
- 3500 TroubleshootingSEK PDFDokumen33 halaman3500 TroubleshootingSEK PDFMargaret Daugherty50% (2)
- Valve Lash - AdjustDokumen4 halamanValve Lash - AdjustHugo Cipriani100% (1)
- Cylinder Pressure TestDokumen4 halamanCylinder Pressure TestPILAR MARTINEZBelum ada peringkat
- D399 Operation SystemDokumen64 halamanD399 Operation SystemNOUR ZAINBelum ada peringkat
- Engine Valve Lash - Inspect AdjustDokumen5 halamanEngine Valve Lash - Inspect Adjusteshopmanual limaBelum ada peringkat
- System Operation Testing and Adjusting 3304 Vehicular EngineDokumen103 halamanSystem Operation Testing and Adjusting 3304 Vehicular EngineAbdelbagi50% (2)
- Major Overhaul Procedure Chart (Using Remanufactured Components)Dokumen2 halamanMajor Overhaul Procedure Chart (Using Remanufactured Components)carlos gallego100% (1)
- Cat 3406Dokumen8 halamanCat 3406Dir Sales100% (1)
- Cyl Head ReusedDokumen56 halamanCyl Head ReusedAnonymous V9fdC650% (2)
- Cat 3400 AdjustingDokumen7 halamanCat 3400 AdjustingaliBelum ada peringkat
- Cat General Torque Specifications PDFDokumen48 halamanCat General Torque Specifications PDFAlaudin Awang Xwijaya0% (1)
- 3600 Heavy Fuel Engines-Maintenance IntervalsDokumen65 halaman3600 Heavy Fuel Engines-Maintenance IntervalsAlvin Ey-Pi Peralta100% (1)
- Finding Top Center Position For No. 1 Piston: Testing and AdjustingDokumen4 halamanFinding Top Center Position For No. 1 Piston: Testing and AdjustingJohn GrayBelum ada peringkat
- Engine Valve LashDokumen3 halamanEngine Valve LashImron Alif100% (3)
- 3512C Marine Auxiliary SLM00001-UP (SEBP4539 - 43) - Documentation Overhaul 1Dokumen5 halaman3512C Marine Auxiliary SLM00001-UP (SEBP4539 - 43) - Documentation Overhaul 1Ademir JuniorBelum ada peringkat
- Engine Valve Lash PDFDokumen4 halamanEngine Valve Lash PDFJose PichinteBelum ada peringkat
- Caterpillar C9 Engine SpecsDokumen3 halamanCaterpillar C9 Engine SpecsIvan Aditya100% (1)
- Adjustment of The Valve Lash and The Valve Bridge With The 147-5482Dokumen8 halamanAdjustment of The Valve Lash and The Valve Bridge With The 147-5482victor.cipriani50% (2)
- Alineacion CatDokumen4 halamanAlineacion CatAndrea Zalamea100% (1)
- 3500 Series Engines Hydramechanical Protective SystemDokumen18 halaman3500 Series Engines Hydramechanical Protective SystemEbied Yousif AlyBelum ada peringkat
- 3406BDokumen4 halaman3406BMiguel RojasBelum ada peringkat
- Overhaul Considerations: Operation and Maintenance ManualDokumen6 halamanOverhaul Considerations: Operation and Maintenance ManualCamilo Andres Cardozo FajardoBelum ada peringkat
- Bielas Caterpillar en General Reutilizacion 2010Dokumen22 halamanBielas Caterpillar en General Reutilizacion 2010ariel avalosBelum ada peringkat
- Calculating Cylinder Liner Projection For G3500Dokumen7 halamanCalculating Cylinder Liner Projection For G3500NimBelum ada peringkat
- Turbine ProcedureDokumen77 halamanTurbine Procedureenzobv100% (1)
- 3306 Cat Dita Gp4 Engine Service ManualDokumen1 halaman3306 Cat Dita Gp4 Engine Service ManualMuhammad rizkiBelum ada peringkat
- 3406 Manual de Partesbueno PDFDokumen1.857 halaman3406 Manual de Partesbueno PDFCrespo JorgeBelum ada peringkat
- Renr9717 02 01 All PDFDokumen176 halamanRenr9717 02 01 All PDFYimmy Macías Pérez100% (13)
- Valves, Valve Springs, Valve Rotocoils, and LocksDokumen55 halamanValves, Valve Springs, Valve Rotocoils, and Locksbetoven8437Belum ada peringkat
- CAT 3516 B and 3516 B High Displacement EnginesDokumen1 halamanCAT 3516 B and 3516 B High Displacement EnginesHemant RasamBelum ada peringkat
- Cat Torque & Valve LashDokumen8 halamanCat Torque & Valve Lashhamadaabdelgawad67% (3)
- Engine Valve Lash and Injector Adjusment Check SheetDokumen15 halamanEngine Valve Lash and Injector Adjusment Check SheetAep AbdurahmanBelum ada peringkat
- 3406Dokumen4 halaman3406Ivan Morel100% (2)
- Measuring Procedures and Salvage Procedures For Cylinder Head Assemblies and Related ComponentsDokumen53 halamanMeasuring Procedures and Salvage Procedures For Cylinder Head Assemblies and Related Componentsjhair_sanabria314380% (5)
- 3512 Techdoc - Print - PageDokumen4 halaman3512 Techdoc - Print - Pagefromgod83100% (1)
- C15 Acert - 18396631-004Dokumen5 halamanC15 Acert - 18396631-004Hadj AbdelwahaBBelum ada peringkat
- Systems Operation Testing Adjusting 3500 Generator Set Engine AttachmentsDokumen34 halamanSystems Operation Testing Adjusting 3500 Generator Set Engine Attachmentsale alvarezBelum ada peringkat
- Connecting Rod Bearings - Install: Table 1Dokumen3 halamanConnecting Rod Bearings - Install: Table 1David Apaza HurtadoBelum ada peringkat
- Tool Catalog P 4Dokumen15 halamanTool Catalog P 4cav4444Belum ada peringkat
- CAT C9 ACERT Engine PDFDokumen4 halamanCAT C9 ACERT Engine PDFettoscar100% (1)
- 988 BDokumen5 halaman988 BAldo Cesar Mina SosaBelum ada peringkat
- Timing Fuel Syst Setting ToolDokumen20 halamanTiming Fuel Syst Setting ToolSaid Touhami100% (2)
- 3500C Timing CalibrationDokumen2 halaman3500C Timing Calibrationharikrishnanpd3327100% (1)
- Caterpiller Engine Manual SVMDokumen661 halamanCaterpiller Engine Manual SVMJuan I. Meza Lozano92% (12)
- Cat 3406 Intervalos Mantenimientos PDFDokumen61 halamanCat 3406 Intervalos Mantenimientos PDFdqsclBelum ada peringkat
- Reuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)Dokumen115 halamanReuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)TASHKEELBelum ada peringkat
- Deflexión de CigueñalDokumen21 halamanDeflexión de CigueñalCatalina HuenumanBelum ada peringkat
- 3512C HD TDC For No 1 PistonDokumen3 halaman3512C HD TDC For No 1 Pistonharikrishnanpd3327100% (1)
- C32 Gear Group (Front) - Install PDFDokumen4 halamanC32 Gear Group (Front) - Install PDFmanu luvungaBelum ada peringkat
- Caterpillar 3500 Specifications Manual 240 PagesDokumen240 halamanCaterpillar 3500 Specifications Manual 240 Pageslacoth100% (1)
- Cat 3500c Systems Operation Testing and Adjusting ManualDokumen80 halamanCat 3500c Systems Operation Testing and Adjusting Manualroland100% (3)
- Testing & Adjusting Valve Lash C18Dokumen4 halamanTesting & Adjusting Valve Lash C18Sapar SouzaBelum ada peringkat
- Renr9716 02 01 AllDokumen108 halamanRenr9716 02 01 AllAdrian A Man McGlaughlin100% (3)
- Specifications For Cylinder Head Assemblies For 3500 Series Engines (0760, 0762, 1100)Dokumen26 halamanSpecifications For Cylinder Head Assemblies For 3500 Series Engines (0760, 0762, 1100)enzobvBelum ada peringkat
- Caterpillar: Guideline For Reusable Parts and Salvage OperationsDokumen59 halamanCaterpillar: Guideline For Reusable Parts and Salvage OperationsPaul Gustavo100% (1)
- Troubleshooting Fuel Dilution of Engine Oil PDFDokumen2 halamanTroubleshooting Fuel Dilution of Engine Oil PDFmanu luvungaBelum ada peringkat
- Spare Part Upgradable Optionals 1/10th 4WD Nitro Power R/C Off-Road TruckDokumen1 halamanSpare Part Upgradable Optionals 1/10th 4WD Nitro Power R/C Off-Road TruckEka RoksBelum ada peringkat
- TD803 BEAVER SeriesDokumen2 halamanTD803 BEAVER SeriesDwi UlleBelum ada peringkat
- D - 01S190517-G Rev07 - AS BUILT-2Dokumen1 halamanD - 01S190517-G Rev07 - AS BUILT-2גרבר פליקסBelum ada peringkat
- Troubleshooting Cat PDFDokumen215 halamanTroubleshooting Cat PDFmisaelandres1100% (3)
- Electric Sistem SCHOTTELDokumen106 halamanElectric Sistem SCHOTTELmisaelandres1100% (5)
- 3408E/3412E ENGINE CONTROLS: Technical PresentationDokumen168 halaman3408E/3412E ENGINE CONTROLS: Technical PresentationVicTor CarrAnzaa100% (6)
- Diccionarío de Pictogramas y SimbologìaDokumen144 halamanDiccionarío de Pictogramas y Simbologìamisaelandres1Belum ada peringkat
- DI09074M EH 199kWDokumen2 halamanDI09074M EH 199kWNandro DroBelum ada peringkat
- Steam Engine CompoundingDokumen12 halamanSteam Engine CompoundingMejoBelum ada peringkat
- Construction MachinesDokumen35 halamanConstruction Machinesmansoor azam100% (2)
- Hoja Tecnica Caterpillar CM20 50HzDokumen2 halamanHoja Tecnica Caterpillar CM20 50HzEdutamBelum ada peringkat
- 404D-22G@1500 (Battery Specs)Dokumen2 halaman404D-22G@1500 (Battery Specs)Md ShBelum ada peringkat
- Service ExperienceDokumen36 halamanService ExperiencetacoriandBelum ada peringkat
- TorqueDokumen6 halamanTorqueKyrtanBelum ada peringkat
- Instalação 912Dokumen203 halamanInstalação 912Leonardo VasconcelosBelum ada peringkat
- Apu Comparison in Igo Fleet PDFDokumen19 halamanApu Comparison in Igo Fleet PDFRahul UnnikrishnanBelum ada peringkat
- Active Ignition TimingDokumen3 halamanActive Ignition TimingKandarp PatelBelum ada peringkat
- Spesifikasi Compressor Hatlapa L140Dokumen2 halamanSpesifikasi Compressor Hatlapa L140hanafiajaBelum ada peringkat
- Heat Engine-GTU-Sem-1Dokumen78 halamanHeat Engine-GTU-Sem-1Khushank MBelum ada peringkat
- Daihatsu - 6 8DK-20 Spare Parts List (Heavy Fuel Oil) PDFDokumen366 halamanDaihatsu - 6 8DK-20 Spare Parts List (Heavy Fuel Oil) PDFmmatic123100% (1)
- Honda Variable Cam ControlDokumen24 halamanHonda Variable Cam ControlJameel Khan100% (1)
- Haima S5 1.5T Service Manual-1Dokumen132 halamanHaima S5 1.5T Service Manual-1roydezBelum ada peringkat
- Water Car Pro: By: Oliver South ofDokumen46 halamanWater Car Pro: By: Oliver South ofdanevideBelum ada peringkat
- Robert Bosch GMBH - Gasoline-Engine Management Basics ComponentsDokumen89 halamanRobert Bosch GMBH - Gasoline-Engine Management Basics ComponentsThang Tong100% (6)
- Tom Os: Workshop ManualDokumen45 halamanTom Os: Workshop ManualMarkoBelum ada peringkat
- Cirrus Design SR22-1Dokumen1 halamanCirrus Design SR22-1Jonatan BernalBelum ada peringkat
- SilencerDokumen4 halamanSilencerAnonymous mKdAfWif0% (1)
- Pinout PCM 4Dokumen4 halamanPinout PCM 4Gạt Tàn ĐầyBelum ada peringkat
- Subaru Industrial Power Products Was The BrandDokumen3 halamanSubaru Industrial Power Products Was The BrandRoberto Ortega MicalizziBelum ada peringkat
- PC130 7 PDFDokumen220 halamanPC130 7 PDFNoe Phic KhalBelum ada peringkat
- 4runner 27l Previa 24l t100 Pickup 27l Tacoma 24 27l 1994 2009 Obd2 Trouble Codes ListDokumen3 halaman4runner 27l Previa 24l t100 Pickup 27l Tacoma 24 27l 1994 2009 Obd2 Trouble Codes ListEsaú Iván Montenegro OchoaBelum ada peringkat
- LHD Engine Control (4HK1 (Hydraulic Brake) )Dokumen1 halamanLHD Engine Control (4HK1 (Hydraulic Brake) )Wilber Castell Jr.Belum ada peringkat
- Detroit Diesel 6051 Quad-71Dokumen2 halamanDetroit Diesel 6051 Quad-71Heriberto Valdes Ayala0% (1)
- Qip Ice 12 Fuel Injection SystemsDokumen40 halamanQip Ice 12 Fuel Injection SystemsAnonymous eyxVFR100% (1)
- Audi A4 Avant 95-01 Service & Repair Manual - Engine MechanicalDokumen1.497 halamanAudi A4 Avant 95-01 Service & Repair Manual - Engine Mechanicalfulgerica71Belum ada peringkat
- Low Hour, False Head Gasket Oil LeaksDokumen6 halamanLow Hour, False Head Gasket Oil LeakststkupdhBelum ada peringkat
- RTA-64 Modification of Fuel Pump Block and Pressure BushesDokumen7 halamanRTA-64 Modification of Fuel Pump Block and Pressure BushesCatalin CataBelum ada peringkat