Anda mungkin juga menyukai
- Liquid Penetrant Examination ProcedureDokumen16 halamanLiquid Penetrant Examination ProcedureRicardo NapitupuluBelum ada peringkat
- Leak Test Procedure for Atmospheric VesselDokumen9 halamanLeak Test Procedure for Atmospheric VesselRicardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004ab-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam Turbine)Dokumen2 halamanVp-15-109-001-A01-P-237-004ab-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam Turbine)Ricardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Motor)Dokumen2 halamanVp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Motor)Ricardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004abc-D-005 Data Sheet For Boiler Feed Water PumpDokumen9 halamanVp-15-109-001-A01-P-237-004abc-D-005 Data Sheet For Boiler Feed Water PumpRicardo NapitupuluBelum ada peringkat
- KNPC LPG Train-4 Project ARV Section Drawing & Part ListDokumen3 halamanKNPC LPG Train-4 Project ARV Section Drawing & Part ListRicardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004abc-C-010 Performance Curve For PumpDokumen3 halamanVp-15-109-001-A01-P-237-004abc-C-010 Performance Curve For PumpRicardo NapitupuluBelum ada peringkat
- Daily Report: Various Pressure Vessel (Baru Gas Plant Project - Pltgu Tenayan) Daily PhotographDokumen1 halamanDaily Report: Various Pressure Vessel (Baru Gas Plant Project - Pltgu Tenayan) Daily PhotographRicardo NapitupuluBelum ada peringkat
- KNPC LPG Train-4 Project Motor Data SheetDokumen3 halamanKNPC LPG Train-4 Project Motor Data SheetRicardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004abc-D-006 Data Sheet For Steam TurbineDokumen4 halamanVp-15-109-001-A01-P-237-004abc-D-006 Data Sheet For Steam TurbineRicardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004ab-Sk-004 P&id For Pump (Steam Turbine)Dokumen3 halamanVp-15-109-001-A01-P-237-004ab-Sk-004 P&id For Pump (Steam Turbine)Ricardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004abc-Sk-065 Heat Exchanger Drawing For Mechanical SealDokumen2 halamanVp-15-109-001-A01-P-237-004abc-Sk-065 Heat Exchanger Drawing For Mechanical SealRicardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam TurbinDokumen2 halamanVp-15-109-001-A01-P-237-004c-Sk-018 Lube-Oil Schematic and Bill of Materials (Steam TurbinRicardo NapitupuluBelum ada peringkat
- Vp-15-109-001-A01-P-237-004c-Sk-004 P&id For Pump (Motor)Dokumen2 halamanVp-15-109-001-A01-P-237-004c-Sk-004 P&id For Pump (Motor)Ricardo NapitupuluBelum ada peringkat
- API 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Dokumen7 halamanAPI 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Ricardo NapitupuluBelum ada peringkat
- Shell-and-Tube Heat Exchanger Design TableDokumen2 halamanShell-and-Tube Heat Exchanger Design TableSK TomarBelum ada peringkat
- Heat Exchanger Tube - Principal BWG Sizes: Outside Diameter Birmingham Wire Gauge (BWG)Dokumen1 halamanHeat Exchanger Tube - Principal BWG Sizes: Outside Diameter Birmingham Wire Gauge (BWG)amr kouranyBelum ada peringkat
- Heat Exchanger Types and CalculationsDokumen16 halamanHeat Exchanger Types and CalculationsAudrey Patrick KallaBelum ada peringkat
- Ga R 101 Rev-0Dokumen1 halamanGa R 101 Rev-0Ricardo NapitupuluBelum ada peringkat
- SN0-1-05-009 - Instrument Data Sheet For Flow Transmitter DP Type - TA2021 - 3Dokumen4 halamanSN0-1-05-009 - Instrument Data Sheet For Flow Transmitter DP Type - TA2021 - 3Ricardo NapitupuluBelum ada peringkat
- S Curve Instrument CepuDokumen1 halamanS Curve Instrument CepuRicardo NapitupuluBelum ada peringkat
- 0 Cover Page & Work ScopeDokumen1 halaman0 Cover Page & Work ScopeRicardo NapitupuluBelum ada peringkat
- 6 BLP Spesifikasi Teknis 49 SMA 14920Dokumen6 halaman6 BLP Spesifikasi Teknis 49 SMA 14920Ricardo NapitupuluBelum ada peringkat
- Outstanding Flame Arrestor Schedule for PetroChina ProjectDokumen1 halamanOutstanding Flame Arrestor Schedule for PetroChina ProjectRicardo NapitupuluBelum ada peringkat
- PLD - Shelter - 30 11 2020Dokumen3 halamanPLD - Shelter - 30 11 2020Ricardo NapitupuluBelum ada peringkat
- Nm-Dairy Planning Data SheetDokumen16 halamanNm-Dairy Planning Data SheetRicardo NapitupuluBelum ada peringkat
- Recovery Schedule Plan 3 PDFDokumen1 halamanRecovery Schedule Plan 3 PDFRicardo NapitupuluBelum ada peringkat
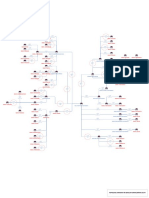
- Topologi Jaringan 49 Sekolah Sman/Smkn Se DiyDokumen2 halamanTopologi Jaringan 49 Sekolah Sman/Smkn Se DiyRicardo NapitupuluBelum ada peringkat
- Eng - M - Lifting Lug Cal - 2Dokumen6 halamanEng - M - Lifting Lug Cal - 2Ricardo NapitupuluBelum ada peringkat
- Support and Non Pressure Part Calculation of Foul ProductionDokumen34 halamanSupport and Non Pressure Part Calculation of Foul ProductionRicardo NapitupuluBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Mechanical Properties of Oil Palm Fibre-Reinforced Polymer Composites: A ReviewDokumen33 halamanMechanical Properties of Oil Palm Fibre-Reinforced Polymer Composites: A ReviewjaviergagocampusanoBelum ada peringkat
- Notes On Module 6 Acid Base Reactions 61715aaccd7e2Dokumen30 halamanNotes On Module 6 Acid Base Reactions 61715aaccd7e2Mahi ModiBelum ada peringkat
- Microbiology A Laboratory Manual 10th Edition Cappuccino Solutions ManualDokumen3 halamanMicrobiology A Laboratory Manual 10th Edition Cappuccino Solutions Manualzeldaguinevereiur100% (27)
- Engineering Corrosion OH-7: University of Hafr Al BatinDokumen27 halamanEngineering Corrosion OH-7: University of Hafr Al BatinHussain Al-DawoodBelum ada peringkat
- Home Engineering Tools Gas Natural Gas DensityDokumen5 halamanHome Engineering Tools Gas Natural Gas Densityrafik1995Belum ada peringkat
- MSDS - TNT Uv FluidDokumen11 halamanMSDS - TNT Uv FluidCahyo ArdoyoBelum ada peringkat
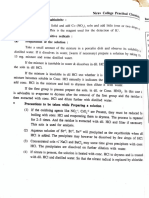
- Group Analysis For Qualitatively AnalysisDokumen13 halamanGroup Analysis For Qualitatively AnalysisVishalBelum ada peringkat
- Preparation of Zinc Oxide Nanoparticles and Its Application in Dental ScienceDokumen8 halamanPreparation of Zinc Oxide Nanoparticles and Its Application in Dental ScienceIJRASETPublicationsBelum ada peringkat
- Seaweed Polysaccharides (Agar, Alginate Carrageenan) : January 2018Dokumen12 halamanSeaweed Polysaccharides (Agar, Alginate Carrageenan) : January 2018Dwi PerbriyantiBelum ada peringkat
- Vaping PresentationDokumen24 halamanVaping PresentationDes0% (1)
- Karl Fisher Apparatus and Its Performance VerificationDokumen7 halamanKarl Fisher Apparatus and Its Performance VerificationDarlenis RodriguezBelum ada peringkat
- POM Delrin 100Dokumen5 halamanPOM Delrin 100countzeroaslBelum ada peringkat
- Nilai GiziDokumen3 halamanNilai GiziDwi Rendiani SeptaBelum ada peringkat
- Mass Spectrometry Dry Lab CHM 1021Dokumen7 halamanMass Spectrometry Dry Lab CHM 1021himaBelum ada peringkat
- Effect-of-cold-rolling-on-recrystallization-and-tensile-behavior-of-a-high-Mn-steel - 2016 - Materials-Characterization Ref 21Dokumen8 halamanEffect-of-cold-rolling-on-recrystallization-and-tensile-behavior-of-a-high-Mn-steel - 2016 - Materials-Characterization Ref 21waldemar medinaBelum ada peringkat
- KP FOOD STANDARDS Regulations cover food safetyDokumen363 halamanKP FOOD STANDARDS Regulations cover food safetyshahzad aliBelum ada peringkat
- RIPSTAR PRIMERv2Dokumen2 halamanRIPSTAR PRIMERv2Ankita Baban GavadeBelum ada peringkat
- 2021 3285 Moesm1 EsmDokumen33 halaman2021 3285 Moesm1 EsmDanila SaraninBelum ada peringkat
- Prepared By: Shanny G. Estera RPH: 5-HydrixymethylfurfuralDokumen4 halamanPrepared By: Shanny G. Estera RPH: 5-HydrixymethylfurfuralJennifer CamaBelum ada peringkat
- Safety Data Sheet: Product Name: UNIVIS HVI 13Dokumen12 halamanSafety Data Sheet: Product Name: UNIVIS HVI 13Haris AhmadBelum ada peringkat
- Proportions Grading Scales Gia Natural Diamond Grading ReportDokumen1 halamanProportions Grading Scales Gia Natural Diamond Grading ReportPamms IntlBelum ada peringkat
- CHM271 - Tutorial 2 - ThermodynamicsDokumen17 halamanCHM271 - Tutorial 2 - Thermodynamicsfiefy zmrBelum ada peringkat
- Refractories For The Cement Industry KILNDokumen16 halamanRefractories For The Cement Industry KILNPham tony1604Belum ada peringkat
- Paint Codes 1996 Land Cruiser 80 SeriesDokumen7 halamanPaint Codes 1996 Land Cruiser 80 SeriesJames Mirfin100% (1)
- Sma Pgri Batu: Newsweek Special IssuesDokumen3 halamanSma Pgri Batu: Newsweek Special Issueswaka smapgriBelum ada peringkat
- Zhang Et Al., 2019 DM ESTEDokumen22 halamanZhang Et Al., 2019 DM ESTEYon SadisticBelum ada peringkat
- Design of a Flaring System for Small Biogas Installations in Rural MaliDokumen74 halamanDesign of a Flaring System for Small Biogas Installations in Rural MaliMai Phuong Phan Tran100% (1)
- 11.3 (2 Files Merged)Dokumen28 halaman11.3 (2 Files Merged)Tae Soo LeeBelum ada peringkat
- Soybean Motor OilDokumen12 halamanSoybean Motor OilJessica FernandesBelum ada peringkat
- 002 Eia en - 7Dokumen350 halaman002 Eia en - 7Zaghum AbbasBelum ada peringkat