Anda mungkin juga menyukai
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Dari EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Belum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Dari EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Belum ada peringkat
- Mold and Die - PPTDokumen110 halamanMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- Blow Molding Design GuidlinesDokumen13 halamanBlow Molding Design Guidlinesmayank123Belum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Dari EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Penilaian: 5 dari 5 bintang5/5 (2)
- Moulding Technology: by Balraj TanwarDokumen37 halamanMoulding Technology: by Balraj TanwarVinod KumarBelum ada peringkat
- Theory of Moulds - ContentsDokumen9 halamanTheory of Moulds - Contentsnagesh_sprao19275% (4)
- C8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingDokumen23 halamanC8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingEdenilson FadekBelum ada peringkat
- Mould Design Part OneDokumen15 halamanMould Design Part Oneazizmaarof100% (3)
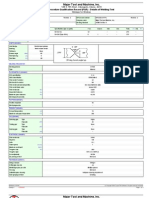
- Clamping Force & Tonnage CalculationDokumen3 halamanClamping Force & Tonnage CalculationJyoti KaleBelum ada peringkat
- Injection MouldinDokumen32 halamanInjection MouldinKarthick KarthickBelum ada peringkat
- Plastic Injection Molding Write UpDokumen16 halamanPlastic Injection Molding Write UpVishal MahajanBelum ada peringkat
- Molding CavityDokumen7 halamanMolding CavitySudarno BaraBelum ada peringkat
- Seminar On Split Cavity MouldDokumen43 halamanSeminar On Split Cavity MouldasgrutuBelum ada peringkat
- MoldDesign PDFDokumen320 halamanMoldDesign PDFManny GambinoBelum ada peringkat
- PIM 101 Ebook-1Dokumen33 halamanPIM 101 Ebook-1agniflameBelum ada peringkat
- Injection Moulding Defects: BlisterDokumen10 halamanInjection Moulding Defects: BlisterAmith S KaratkarBelum ada peringkat
- Design of The Injection MouldDokumen19 halamanDesign of The Injection MouldSiddhant Prakash GoyalBelum ada peringkat
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDokumen26 halamanFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanBelum ada peringkat
- Two Plate Three PlateDokumen15 halamanTwo Plate Three PlateHarshvardhan KharatBelum ada peringkat
- Injection Moulding REPORT PDFDokumen10 halamanInjection Moulding REPORT PDFmiraBelum ada peringkat
- PS Injection Mold Tool StandardsDokumen107 halamanPS Injection Mold Tool StandardsНикола МедићBelum ada peringkat
- Mold Design FeasabilityDokumen16 halamanMold Design FeasabilitySreedhar PugalendhiBelum ada peringkat
- Automotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Dokumen108 halamanAutomotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Annavarapu Gopalakrishna100% (1)
- Mold Spec GuideDokumen25 halamanMold Spec Guidemrj27050% (2)
- Injection Mould Hot RunnerDokumen17 halamanInjection Mould Hot RunnerKiran KumarBelum ada peringkat
- Protomold - Design For Mold AbilityDokumen16 halamanProtomold - Design For Mold Abilitylanning15Belum ada peringkat
- Mould Starndard Parts PDFDokumen13 halamanMould Starndard Parts PDFMohd Nazri SalimBelum ada peringkat
- New Injection Molding Machine SY200 I PDFDokumen5 halamanNew Injection Molding Machine SY200 I PDFkamelBelum ada peringkat
- Advance Injection Mould DesignDokumen175 halamanAdvance Injection Mould DesignŠetkić SemirBelum ada peringkat
- 塑模保養維修講義 mold maintenance handbook: By PimDokumen33 halaman塑模保養維修講義 mold maintenance handbook: By PimHồng Hoàng100% (1)
- Injection MouldingDokumen7 halamanInjection MouldingAzizol WahabBelum ada peringkat
- Injection Molding Troubleshooting Flash BurnmarksDokumen60 halamanInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- TM POM Moulding ManualDokumen50 halamanTM POM Moulding ManualprisimparamBelum ada peringkat
- Explain Basic Injection Molding Machine ProcessDokumen9 halamanExplain Basic Injection Molding Machine ProcessNazriBelum ada peringkat
- Plastic Mold MaintenanceDokumen5 halamanPlastic Mold MaintenanceHajjaji ImedBelum ada peringkat
- Injection MouldingDokumen33 halamanInjection MouldingArpit S SavarkarBelum ada peringkat
- A) Process Description and Potential MaterialsDokumen10 halamanA) Process Description and Potential MaterialsSaddy DipoBelum ada peringkat
- 02injection Moulding MachineDokumen31 halaman02injection Moulding MachineS Karthick KeyanBelum ada peringkat
- Moulding DefectsDokumen2 halamanMoulding Defectspavankumarsrs100% (2)
- Tooling Standards Manual: MouldsDokumen36 halamanTooling Standards Manual: Mouldsandre boniniBelum ada peringkat
- Chapter 2 Injection MoldsDokumen83 halamanChapter 2 Injection MoldsRadia ElkhaniBelum ada peringkat
- Design For Mouldability-UK092010Dokumen16 halamanDesign For Mouldability-UK092010mjobson100% (1)
- Injection Molded Part Problems & Solutions With: SkillbuilderDokumen2 halamanInjection Molded Part Problems & Solutions With: SkillbuilderradzBelum ada peringkat
- Plastic InjectionDokumen39 halamanPlastic InjectionRishav KumarBelum ada peringkat
- Mold Machining Methods, Part 1Dokumen22 halamanMold Machining Methods, Part 1Edenilson FadekBelum ada peringkat
- Hot RunnerDokumen98 halamanHot RunnerSree Raj67% (3)
- 9 Ejection System PDFDokumen10 halaman9 Ejection System PDFBa BuBelum ada peringkat
- Trouble Shooting in The Injection MoldingDokumen41 halamanTrouble Shooting in The Injection MoldingHicham AhmamsiBelum ada peringkat
- A Runner-Gate DesignDokumen9 halamanA Runner-Gate DesignKetan ChhedaBelum ada peringkat
- Design of Family Mould Tool For Plastic BoxDokumen4 halamanDesign of Family Mould Tool For Plastic BoxEditor IJTSRDBelum ada peringkat
- Injection Molding MethodsDokumen23 halamanInjection Molding MethodsKi SeyBelum ada peringkat
- Injection Mold Design Engineering Complete Self-Assessment GuideDari EverandInjection Mold Design Engineering Complete Self-Assessment GuideBelum ada peringkat
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlDari EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouBelum ada peringkat
- Professor Joe Greene Csu, ChicoDokumen15 halamanProfessor Joe Greene Csu, ChicoTushar Prakash ChaudhariBelum ada peringkat
- Injection Mould Unit-IIDokumen103 halamanInjection Mould Unit-II20PP001 balaji suresh bhaleBelum ada peringkat
- 2.17. Design Procedure For Progressive DiesDokumen2 halaman2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- EHEDG Kerbs and Coving and Doorprotection Section 15 1 13Dokumen8 halamanEHEDG Kerbs and Coving and Doorprotection Section 15 1 13AnnBelum ada peringkat
- Rencana Impor - Alas Kaki HS Code 6404 - PT Omega Fashindo AdiperkasaDokumen21 halamanRencana Impor - Alas Kaki HS Code 6404 - PT Omega Fashindo AdiperkasaDede ariefBelum ada peringkat
- Astm 6061-6082-6005 Comparativa ExcelDokumen1 halamanAstm 6061-6082-6005 Comparativa Exceljuan rodriguezBelum ada peringkat
- JFE's Super Abrasion-Resistant Steel PlateDokumen4 halamanJFE's Super Abrasion-Resistant Steel PlateKYAW SOEBelum ada peringkat
- Arrebol Patagonia HotelDokumen2 halamanArrebol Patagonia HotelVictor StefanBelum ada peringkat
- State-of-the-Art Report On Fiber Reinforced Plastic (FRP) Reinforcement For Concrete StructuresDokumen65 halamanState-of-the-Art Report On Fiber Reinforced Plastic (FRP) Reinforcement For Concrete StructuresDIDIER ANGEL LOPEZ RINCONBelum ada peringkat
- Procedure Qualification RecordDokumen3 halamanProcedure Qualification RecordShaik ShahBelum ada peringkat
- Din 1693Dokumen11 halamanDin 1693vitor7hugo100% (3)
- Alloy 309Dokumen3 halamanAlloy 309Branko FerenčakBelum ada peringkat
- Water Proofing - W02 - Work Method StatementDokumen3 halamanWater Proofing - W02 - Work Method StatementJohn Rhey Lofranco TagalogBelum ada peringkat
- Fiberglass Hot Sticks: Standard SpecificationsDokumen4 halamanFiberglass Hot Sticks: Standard Specificationsadventure11111Belum ada peringkat
- Basic Technology JSS 3Dokumen5 halamanBasic Technology JSS 3Peace OfemBelum ada peringkat
- Effect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronDokumen5 halamanEffect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronIjabiBelum ada peringkat
- Requerimientos ABS Pruebas MecanicasDokumen7 halamanRequerimientos ABS Pruebas MecanicasGilberto ZamudioBelum ada peringkat
- Group D: Filament Winding Process For CompositesDokumen33 halamanGroup D: Filament Winding Process For CompositesTerminal VelocityBelum ada peringkat
- Katalog CaravanDokumen19 halamanKatalog CaravanOctavian GrecuBelum ada peringkat
- 2006 PCA Sand-GradationDokumen4 halaman2006 PCA Sand-GradationmordeauxBelum ada peringkat
- Hand ToolsDokumen4 halamanHand Toolsayessa evangelistaBelum ada peringkat
- Int-Ncr-185 Int-Ncr-262 Int-Ncr-408 Int-Ncr-412 Int-Ncr-413 Int-Ncr-414 Int-Ncr-416 Int-Ncr-417 Int-Ncr-418 Int-Ncr-419 Int-Ncr-420 Int-Ncr-421Dokumen1 halamanInt-Ncr-185 Int-Ncr-262 Int-Ncr-408 Int-Ncr-412 Int-Ncr-413 Int-Ncr-414 Int-Ncr-416 Int-Ncr-417 Int-Ncr-418 Int-Ncr-419 Int-Ncr-420 Int-Ncr-421kkhafajiBelum ada peringkat
- Catalog FecoDokumen16 halamanCatalog FecoAndra IleaBelum ada peringkat
- Mse230 E2 Practice SolDokumen20 halamanMse230 E2 Practice SolAkshit PandeyBelum ada peringkat
- Quonset Hut Product Steel MasterDokumen8 halamanQuonset Hut Product Steel Masterhedi.chaouch007Belum ada peringkat
- Fig. 1.2 BRICKSDokumen53 halamanFig. 1.2 BRICKSDishant ChandraBelum ada peringkat
- AENOR Product Certificate: PlasticsDokumen2 halamanAENOR Product Certificate: PlasticsEliud RodriguezBelum ada peringkat
- Reference 101. Effect of Fibers in Concrete CompositesDokumen13 halamanReference 101. Effect of Fibers in Concrete Compositesᜎᜒᜌᜓᜈᜒᜎ᜔ ᜄ᜔ᜏᜇᜒᜈ᜔Belum ada peringkat
- ALB-TENANT HANDBOOK (English)Dokumen73 halamanALB-TENANT HANDBOOK (English)Huỳnh Đức ThiệnBelum ada peringkat
- NA2XSEFGbY PDFDokumen5 halamanNA2XSEFGbY PDFRizki IrawanBelum ada peringkat
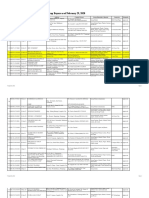
- List of CDC Accreditated Scrap Buyers As of February 29, 2020Dokumen10 halamanList of CDC Accreditated Scrap Buyers As of February 29, 2020Jnb CreativeBelum ada peringkat
- TopFlite Components - Spring Band & Termination BandDokumen1 halamanTopFlite Components - Spring Band & Termination Bandbruce774Belum ada peringkat
- Cọc tiếp địa thép mạ đồng hãng-GRCBU 348 Kumwell-Thái Lan Liên hệ 0918527890-Mr. ThuậnDokumen1 halamanCọc tiếp địa thép mạ đồng hãng-GRCBU 348 Kumwell-Thái Lan Liên hệ 0918527890-Mr. ThuậnThuan NguyenBelum ada peringkat