Anda mungkin juga menyukai
- Magnetic Particle Inspection Levels 1, 2 & 3 Q & ADokumen57 halamanMagnetic Particle Inspection Levels 1, 2 & 3 Q & Amikebowen90% (10)
- Magnetic Particle Inspection Levels 1, 2 & 3 Q & ADokumen57 halamanMagnetic Particle Inspection Levels 1, 2 & 3 Q & Amikebowen90% (10)
- CNAF NAE GB Student Book (Ver 1070)Dokumen190 halamanCNAF NAE GB Student Book (Ver 1070)Joshua StuartBelum ada peringkat
- Operations & Training Risk Management Plan: ObjectiveDokumen3 halamanOperations & Training Risk Management Plan: ObjectiveSunderBelum ada peringkat
- Your Goals and Priorities Rated and TrackedDokumen4 halamanYour Goals and Priorities Rated and TrackedBruna ParenteBelum ada peringkat
- Paynter Chart With CCARDokumen11 halamanPaynter Chart With CCARKhushboo RajBelum ada peringkat
- Volvo Production System Anne May Engdahl PDFDokumen34 halamanVolvo Production System Anne May Engdahl PDFShlok DixitBelum ada peringkat
- The 4-Box Method of Clinical Ethics-Prof HakimiDokumen14 halamanThe 4-Box Method of Clinical Ethics-Prof HakimibloadyroarBelum ada peringkat
- Webinar-2. Turning The SDCA Cycle For Daily Management (Watson, 2021)Dokumen52 halamanWebinar-2. Turning The SDCA Cycle For Daily Management (Watson, 2021)taghavi1347Belum ada peringkat
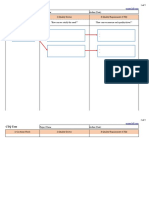
- FC/CP WorksheetDokumen4 halamanFC/CP WorksheetVu NguyenBelum ada peringkat
- Hoshin Kanri Planning BookDokumen30 halamanHoshin Kanri Planning BookMarco Antonio Figueroa RamírezBelum ada peringkat
- Process Capability TrainingDokumen54 halamanProcess Capability TrainingAperez_1990Belum ada peringkat
- Chapter 5 - Quality CostDokumen16 halamanChapter 5 - Quality CostDM RodBelum ada peringkat
- Webinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)Dokumen59 halamanWebinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)taghavi1347Belum ada peringkat
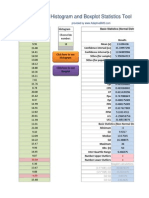
- Histogram Box Plot Statistics AdaptiveBMSDokumen13 halamanHistogram Box Plot Statistics AdaptiveBMSashutoshrvBelum ada peringkat
- FMEA Methodology for Quality Improvement in Sheet Metal IndustryDokumen5 halamanFMEA Methodology for Quality Improvement in Sheet Metal IndustryDanistergladwinBelum ada peringkat
- Design Review Based On Failure Mode 1-Day Workshop by TetrahedronDokumen2 halamanDesign Review Based On Failure Mode 1-Day Workshop by TetrahedrontetrahedronBelum ada peringkat
- FMEA & Cost of Quality (COQ) Analysis Tool: EXAMPLE: Current StateDokumen51 halamanFMEA & Cost of Quality (COQ) Analysis Tool: EXAMPLE: Current StateDerecichei SergiuBelum ada peringkat
- Difference between Rework & Repair as per IATF 16949Dokumen19 halamanDifference between Rework & Repair as per IATF 16949Danang Widoyoko100% (1)
- Statistical Process Control QPSPDokumen166 halamanStatistical Process Control QPSPRAVISSAGARBelum ada peringkat
- Modern Guide Standard Work DozukiDokumen30 halamanModern Guide Standard Work Dozukisteved_43Belum ada peringkat
- Measure Process Performance with Cp, Cpk, Pp and PpkDokumen11 halamanMeasure Process Performance with Cp, Cpk, Pp and Ppkjaskaran singhBelum ada peringkat
- JH - Kaizen Training ModuleDokumen19 halamanJH - Kaizen Training Moduleshariq warsiBelum ada peringkat
- Final Report TPM PartDokumen16 halamanFinal Report TPM PartNikita AwasthiBelum ada peringkat
- Nissan's Global Strategy: March 1, 2007 Tadao Takahashi Executive Vice President Nissan Motor Co., LTDDokumen16 halamanNissan's Global Strategy: March 1, 2007 Tadao Takahashi Executive Vice President Nissan Motor Co., LTDazriffarisBelum ada peringkat
- Poka Yoke Mistake Proofing GuideDokumen85 halamanPoka Yoke Mistake Proofing GuideEduardo Magana100% (1)
- 5j GM1927 84 Drill Deep Worksheet 12 Oct 04Dokumen2 halaman5j GM1927 84 Drill Deep Worksheet 12 Oct 04jesusmemBelum ada peringkat
- A3 Process Guide for Improving Patient TransportDokumen14 halamanA3 Process Guide for Improving Patient TransportJayantRKBelum ada peringkat
- CTQ Tree Template 01Dokumen2 halamanCTQ Tree Template 01Ung Kok AikBelum ada peringkat
- QRQC PresentationDokumen17 halamanQRQC PresentationmailqaBelum ada peringkat
- ASQ - Design FMEADokumen35 halamanASQ - Design FMEABESBelum ada peringkat
- 8D 12712Dokumen6 halaman8D 12712p4 ifmiaBelum ada peringkat
- Tools for Process ControlDokumen39 halamanTools for Process ControlJai Veer SinghBelum ada peringkat
- Week 10 - Autonomous Defects Control (Pokayoke Jidoka)Dokumen43 halamanWeek 10 - Autonomous Defects Control (Pokayoke Jidoka)Nguyễn Ngọc Minh Quân100% (1)
- NCM DB - 8D Problem Solving Training Ver 1.1Dokumen24 halamanNCM DB - 8D Problem Solving Training Ver 1.1Memo Gonzalez Aleman100% (1)
- SMM598 Six Sigma For Managers May June 2Dokumen12 halamanSMM598 Six Sigma For Managers May June 2MickloSoberanBelum ada peringkat
- Global 8D Training Report Example: Created by Visteon Europe STA DepartmentDokumen3 halamanGlobal 8D Training Report Example: Created by Visteon Europe STA DepartmentSudhaBelum ada peringkat
- FMEA Minus The PainDokumen7 halamanFMEA Minus The PainMUNISBelum ada peringkat
- Cost of Quality: Understanding Prevention & Failure CostsDokumen4 halamanCost of Quality: Understanding Prevention & Failure CostsnowsheenbdBelum ada peringkat
- Pillar: Hinshitsu Hozen or Quality MaintenanceDokumen27 halamanPillar: Hinshitsu Hozen or Quality MaintenanceGREENEXE BUSINESS CONSULTANTBelum ada peringkat
- Continuous Improvement Toolkit: A3 ThinkingDokumen60 halamanContinuous Improvement Toolkit: A3 ThinkingAmit Kumar SinghBelum ada peringkat
- Lean Six Sigma ToolkitDokumen63 halamanLean Six Sigma ToolkitLOLIMBelum ada peringkat
- 7 Magnificent Tools of QualityDokumen31 halaman7 Magnificent Tools of Qualityjunaid_256Belum ada peringkat
- Lean IntroDokumen27 halamanLean Introjitendrasutar1975Belum ada peringkat
- 供应商培训资料 8D PDFDokumen77 halaman供应商培训资料 8D PDFFisher1987Belum ada peringkat
- Office (Eng)Dokumen31 halamanOffice (Eng)kingathur26681Belum ada peringkat
- 3L and 5 Why Presentation - MKGDokumen70 halaman3L and 5 Why Presentation - MKGMukesh GuptaBelum ada peringkat
- Continuous Improvement: Combining Total Productive Maintenance and Culture ChangeDokumen24 halamanContinuous Improvement: Combining Total Productive Maintenance and Culture ChangeBorisBelum ada peringkat
- First Time Quality: SAP Course #: 62006505Dokumen65 halamanFirst Time Quality: SAP Course #: 62006505MickloSoberanBelum ada peringkat
- Non Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLDokumen1 halamanNon Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLAyush NarangBelum ada peringkat
- Yamada Concepts14aDokumen30 halamanYamada Concepts14aPedro Apodaca SamBelum ada peringkat
- Xfmea Pfmea PDFDokumen8 halamanXfmea Pfmea PDFvinidesoBelum ada peringkat
- Step by step guide to focused improvement implementationDokumen22 halamanStep by step guide to focused improvement implementationSatya Prakash BarikBelum ada peringkat
- Quality Maintenance: 7. Maintain ConditionsDokumen7 halamanQuality Maintenance: 7. Maintain ConditionsgcldesignBelum ada peringkat
- 3) LeanDokumen14 halaman3) LeanSnehaBelum ada peringkat
- Compensation Management Assignment: Shingo ModelDokumen3 halamanCompensation Management Assignment: Shingo ModelHarsheen KaurBelum ada peringkat
- Kamishibai - Golden TriangleDokumen12 halamanKamishibai - Golden TriangleMadhavaKrishnaBelum ada peringkat
- SPC Training Material - 18!04!2018Dokumen34 halamanSPC Training Material - 18!04!2018Rajesh KumarBelum ada peringkat
- OEE PresentationDokumen15 halamanOEE PresentationIbrahim FaragBelum ada peringkat
- Ability Check SheetDokumen9 halamanAbility Check Sheetravindra191274Belum ada peringkat
- Introduction to Kaizen ー改 善, Kyosei ー虚勢& Obeya - 緒部屋: How to be Creative, Innovative, Fast & FlexibleDokumen25 halamanIntroduction to Kaizen ー改 善, Kyosei ー虚勢& Obeya - 緒部屋: How to be Creative, Innovative, Fast & FlexibleRachmat BoerhanBelum ada peringkat
- Manufacturing Facilities A Complete Guide - 2019 EditionDari EverandManufacturing Facilities A Complete Guide - 2019 EditionBelum ada peringkat
- Automotive Quality Management Systems A Complete Guide - 2020 EditionDari EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionBelum ada peringkat
- Engineering Simulation Predicts Production QualityDokumen23 halamanEngineering Simulation Predicts Production QualityvikeshmBelum ada peringkat
- Thermoplastics Design Guide 1108Dokumen6 halamanThermoplastics Design Guide 1108vikeshmBelum ada peringkat
- Automotive Standard UpdateDokumen106 halamanAutomotive Standard UpdateKunal KarmakarBelum ada peringkat
- Bolted Joints Technology Design GuideDokumen44 halamanBolted Joints Technology Design GuideTugay ArıçBelum ada peringkat
- The Ral Colour Standard For Plastics: Ral P2 With 200 ColoursDokumen5 halamanThe Ral Colour Standard For Plastics: Ral P2 With 200 ColoursvikeshmBelum ada peringkat
- CH 9Dokumen6 halamanCH 9rammech85Belum ada peringkat
- CH 9Dokumen6 halamanCH 9rammech85Belum ada peringkat
- PBT-010 CelanesePolyesterTechTG AM 0613Dokumen80 halamanPBT-010 CelanesePolyesterTechTG AM 0613vikeshm100% (1)
- Joint Design A Critical Factor in Strong Bonds General Guidelines For Ultrasonic Vibration and Spin WeldingDokumen6 halamanJoint Design A Critical Factor in Strong Bonds General Guidelines For Ultrasonic Vibration and Spin WeldingvikeshmBelum ada peringkat
- Magnetic Particle TestingDokumen38 halamanMagnetic Particle Testingtbmari100% (2)
- Captive Screws - Cap Head: Hex. SocketDokumen5 halamanCaptive Screws - Cap Head: Hex. SocketvikeshmBelum ada peringkat
- Understanding Key Specs of Linear Hall Effect SensorsDokumen9 halamanUnderstanding Key Specs of Linear Hall Effect SensorsvikeshmBelum ada peringkat
- Engine Leak TestingDokumen13 halamanEngine Leak TestingvikeshmBelum ada peringkat
- Polymer ShrinkageDokumen5 halamanPolymer ShrinkageGiap NguyenBelum ada peringkat
- Leak Test Handbook: Measuring, Testing, Practical UseDokumen36 halamanLeak Test Handbook: Measuring, Testing, Practical UsevikeshmBelum ada peringkat
- Polymer ShrinkageDokumen5 halamanPolymer ShrinkageGiap NguyenBelum ada peringkat
- Gauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionDokumen19 halamanGauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionVishwanadhBelum ada peringkat
- SPS Terminal CatologueDokumen8 halamanSPS Terminal CatologuevikeshmBelum ada peringkat
- TT Terminal Technology Company-ProfileDokumen17 halamanTT Terminal Technology Company-ProfilevikeshmBelum ada peringkat
- ME 424/426 Drawing GuidelinesDokumen5 halamanME 424/426 Drawing GuidelinesshivajitagiBelum ada peringkat
- Century TyWood Manufacturing Reference GuideDokumen13 halamanCentury TyWood Manufacturing Reference GuidevikeshmBelum ada peringkat
- CMC8458 Cablecraft Products Catalog Final No Crop MarksDokumen84 halamanCMC8458 Cablecraft Products Catalog Final No Crop MarksvikeshmBelum ada peringkat
- Products Catalog for Force Measurement Tools 2013Dokumen16 halamanProducts Catalog for Force Measurement Tools 2013vikeshmBelum ada peringkat
- AnodizingDokumen14 halamanAnodizingvikeshmBelum ada peringkat
- National Guide To Alliance ContractingDokumen166 halamanNational Guide To Alliance ContractingLy LeBelum ada peringkat
- Cybersecurity For Smaller OrganizationsDokumen17 halamanCybersecurity For Smaller OrganizationsMohamed Garba MoussaBelum ada peringkat
- CUHK STAT LeafletDokumen4 halamanCUHK STAT LeaflethihiBelum ada peringkat
- Firetrace-Report-US Offshore Fire RiskDokumen16 halamanFiretrace-Report-US Offshore Fire RiskNorbertoBelum ada peringkat
- Environmental Surveying and DemolitionDokumen16 halamanEnvironmental Surveying and DemolitionAnders LaursenBelum ada peringkat
- Master Thesis LogisticsDokumen8 halamanMaster Thesis LogisticsWendy Hager100% (2)
- RCGP NSPCC Safeguarding Children ToolkitDokumen223 halamanRCGP NSPCC Safeguarding Children ToolkitMirela Cojocaru StetcoBelum ada peringkat
- Private Practice Business Plan TemplateDokumen34 halamanPrivate Practice Business Plan TemplateThe MinisterBelum ada peringkat
- Noya Caregiving Demo Lesson PlanDokumen6 halamanNoya Caregiving Demo Lesson PlanAntonette NoyaBelum ada peringkat
- Safety in Chemical Process IndustriesDokumen22 halamanSafety in Chemical Process IndustriesHimanshu SinghBelum ada peringkat
- Financial DistressDokumen12 halamanFinancial DistressLakshmiRengarajanBelum ada peringkat
- Cswip Rules & Code of EthicsDokumen2 halamanCswip Rules & Code of EthicsHafdi NawfalBelum ada peringkat
- Tuv Sud Risk Based Inspection and MaintenanceDokumen2 halamanTuv Sud Risk Based Inspection and Maintenancemrizalygani99Belum ada peringkat
- Distribution On Insurance SectorDokumen23 halamanDistribution On Insurance SectorSIDHARTH TiwariBelum ada peringkat
- Polar Code Text As AdoptedDokumen54 halamanPolar Code Text As AdoptedAbdel Nasser Al-sheikh YousefBelum ada peringkat
- Overview of Health and Safety in Tunnel Construction.: D. R. LamontDokumen12 halamanOverview of Health and Safety in Tunnel Construction.: D. R. LamontHarold TaylorBelum ada peringkat
- Accident Analysis and PreventionDokumen13 halamanAccident Analysis and PreventionNamaku AndaBelum ada peringkat
- Regulatory Reform (Fire Safety) Order 2005: Estate LocationDokumen20 halamanRegulatory Reform (Fire Safety) Order 2005: Estate LocationtitsBelum ada peringkat
- Principles of Asset Demand TheoryDokumen21 halamanPrinciples of Asset Demand TheoryThùy Vân NguyễnBelum ada peringkat
- Affect HeuristicDokumen20 halamanAffect HeuristicYash PokernaBelum ada peringkat
- 1.2 Introduction To Process SafetyDokumen49 halaman1.2 Introduction To Process SafetyFazli FadilBelum ada peringkat
- Lectura 1 Why IT Projects FailDokumen8 halamanLectura 1 Why IT Projects FailLeonardo AguirreBelum ada peringkat
- U6 Homework WorksheetDokumen7 halamanU6 Homework WorksheetHoài My Lê ThịBelum ada peringkat
- LW Lamb Weston Investor Day Deck Final Oct 2016Dokumen85 halamanLW Lamb Weston Investor Day Deck Final Oct 2016Ala Baster100% (1)
- ISO 22301 Self Assessment FormDokumen3 halamanISO 22301 Self Assessment FormAbba HassaneBelum ada peringkat
- Corporate Governance in Indian Banking Sector:: Page - 1Dokumen56 halamanCorporate Governance in Indian Banking Sector:: Page - 1ZEN COMPBelum ada peringkat
- Emerging Issues Report - Covid-19 and Social Development - FINAL - 24.9.2020 EditsDokumen86 halamanEmerging Issues Report - Covid-19 and Social Development - FINAL - 24.9.2020 EditsTanzia RahmanBelum ada peringkat