Anda mungkin juga menyukai
- Punch and DieDokumen16 halamanPunch and DieNani DatrikaBelum ada peringkat
- Design and development of progressive toolsDokumen70 halamanDesign and development of progressive toolsHari KishanBelum ada peringkat
- Design and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetDokumen6 halamanDesign and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetSIMONEBelum ada peringkat
- Six Weeks Industrial Training ReportDokumen27 halamanSix Weeks Industrial Training ReportGagan Deep100% (2)
- Chapter 4 Die DesignDokumen102 halamanChapter 4 Die DesignTamirat Nemomsa100% (3)
- DV11PUB9 Study Guide PDFDokumen5 halamanDV11PUB9 Study Guide PDFEnriqueGDBelum ada peringkat
- Sheet Metal Stamping GuideDokumen5 halamanSheet Metal Stamping Guider_saniosBelum ada peringkat
- Study of Designing, Manufacturing and Testing of Multi-Slide Press Tool For Arch-Chute ComponentDokumen8 halamanStudy of Designing, Manufacturing and Testing of Multi-Slide Press Tool For Arch-Chute Componentsreekanth mBelum ada peringkat
- Types of DiesDokumen17 halamanTypes of DiesJayditya KumarBelum ada peringkat
- Sheet Metal Stamping Dies & ProcessesDokumen5 halamanSheet Metal Stamping Dies & ProcessesValentin CraciunBelum ada peringkat
- Press Tool ReportDokumen40 halamanPress Tool ReportIshu Bassan100% (2)
- Fabrication of Eccentric Hammer Cam Machanism For Industrial PurposeDokumen38 halamanFabrication of Eccentric Hammer Cam Machanism For Industrial PurposeANAND KRISHNANBelum ada peringkat
- Design and Manufacturing of Mini Milling MachineDokumen56 halamanDesign and Manufacturing of Mini Milling MachineSachin HolkarBelum ada peringkat
- Jig AssignmentDokumen26 halamanJig Assignmentkalu kioBelum ada peringkat
- Design Analysis and Overview of Press Tool With Its Defects and RemediesDokumen10 halamanDesign Analysis and Overview of Press Tool With Its Defects and Remediesh_eijy2743Belum ada peringkat
- Press Tool Design 1Dokumen16 halamanPress Tool Design 1utkarshtyagi2307Belum ada peringkat
- Process of Press Tool Design and Its Manufacturing For Blanking OperationDokumen8 halamanProcess of Press Tool Design and Its Manufacturing For Blanking OperationamdevaBelum ada peringkat
- Turning Aerospace IndustryDokumen12 halamanTurning Aerospace Industryawaism471Belum ada peringkat
- Dsi and Anly ProjectDokumen17 halamanDsi and Anly ProjectGurpreet singhBelum ada peringkat
- Combination DieDokumen10 halamanCombination Dieviswanand2203Belum ada peringkat
- Bending Die DesignDokumen46 halamanBending Die DesignSujit Mule83% (6)
- Press WorkDokumen42 halamanPress WorkanilBelum ada peringkat
- Jig DesignDokumen23 halamanJig DesignЦырен ЖалсаповBelum ada peringkat
- Press Tool Design, Manufacture and AnalysisDokumen2 halamanPress Tool Design, Manufacture and AnalysisRiz KiBelum ada peringkat
- Tool Engg..ex..5Dokumen10 halamanTool Engg..ex..5Sidpara DeepBelum ada peringkat
- ProjectDokumen15 halamanProjectpravdivBelum ada peringkat
- Tilting ViceDokumen35 halamanTilting ViceAakash DindigulBelum ada peringkat
- Design and Analysis of Indexing Type of Drill JigDokumen6 halamanDesign and Analysis of Indexing Type of Drill JigInternational Organization of Scientific Research (IOSR)Belum ada peringkat
- Takele ManufacturingDokumen21 halamanTakele Manufacturingdawit solomonBelum ada peringkat
- Sheet Metal Puching Metal FormingDokumen27 halamanSheet Metal Puching Metal FormingTarundeep SinghBelum ada peringkat
- 1.1 Types of FixturesDokumen19 halaman1.1 Types of FixturesSrinivas DsBelum ada peringkat
- A Review On Process of Press Tool Design and Its ManufacturingDokumen5 halamanA Review On Process of Press Tool Design and Its Manufacturingviju143Belum ada peringkat
- A Project Report OnDokumen38 halamanA Project Report Onmis2hijosBelum ada peringkat
- Metal Stamping Dies - Part One - KEY To METALS ArticleDokumen3 halamanMetal Stamping Dies - Part One - KEY To METALS Articlekumarpankaj030Belum ada peringkat
- ,!7IA8H2 Gdeeia!Dokumen473 halaman,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Machining Parameters in Turning ProcessDokumen78 halamanMachining Parameters in Turning Processnastaeenbaig1100% (1)
- DFM Application To Sheet-Metal WorkingDokumen21 halamanDFM Application To Sheet-Metal Workingsmartcad60Belum ada peringkat
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Dokumen14 halaman202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY ABelum ada peringkat
- 01 Introduction To Press ToolsDokumen9 halaman01 Introduction To Press ToolsAngelo De DominicisBelum ada peringkat
- Mini Review On Desiging of Press Tools For Sheet Metal PartsDokumen11 halamanMini Review On Desiging of Press Tools For Sheet Metal Partsdhananjaya_eeeBelum ada peringkat
- Ijri Me 02 0010Dokumen7 halamanIjri Me 02 0010ijripublishersBelum ada peringkat
- Cutting Tool (Milling Machine) PerformanceDokumen12 halamanCutting Tool (Milling Machine) PerformanceLashawn de MelBelum ada peringkat
- Research Methodology Report:: Design and Fabrication of Blanking ToolsDokumen20 halamanResearch Methodology Report:: Design and Fabrication of Blanking ToolsDilshad S FaisalBelum ada peringkat
- CH-1 MachiningDokumen29 halamanCH-1 MachiningAbreham DerejeBelum ada peringkat
- Design and Analysis of Box Type of Drill JigDokumen9 halamanDesign and Analysis of Box Type of Drill JigamolBelum ada peringkat
- Broaching FixtureDokumen6 halamanBroaching Fixturemahmoudelsayad01013Belum ada peringkat
- Objective: Two Basic Types Processing Operations: Transform A Work Material From One State of Completion To ADokumen16 halamanObjective: Two Basic Types Processing Operations: Transform A Work Material From One State of Completion To ASaad AliKhanBelum ada peringkat
- Experimental Studies On Formability in Single Point Incremental FormingDokumen27 halamanExperimental Studies On Formability in Single Point Incremental Formingvenkatesh mohanBelum ada peringkat
- The Structure and Design of Press DiesDokumen35 halamanThe Structure and Design of Press DiesAjmal MohammedBelum ada peringkat
- Laboratory 6Dokumen9 halamanLaboratory 6Andy BirdieBelum ada peringkat
- Mechanical Engineering Project on Design and Fabrication of Gear Cutting Attachment for Lathe MachineDokumen46 halamanMechanical Engineering Project on Design and Fabrication of Gear Cutting Attachment for Lathe MachineSURESHBelum ada peringkat
- Bahir Dar University Institute of TechnologyDokumen11 halamanBahir Dar University Institute of TechnologyAsg DmlBelum ada peringkat
- The International Journal of Engineering and Science (The IJES)Dokumen6 halamanThe International Journal of Engineering and Science (The IJES)theijesBelum ada peringkat
- A Review On Process of Press Tool Design and Its ManufacturingDokumen5 halamanA Review On Process of Press Tool Design and Its ManufacturingRui MatiasBelum ada peringkat
- Production Engineering: Jig and Tool DesignDari EverandProduction Engineering: Jig and Tool DesignPenilaian: 4 dari 5 bintang4/5 (9)
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerDari EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerPenilaian: 4 dari 5 bintang4/5 (1)
- Tixjz 2017 PDFDokumen3 halamanTixjz 2017 PDFN1234mBelum ada peringkat
- Crankshaft DesignDokumen68 halamanCrankshaft Designtharad67% (3)
- Apr 88372Dokumen2 halamanApr 88372N1234mBelum ada peringkat
- CEGP013091: Power Plant Engineering (2012 Pattern)Dokumen3 halamanCEGP013091: Power Plant Engineering (2012 Pattern)N1234mBelum ada peringkat
- Nutan Maharashtra Inst. of Engg. & TechDokumen1 halamanNutan Maharashtra Inst. of Engg. & TechN1234mBelum ada peringkat
- TLC Quicktip ExcelDokumen12 halamanTLC Quicktip ExcelRajas GuruBelum ada peringkat
- Hcdbhmfgumumkkkdt 1lhgfe PDFDokumen2 halamanHcdbhmfgumumkkkdt 1lhgfe PDFN1234mBelum ada peringkat
- B.E. (Mechanical Engineering) : Advanced Manufacturing Processes (2012 Pattern) (Semester - I)Dokumen3 halamanB.E. (Mechanical Engineering) : Advanced Manufacturing Processes (2012 Pattern) (Semester - I)N1234mBelum ada peringkat
- (4959) - 1041 B.E. (Mechanical Engineering) Advanced Manufacturing Processes (2012 Pattern) (Semester - I) (End Sem.) (402045D) (Elective - II)Dokumen4 halaman(4959) - 1041 B.E. (Mechanical Engineering) Advanced Manufacturing Processes (2012 Pattern) (Semester - I) (End Sem.) (402045D) (Elective - II)N1234mBelum ada peringkat
- Official SSC CHSL Recruitment Notification 2017Dokumen31 halamanOfficial SSC CHSL Recruitment Notification 2017Kshitija100% (1)
- Qdkdfkfs For Gogreen FacilityDokumen2 halamanQdkdfkfs For Gogreen FacilityN1234mBelum ada peringkat
- MCQs General Unit IDokumen25 halamanMCQs General Unit IN1234m100% (1)
- Vibration Analysis of CI Engine Using FFT AnalyzerDokumen6 halamanVibration Analysis of CI Engine Using FFT AnalyzerN1234mBelum ada peringkat
- New Excel 2007 QuicktipDokumen1 halamanNew Excel 2007 QuicktipN1234mBelum ada peringkat
- 60b7d5156166b47d4c PDFDokumen6 halaman60b7d5156166b47d4c PDFAnkush_1Belum ada peringkat
- Quantitative AptitudeDokumen2 halamanQuantitative AptitudeSivakumar MBelum ada peringkat
- Basic Grammar Part 1Dokumen16 halamanBasic Grammar Part 1N1234mBelum ada peringkat
- BEE Unit I Q's and Numericals.Dokumen8 halamanBEE Unit I Q's and Numericals.N1234mBelum ada peringkat
- Ansys InstallDokumen2 halamanAnsys Installhanxi100% (1)
- Prefixes & SuffixesDokumen4 halamanPrefixes & SuffixesN1234mBelum ada peringkat
- (WWW - Entrance Exam - Net) Physical StandardDokumen8 halaman(WWW - Entrance Exam - Net) Physical StandardN1234mBelum ada peringkat
- Question Booklet Physics4593Dokumen4 halamanQuestion Booklet Physics4593N1234mBelum ada peringkat
- Ansys InstallDokumen2 halamanAnsys Installhanxi100% (1)
- Cover PageDokumen1 halamanCover PageN1234mBelum ada peringkat
- Cover PageDokumen1 halamanCover PageN1234mBelum ada peringkat
- G-1234567890 HR-6833-415E-A838-C4A7-1670 Hnnn-Ennn-Rrrr-Rrrr-Rrrr-Rrrr 24 Apr 2020Dokumen1 halamanG-1234567890 HR-6833-415E-A838-C4A7-1670 Hnnn-Ennn-Rrrr-Rrrr-Rrrr-Rrrr 24 Apr 2020N1234mBelum ada peringkat
- ReadmemDokumen1 halamanReadmemN1234mBelum ada peringkat
- LicenseDokumen22 halamanLicenseN1234mBelum ada peringkat
- ReadmemDokumen1 halamanReadmemN1234mBelum ada peringkat
- Cowells Manuals PDFDokumen16 halamanCowells Manuals PDFpedjaBelum ada peringkat
- Cutting Tool Materials and Machinability GuideDokumen63 halamanCutting Tool Materials and Machinability GuideTharunBelum ada peringkat
- CAD CAM CNC Software Brochure enDokumen4 halamanCAD CAM CNC Software Brochure enHallym' SonBelum ada peringkat
- Basic Fundamentals of CNC Machine OperationDokumen20 halamanBasic Fundamentals of CNC Machine Operationnandusp1Belum ada peringkat
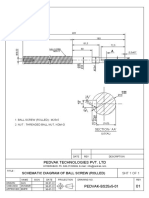
- BALL SCREW 25 x5Dokumen1 halamanBALL SCREW 25 x5sanket ghadigaonkarBelum ada peringkat
- Medida PGDokumen2 halamanMedida PGluanfaleBelum ada peringkat
- Technology Plan and Infrastructure Support SystemDokumen6 halamanTechnology Plan and Infrastructure Support Systemjouie tabilinBelum ada peringkat
- Final To PrintDokumen63 halamanFinal To Printsamuel fekadeBelum ada peringkat
- GSK218MC Programming and Opration ManualDokumen340 halamanGSK218MC Programming and Opration ManualAlbertoQuezadaBelum ada peringkat
- 2 Turning and Chip Breaking Technology00006 1381Dokumen4 halaman2 Turning and Chip Breaking Technology00006 1381TRUNG QUOC LEBelum ada peringkat
- ME6402 Manufacturing Technology II NotesDokumen124 halamanME6402 Manufacturing Technology II NotesMr.N.S. NateshBelum ada peringkat
- PC Fapt BrochureDokumen2 halamanPC Fapt Brochurebabak671Belum ada peringkat
- True Mill Training ManualDokumen24 halamanTrue Mill Training Manualrick.mccort2766Belum ada peringkat
- Journal of Advanced Mechanical Design, Systems, and ManufacturingDokumen16 halamanJournal of Advanced Mechanical Design, Systems, and ManufacturingAmrik SinghBelum ada peringkat
- Homemade angle grinder stand plansDokumen24 halamanHomemade angle grinder stand plansWagner Danilo Montero SolisBelum ada peringkat
- Electropolishing TheBenefitsOfElectropolishingDokumen13 halamanElectropolishing TheBenefitsOfElectropolishingAmit PanditaBelum ada peringkat
- Un NecessaryDokumen86 halamanUn NecessaryAbdul AhadBelum ada peringkat
- Rohm Lathe ChucksDokumen91 halamanRohm Lathe ChucksNebojša ObradovićBelum ada peringkat
- Productivity Improvement I N MM540 Steering BoxDokumen42 halamanProductivity Improvement I N MM540 Steering BoxVijay JBelum ada peringkat
- 300VMCi PC Technical Spec If CationDokumen8 halaman300VMCi PC Technical Spec If CationMohd NursyazwanBelum ada peringkat
- Shop Exercise 5Dokumen7 halamanShop Exercise 5marisonBelum ada peringkat
- Model Solution of Mini Test Section M1, ME 323Dokumen3 halamanModel Solution of Mini Test Section M1, ME 323hustlingisthewayBelum ada peringkat
- Magnetic Abrasive Finishing ReviewDokumen9 halamanMagnetic Abrasive Finishing ReviewSaketh ReddyBelum ada peringkat
- Unit 17 Computer Aided Manufacture CamDokumen11 halamanUnit 17 Computer Aided Manufacture CamManiDeepBelum ada peringkat
- VLC 500 800 1200 - enDokumen20 halamanVLC 500 800 1200 - eneuan crozierBelum ada peringkat
- Mechanical Engineering Department Manufacturing ProcessesDokumen56 halamanMechanical Engineering Department Manufacturing ProcessesVivek JainBelum ada peringkat
- BTI1133 Ch24Dokumen51 halamanBTI1133 Ch24ACC SHBelum ada peringkat
- Project On Funds Flow Statement of B.H.E.L: Master of Business AdministrationDokumen71 halamanProject On Funds Flow Statement of B.H.E.L: Master of Business AdministrationvenkyBelum ada peringkat
- Milling Spur and Bevel GearsDokumen10 halamanMilling Spur and Bevel GearsmarisonBelum ada peringkat
- SolidCAM 2020 Port MachiningDokumen61 halamanSolidCAM 2020 Port MachiningatulppradhanBelum ada peringkat