Anda mungkin juga menyukai
- ClarifierDokumen3 halamanClarifierChristine FernandezBelum ada peringkat
- Chlorine: International Thermodynamic Tables of the Fluid StateDari EverandChlorine: International Thermodynamic Tables of the Fluid StateBelum ada peringkat
- 03-Carbonatation, Updated July 08Dokumen32 halaman03-Carbonatation, Updated July 08jantskie100% (2)
- Trials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryDokumen4 halamanTrials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- TSB ManualDokumen138 halamanTSB ManualruwaaquaBelum ada peringkat
- Distillery Wastwater Treatment-CDM Project-2012Dokumen60 halamanDistillery Wastwater Treatment-CDM Project-2012tsrinivasan5083Belum ada peringkat
- FINAL Floc Design Waila Option3Dokumen38 halamanFINAL Floc Design Waila Option3dpkBelum ada peringkat
- Gomez - Payongayong-Filtration-ESE144 - AutosavedDokumen56 halamanGomez - Payongayong-Filtration-ESE144 - AutosavedMaha GomezBelum ada peringkat
- Multiple Effect Evaporator Online CalculationsDokumen1 halamanMultiple Effect Evaporator Online CalculationsRajdeepsinhBelum ada peringkat
- Station I. AffinationDokumen12 halamanStation I. AffinationRnm ZltaBelum ada peringkat
- Uf Tech ManualDokumen18 halamanUf Tech ManualVemulapalli SaibabuBelum ada peringkat
- Design ChallengesDokumen52 halamanDesign ChallengesDrSurendra Pratap SinghBelum ada peringkat
- Removal of Suspended Fine Particulate Matter From Raw Juice PPT ScribdDokumen45 halamanRemoval of Suspended Fine Particulate Matter From Raw Juice PPT ScribdKunchey JagadeeshBelum ada peringkat
- Flint WTP O-M Manual With SOPs 553219 7Dokumen83 halamanFlint WTP O-M Manual With SOPs 553219 7Omkar BharankarBelum ada peringkat
- Caking of Raw SugarDokumen52 halamanCaking of Raw Sugarmarcelo22061970Belum ada peringkat
- RAPIDORRDokumen12 halamanRAPIDORRKris FloraBelum ada peringkat
- Resin Regeneration CalculationDokumen3 halamanResin Regeneration CalculationJORGE CAICEDOBelum ada peringkat
- Rachel Adams Jana Dengler Megan Macleod Kyla Sask Rachel Adams Jana Dengler Megan Macleod Kyla SaskDokumen31 halamanRachel Adams Jana Dengler Megan Macleod Kyla Sask Rachel Adams Jana Dengler Megan Macleod Kyla Saskbetengaan2100% (1)
- Lamella Clarifier Leopold TexlerDokumen4 halamanLamella Clarifier Leopold TexlerAntony ThanosBelum ada peringkat
- PlantDokumen32 halamanPlantZafar IqbalBelum ada peringkat
- FiltrationDokumen77 halamanFiltrationmeet2abhayBelum ada peringkat
- 250 LPH Ro Plant - Techfilt (Standard Model) : Basic DetailsDokumen4 halaman250 LPH Ro Plant - Techfilt (Standard Model) : Basic DetailsKamatchi NathanBelum ada peringkat
- Sugar IndustryDokumen27 halamanSugar IndustryChali HaineBelum ada peringkat
- Filter Ion ExchangeDokumen10 halamanFilter Ion Exchangemanjunath hrBelum ada peringkat
- Poweder Activated Carbon TreatmentDokumen14 halamanPoweder Activated Carbon TreatmentHarish GowdaBelum ada peringkat
- Fresh Refined Suger-Meghna Group of IndustriesDokumen16 halamanFresh Refined Suger-Meghna Group of Industriesiphone nokiaBelum ada peringkat
- Zero Liquid DischargeDokumen7 halamanZero Liquid DischargeBathalapalli SridharBelum ada peringkat
- Water Balance & Sources of Wastewater in Sugar Mill & RefineryDokumen20 halamanWater Balance & Sources of Wastewater in Sugar Mill & RefineryArun Gupta0% (1)
- MB 11 BrochureDokumen7 halamanMB 11 BrochurePhliip StaintonBelum ada peringkat
- ClarificationDokumen10 halamanClarificationuglysnrBelum ada peringkat
- WWTP ChemicalsDokumen34 halamanWWTP ChemicalsHRK65Belum ada peringkat
- Membrane ManualDokumen181 halamanMembrane ManualPranjal KulkarniBelum ada peringkat
- DesalinationDokumen14 halamanDesalinationmarishankar1990Belum ada peringkat
- EDR Technical Training-PublicDokumen80 halamanEDR Technical Training-PublicHassan Feki100% (1)
- Coagulation and FlocculationDokumen33 halamanCoagulation and FlocculationAndy Eka SaputraBelum ada peringkat
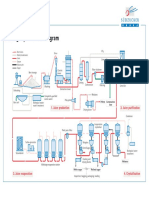
- Sugar Production Diagram: 1. Juice Production 2. Juice PurificationDokumen1 halamanSugar Production Diagram: 1. Juice Production 2. Juice PurificationMuhammadAliBelum ada peringkat
- 2010 SMR ClarifierDokumen60 halaman2010 SMR ClarifierRohan KakdeBelum ada peringkat
- Deferum 1Dokumen12 halamanDeferum 1Azuwa NizamBelum ada peringkat
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDokumen5 halamanMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairBelum ada peringkat
- Description of Process - Nbsm-1Dokumen10 halamanDescription of Process - Nbsm-1avisheklochunBelum ada peringkat
- Ion Exchange PDFDokumen14 halamanIon Exchange PDFKomma RameshBelum ada peringkat
- Report On The Water Treatment Process-MonaDokumen9 halamanReport On The Water Treatment Process-MonaBrandeice BarrettBelum ada peringkat
- Today'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"Dokumen57 halamanToday'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"saravan1891Belum ada peringkat
- R oDokumen15 halamanR oPrabhat JhaBelum ada peringkat
- Quality Changes During Storage of Raw Sugar.109132625Dokumen9 halamanQuality Changes During Storage of Raw Sugar.109132625Carlos TomeyBelum ada peringkat
- Clariflocculator: Description Unit Input Calculated Range Value Value 54000 Mim M 492 M MDokumen6 halamanClariflocculator: Description Unit Input Calculated Range Value Value 54000 Mim M 492 M MAnonymous EKxXjqyVHBelum ada peringkat
- Plate and Frame FiltrationDokumen11 halamanPlate and Frame FiltrationQuenneBelocuraBelum ada peringkat
- Expt. 5 Calandria EvaporatorDokumen5 halamanExpt. 5 Calandria EvaporatorPradeep Diwakar100% (1)
- Thickeners: It Pays To Talk To A SpecialistDokumen8 halamanThickeners: It Pays To Talk To A SpecialistKumardasNsBelum ada peringkat
- Production: Santosh Kr. Paswan Roll No 138510 ME3 YearDokumen21 halamanProduction: Santosh Kr. Paswan Roll No 138510 ME3 YearEricMargateBelum ada peringkat
- DAF Recent Advances PaperDokumen10 halamanDAF Recent Advances PaperShashi BhushanBelum ada peringkat
- FiltrationDokumen15 halamanFiltrationCharlene Pelecio SubingsubingBelum ada peringkat
- PolarimetryDokumen12 halamanPolarimetryglasswavesBelum ada peringkat
- 7.5 KLHR MEE Offer (5%)Dokumen10 halaman7.5 KLHR MEE Offer (5%)kezaihrajBelum ada peringkat
- PermutitDokumen70 halamanPermutitAlfredo HernandezBelum ada peringkat
- MSG CrystallizerDokumen22 halamanMSG CrystallizerRonel MendozaBelum ada peringkat
- Effect of Non-PolDokumen6 halamanEffect of Non-PolKevynBelum ada peringkat
- 10045D-000-PI-SP-202 - Rev 0 - 20sep11Dokumen26 halaman10045D-000-PI-SP-202 - Rev 0 - 20sep11RVELEZBelum ada peringkat
- Tips For Operation Maintenance of Batch McsDokumen13 halamanTips For Operation Maintenance of Batch Mcsgopalakrishnannrm1202Belum ada peringkat
- Aero Belt Conveyor ManualDokumen53 halamanAero Belt Conveyor Manualgopalakrishnannrm1202Belum ada peringkat
- Steam Rap MoniteringDokumen4 halamanSteam Rap Moniteringgopalakrishnannrm1202Belum ada peringkat
- Calculating Wrench Time: Statistical Activity SurveysDokumen7 halamanCalculating Wrench Time: Statistical Activity Surveysgopalakrishnannrm1202100% (1)
- Netzsch Magma & Massacuite PumpsDokumen28 halamanNetzsch Magma & Massacuite Pumpsgopalakrishnannrm1202Belum ada peringkat
- Belt Specification GuidlineDokumen1 halamanBelt Specification Guidlinegopalakrishnannrm1202Belum ada peringkat
- Mechanical Maintenance PresentationDokumen132 halamanMechanical Maintenance Presentationgopalakrishnannrm1202100% (3)
- 150T Bin Design ReportDokumen3 halaman150T Bin Design Reportgopalakrishnannrm1202Belum ada peringkat
- 05 Visual WorkplaceDokumen29 halaman05 Visual Workplacegopalakrishnannrm1202Belum ada peringkat
- MainmgtDokumen9 halamanMainmgtgopalakrishnannrm1202Belum ada peringkat
- RLADokumen3 halamanRLAgopalakrishnannrm1202Belum ada peringkat
- Minimising Sucrose Loss in Final Molasses PDFDokumen12 halamanMinimising Sucrose Loss in Final Molasses PDFEverton CarpaneziBelum ada peringkat
- Mainteneance PresentationDokumen51 halamanMainteneance Presentationgopalakrishnannrm1202Belum ada peringkat
- Kirloskar Brothers LimitedDokumen36 halamanKirloskar Brothers Limitedgopalakrishnannrm1202Belum ada peringkat
- Antifraud PlaybookDokumen60 halamanAntifraud PlaybookDani UsmarBelum ada peringkat
- Generator ControllerDokumen21 halamanGenerator ControllerBrianHazeBelum ada peringkat
- Switching Lab-05b Configuring InterVLAN RoutingDokumen2 halamanSwitching Lab-05b Configuring InterVLAN RoutingHernan E. SalvatoriBelum ada peringkat
- T688 Series Instructions ManualDokumen14 halamanT688 Series Instructions ManualKittiwat WongsuwanBelum ada peringkat
- Ged 102 Mathematics in The Modern WorldDokumen84 halamanGed 102 Mathematics in The Modern WorldKier FormelozaBelum ada peringkat
- Design Practical Eden Swithenbank Graded PeDokumen7 halamanDesign Practical Eden Swithenbank Graded Peapi-429329398Belum ada peringkat
- Furnace Temperature & PCE ConesDokumen3 halamanFurnace Temperature & PCE ConesAbdullrahman Alzahrani100% (1)
- Medabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink ForumsDokumen5 halamanMedabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink Forumsdegraded 4resterBelum ada peringkat
- Asu 2019-12Dokumen49 halamanAsu 2019-12janineBelum ada peringkat
- Interbond 2340UPC: Universal Pipe CoatingDokumen4 halamanInterbond 2340UPC: Universal Pipe Coatingnoto.sugiartoBelum ada peringkat
- Atlascopco XAHS 175 DD ASL Parts ListDokumen141 halamanAtlascopco XAHS 175 DD ASL Parts ListMoataz SamiBelum ada peringkat
- AppcDokumen71 halamanAppcTomy lee youngBelum ada peringkat
- Check e Bae PDFDokumen28 halamanCheck e Bae PDFjogoram219Belum ada peringkat
- ANS145 - Beef Cattle ProductionDokumen52 halamanANS145 - Beef Cattle ProductionEgie BulawinBelum ada peringkat
- How To Be A Better StudentDokumen2 halamanHow To Be A Better Studentct fatima100% (1)
- BluePrint & High Pressure Pascalization (HPP)Dokumen3 halamanBluePrint & High Pressure Pascalization (HPP)Prof C.S.PurushothamanBelum ada peringkat
- ICU General Admission Orders: OthersDokumen2 halamanICU General Admission Orders: OthersHANIMBelum ada peringkat
- Garments Costing Sheet of LADIES Skinny DenimsDokumen1 halamanGarments Costing Sheet of LADIES Skinny DenimsDebopriya SahaBelum ada peringkat
- National Employment Policy, 2008Dokumen58 halamanNational Employment Policy, 2008Jeremia Mtobesya0% (1)
- Sanskrit Lessons: �丘��恆� � by Bhikshuni Heng HsienDokumen4 halamanSanskrit Lessons: �丘��恆� � by Bhikshuni Heng HsiendysphunctionalBelum ada peringkat
- Operational Readiness and Airport TransferDokumen2 halamanOperational Readiness and Airport TransferochweriBelum ada peringkat
- Assessing The Marks and Spencers Retail ChainDokumen10 halamanAssessing The Marks and Spencers Retail ChainHND Assignment Help100% (1)
- Taxation Law 1Dokumen7 halamanTaxation Law 1jalefaye abapoBelum ada peringkat
- Key Performance Indicators - KPIsDokumen6 halamanKey Performance Indicators - KPIsRamesh Kumar ManickamBelum ada peringkat
- Comparitive Study of Fifty Cases of Open Pyelolithotomy and Ureterolithotomy With or Without Double J Stent InsertionDokumen4 halamanComparitive Study of Fifty Cases of Open Pyelolithotomy and Ureterolithotomy With or Without Double J Stent InsertionSuril VithalaniBelum ada peringkat
- Windows Intrusion Detection ChecklistDokumen10 halamanWindows Intrusion Detection ChecklistJosé Tomás García CáceresBelum ada peringkat
- Catalogue of Archaeological Finds FromDokumen67 halamanCatalogue of Archaeological Finds FromAdrinaBelum ada peringkat
- USDA List of Active Licensees and RegistrantsDokumen972 halamanUSDA List of Active Licensees and Registrantswamu885Belum ada peringkat
- Qualitrol 900 910Dokumen6 halamanQualitrol 900 910chennupati999Belum ada peringkat
- The Beauty of Laplace's Equation, Mathematical Key To Everything - WIRED PDFDokumen9 halamanThe Beauty of Laplace's Equation, Mathematical Key To Everything - WIRED PDFYan XiongBelum ada peringkat
- Well Control for Completions and InterventionsDari EverandWell Control for Completions and InterventionsPenilaian: 4 dari 5 bintang4/5 (10)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsDari EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsBelum ada peringkat
- Well Integrity for Workovers and RecompletionsDari EverandWell Integrity for Workovers and RecompletionsPenilaian: 5 dari 5 bintang5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideDari EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuidePenilaian: 2 dari 5 bintang2/5 (1)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDari EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesPenilaian: 4 dari 5 bintang4/5 (2)
- Advanced Production Decline Analysis and ApplicationDari EverandAdvanced Production Decline Analysis and ApplicationPenilaian: 3.5 dari 5 bintang3.5/5 (4)
- Guide to the Practical Use of Chemicals in Refineries and PipelinesDari EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesPenilaian: 5 dari 5 bintang5/5 (1)
- Asset Integrity Management for Offshore and Onshore StructuresDari EverandAsset Integrity Management for Offshore and Onshore StructuresBelum ada peringkat
- Casing and Liners for Drilling and Completion: Design and ApplicationDari EverandCasing and Liners for Drilling and Completion: Design and ApplicationPenilaian: 5 dari 5 bintang5/5 (3)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsDari EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsBelum ada peringkat
- Abrasive Water Jet Perforation and Multi-Stage FracturingDari EverandAbrasive Water Jet Perforation and Multi-Stage FracturingBelum ada peringkat
- Essentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsDari EverandEssentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsPenilaian: 4.5 dari 5 bintang4.5/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDari EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesBelum ada peringkat
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonDari Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonBelum ada peringkat
- The Certified Oil and Gas Project ManagerDari EverandThe Certified Oil and Gas Project ManagerPenilaian: 4 dari 5 bintang4/5 (2)
- Acquisition and Processing of Marine Seismic DataDari EverandAcquisition and Processing of Marine Seismic DataPenilaian: 4 dari 5 bintang4/5 (4)
- The Petroleum Engineering Handbook: Sustainable OperationsDari EverandThe Petroleum Engineering Handbook: Sustainable OperationsPenilaian: 3.5 dari 5 bintang3.5/5 (5)