Anda mungkin juga menyukai
- 1083ch1 7Dokumen8 halaman1083ch1 7José GarciaBelum ada peringkat
- PTE PTE PTE PTE PTE: SangrurDokumen1 halamanPTE PTE PTE PTE PTE: SangrurSukhDeolBelum ada peringkat
- Api 6a - Erta3 - 2006 PDFDokumen1 halamanApi 6a - Erta3 - 2006 PDFSukhDeolBelum ada peringkat
- Admission IELTSDokumen3 halamanAdmission IELTSSukhDeolBelum ada peringkat
- Iso 965 4 PDFDokumen6 halamanIso 965 4 PDFSukhDeolBelum ada peringkat
- PTE PTE PTE PTE PTE: SangrurDokumen1 halamanPTE PTE PTE PTE PTE: SangrurSukhDeolBelum ada peringkat
- Chapter 96 Fire Safety Assessment and Optimal Design of Passive Fire Protection For Offshore StructuresDokumen18 halamanChapter 96 Fire Safety Assessment and Optimal Design of Passive Fire Protection For Offshore StructuresSukhDeolBelum ada peringkat
- 254smo OutokiumpuDokumen8 halaman254smo OutokiumpuAndres Torres VillegasBelum ada peringkat
- Para Mediacal StaffDokumen7 halamanPara Mediacal StaffSukhDeolBelum ada peringkat
- Oti95634 PDFDokumen41 halamanOti95634 PDFSukhDeolBelum ada peringkat
- Material Data Sheets and Element Data Sheets For PipingDokumen133 halamanMaterial Data Sheets and Element Data Sheets For PipingJorge Durão100% (1)
- High TemperatureCharacteristicsofStainlessSteel 9004Dokumen14 halamanHigh TemperatureCharacteristicsofStainlessSteel 9004SukhDeolBelum ada peringkat
- B381 Titanium ForgingsDokumen7 halamanB381 Titanium ForgingsSukhDeolBelum ada peringkat
- Oti 95634Dokumen41 halamanOti 95634SukhDeolBelum ada peringkat
- Untitled Document PDFDokumen1 halamanUntitled Document PDFSukhDeolBelum ada peringkat
- GP Standard Shackles Brochure enDokumen2 halamanGP Standard Shackles Brochure enInhake AutechreBelum ada peringkat
- IMO Circular 1498 - Informative Material PDFDokumen181 halamanIMO Circular 1498 - Informative Material PDFSukhDeolBelum ada peringkat
- Molykote G RapidDokumen2 halamanMolykote G RapidSukhDeolBelum ada peringkat
- Din-En Iso 3506-1 1998 PDFDokumen24 halamanDin-En Iso 3506-1 1998 PDFPaco100% (2)
- Blast Online ReportDokumen61 halamanBlast Online ReportSukhDeolBelum ada peringkat
- WhatsNew, SolidworkDokumen237 halamanWhatsNew, Solidworkvuan1Belum ada peringkat
- Nonlinear Analysis SolidworksDokumen16 halamanNonlinear Analysis SolidworkslcoraoBelum ada peringkat
- 1 Paper 3135 PDFDokumen10 halaman1 Paper 3135 PDFSukhDeolBelum ada peringkat
- CTU Code January 2014 PDFDokumen129 halamanCTU Code January 2014 PDFJavierContiBelum ada peringkat
- Alloy 625 PropertiesDokumen7 halamanAlloy 625 PropertiesHarikrishnan N SivaprasadBelum ada peringkat
- High Temperature Characteristics of StainlessSteelDokumen47 halamanHigh Temperature Characteristics of StainlessSteelEdson VarelaBelum ada peringkat
- ANSYS FatigueDokumen42 halamanANSYS Fatigueapi-3833671100% (4)
- OA Cum DEO 20 2 18Dokumen1 halamanOA Cum DEO 20 2 18SukhDeolBelum ada peringkat
- Advertisementregardingrecruitmentunderedusat 10-07-2018Dokumen4 halamanAdvertisementregardingrecruitmentunderedusat 10-07-2018SukhDeolBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Pages From Ontario Building Code 2012Dokumen1 halamanPages From Ontario Building Code 2012some_guy89Belum ada peringkat
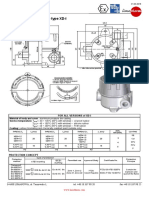
- Data Sheet - IECExDokumen3 halamanData Sheet - IECExAndreas PalalanganBelum ada peringkat
- DS Gypframe Profiles 220 03Dokumen12 halamanDS Gypframe Profiles 220 03Konstantinos KalemisBelum ada peringkat
- Structural Report Format by ASEPDokumen3 halamanStructural Report Format by ASEPJaybert DumaranBelum ada peringkat
- Natural-Fiber - Glass-Fiber Hybrid Bio-Composite Building MaterialsDokumen14 halamanNatural-Fiber - Glass-Fiber Hybrid Bio-Composite Building MaterialskinfeBelum ada peringkat
- DMX3203 Tma02 2020 2021Dokumen5 halamanDMX3203 Tma02 2020 2021Thushith WithanageBelum ada peringkat
- Tds of Takelac W Series 1 3Dokumen2 halamanTds of Takelac W Series 1 3Wang WJBelum ada peringkat
- KKT 13 2 E.pdf AnchorDokumen52 halamanKKT 13 2 E.pdf Anchorselva.uae8207Belum ada peringkat
- Tricosal Katalogas - en - P06 of 09Dokumen4 halamanTricosal Katalogas - en - P06 of 09Adam Michael GreenBelum ada peringkat
- EM4 Exercise1 JcguiteringDokumen6 halamanEM4 Exercise1 JcguiteringJefril Guitering IIBelum ada peringkat
- Section 23 11 25 Facility Gas PipingDokumen10 halamanSection 23 11 25 Facility Gas PipingNiong DavidBelum ada peringkat
- Determination of The Technological Parameters Process For Continuously Cast Brass IngotDokumen7 halamanDetermination of The Technological Parameters Process For Continuously Cast Brass Ingotramadan slimBelum ada peringkat
- Solar Pipe Rack Components: Now Ul2703 CertifiedDokumen2 halamanSolar Pipe Rack Components: Now Ul2703 CertifiedAl TheaBelum ada peringkat
- Syed Saif Ali - RA1712002010039: M.Tech - CEM - CN2050-Project Phase - IIDokumen57 halamanSyed Saif Ali - RA1712002010039: M.Tech - CEM - CN2050-Project Phase - IISaif AliBelum ada peringkat
- Bolts,: Threaded Parts TensionDokumen2 halamanBolts,: Threaded Parts TensionMary MarasiganBelum ada peringkat
- Drill Press Text BookDokumen138 halamanDrill Press Text BookEng_2014Belum ada peringkat
- Columns (Section 410 NSCP 2015) : Materials (410.2.1)Dokumen8 halamanColumns (Section 410 NSCP 2015) : Materials (410.2.1)Nito AresBelum ada peringkat
- 6 - DNV - Composites Repair JIP - New Approach To Repair of FPSO's Without Hot Work Using Glueing PolymersDokumen31 halaman6 - DNV - Composites Repair JIP - New Approach To Repair of FPSO's Without Hot Work Using Glueing PolymersAnonymous 19QCaJBelum ada peringkat
- 32mm Thick Flush Doors Rs 140Dokumen9 halaman32mm Thick Flush Doors Rs 140lkovijayBelum ada peringkat
- View W Section E-F: 41000 Bearing Housing CompressorDokumen3 halamanView W Section E-F: 41000 Bearing Housing CompressorMarco Avendaño PitmanBelum ada peringkat
- 1312a00002 Hexcitador He65Dokumen2 halaman1312a00002 Hexcitador He65Henry Arrval100% (1)
- PT - Bumi Laut Perkasa: AWS D1.1 Welding Procedure Specification (WPS)Dokumen2 halamanPT - Bumi Laut Perkasa: AWS D1.1 Welding Procedure Specification (WPS)Wahyu Lailil FaisBelum ada peringkat
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDokumen401 halamanGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdBelum ada peringkat
- Formwork DesignDokumen2 halamanFormwork DesignBilal Ahmed Barbhuiya67% (3)
- Al-Cu-Si General Purpose Casting Alloy: WeldabilityDokumen1 halamanAl-Cu-Si General Purpose Casting Alloy: Weldabilitymanjunath k sBelum ada peringkat
- CAPITAL BUDGETING Ultratech Cements 2012Dokumen84 halamanCAPITAL BUDGETING Ultratech Cements 2012Satyanarayana Kobbera62% (13)
- Construction Cost Estimate: By: Engr. Erniel Dave A. GuyoDokumen29 halamanConstruction Cost Estimate: By: Engr. Erniel Dave A. GuyoMica Joice FernandezBelum ada peringkat
- GID-253-CV-GTPP-SITE-016, Rev - 1 Ironite IPS FlooringDokumen6 halamanGID-253-CV-GTPP-SITE-016, Rev - 1 Ironite IPS FlooringAkash SharmaBelum ada peringkat
- TM 5-809-10Dokumen450 halamanTM 5-809-10Armando Farías100% (2)
- PS 1804 (S)Dokumen19 halamanPS 1804 (S)dzilioBelum ada peringkat