Anda mungkin juga menyukai
- 1 s2.0 S1876610218311925 MainDokumen8 halaman1 s2.0 S1876610218311925 MainVinod KohliBelum ada peringkat
- Wind Energy Systems (Johnson)Dokumen449 halamanWind Energy Systems (Johnson)Mario Shawn Hayden Jr100% (1)
- RelaysReliability PDFDokumen8 halamanRelaysReliability PDFcazzocazzocazzoBelum ada peringkat
- 1 s2.0 S1876610218311925 MainDokumen8 halaman1 s2.0 S1876610218311925 MainVinod KohliBelum ada peringkat
- 03 - Wind MeasurementsDokumen37 halaman03 - Wind MeasurementsRazvan Silviu StefanBelum ada peringkat
- Revathi2018 PDFDokumen4 halamanRevathi2018 PDFVinod KohliBelum ada peringkat
- Comparative Study of P&O and Inc MPPT AlgorithmsDokumen7 halamanComparative Study of P&O and Inc MPPT AlgorithmsVinod KohliBelum ada peringkat
- Wind Energy System by Gray, L.johnsonDokumen8 halamanWind Energy System by Gray, L.johnsonukarthikbhelBelum ada peringkat
- Power RangersDokumen1 halamanPower RangersVinod KohliBelum ada peringkat
- Hacking Secrets To Becoming A Genius Hacker How To Hack Smartphones - Computers - Websites For BeginnersDokumen55 halamanHacking Secrets To Becoming A Genius Hacker How To Hack Smartphones - Computers - Websites For BeginnersMarius Cenușă80% (15)
- 1Dokumen1 halaman1Vinod KohliBelum ada peringkat
- 1Dokumen1 halaman1Vinod KohliBelum ada peringkat
- Industrial Training Report On "ELECTRICAL SUBSTATIONS AND MAINTENANCE" at KPTCLDokumen12 halamanIndustrial Training Report On "ELECTRICAL SUBSTATIONS AND MAINTENANCE" at KPTCLEldho unni varghese52% (21)
- Hacking Secrets To Becoming A Genius Hacker How To Hack Smartphones - Computers - Websites For BeginnersDokumen55 halamanHacking Secrets To Becoming A Genius Hacker How To Hack Smartphones - Computers - Websites For BeginnersMarius Cenușă80% (15)
- 15 Ee 72Dokumen2 halaman15 Ee 72LikithBelum ada peringkat
- Industrial Training Report On "ELECTRICAL SUBSTATIONS AND MAINTENANCE" at KPTCLDokumen12 halamanIndustrial Training Report On "ELECTRICAL SUBSTATIONS AND MAINTENANCE" at KPTCLEldho unni varghese52% (21)
- 1 s2.0 S1876610215005342 Main PDFDokumen9 halaman1 s2.0 S1876610215005342 Main PDFVinod KohliBelum ada peringkat
- Jan 2018Dokumen2 halamanJan 2018Vinod KohliBelum ada peringkat
- Unit 7electric TractionDokumen35 halamanUnit 7electric TractionVinod KohliBelum ada peringkat
- As A Man Thinketh He BecomesDokumen33 halamanAs A Man Thinketh He BecomeshemantBelum ada peringkat
- Seventh Semester B.E. (CBCS) Examination: Model Question Paper-I With Effect From 2018-19Dokumen2 halamanSeventh Semester B.E. (CBCS) Examination: Model Question Paper-I With Effect From 2018-19Vinod KohliBelum ada peringkat
- Model Question Paper-I With Effect From 2018-19: Seventh Semester B.E. (CBCS) ExaminationDokumen5 halamanModel Question Paper-I With Effect From 2018-19: Seventh Semester B.E. (CBCS) ExaminationVinod KohliBelum ada peringkat
- Subject: Power System Analysis - 2 Subject Code: 15EE71 Model Question Paper MarksDokumen2 halamanSubject: Power System Analysis - 2 Subject Code: 15EE71 Model Question Paper MarksVinod KohliBelum ada peringkat
- As A Man Thinketh He BecomesDokumen33 halamanAs A Man Thinketh He BecomeshemantBelum ada peringkat
- Electrical Power and Energy Systems: Chih-Ming Hong, Chiung-Hsing ChenDokumen8 halamanElectrical Power and Energy Systems: Chih-Ming Hong, Chiung-Hsing ChenVinod KohliBelum ada peringkat
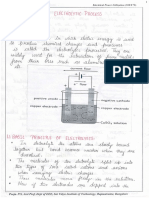
- Electrolysis Unit 2 PDFDokumen30 halamanElectrolysis Unit 2 PDFVinod KohliBelum ada peringkat
- Sl. NO Questions: Electrical Power Utilization (10EE72)Dokumen10 halamanSl. NO Questions: Electrical Power Utilization (10EE72)Vinod KohliBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Early Theories On The Origin of Life On Earth: Creation TheoryDokumen1 halamanEarly Theories On The Origin of Life On Earth: Creation TheoryAngel Elizaga IIBelum ada peringkat
- Chest and Triceps ExercisesDokumen6 halamanChest and Triceps ExercisesTess WilliamsBelum ada peringkat
- Air Compressor: TopicDokumen17 halamanAir Compressor: TopicManuel GuerreroBelum ada peringkat
- Soc5352 1331Dokumen4 halamanSoc5352 1331ChinBelum ada peringkat
- Bergey's Manual of Systematic Bacteriology and Determinative BacteriologyDokumen2 halamanBergey's Manual of Systematic Bacteriology and Determinative BacteriologyGeetha Anjali0% (1)
- Maxipro NewDokumen2 halamanMaxipro NewLokendraBelum ada peringkat
- Strip Seal Expansion JointDokumen13 halamanStrip Seal Expansion JointsmithBelum ada peringkat
- 'Last Season's Man'Dokumen7 halaman'Last Season's Man'Bishal Kumar SahuBelum ada peringkat
- 21 Day Level Up Challenge My PathDokumen52 halaman21 Day Level Up Challenge My PathDavid Stark100% (1)
- 2.10 A Substrate Is Decomposed in The Presence of An Enzyme According To The Michaelis-MentenDokumen2 halaman2.10 A Substrate Is Decomposed in The Presence of An Enzyme According To The Michaelis-MentenEureca ParraBelum ada peringkat
- California Department of Corrections EmailDokumen3 halamanCalifornia Department of Corrections EmailHeidi McCaffertyBelum ada peringkat
- Bcba CourseworkDokumen8 halamanBcba Courseworkafjwoamzdxwmct100% (2)
- Water Quality Parameters A Case Study of Karnafully - Dr. A K MajumderDokumen6 halamanWater Quality Parameters A Case Study of Karnafully - Dr. A K MajumderMd. Badrul IslamBelum ada peringkat
- Nutrients: Dietary Fiber, Atherosclerosis, and Cardiovascular DiseaseDokumen11 halamanNutrients: Dietary Fiber, Atherosclerosis, and Cardiovascular Diseasemichael palitBelum ada peringkat
- AppendicitisDokumen14 halamanAppendicitispreethijojo2003558288% (8)
- Start A Quick Budget Start A Budget by MonthDokumen13 halamanStart A Quick Budget Start A Budget by MonthMichelle PadillaBelum ada peringkat
- 327 - Mil-C-15074Dokumen2 halaman327 - Mil-C-15074Bianca MoraisBelum ada peringkat
- TympanometerDokumen12 halamanTympanometerAli ImranBelum ada peringkat
- Fortnightly Test For 11th NEET - 2024 - Test-03 - QP - 01!07!2023Dokumen19 halamanFortnightly Test For 11th NEET - 2024 - Test-03 - QP - 01!07!2023dhruvi.v91Belum ada peringkat
- Cleaning Disinfecting School ClassroomsDokumen2 halamanCleaning Disinfecting School ClassroomsFitz JaminitBelum ada peringkat
- Imteyaz ResumeDokumen2 halamanImteyaz ResumeImteyaz AhmadBelum ada peringkat
- Boroscope Inspection Procedure 7th Stage StatorDokumen15 halamanBoroscope Inspection Procedure 7th Stage StatorAPU SHOP BTH MS100% (2)
- 2007 AP Statistics Multiple Choice ExamDokumen17 halaman2007 AP Statistics Multiple Choice ExamJalaj SoodBelum ada peringkat
- Issues Pertaining To Maintenance of WifeDokumen2 halamanIssues Pertaining To Maintenance of WifeVaishnavi YadavBelum ada peringkat
- Manoshe Street Takeaway MenuDokumen9 halamanManoshe Street Takeaway MenuimaddakrBelum ada peringkat
- Shutdown Jobs List C & IDokumen12 halamanShutdown Jobs List C & Imanohar kumar0% (1)
- Drew Marine Chemical ManualDokumen36 halamanDrew Marine Chemical ManualcpiquiBelum ada peringkat
- HC SB 61 227Dokumen22 halamanHC SB 61 227Hamed BarjestehBelum ada peringkat
- Index: General Notices (1) Apply To All Monographs and Other TextsDokumen36 halamanIndex: General Notices (1) Apply To All Monographs and Other TextsGhenaBelum ada peringkat
- Healthy and Unhealthy FoodDokumen16 halamanHealthy and Unhealthy FoodGeovanny ValladarezBelum ada peringkat