Anda mungkin juga menyukai
- Optimum Tablet Press Optimization - Machine Versus GranulationDokumen10 halamanOptimum Tablet Press Optimization - Machine Versus GranulationbookulBelum ada peringkat
- Tablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedDokumen36 halamanTablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedAkhilesh Rai100% (2)
- Rotary Tablet Press TP27 MANUALDokumen53 halamanRotary Tablet Press TP27 MANUALEnrique AltuveBelum ada peringkat
- Working of Tablet Punching Machine: Presented By-Chetan Singh BishtDokumen44 halamanWorking of Tablet Punching Machine: Presented By-Chetan Singh BishtJanvi Mayank JainBelum ada peringkat
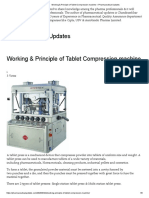
- Everything You Need to Know About Tablet Compression MachinesDokumen71 halamanEverything You Need to Know About Tablet Compression Machinesmannuu00Belum ada peringkat
- Tablet CompressionDokumen63 halamanTablet CompressionSrinivas Dharam80% (10)
- Tablets: Popular Dosage FormsDokumen7 halamanTablets: Popular Dosage FormsYuppie Raj100% (1)
- Tablet Tooling FundamentalsDokumen25 halamanTablet Tooling FundamentalsMithu SarkerBelum ada peringkat
- Tabletting: Highly Evolved: Today's Tablet Presses Optimize Efficiency in Changeover, Operation, and MaintenanceDokumen4 halamanTabletting: Highly Evolved: Today's Tablet Presses Optimize Efficiency in Changeover, Operation, and MaintenanceJasmine ShaumiBelum ada peringkat
- Uncoated TabletsDokumen1 halamanUncoated Tabletsfopcu91Belum ada peringkat
- Project ON Tablet ManufacturingDokumen19 halamanProject ON Tablet ManufacturingakashtrivedeBelum ada peringkat
- 2.9.1. Disintegration of Tablets and CapsulesDokumen3 halaman2.9.1. Disintegration of Tablets and CapsulesPikiy PutriBelum ada peringkat
- Tablet Tooling: Advantages of Standard ToolingDokumen11 halamanTablet Tooling: Advantages of Standard ToolingByunghoon LeeBelum ada peringkat
- CapsulesDokumen12 halamanCapsulesDr-Jagadeesh MangamooriBelum ada peringkat
- Question and Answer For In-Process Parameters For Tablets and CapsulesDokumen7 halamanQuestion and Answer For In-Process Parameters For Tablets and CapsulesMubarak PatelBelum ada peringkat
- Tablet CoatingDokumen51 halamanTablet CoatingsuminderBelum ada peringkat
- Guide to Hard Gelatin Capsule ProductionDokumen33 halamanGuide to Hard Gelatin Capsule Productionalay_brahmbhattBelum ada peringkat
- 0.2011 IMA Kilian R+D Concept PDFDokumen37 halaman0.2011 IMA Kilian R+D Concept PDFPaqui Miranda Gualda100% (1)
- Replacement Parts for Fette Tablet PressesDokumen84 halamanReplacement Parts for Fette Tablet Pressesedsonlevi100% (1)
- Tablet: Types of TabletsDokumen82 halamanTablet: Types of TabletsKema Akma100% (1)
- Tablet Manufacturing Guide: 7 Inspection Points & 8 Cost-Saving TipsDokumen41 halamanTablet Manufacturing Guide: 7 Inspection Points & 8 Cost-Saving TipsVỸ TRẦNBelum ada peringkat
- Techniques of Tablet Coating Concepts and Advancements A Comprehensive Review 1 6Dokumen6 halamanTechniques of Tablet Coating Concepts and Advancements A Comprehensive Review 1 6Stefany Luke0% (1)
- Tablet FormulationDokumen34 halamanTablet FormulationWicharn KetjindaBelum ada peringkat
- Tablet Operations Involved in Tablet Manufacturing - PharmpediaDokumen5 halamanTablet Operations Involved in Tablet Manufacturing - PharmpediaravikanthpappuBelum ada peringkat
- Tablet Technology EditedDokumen42 halamanTablet Technology EditedPramod Kc100% (1)
- Tableting SpecificationsDokumen14 halamanTableting Specificationsfopcu91100% (6)
- 2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTDokumen44 halaman2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTbouzina ibrahim100% (1)
- SOP For Entry in and Exit From The Suspension Manufacturing - Pharmaceutical GuidelinesDokumen2 halamanSOP For Entry in and Exit From The Suspension Manufacturing - Pharmaceutical GuidelinesAbou Tebba SamBelum ada peringkat
- Guide To ExtrusionDokumen26 halamanGuide To ExtrusionThong Kin MunBelum ada peringkat
- J23-016B ManualDokumen12 halamanJ23-016B ManualCarmen Méndez AnTonyBelum ada peringkat
- Tablet Compression PerformaDokumen16 halamanTablet Compression Performaumeesh989650% (2)
- Operation of Rotary Tablet PressDokumen2 halamanOperation of Rotary Tablet PressNorlia Selamat100% (2)
- Tablets: A Convenient and Safe Means of AdministrationDokumen69 halamanTablets: A Convenient and Safe Means of AdministrationKatryn PunsalangBelum ada peringkat
- Answer 1 Tablet Coating ValidationDokumen9 halamanAnswer 1 Tablet Coating ValidationPankaj JaatBelum ada peringkat
- Cadmach CPD-II-37 Tablet Press DQDokumen27 halamanCadmach CPD-II-37 Tablet Press DQRafeek Shaikh100% (1)
- Prospective Validation of Paracetamol Tablet Dosage FormDokumen10 halamanProspective Validation of Paracetamol Tablet Dosage Formedgar palominoBelum ada peringkat
- Effect of Force Feeder On Tablet Strength During CompressionDokumen9 halamanEffect of Force Feeder On Tablet Strength During CompressionJosé RojasBelum ada peringkat
- Machine Technical Review and Training GuideDokumen124 halamanMachine Technical Review and Training GuideJuan Manuel MuñozBelum ada peringkat
- Pharmaceutical PelletsDokumen3 halamanPharmaceutical PelletsMukesh TiwariBelum ada peringkat
- Tablet Coating ExperimentDokumen4 halamanTablet Coating ExperimentShivraj JadhavBelum ada peringkat
- 1200i Engl Screen 04xDokumen14 halaman1200i Engl Screen 04xStreetRockFighterBelum ada peringkat
- Tablet and Capsule ManufacturingDokumen28 halamanTablet and Capsule ManufacturingShibaprasad DandapatBelum ada peringkat
- TR90 Product PIPagesDokumen6 halamanTR90 Product PIPagesaenylevyBelum ada peringkat
- Hard Gelatin CapsulesDokumen21 halamanHard Gelatin Capsulesavn6Belum ada peringkat
- In Process Process Quality Control in PharmaceuticalsDokumen28 halamanIn Process Process Quality Control in Pharmaceuticalssaininavdeep077Belum ada peringkat
- 3 Performa P Basic Machines: 4.1.2 Optional Features and Equipment (See Section 5.2)Dokumen23 halaman3 Performa P Basic Machines: 4.1.2 Optional Features and Equipment (See Section 5.2)Sangram KendreBelum ada peringkat
- Solid Dosage Forms - CapsulesDokumen14 halamanSolid Dosage Forms - CapsulesHellcroZBelum ada peringkat
- EPI-2500 Foil Saving MachineDokumen3 halamanEPI-2500 Foil Saving MachineYosses Sang Nahkoda100% (1)
- Double Sided Rotary Tablet Press: WWW - Fette-Compacting - CNDokumen12 halamanDouble Sided Rotary Tablet Press: WWW - Fette-Compacting - CNSangram Kendre100% (1)
- Subject:: 1) Installation QualificationDokumen2 halamanSubject:: 1) Installation QualificationDonig FermanianBelum ada peringkat
- Tablet Tooling in Compression Machine: Name:-Devang A Mehta Roll No.: - 38 Guide: - Mrs. Varsha PradhanDokumen32 halamanTablet Tooling in Compression Machine: Name:-Devang A Mehta Roll No.: - 38 Guide: - Mrs. Varsha PradhanAnkit SitokeBelum ada peringkat
- Carrs Index Hausner RatioDokumen1 halamanCarrs Index Hausner Ratiopharmashri5399Belum ada peringkat
- Pilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsDokumen7 halamanPilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsAsifBelum ada peringkat
- Pilot Plant Desigfor Tabletsand CapsulesDokumen61 halamanPilot Plant Desigfor Tabletsand Capsulesmnariaz_11Belum ada peringkat
- Tablet GranulationDokumen17 halamanTablet GranulationAnup Bajracharya100% (3)
- Single Punch MachineDokumen3 halamanSingle Punch MachineMuttu DambalBelum ada peringkat
- Tablets Design and Manufacture Machines PHT 311 Lecture 3Dokumen29 halamanTablets Design and Manufacture Machines PHT 311 Lecture 3Lê Quang DuyBelum ada peringkat
- Tablet Compression MachineDokumen8 halamanTablet Compression MachinePrayag ThakarBelum ada peringkat
- 1st Lecture Practic - 1600876793 PDFDokumen12 halaman1st Lecture Practic - 1600876793 PDFYusef AbubakrBelum ada peringkat
- P3. Spesifikasi AlatDokumen5 halamanP3. Spesifikasi AlatAnisya Isro FazariyatiBelum ada peringkat
- Example LetterDokumen2 halamanExample Letteranon_815481735Belum ada peringkat
- Unique of DrugsDokumen14 halamanUnique of Drugsanon_815481735Belum ada peringkat
- Unique of DrugsDokumen14 halamanUnique of Drugsanon_815481735Belum ada peringkat
- Unique of DrugsDokumen14 halamanUnique of Drugsanon_815481735Belum ada peringkat
- Tablet Compression SingleDokumen20 halamanTablet Compression Singleanon_8154817350% (1)
- Admission Form All 2019 1Dokumen8 halamanAdmission Form All 2019 1Riz WanBelum ada peringkat
- Alkaline Earth MetalDokumen33 halamanAlkaline Earth MetalSup FansBelum ada peringkat
- KaMin™ 2000C - Calcined Kaolin ClayDokumen1 halamanKaMin™ 2000C - Calcined Kaolin Claymarco_ravelo_10Belum ada peringkat
- Volcanic Eruptions NotesDokumen24 halamanVolcanic Eruptions NotesKarthikesan MakBelum ada peringkat
- ZeTo RulesDokumen30 halamanZeTo RulesRamli Disa100% (5)
- Advanced Manufacturing Technology 2-Marks Question and Answer Unit-IDokumen44 halamanAdvanced Manufacturing Technology 2-Marks Question and Answer Unit-IM.ThirunavukkarasuBelum ada peringkat
- SDS Asam SulfatDokumen8 halamanSDS Asam SulfatQuality AssuranceBelum ada peringkat
- Cassida Chain Oil 150-SdsDokumen5 halamanCassida Chain Oil 150-SdsInggil Budi PekertiBelum ada peringkat
- 309-King Agar-110991 PDFDokumen1 halaman309-King Agar-110991 PDFSneyder MurciaBelum ada peringkat
- Mineral-rich Bilimbi fruit analysisDokumen3 halamanMineral-rich Bilimbi fruit analysisveronica francisBelum ada peringkat
- Adam Lechter: Resident Course in Confectionery TechnologyDokumen73 halamanAdam Lechter: Resident Course in Confectionery TechnologyJulio KinenBelum ada peringkat
- Lightweight Foamed Concrete For Prefabricated House: Puput Risdanareni Mohammad Sulton Syahidah F. NastitiDokumen6 halamanLightweight Foamed Concrete For Prefabricated House: Puput Risdanareni Mohammad Sulton Syahidah F. NastitiAfzalBelum ada peringkat
- 109 Sodium ChlorideDokumen6 halaman109 Sodium Chlorideeng20072007Belum ada peringkat
- CHEMISTRY LAB VIVA QuestionsDokumen3 halamanCHEMISTRY LAB VIVA QuestionsUjjWal MahAjan55% (20)
- Biopharmaceutics and Pharmacokinetics in Drug ResearchDokumen20 halamanBiopharmaceutics and Pharmacokinetics in Drug Researchlenanazarova1969Belum ada peringkat
- Preslia 68 - MSDSDokumen12 halamanPreslia 68 - MSDSFraBelum ada peringkat
- Wale ProjectDokumen40 halamanWale ProjectFalolaBelum ada peringkat
- Recall Machine Design Past Board Cebu Mar 2011 11 PDFDokumen12 halamanRecall Machine Design Past Board Cebu Mar 2011 11 PDFCMD100% (1)
- How Does A Refrigerator WorkDokumen5 halamanHow Does A Refrigerator WorkAlfis0% (1)
- Chapter-1 Classification of MaterialsDokumen46 halamanChapter-1 Classification of MaterialstrfuawlachewBelum ada peringkat
- Analytical Techniques for Evaluating Quality of Herbal DrugsDokumen7 halamanAnalytical Techniques for Evaluating Quality of Herbal DrugsZaidBelum ada peringkat
- AVK Hydrants BrochureDokumen11 halamanAVK Hydrants Brochuremubarak aliBelum ada peringkat
- Unit 1 - Part A-Water Supply IDokumen24 halamanUnit 1 - Part A-Water Supply IIsha SinghBelum ada peringkat
- Computational Models For Drug Design and DelivDokumen235 halamanComputational Models For Drug Design and DelivIbrahim Al SharabiBelum ada peringkat
- Instruction and Technical Manual for CentrifugesDokumen56 halamanInstruction and Technical Manual for CentrifugesDiana RaieBelum ada peringkat
- Whirlpool Adp 533 WHDokumen12 halamanWhirlpool Adp 533 WHGustavo ValdezBelum ada peringkat
- Top 305 Companies in Pune RegionDokumen39 halamanTop 305 Companies in Pune RegionNiraj Thakkar0% (1)
- (2012) A Greenhouse Gas Accounting Tool For Palm Products (RSPO - PalmGHG Beta Version 1)Dokumen56 halaman(2012) A Greenhouse Gas Accounting Tool For Palm Products (RSPO - PalmGHG Beta Version 1)anon_369860093Belum ada peringkat
- Essay On StalinDokumen8 halamanEssay On Stalinfz6zke9m100% (2)
- 5 Steps Homemade BiogasDokumen5 halaman5 Steps Homemade BiogasJan Aguilar EstefaniBelum ada peringkat