Anda mungkin juga menyukai
- Spatial Disorientation in AviationDokumen12 halamanSpatial Disorientation in AviationT-CAS0% (1)
- DIAGRAM RAYMOND 4150-4250 - 30000-Up - SC - 1124958CDokumen10 halamanDIAGRAM RAYMOND 4150-4250 - 30000-Up - SC - 1124958CRicardo Javier Lopez GarciaBelum ada peringkat
- Seborg Process Control Chapter 1Dokumen50 halamanSeborg Process Control Chapter 1Tanvir AhmedBelum ada peringkat
- Chapter 1 BC SC Probe 8Dokumen36 halamanChapter 1 BC SC Probe 8api-265180883Belum ada peringkat
- Process Control NotesDokumen30 halamanProcess Control NotesRyle ArbonBelum ada peringkat
- Robust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsDari EverandRobust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsBelum ada peringkat
- Optimization For Engineering Systems1Dokumen290 halamanOptimization For Engineering Systems1Tarun SisodiaBelum ada peringkat
- Process Control IntroDokumen21 halamanProcess Control Introحاتم غيدان خلفBelum ada peringkat
- Science 8 ExamDokumen5 halamanScience 8 Examangge21100% (1)
- Process Dynamics and Control Chapter - 1Dokumen44 halamanProcess Dynamics and Control Chapter - 1MustafaBelum ada peringkat
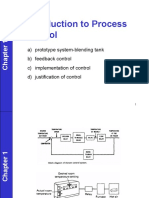
- Introduction To Process ControlDokumen30 halamanIntroduction To Process ControlnadyahginiceBelum ada peringkat
- Chapter 1Dokumen17 halamanChapter 1Ahmed Hassan RashedBelum ada peringkat
- Introduction To Process ControlDokumen29 halamanIntroduction To Process ControlSalih Ahmed ObeidBelum ada peringkat
- Chapter 1: Introduction To Process Control: at The End of Today's Lecture, You Will Understand The FollowingDokumen35 halamanChapter 1: Introduction To Process Control: at The End of Today's Lecture, You Will Understand The FollowingaliBelum ada peringkat
- Introduction To Process ControlDokumen28 halamanIntroduction To Process ControlFajar AdityadarmaBelum ada peringkat
- Chapter 1Dokumen102 halamanChapter 1Anonymous EBReO8vBelum ada peringkat
- Process Dynamics and Control - IntroductionDokumen35 halamanProcess Dynamics and Control - IntroductionMarie Angeline BautistaBelum ada peringkat
- Introduction To Process Control: at The End of Today's Lecture, You Will Understand The FollowingDokumen35 halamanIntroduction To Process Control: at The End of Today's Lecture, You Will Understand The FollowingaaaBelum ada peringkat
- l1c1 PC TMR Fall23Dokumen28 halamanl1c1 PC TMR Fall23zubairnaeem 92Belum ada peringkat
- Introduction To Process ControlDokumen16 halamanIntroduction To Process Control李承家Belum ada peringkat
- Process ControlDokumen20 halamanProcess Controlgongweejie100% (1)
- Chapter 1Dokumen27 halamanChapter 1Izzat FakhriBelum ada peringkat
- Chapter 1Dokumen30 halamanChapter 1julior87Belum ada peringkat
- Lec 2 ExampleDokumen9 halamanLec 2 ExamplemmBelum ada peringkat
- Multiloop and Multivariable Control PDFDokumen43 halamanMultiloop and Multivariable Control PDFVaibhav AhujaBelum ada peringkat
- Feed-Forward and Ratio Control: CHME 624 Advance Process Dynamic Modelling & ControlDokumen13 halamanFeed-Forward and Ratio Control: CHME 624 Advance Process Dynamic Modelling & Controlali aljifriBelum ada peringkat
- Class Rules: CENG 4120: Process Dynamics and ControlDokumen14 halamanClass Rules: CENG 4120: Process Dynamics and ControlIvan ChanBelum ada peringkat
- Analysis and Control Design of Two Cascaded BoostDokumen6 halamanAnalysis and Control Design of Two Cascaded BoostTamilselvanBelum ada peringkat
- Module 5 Assignment S1 2019 MemoDokumen15 halamanModule 5 Assignment S1 2019 MemoKabelo MashiloaneBelum ada peringkat
- W W W W W W: Dynamic ModellingDokumen6 halamanW W W W W W: Dynamic ModellingJesse OhBelum ada peringkat
- Lesson Plan: S.N Date Planne D Topic Date Engage D Remark SDokumen28 halamanLesson Plan: S.N Date Planne D Topic Date Engage D Remark SVARUN B MBelum ada peringkat
- Introduction To Process Control & Mathematical Modelling 1.0 What Is A Control System?Dokumen11 halamanIntroduction To Process Control & Mathematical Modelling 1.0 What Is A Control System?gongweejieBelum ada peringkat
- Research Article: Fuzzy Second-Order Sliding Mode Control Design For A Two-Cell DC-DC ConverterDokumen9 halamanResearch Article: Fuzzy Second-Order Sliding Mode Control Design For A Two-Cell DC-DC ConvertersathishBelum ada peringkat
- CLL261-Introduction To Process Control: Hariprasad Kodamana Iit DelhiDokumen19 halamanCLL261-Introduction To Process Control: Hariprasad Kodamana Iit DelhiGARGI SHARMABelum ada peringkat
- Dynamic Backstepping Control For Pure-Feedback Nonlinear SystemsDokumen20 halamanDynamic Backstepping Control For Pure-Feedback Nonlinear SystemsHoan TrầnBelum ada peringkat
- OWC Presentation Kourosh Rezanejad Hywec 2Dokumen42 halamanOWC Presentation Kourosh Rezanejad Hywec 2nurudinsatharBelum ada peringkat
- CIV 242 Fluid Lec 4 PDFDokumen21 halamanCIV 242 Fluid Lec 4 PDFMahaBelum ada peringkat
- APC CH5202 Midsem Key 20102021Dokumen18 halamanAPC CH5202 Midsem Key 20102021Tapasya DangiBelum ada peringkat
- Ijcst 2016 Wahid-ErwinDokumen18 halamanIjcst 2016 Wahid-ErwinerwinfsBelum ada peringkat
- 18 Dual Simplex & SensitivityDokumen17 halaman18 Dual Simplex & SensitivitySiddhanth SharmaBelum ada peringkat
- ENCH 442: Chemical Process Control and SafetyDokumen16 halamanENCH 442: Chemical Process Control and SafetyCharlie CB PortnerBelum ada peringkat
- 2 - Mathematical Modelling PDFDokumen20 halaman2 - Mathematical Modelling PDFErfinaFebriantiBelum ada peringkat
- Theoretical Models of Chemical Processes: PTT355 Process Control & DynamicsDokumen27 halamanTheoretical Models of Chemical Processes: PTT355 Process Control & DynamicsKALESMI A/P AMARALATHAN STUDENTBelum ada peringkat
- 7765 - 1-PWC Pengenalan (8feb18)Dokumen32 halaman7765 - 1-PWC Pengenalan (8feb18)Riski FBelum ada peringkat
- Supply Chain Inventory Production Planning Exam Prep OralDokumen53 halamanSupply Chain Inventory Production Planning Exam Prep OralCorinaCiobanuBelum ada peringkat
- L16 CascadeDokumen24 halamanL16 Cascadetaufiqurrahman mohd yunusBelum ada peringkat
- Thermodynamics Concepts: The Copperbelt UniversityDokumen44 halamanThermodynamics Concepts: The Copperbelt UniversityLennox SiwaleBelum ada peringkat
- Sliding Mode Control of DC-DC Converters: G. Spiazzi, P. Mattavelli, L. RossettoDokumen10 halamanSliding Mode Control of DC-DC Converters: G. Spiazzi, P. Mattavelli, L. RossettoDuc NguyenBelum ada peringkat
- Seminar TSLSMDokumen14 halamanSeminar TSLSMKBelum ada peringkat
- Backstepping Sliding Mode Control For Electro-HydraulicDokumen9 halamanBackstepping Sliding Mode Control For Electro-HydraulicIwan IstantoBelum ada peringkat
- Comparison of Optimal Control Strategies For Supervisory and Regulatory LevelDokumen6 halamanComparison of Optimal Control Strategies For Supervisory and Regulatory LevelMakhis RifaiBelum ada peringkat
- A Family of Smooth Controllers For Swinging Up A Pendulum: Automatica July 2008Dokumen9 halamanA Family of Smooth Controllers For Swinging Up A Pendulum: Automatica July 2008VigneshRamakrishnanBelum ada peringkat
- Modul 3Dokumen7 halamanModul 3Rifki YafiBelum ada peringkat
- PC Lessons On Process ControlDokumen156 halamanPC Lessons On Process ControlNsidibe Michael EtimBelum ada peringkat
- PClesson 01 IntroDokumen4 halamanPClesson 01 IntroBhabanirajasBelum ada peringkat
- 11.1 Hypothesis Tests and Estimation For A Single Population VarianceDokumen11 halaman11.1 Hypothesis Tests and Estimation For A Single Population Variancelama Al-GhamdiBelum ada peringkat
- Barhoumi 2016Dokumen5 halamanBarhoumi 2016Jaja LocoBelum ada peringkat
- RgaDokumen19 halamanRgaGesang Rakhmad UtomoBelum ada peringkat
- Robust Control (/sliding Mode Controller) With An Application To Multi-Input Power System StabilisationDokumen9 halamanRobust Control (/sliding Mode Controller) With An Application To Multi-Input Power System StabilisationSherif HelmyBelum ada peringkat
- Accounting of DC DC Power Converter Dynamics in DC Motor Velocity Adaptive ControlDokumen7 halamanAccounting of DC DC Power Converter Dynamics in DC Motor Velocity Adaptive ControlFinito TheEndBelum ada peringkat
- How Students Are GradedDokumen4 halamanHow Students Are GradedSagar JoshiBelum ada peringkat
- Test1 Question SKEE4643 2021Dokumen2 halamanTest1 Question SKEE4643 2021SUPERB AgentBelum ada peringkat
- Hölder Continuous Euler Flows in Three Dimensions with Compact Support in Time: (AMS-196)Dari EverandHölder Continuous Euler Flows in Three Dimensions with Compact Support in Time: (AMS-196)Belum ada peringkat
- Sequences and Infinite Series, A Collection of Solved ProblemsDari EverandSequences and Infinite Series, A Collection of Solved ProblemsBelum ada peringkat
- JjyjfjfDokumen1 halamanJjyjfjfSuraya JohariBelum ada peringkat
- GraphitizationDokumen2 halamanGraphitizationSuraya JohariBelum ada peringkat
- Draft Progress Report 110919Dokumen24 halamanDraft Progress Report 110919Suraya JohariBelum ada peringkat
- Letter of Consent (Plastic Waste Recycling)Dokumen1 halamanLetter of Consent (Plastic Waste Recycling)Suraya JohariBelum ada peringkat
- GraphitizationDokumen7 halamanGraphitizationSuraya JohariBelum ada peringkat
- Assignment 1 Momentum Transfer l01 Wan Khairul Azmi & Suraya Binti JohariDokumen9 halamanAssignment 1 Momentum Transfer l01 Wan Khairul Azmi & Suraya Binti JohariSuraya JohariBelum ada peringkat
- Letter of Consent (Plastic Waste Recycling)Dokumen1 halamanLetter of Consent (Plastic Waste Recycling)Suraya JohariBelum ada peringkat
- Lesson 1 EPP - Intro To Eng, Its Disciplines, Societies CareersDokumen24 halamanLesson 1 EPP - Intro To Eng, Its Disciplines, Societies CareersSuraya JohariBelum ada peringkat
- Assignment 1 Momentum Transfer l01 Wan Khairul Azmi & Suraya JohariDokumen3 halamanAssignment 1 Momentum Transfer l01 Wan Khairul Azmi & Suraya JohariSuraya JohariBelum ada peringkat
- Wan Khairul Azmi Bin Wan Dris Assignment 1c-ModelDokumen1 halamanWan Khairul Azmi Bin Wan Dris Assignment 1c-ModelSuraya JohariBelum ada peringkat
- Result Assignment ThermoDokumen6 halamanResult Assignment ThermoSuraya JohariBelum ada peringkat
- Towards A Sustainable FutureDokumen9 halamanTowards A Sustainable FutureSuraya JohariBelum ada peringkat
- Lecture Notes Process Heat Transfer Chapter1Dokumen20 halamanLecture Notes Process Heat Transfer Chapter1Suraya JohariBelum ada peringkat
- Chapter 3 (A) - Convection Heat TransferDokumen47 halamanChapter 3 (A) - Convection Heat TransferSuraya JohariBelum ada peringkat
- Tutorial 3Dokumen3 halamanTutorial 3Suraya JohariBelum ada peringkat
- Chapter 4 - Radiation Heat Transfer PDFDokumen52 halamanChapter 4 - Radiation Heat Transfer PDFSuraya Johari0% (1)
- Tutorial 2 (B)Dokumen2 halamanTutorial 2 (B)Suraya JohariBelum ada peringkat
- Tutorial 1 Process Heat TransferDokumen4 halamanTutorial 1 Process Heat TransferSuraya JohariBelum ada peringkat
- Derrick Scott Van Heerden - Mathemagical Music Scales, 2013Dokumen54 halamanDerrick Scott Van Heerden - Mathemagical Music Scales, 2013Tiago Ramos100% (1)
- LPO / Low Power ObjectiveDokumen2 halamanLPO / Low Power ObjectiveFor AstroBelum ada peringkat
- Chapter 2 Lecture Nuclear Stability and ModelsDokumen24 halamanChapter 2 Lecture Nuclear Stability and ModelsSepamoBelum ada peringkat
- Elementary Linear Algebra: Howard Anton Chris RorresDokumen78 halamanElementary Linear Algebra: Howard Anton Chris Rorresdeandra isabelleBelum ada peringkat
- A Case Study On The Behaviour of A Deep Excavation in SandDokumen11 halamanA Case Study On The Behaviour of A Deep Excavation in SandshrikanttekadeyahoocBelum ada peringkat
- Honorscourselist Spring22 Nov 18Dokumen4 halamanHonorscourselist Spring22 Nov 18akBelum ada peringkat
- RTD of CSTR Observation and CalculatoinsDokumen27 halamanRTD of CSTR Observation and CalculatoinsLucifer MorningstarBelum ada peringkat
- (Applied Mathematical Sciences 35) Jack Carr (Auth.) - Applications of Centre Manifold Theory-Springer-Verlag New York (1981)Dokumen156 halaman(Applied Mathematical Sciences 35) Jack Carr (Auth.) - Applications of Centre Manifold Theory-Springer-Verlag New York (1981)sridevi10masBelum ada peringkat
- LG mds712Dokumen71 halamanLG mds712Usman GoodBelum ada peringkat
- Activity No. 13 - 2016 St6ar Finding With A Star FinderDokumen4 halamanActivity No. 13 - 2016 St6ar Finding With A Star FinderCristina AguinaldoBelum ada peringkat
- Report 2018-En-1 en 13071-1-3 Aero EnglishDokumen16 halamanReport 2018-En-1 en 13071-1-3 Aero EnglishSlikCostaBelum ada peringkat
- Ari Faba Plus - Kvs Diagram PDFDokumen32 halamanAri Faba Plus - Kvs Diagram PDFgiuseppe.timpone1100% (1)
- Vantablack - Wikipedia PDFDokumen3 halamanVantablack - Wikipedia PDFsamardotsinghBelum ada peringkat
- Separation of Drugs by Packed-Column Supercritical Fluid ChromatographyDokumen18 halamanSeparation of Drugs by Packed-Column Supercritical Fluid ChromatographySameh QanadiloBelum ada peringkat
- Structural Analysis and Design of Commercial Building: Supervised byDokumen43 halamanStructural Analysis and Design of Commercial Building: Supervised bySudip ShresthaBelum ada peringkat
- Is-5382-1998 Specification-for-Rubber-Sealing-Rings-for-Gas-Mains-Water-Mains-and-Sewage PDFDokumen23 halamanIs-5382-1998 Specification-for-Rubber-Sealing-Rings-for-Gas-Mains-Water-Mains-and-Sewage PDFDeven Patle0% (1)
- Summative Atomic StructureDokumen3 halamanSummative Atomic StructureNovie Mae ReambonanzaBelum ada peringkat
- Worm GearsDokumen31 halamanWorm GearsYose MustBelum ada peringkat
- Introduction To Quadratic EquationsDokumen9 halamanIntroduction To Quadratic EquationsCris John BlasBelum ada peringkat
- Apex CCTV - Catalog Q2-2013Dokumen78 halamanApex CCTV - Catalog Q2-2013avtechpanamaBelum ada peringkat
- Beginners DSLR Photography Printable Guide PDFDokumen8 halamanBeginners DSLR Photography Printable Guide PDFShamith ManoharBelum ada peringkat
- Chapter 1Dokumen125 halamanChapter 1王富安Belum ada peringkat
- CSL361 Programming Assignment 2:: March 9, 2014Dokumen2 halamanCSL361 Programming Assignment 2:: March 9, 2014Jam SinghBelum ada peringkat
- Slides OctaveDokumen24 halamanSlides Octaveamru_rzlBelum ada peringkat
- Bombas La Curva PDFDokumen15 halamanBombas La Curva PDFAnonymous Iuubt0uBelum ada peringkat