Anda mungkin juga menyukai
- Friction and Wear of Polymer CompositesDari EverandFriction and Wear of Polymer CompositesPenilaian: 5 dari 5 bintang5/5 (2)
- Packer Design Research Used in Hydraulic Fracturing: IOP Conference Series: Earth and Environmental ScienceDokumen10 halamanPacker Design Research Used in Hydraulic Fracturing: IOP Conference Series: Earth and Environmental ScienceyasamanBelum ada peringkat
- Flexible Riser Pipes" Problems and UnknownsDokumen9 halamanFlexible Riser Pipes" Problems and UnknownsfdoppelBelum ada peringkat
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDari EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesBelum ada peringkat
- Pressure Vessels: An OverviewDokumen24 halamanPressure Vessels: An OverviewRuchir JainBelum ada peringkat
- Spent Fuel Transport Cask Thermal Evaluation Under Normal and Accident ConditionsDokumen8 halamanSpent Fuel Transport Cask Thermal Evaluation Under Normal and Accident ConditionsMuhammad NaveedBelum ada peringkat
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationDari EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationBelum ada peringkat
- Leroy and Togni 2016 - A New Approach For The Analysis of A Gas Explosion in A Type B PackageDokumen14 halamanLeroy and Togni 2016 - A New Approach For The Analysis of A Gas Explosion in A Type B Packagerodrigo93_vgBelum ada peringkat
- Fatigue Assessment in Light Water Reactors for Long Term Operation: Good Practices and Lessons LearnedDari EverandFatigue Assessment in Light Water Reactors for Long Term Operation: Good Practices and Lessons LearnedBelum ada peringkat
- Study On Strength and Sealing of A Bolted Flange JDokumen7 halamanStudy On Strength and Sealing of A Bolted Flange JŁukasz BolewskiBelum ada peringkat
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDari EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- IPTC-20324-MS Force Calculation With Oil Well Packer: A RevisitDokumen16 halamanIPTC-20324-MS Force Calculation With Oil Well Packer: A Revisitabodolkuhaa100% (3)
- Artigo I - Análise de Fluência em Uma Ligação FlangeadaDokumen10 halamanArtigo I - Análise de Fluência em Uma Ligação Flangeadacharles_acBelum ada peringkat
- Design Operations-And-Maintenance-Friendly Pressure Vessels-Part 2Dokumen3 halamanDesign Operations-And-Maintenance-Friendly Pressure Vessels-Part 2takhululumBelum ada peringkat
- Development of Type B (U) Package For Cobalt-60 Teletherapy Source TransportationDokumen5 halamanDevelopment of Type B (U) Package For Cobalt-60 Teletherapy Source TransportationK. JayarajanBelum ada peringkat
- FE Analysis of Firearm Locking Systems: Lorenzo CastiglioniDokumen15 halamanFE Analysis of Firearm Locking Systems: Lorenzo CastiglionijkruiseBelum ada peringkat
- Estudo Linearbuckling ArtigoDokumen10 halamanEstudo Linearbuckling ArtigoLeonardo LimaBelum ada peringkat
- Imanalysis120pdf PDFDokumen7 halamanImanalysis120pdf PDFWolfgangBelum ada peringkat
- Finite Element Analysis of Gasket in Pressure VesselDokumen6 halamanFinite Element Analysis of Gasket in Pressure VesselIJRASETPublicationsBelum ada peringkat
- Energy: R. Lo Frano, G. Pugliese, G. ForasassiDokumen9 halamanEnergy: R. Lo Frano, G. Pugliese, G. ForasassiMuhammad NaveedBelum ada peringkat
- DESIGN OF PRESSURE VESSEL Full Report DEDokumen48 halamanDESIGN OF PRESSURE VESSEL Full Report DELuis Muñoz100% (1)
- 183 FullDokumen14 halaman183 Fullmechengg01Belum ada peringkat
- OTC 5049 MS Paper PDFDokumen10 halamanOTC 5049 MS Paper PDFwizard120986Belum ada peringkat
- Core NeutronicsDokumen28 halamanCore NeutronicsmayankigcarBelum ada peringkat
- Gland Packings PumpDokumen13 halamanGland Packings PumpJitu JenaBelum ada peringkat
- Nowin 7Dokumen20 halamanNowin 7Djamel BelaBelum ada peringkat
- Pressure VesselDokumen26 halamanPressure VesselMohd Azharudin Mohadi100% (1)
- How Do I Determine Bolt Torque For Flanged ConnectionsDokumen6 halamanHow Do I Determine Bolt Torque For Flanged Connectionsloq100% (1)
- Book - Fires Assessing On The Cable Stayed Bridges - ArupDokumen10 halamanBook - Fires Assessing On The Cable Stayed Bridges - ArupPhạm Thanh PhươngBelum ada peringkat
- Technical Aspect of Storage Tank LossDokumen9 halamanTechnical Aspect of Storage Tank LossAnuj GuptaBelum ada peringkat
- Thermoplastic TanksDokumen8 halamanThermoplastic TankssegomezpBelum ada peringkat
- Research Article: Design and Experimental Research On Sealing Structure For A Retrievable PackerDokumen15 halamanResearch Article: Design and Experimental Research On Sealing Structure For A Retrievable PackerabodolkuhaaBelum ada peringkat
- Cor OMAE2006 92377Dokumen9 halamanCor OMAE2006 92377iwanBelum ada peringkat
- Ground Anchor Tendon Protected Against Corrosion and Damage by A Double Plastic Layer A D Barley Presented at The Ice Conference London 1997Dokumen13 halamanGround Anchor Tendon Protected Against Corrosion and Damage by A Double Plastic Layer A D Barley Presented at The Ice Conference London 1997Kenny CasillaBelum ada peringkat
- 01 LPG Mounded BulletDokumen6 halaman01 LPG Mounded Bulletsiddharth_shendge100% (1)
- Effect of Temperature On Mechanical Performance of Plywood For Membrane TanksDokumen17 halamanEffect of Temperature On Mechanical Performance of Plywood For Membrane TanksMatteo ConciBelum ada peringkat
- Design of Pressure VesselDokumen137 halamanDesign of Pressure VesselCaptainToniesBelum ada peringkat
- Design of Pressure VesselDokumen136 halamanDesign of Pressure VesselHarshal JadhavBelum ada peringkat
- Pandeo TanquesDokumen29 halamanPandeo Tanquesjsfernan3514Belum ada peringkat
- Analytical Evaluation of Stresses and DiDokumen7 halamanAnalytical Evaluation of Stresses and DikckmuthuBelum ada peringkat
- FOR REFERENCE ONLY HNC ENGINEERING Assignment 3Dokumen32 halamanFOR REFERENCE ONLY HNC ENGINEERING Assignment 3waynewelchuk0% (1)
- Ijet V2i1p9Dokumen6 halamanIjet V2i1p9International Journal of Engineering and TechniquesBelum ada peringkat
- SPE-194253-MS Mexico Operator Achieves HSE Incident Free Well Completion Program Ahead of Time and Nine Days of Early Production Using New Generation Polymer Encapsulated Cased Hole Wireline CablesDokumen24 halamanSPE-194253-MS Mexico Operator Achieves HSE Incident Free Well Completion Program Ahead of Time and Nine Days of Early Production Using New Generation Polymer Encapsulated Cased Hole Wireline CablesAli mohammadBelum ada peringkat
- Flange Gasket Basics GFDokumen8 halamanFlange Gasket Basics GFSri DharBelum ada peringkat
- Analysis of ASTM D6226 and ISO 4590Dokumen8 halamanAnalysis of ASTM D6226 and ISO 4590SameerKhanBelum ada peringkat
- Torque PDFDokumen3 halamanTorque PDFicetesterBelum ada peringkat
- A Review of Wind Pressure Coefficients On Greenhouse StructuresDokumen23 halamanA Review of Wind Pressure Coefficients On Greenhouse StructuresYumbo OrganicBelum ada peringkat
- Applsci 12 01273 v2Dokumen16 halamanApplsci 12 01273 v2Anandlal RBelum ada peringkat
- Deep-Sea Pressure VesselDokumen10 halamanDeep-Sea Pressure VesselshahabBelum ada peringkat
- Pressure Vessel Design As Per ASME Section VIII Division 2 and Its OptimizationDokumen8 halamanPressure Vessel Design As Per ASME Section VIII Division 2 and Its OptimizationSunil MishraBelum ada peringkat
- Modeling and Analysis of Solid Vessel and Multilayered Composite Pressure VesselsDokumen62 halamanModeling and Analysis of Solid Vessel and Multilayered Composite Pressure VesselsWebsoft Tech-HydBelum ada peringkat
- 1.1 Development of Composite Pressure VesselsDokumen42 halaman1.1 Development of Composite Pressure VesselsNyana PrakashBelum ada peringkat
- Seaworthy Packing ProcedureDokumen10 halamanSeaworthy Packing ProcedureAnonymous gr5Pr9AVBelum ada peringkat
- On-Stream Leak Repair Techniques - Part 2Dokumen2 halamanOn-Stream Leak Repair Techniques - Part 2qaisarabbas9002100% (1)
- Technical Aspect of Storage Tank Loss PDFDokumen9 halamanTechnical Aspect of Storage Tank Loss PDFIlze Lorena Priego AhumadaBelum ada peringkat
- A New Packing Ring Design - Improved Sealing Efficiency and High DurabilityDokumen5 halamanA New Packing Ring Design - Improved Sealing Efficiency and High Durabilitysujith_das_2Belum ada peringkat
- Interim Project ReportDokumen26 halamanInterim Project ReportPiyush NamdeoBelum ada peringkat
- Woodco - Api6a PDFDokumen37 halamanWoodco - Api6a PDFanjalypeterBelum ada peringkat
- 5.000in 0.362wall IEU S135 NC50 (6.625 X 3.250 TJ) 9P 12BDokumen3 halaman5.000in 0.362wall IEU S135 NC50 (6.625 X 3.250 TJ) 9P 12Bantony100% (1)
- Post Weld Heat TreatmentDokumen2 halamanPost Weld Heat TreatmentgullenariBelum ada peringkat
- Post Weld Heat TreatmentDokumen2 halamanPost Weld Heat TreatmentgullenariBelum ada peringkat
- Clamp PDFDokumen20 halamanClamp PDFyury1102Belum ada peringkat
- Post Weld Heat TreatmentDokumen2 halamanPost Weld Heat TreatmentgullenariBelum ada peringkat
- Flexible Supplier Scorecard TemplateDokumen3 halamanFlexible Supplier Scorecard TemplateantonyBelum ada peringkat
- Bolted JointsDokumen3 halamanBolted JointsGiuseppe GiuseppeBelum ada peringkat
- Closure BoltingDokumen9 halamanClosure BoltingantonyBelum ada peringkat
- Antony Mervin CVDokumen6 halamanAntony Mervin CVantonyBelum ada peringkat
- Loads On FlangesDokumen16 halamanLoads On Flangesccoollest100% (3)
- Design CalculationDokumen111 halamanDesign Calculationanjalypeter100% (1)
- Closure BoltingDokumen9 halamanClosure BoltingantonyBelum ada peringkat
- Brochure 201804171449Dokumen6 halamanBrochure 201804171449antonyBelum ada peringkat
- Antony Mervin ResumeDokumen4 halamanAntony Mervin ResumeantonyBelum ada peringkat
- Inbound Transportation Survey TemplateDokumen3 halamanInbound Transportation Survey TemplateantonyBelum ada peringkat
- Financial Viability TemplateDokumen3 halamanFinancial Viability TemplateantonyBelum ada peringkat
- Stores Material Issue: Date W.O. No Description Stock No Issued Qty Received by Badge No Store KeeperDokumen1 halamanStores Material Issue: Date W.O. No Description Stock No Issued Qty Received by Badge No Store KeeperantonyBelum ada peringkat
- STOREDokumen1 halamanSTOREantonyBelum ada peringkat
- Jet Marine Grease - TdsDokumen2 halamanJet Marine Grease - TdsantonyBelum ada peringkat
- Bolted JointsDokumen3 halamanBolted JointsGiuseppe GiuseppeBelum ada peringkat
- 07 Tubulars, Drilling & Workover Tools, Cementing EquipmentDokumen29 halaman07 Tubulars, Drilling & Workover Tools, Cementing EquipmentDanitza Ivanna MendezBelum ada peringkat
- Dimensional Inspection of 4.1/2" 12.6# L80 13CR Coupling. SAP:199109300Dokumen5 halamanDimensional Inspection of 4.1/2" 12.6# L80 13CR Coupling. SAP:199109300antonyBelum ada peringkat
- Project Charter TemplateDokumen1 halamanProject Charter TemplateandirizaBelum ada peringkat
- Post Weld Heat TreatmentDokumen2 halamanPost Weld Heat TreatmentgullenariBelum ada peringkat
- Post Weld Heat TreatmentDokumen2 halamanPost Weld Heat TreatmentgullenariBelum ada peringkat
- Post Weld Heat TreatmentDokumen2 halamanPost Weld Heat TreatmentgullenariBelum ada peringkat
- My QuestionsDokumen1 halamanMy QuestionsantonyBelum ada peringkat
- Post Weld Heat TreatmentDokumen2 halamanPost Weld Heat TreatmentgullenariBelum ada peringkat
- Is 15705Dokumen10 halamanIs 15705Amandeep SinghBelum ada peringkat
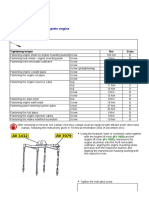
- B.2.02 Refitting The Complete EngineDokumen15 halamanB.2.02 Refitting The Complete EngineNunoBelum ada peringkat
- BS 6994. Grade M Shackles PDFDokumen20 halamanBS 6994. Grade M Shackles PDFPmohamedFazilBelum ada peringkat
- Router Table Model 6151Dokumen40 halamanRouter Table Model 6151capanaoBelum ada peringkat
- Eurex 60 550Dokumen28 halamanEurex 60 550rafiBelum ada peringkat
- AutomotiveDokumen4 halamanAutomotiveSylvia Aguilar RizaldoBelum ada peringkat
- STOPE MATE - S36 Cross Over List GOOD ONEDokumen12 halamanSTOPE MATE - S36 Cross Over List GOOD ONEFelipe BernalBelum ada peringkat
- Komatsu Hydraulic Excavator Pc15r8 2 Shop ManualDokumen20 halamanKomatsu Hydraulic Excavator Pc15r8 2 Shop Manualdoris100% (44)
- General Catalog: UpdatesDokumen357 halamanGeneral Catalog: UpdatesIrwan Karima PutraBelum ada peringkat
- Nissan 350z 2006Dokumen182 halamanNissan 350z 2006seregap84100% (4)
- Compliance Issues and Steel Structures: (ABN) /ACN (94) 000973 839Dokumen6 halamanCompliance Issues and Steel Structures: (ABN) /ACN (94) 000973 839Yilin ZuoBelum ada peringkat
- En 14399-6Dokumen8 halamanEn 14399-6jrtestBelum ada peringkat
- Unidora Simet 520-1 PDFDokumen51 halamanUnidora Simet 520-1 PDFFrancoOroquietaBelum ada peringkat
- Group 2 Specifications: 1. Major ComponentsDokumen8 halamanGroup 2 Specifications: 1. Major ComponentsАлександр ОлейникBelum ada peringkat
- Tornillo de Bolas BP-120Dokumen68 halamanTornillo de Bolas BP-120lenin.patrick1277Belum ada peringkat
- Caterpillar Cat 301.8C Mini Hydraulic Excavator (Prefix JBB) Service Repair Manual (JBB00001 and Up) PDFDokumen22 halamanCaterpillar Cat 301.8C Mini Hydraulic Excavator (Prefix JBB) Service Repair Manual (JBB00001 and Up) PDFfkdmma33% (3)
- Crosby - Hoist RingDokumen3 halamanCrosby - Hoist RingYADAGIRI REDDYBelum ada peringkat
- KSB Etanorm SYA PumpDokumen24 halamanKSB Etanorm SYA Pumpsuperdave643100% (2)
- Bolt Is A Metal Pin With A Head Formed at One End and Shank Threaded at The Other EndDokumen25 halamanBolt Is A Metal Pin With A Head Formed at One End and Shank Threaded at The Other Endgoutham sankarBelum ada peringkat
- 7 Type AbnormalitiesDokumen24 halaman7 Type AbnormalitiesShantanu Shukla100% (2)
- Parts Catalog: 0CR10-M75000ENDokumen59 halamanParts Catalog: 0CR10-M75000ENCarlos PariBelum ada peringkat
- 09 Tightening Torques of Bolts & NutsDokumen3 halaman09 Tightening Torques of Bolts & NutstruryBelum ada peringkat
- WA500-1 10001-UpDokumen933 halamanWA500-1 10001-UpRavinder Singh100% (5)
- SM XR 190L (2017) EngDokumen128 halamanSM XR 190L (2017) EngJuan Pablo Rodriguez0% (1)
- Heat King HK-400 and HK-400Ho PDFDokumen45 halamanHeat King HK-400 and HK-400Ho PDFBolivarBelum ada peringkat
- Shop Manual Pc600-7Dokumen229 halamanShop Manual Pc600-7Jorge Zamora100% (16)
- Instruction Manual: Manual No.: 1 5277001 Date of Release .08.2012Dokumen36 halamanInstruction Manual: Manual No.: 1 5277001 Date of Release .08.2012Angie RochaBelum ada peringkat
- Disassembly & Assembly 4006-8 TRS - KENR6945-00Dokumen180 halamanDisassembly & Assembly 4006-8 TRS - KENR6945-00bagusBelum ada peringkat
- ASTM F 812 - Surface Discontinuities of NutsDokumen5 halamanASTM F 812 - Surface Discontinuities of NutsaliextomaBelum ada peringkat
- Kuga Mk1 Workshop Manual PDFDokumen2.057 halamanKuga Mk1 Workshop Manual PDFMiguel Angel Martín Díaz77% (13)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDari EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansPenilaian: 4.5 dari 5 bintang4.5/5 (21)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDari EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansBelum ada peringkat
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeDari EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgePenilaian: 4.5 dari 5 bintang4.5/5 (59)
- To Engineer Is Human: The Role of Failure in Successful DesignDari EverandTo Engineer Is Human: The Role of Failure in Successful DesignPenilaian: 4 dari 5 bintang4/5 (137)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDari EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Cable Supported Bridges: Concept and DesignDari EverandCable Supported Bridges: Concept and DesignPenilaian: 5 dari 5 bintang5/5 (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Summary of Neil Postman's Amusing Ourselves to DeathDari EverandSummary of Neil Postman's Amusing Ourselves to DeathPenilaian: 4 dari 5 bintang4/5 (2)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyDari EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyPenilaian: 4.5 dari 5 bintang4.5/5 (5)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisDari EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisPenilaian: 5 dari 5 bintang5/5 (3)
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementDari EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementBelum ada peringkat
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDari EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationPenilaian: 4 dari 5 bintang4/5 (18)
- Pile Design and Construction Rules of ThumbDari EverandPile Design and Construction Rules of ThumbPenilaian: 4.5 dari 5 bintang4.5/5 (15)
- Structural Cross Sections: Analysis and DesignDari EverandStructural Cross Sections: Analysis and DesignPenilaian: 4.5 dari 5 bintang4.5/5 (19)
- Up and Running with AutoCAD 2020: 2D Drafting and DesignDari EverandUp and Running with AutoCAD 2020: 2D Drafting and DesignBelum ada peringkat
- Troubleshooting and Repair of Diesel EnginesDari EverandTroubleshooting and Repair of Diesel EnginesPenilaian: 1.5 dari 5 bintang1.5/5 (2)
- Construction Innovation and Process ImprovementDari EverandConstruction Innovation and Process ImprovementAkintola AkintoyeBelum ada peringkat
- The Diesel That Did It: General Motors' FT LocomotiveDari EverandThe Diesel That Did It: General Motors' FT LocomotiveBelum ada peringkat
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownDari EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownBelum ada peringkat