Anda mungkin juga menyukai
- Fiabilité, maintenance prédictive et vibration des machinesDari EverandFiabilité, maintenance prédictive et vibration des machinesBelum ada peringkat
- Methode AmdecDokumen19 halamanMethode AmdecdoaademaneBelum ada peringkat
- Amdec 1Dokumen18 halamanAmdec 1Abdelbari ElaichouchiBelum ada peringkat
- AmdecDokumen17 halamanAmdecZakaria BahaBelum ada peringkat
- AMDECDokumen10 halamanAMDECGhaith Soudani100% (2)
- AMDEC Vanne TransmetteurDokumen2 halamanAMDEC Vanne TransmetteurRedwane BerkatiBelum ada peringkat
- Première PartieDokumen21 halamanPremière PartieGhaith SoudaniBelum ada peringkat
- Liaison SequenceDokumen13 halamanLiaison SequenceJamal OthhayyiBelum ada peringkat
- MaintenanceDokumen2 halamanMaintenancefouadBelum ada peringkat
- Généralité Sur La MaintenanceDokumen24 halamanGénéralité Sur La MaintenanceelyeszebdaBelum ada peringkat
- SOM - TD Analyse Vibratoire 2Dokumen7 halamanSOM - TD Analyse Vibratoire 2Herman Chardonnel BATOUNGADIOBelum ada peringkat
- Methodes de MaintenanceDokumen14 halamanMethodes de MaintenanceMed El HarchaouiBelum ada peringkat
- Fiche Securite Poste MultitecDokumen3 halamanFiche Securite Poste Multitecyouri59490100% (1)
- Cours Concept SDF SDFDokumen35 halamanCours Concept SDF SDFMeziane AchrafBelum ada peringkat
- AMDECDokumen14 halamanAMDECayat50% (2)
- Démarche MBF Finale 12 PDFDokumen57 halamanDémarche MBF Finale 12 PDFZiko FlBelum ada peringkat
- Arbre de DéfaillancesDokumen29 halamanArbre de Défaillancesnabilboum54Belum ada peringkat
- Poste AssemblageDokumen32 halamanPoste AssemblageOussama ObBelum ada peringkat
- Projet de Gmao Maintenance IndustrielDokumen4 halamanProjet de Gmao Maintenance IndustrielAbdoul Shakour NeyaBelum ada peringkat
- Cours GMAO PDFDokumen56 halamanCours GMAO PDFABD REZZAK ABD REZZAK100% (1)
- AMDECDokumen54 halamanAMDECAnge Jacques François NdiayeBelum ada peringkat
- Ap - Ge5 Sesm Sdse.2Dokumen4 halamanAp - Ge5 Sesm Sdse.2IMA100% (1)
- 03 - Surete de Fonctionnement - Fiabilit PDFDokumen186 halaman03 - Surete de Fonctionnement - Fiabilit PDFMadAgguiniBelum ada peringkat
- TD MSPDokumen3 halamanTD MSPYounesBelum ada peringkat
- Etude de Cas Amdec CompresseurDokumen4 halamanEtude de Cas Amdec CompresseurM'barek Bouziani100% (1)
- Introduction La Maintenance:: 1. Définition de La Maintenance: (Définition de La Maintenance SelonDokumen11 halamanIntroduction La Maintenance:: 1. Définition de La Maintenance: (Définition de La Maintenance SelonSmeth JonsonBelum ada peringkat
- Instrumentation HydrauliqueDokumen33 halamanInstrumentation HydrauliquehamoudabiBelum ada peringkat
- Planification MaintenanceDokumen8 halamanPlanification MaintenanceartustBelum ada peringkat
- 06 PDFDokumen10 halaman06 PDFredwaneBelum ada peringkat
- TP 2 Gmao 2017Dokumen19 halamanTP 2 Gmao 2017Abdoo BeelBelum ada peringkat
- Exemple de Projet Six Sigma PDFDokumen33 halamanExemple de Projet Six Sigma PDFHassan Houdoud50% (4)
- Attestation ConsignationDokumen3 halamanAttestation ConsignationKamal Kamal100% (1)
- Methode AmdecDokumen12 halamanMethode Amdecياسين بوصحابا100% (2)
- C4 Assurance DisponibilitéDokumen126 halamanC4 Assurance Disponibilitémnassri houcineBelum ada peringkat
- Cours Master AMDEC V EtudiantsDokumen102 halamanCours Master AMDEC V EtudiantsYou Nes Medjdoub100% (1)
- RapportDokumen82 halamanRapportAdama KafandoBelum ada peringkat
- Procedure D'etalonnage Et Verification TemperatureDokumen15 halamanProcedure D'etalonnage Et Verification TemperatureMorad MouradBelum ada peringkat
- Exposé Qualité Et Sécurité Des EntreprisesDokumen10 halamanExposé Qualité Et Sécurité Des Entreprisesromain fokam100% (1)
- Analyse Preliminaire Des RisquesDokumen2 halamanAnalyse Preliminaire Des RisquesFisso Ben BenBelum ada peringkat
- Formation Brasage Sans Plomb PDFDokumen36 halamanFormation Brasage Sans Plomb PDFm*daliBelum ada peringkat
- Ch6 - Méthode de Diagnostic ADEPA-CETIMDokumen6 halamanCh6 - Méthode de Diagnostic ADEPA-CETIMyoussef machkourBelum ada peringkat
- Matrice D'auto-Qualité: Elaboreé Par: Bekir Feriel Zenedi HoiaidaDokumen11 halamanMatrice D'auto-Qualité: Elaboreé Par: Bekir Feriel Zenedi Hoiaidamoez ben youssefBelum ada peringkat
- M1 - Gestion Des Processus Et de La Qualité - TDDokumen15 halamanM1 - Gestion Des Processus Et de La Qualité - TDdtlnl889Belum ada peringkat
- 2-Management de La SDFDokumen18 halaman2-Management de La SDFredaBelum ada peringkat
- FMD1Dokumen16 halamanFMD1mnassri houcineBelum ada peringkat
- Presentation Mobility Work FRDokumen16 halamanPresentation Mobility Work FRFabBelum ada peringkat
- Exercices Chapitre-1Dokumen3 halamanExercices Chapitre-1Moh SrmBelum ada peringkat
- AMDEC - WS CorrigéDokumen9 halamanAMDEC - WS CorrigéThierryBelum ada peringkat
- CH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECDokumen30 halamanCH02-Analyse Des Modes de Défaillance, de Leurs Effets, de Leur Criticité - AMDECBouchoucha jameleddineBelum ada peringkat
- Presentation Du Master Ingenierie de La MaintenanceDokumen26 halamanPresentation Du Master Ingenierie de La MaintenanceBAALIBelum ada peringkat
- Procedures de Consignation PDFDokumen11 halamanProcedures de Consignation PDFthinkpad100% (1)
- Introduction A La Maintenance IndustrielleDokumen1 halamanIntroduction A La Maintenance Industriellenourelhouda71Belum ada peringkat
- Gestion Des Travaux de La MaintenanceDokumen12 halamanGestion Des Travaux de La MaintenancepppBelum ada peringkat
- Cours Controle ProcessusDokumen339 halamanCours Controle ProcessusDayan Van RillaertBelum ada peringkat
- 7 AmdecDokumen21 halaman7 AmdecFarid IzemBelum ada peringkat
- Etude Critique Et Propositions Pour L'amélioration Du Service Maintenance Au Sein de SOTHERMA - ARIGUET Mounir-1Dokumen68 halamanEtude Critique Et Propositions Pour L'amélioration Du Service Maintenance Au Sein de SOTHERMA - ARIGUET Mounir-1Finance & FormationBelum ada peringkat
- Amdec SoucheDokumen20 halamanAmdec SoucheRim Bdida100% (2)
- ATELIER 6 - DMAIC Et Lean 101(s) PDFDokumen68 halamanATELIER 6 - DMAIC Et Lean 101(s) PDFAbdelillah YamoulBelum ada peringkat
- Procedure de Consignation 01-12-08Dokumen6 halamanProcedure de Consignation 01-12-08Meed100% (1)
- Etude de Cas Amdec PDFDokumen2 halamanEtude de Cas Amdec PDFMichelle50% (2)
- Exercice N9 PDFDokumen2 halamanExercice N9 PDFO Z0% (1)
- Exercice N2 CorrigéDokumen2 halamanExercice N2 CorrigéO Z100% (1)
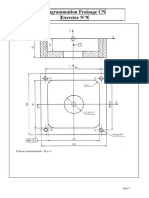
- Exercice N8 PDFDokumen1 halamanExercice N8 PDFO ZBelum ada peringkat
- Examen de Controle - Commande Numérique - 21062018Dokumen14 halamanExamen de Controle - Commande Numérique - 21062018O Z100% (2)
- Examen - Commande Numérique - 18052018-3-CorrigéDokumen21 halamanExamen - Commande Numérique - 18052018-3-CorrigéO Z67% (3)
- 1 EEP - GM 2020 - Chap1&2 PDFDokumen30 halaman1 EEP - GM 2020 - Chap1&2 PDFO ZBelum ada peringkat
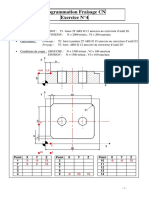
- Exercice N4Dokumen1 halamanExercice N4O ZBelum ada peringkat
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDokumen17 halamanDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZBelum ada peringkat
- Examen - Commande Numérique - 18052018-3 PDFDokumen18 halamanExamen - Commande Numérique - 18052018-3 PDFO ZBelum ada peringkat
- Cours Cao IiDokumen61 halamanCours Cao IiO Z100% (1)
- Bourse ItalieDokumen1 halamanBourse ItalieO ZBelum ada peringkat
- C2 R Cap Int 20 21 Meca 2020Dokumen82 halamanC2 R Cap Int 20 21 Meca 2020O ZBelum ada peringkat
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDokumen17 halamanDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZBelum ada peringkat
- Devoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFDokumen22 halamanDevoir Surveillé - Commande Numérique - 16032018 - Corrigé PDFO Z100% (2)
- DynSystAnnex4 (Bessel)Dokumen3 halamanDynSystAnnex4 (Bessel)O ZBelum ada peringkat
- Chapitre 4Dokumen17 halamanChapitre 4O ZBelum ada peringkat
- TD Gamme de FabricationDokumen4 halamanTD Gamme de FabricationO Z50% (2)
- TD N°6 CaoiiDokumen1 halamanTD N°6 CaoiiO ZBelum ada peringkat
- Chapitre 2Dokumen8 halamanChapitre 2O ZBelum ada peringkat
- Chapitre 5Dokumen8 halamanChapitre 5O ZBelum ada peringkat
- TP 5 PointeursDokumen6 halamanTP 5 PointeursO Z100% (1)
- TD 4 Chaines CaractèresDokumen4 halamanTD 4 Chaines CaractèresO ZBelum ada peringkat
- TD N°5 Caoii PDFDokumen1 halamanTD N°5 Caoii PDFO ZBelum ada peringkat
- Droit+de+préemption FranceDokumen3 halamanDroit+de+préemption FranceoliviacarenekBelum ada peringkat
- La Gestion de L'absentéisme Des ÉlèvesDokumen79 halamanLa Gestion de L'absentéisme Des ÉlèvesAnonymous 529Z5GW8Y100% (1)
- Matériaux IfpDokumen64 halamanMatériaux Ifpsinou.25100% (1)
- Coutume KabylieDokumen34 halamanCoutume KabylieSo' FineBelum ada peringkat
- TD 1 & 2 (Ex & Sol)Dokumen32 halamanTD 1 & 2 (Ex & Sol)SLïmàñ ŢaziaBelum ada peringkat
- ODD Compréhesion PDFDokumen10 halamanODD Compréhesion PDFCheikhBelum ada peringkat
- Cours Mecanique AutoDokumen78 halamanCours Mecanique AutoAkram Ferchichi100% (36)
- Illusions D'optiqueDokumen2 halamanIllusions D'optiqueThỏTúiBelum ada peringkat
- Revue Juridque de Madame Hind MajdoubiDokumen16 halamanRevue Juridque de Madame Hind MajdoubizaynabboukhliqBelum ada peringkat
- 1.4.2 Representation Des Nombres Au Complement Restreint Ou Logique B-1Dokumen5 halaman1.4.2 Representation Des Nombres Au Complement Restreint Ou Logique B-1DialloBelum ada peringkat
- Hydraulique Generale 107-139Dokumen33 halamanHydraulique Generale 107-139Soufiane OuassouBelum ada peringkat
- Mémoire BABA HASSANE Final PDFDokumen127 halamanMémoire BABA HASSANE Final PDFSoumana Abdou100% (1)
- Etude Situation Pme MarocDokumen8 halamanEtude Situation Pme MarocRobertoRafsanjani100% (2)
- IMFCS01Dokumen39 halamanIMFCS01Dang JinlongBelum ada peringkat
- Hour Mohamed PresentationDokumen34 halamanHour Mohamed PresentationHamza IBAARARENBelum ada peringkat
- Chap 1 Sources Et Limites de La Croissance ÉconomiqueDokumen4 halamanChap 1 Sources Et Limites de La Croissance ÉconomiquemaiiimyBelum ada peringkat
- Zeneo Notice Installation Utilisation Atlantic PDFDokumen84 halamanZeneo Notice Installation Utilisation Atlantic PDFCorentin GuerpinBelum ada peringkat
- Diderot Chardin Et La Matiere SensibleDokumen18 halamanDiderot Chardin Et La Matiere SensibleJose MuñozBelum ada peringkat
- Echtd-TD12 Filtrage LineaireDokumen16 halamanEchtd-TD12 Filtrage LineaireAmine El messrarBelum ada peringkat
- Les Éolienne Et Leur ÉtymologieDokumen4 halamanLes Éolienne Et Leur ÉtymologieAlex YaddadenBelum ada peringkat
- TransmissionDokumen156 halamanTransmissionolivierh6580% (5)
- 06 CourbesDokumen3 halaman06 CourbesTsilaBelum ada peringkat
- Les DoriphoriesDokumen15 halamanLes DoriphoriesZaordoz Zed100% (1)
- ArtDokumen3 halamanArtAnna PapageorgiouBelum ada peringkat
- HD 701s ISO B DC00713Dokumen2 halamanHD 701s ISO B DC00713tazjuan1Belum ada peringkat
- Messagerie Esprit - (1ALINFO) - Programme de La Formation 2022 - 2023Dokumen4 halamanMessagerie Esprit - (1ALINFO) - Programme de La Formation 2022 - 2023Safwen SokerBelum ada peringkat
- 5b37261d3d9b3 PDFDokumen116 halaman5b37261d3d9b3 PDFIssa KABOREBelum ada peringkat
- Cours Economie de Projet Tl-2017Dokumen124 halamanCours Economie de Projet Tl-2017jesusatecaoBelum ada peringkat
- TD Andre JelicicDokumen59 halamanTD Andre JelicicTôha MaïgaBelum ada peringkat
- Leçon III Analyse TechniqueDokumen21 halamanLeçon III Analyse TechniqueOuerghi KarimBelum ada peringkat