Anda mungkin juga menyukai
- Ex TD 1 S98 SolDokumen4 halamanEx TD 1 S98 SolshinjiasdBelum ada peringkat
- Ups CT002646Dokumen217 halamanUps CT002646Felipe VillarrealBelum ada peringkat
- Informacion e InstruccionesDokumen9 halamanInformacion e InstruccionesFredi LariosBelum ada peringkat
- Capitulo2 Columnas Cortas PDFDokumen16 halamanCapitulo2 Columnas Cortas PDFAlma_Valladare_719Belum ada peringkat
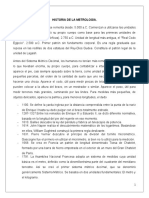
- Historia de La MetrologiaDokumen8 halamanHistoria de La MetrologiaVictor HernandezBelum ada peringkat
- Leer InformacionDokumen1 halamanLeer InformacionMarco LopezBelum ada peringkat
- Trabajo Fina Carlos Sanchez Experimentos II y Tratamientos Termico UNAHDokumen29 halamanTrabajo Fina Carlos Sanchez Experimentos II y Tratamientos Termico UNAHLester RodriguezBelum ada peringkat
- Anexo D Especificaciones SIECA FinalDokumen135 halamanAnexo D Especificaciones SIECA FinalADA08100% (1)
- Anexo D Especificaciones SIECA FinalDokumen135 halamanAnexo D Especificaciones SIECA FinalADA08100% (1)
- Manual Centroamericano de Normas para El Diseño Geometrico de Carreteras Con Enfoque de Gestion de Riesgo y Seguridad VialDokumen386 halamanManual Centroamericano de Normas para El Diseño Geometrico de Carreteras Con Enfoque de Gestion de Riesgo y Seguridad VialJona Rivas50% (4)
- Ex010207 Feb TD SolDokumen8 halamanEx010207 Feb TD Soljeisbel perez0% (1)
- Tablas y Diagramas Vapor de AguaDokumen49 halamanTablas y Diagramas Vapor de AguasbiriguldaBelum ada peringkat
- Guía Termodinámica: Conceptos y EjerciciosDokumen40 halamanGuía Termodinámica: Conceptos y Ejerciciosdanabad122Belum ada peringkat
- ManualDokumen1 halamanManualLester RodriguezBelum ada peringkat
- Manual Centroamericano de Mantenimiento de Carreteras PDFDokumen342 halamanManual Centroamericano de Mantenimiento de Carreteras PDFRudi Maslucan del Castillo100% (1)
- Muestreo de Concreto Recien MezcladoDokumen4 halamanMuestreo de Concreto Recien MezcladoLester RodriguezBelum ada peringkat
- Ejercicios Termodinamica PDFDokumen21 halamanEjercicios Termodinamica PDFIsrael Santiago Pancca M0% (1)
- Manual Centroamericano de Normas para El Diseño Geométrico de CarreterasDokumen426 halamanManual Centroamericano de Normas para El Diseño Geométrico de CarreterasIradier Amed González CBelum ada peringkat
- Ejercicios Resueltos de Termodinamica PDFDokumen113 halamanEjercicios Resueltos de Termodinamica PDFLeonardo Apaza PilcoBelum ada peringkat
- Modulo de Rotura-1001Dokumen2 halamanModulo de Rotura-1001Lester RodriguezBelum ada peringkat
- Manual de VentilacionDokumen137 halamanManual de VentilacionAlejandro Pérez Rodríguez100% (3)
- DinamicaDokumen5 halamanDinamicaLester RodriguezBelum ada peringkat
- INGLES (Imagenes)Dokumen2 halamanINGLES (Imagenes)Lester RodriguezBelum ada peringkat
- Astm C 172-04 MuestreoDokumen4 halamanAstm C 172-04 Muestreopetercien1100% (3)
- Astm C 172Dokumen3 halamanAstm C 172mavcmvhv80% (5)
- Juntas de Construcción y DrenajeDokumen2 halamanJuntas de Construcción y DrenajeLester RodriguezBelum ada peringkat
- Tabla Coeficientes de Escorrentia Zonas RuralesDokumen1 halamanTabla Coeficientes de Escorrentia Zonas RuralesLester RodriguezBelum ada peringkat
- Subnetting PDFDokumen36 halamanSubnetting PDFgines1980Belum ada peringkat
- ADA 7 - Preguntas Sobre Tecnología.Dokumen6 halamanADA 7 - Preguntas Sobre Tecnología.Regina RojasBelum ada peringkat
- Guia 31 El TransformadorDokumen3 halamanGuia 31 El TransformadorGómez MichaelBelum ada peringkat
- Informe de CalidadDokumen18 halamanInforme de CalidadYlder Geronimo DionicioBelum ada peringkat
- Test SterilizacionDokumen2 halamanTest SterilizacionCarmenBelum ada peringkat
- Optimización de la distribución y procesos logísticos en Distribuyamos S.ADokumen6 halamanOptimización de la distribución y procesos logísticos en Distribuyamos S.AQUERUBBelum ada peringkat
- Resistencia de conexiones de corte con doble ángulo mediante soldaduraDokumen406 halamanResistencia de conexiones de corte con doble ángulo mediante soldaduraasimovv100% (1)
- FISICA PRIMERA LETY TEMODINAMICA SimuladorDokumen12 halamanFISICA PRIMERA LETY TEMODINAMICA SimuladorLuis RosasBelum ada peringkat
- 2.1 Introducción A La Energía EólicaDokumen76 halaman2.1 Introducción A La Energía Eólicadamian100% (1)
- Tarea Unidad 3Dokumen9 halamanTarea Unidad 3Kevin Lima100% (3)
- Mapa Conceptual DE AMPLIFICADORESDokumen2 halamanMapa Conceptual DE AMPLIFICADORESRicardo YABelum ada peringkat
- Civilízate Cuarta EdiciónDokumen33 halamanCivilízate Cuarta EdiciónPamela Wu AquijeBelum ada peringkat
- Proceso de Separación y Concentración de MineralesDokumen10 halamanProceso de Separación y Concentración de MineralesNicol OvallesBelum ada peringkat
- METODO FETKOVICH ecuación presión yacimientos gasDokumen3 halamanMETODO FETKOVICH ecuación presión yacimientos gasjose luis pachecoBelum ada peringkat
- EETT BibliotecaDokumen35 halamanEETT BibliotecaClaudio AntrisBelum ada peringkat
- Presentacion Formaleta Metalica AndescolDokumen12 halamanPresentacion Formaleta Metalica Andescolandres_hernandez_30Belum ada peringkat
- Tanques de Lavado: Separación de Agua y PetróleoDokumen2 halamanTanques de Lavado: Separación de Agua y PetróleoPablo TapiaBelum ada peringkat
- Subestacion UnmsmDokumen9 halamanSubestacion UnmsmblanizithoBelum ada peringkat
- Articulo Cientifico de PoleoDokumen7 halamanArticulo Cientifico de PoleoLisbeth Reyes100% (1)
- FINAL SoluciónDokumen8 halamanFINAL SoluciónGianela Cordova AlmestarBelum ada peringkat
- Posición AngularDokumen12 halamanPosición AngularMeyerBelum ada peringkat
- visorPDF PDFDokumen18 halamanvisorPDF PDFYaqueline Lisbeth HPBelum ada peringkat
- INTRODUCCIONDokumen9 halamanINTRODUCCIONTareasBelum ada peringkat
- Pic 16f628aDokumen3 halamanPic 16f628aJuanSe Vasquez CrissBelum ada peringkat
- Diferencia Entre Un Fluido Newtoniano y Un Fluido No Newtoniano 137622 Downloable 2033579Dokumen3 halamanDiferencia Entre Un Fluido Newtoniano y Un Fluido No Newtoniano 137622 Downloable 2033579Eduardo RoncesBelum ada peringkat
- Cuchara Trituradora Marca MontabertDokumen4 halamanCuchara Trituradora Marca MontabertOthoniel CastillaBelum ada peringkat
- r128 Luces LedDokumen22 halamanr128 Luces LeddirecciontecnicalorcaBelum ada peringkat
- Catalogo Nuevo Modulaser 2019Dokumen29 halamanCatalogo Nuevo Modulaser 2019facturacion901291581Belum ada peringkat
- Tecnicas de Separacion EMIDokumen8 halamanTecnicas de Separacion EMIJose FernandezBelum ada peringkat
- 12 Compresores CentrifugosDokumen10 halaman12 Compresores CentrifugosfelixBelum ada peringkat