Anda mungkin juga menyukai
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- Gta+sma PQRDokumen3 halamanGta+sma PQRRahul MoottolikandyBelum ada peringkat
- WPS for SS to CS WeldingDokumen1 halamanWPS for SS to CS WeldingLipika GayenBelum ada peringkat
- DefectDokumen2 halamanDefectanon_90890103100% (1)
- PT Kuwera Karya Me: PanduDokumen2 halamanPT Kuwera Karya Me: PanduGalang Pratama PutraBelum ada peringkat
- Multi Process Welding Procedures QW200.4 (ASME IX)Dokumen1 halamanMulti Process Welding Procedures QW200.4 (ASME IX)HoangBelum ada peringkat
- ITP For Drum Screen InspectionDokumen1 halamanITP For Drum Screen InspectionkapsarcBelum ada peringkat
- Welder ID Card BRE KarahaDokumen5 halamanWelder ID Card BRE KarahaHerruSetiawan100% (1)
- QW 442 A Number PDFDokumen1 halamanQW 442 A Number PDFMadidj_2014Belum ada peringkat
- WQT Form (ASME) 04-23Dokumen1 halamanWQT Form (ASME) 04-23hanz bermejoBelum ada peringkat
- WPS Resrvoire Sous Pression Smaw SawDokumen6 halamanWPS Resrvoire Sous Pression Smaw SawDanem HalasBelum ada peringkat
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDokumen11 halamanEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaBelum ada peringkat
- OC-1-1-FCAW-1 Rev 0 PDFDokumen4 halamanOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Utoc Preliminary Wps Shell Project 270807 PDFDokumen55 halamanUtoc Preliminary Wps Shell Project 270807 PDFErick HoganBelum ada peringkat
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDokumen2 halamanASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaBelum ada peringkat
- Fermi Lab Orbital Welding ProcedureDokumen2 halamanFermi Lab Orbital Welding ProcedurePramod Athiyarathu100% (1)
- STS QAC SOP 006 Repair Procedure For Stainless SteelDokumen5 halamanSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriBelum ada peringkat
- OCS Engineering & Construction Visual Inspection ReportDokumen1 halamanOCS Engineering & Construction Visual Inspection ReportvinothBelum ada peringkat
- Joints (Qw-402) DetailsDokumen3 halamanJoints (Qw-402) DetailsNaqqash SajidBelum ada peringkat
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDokumen3 halamanTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanBelum ada peringkat
- Report No. TA-V-1456Dokumen2 halamanReport No. TA-V-1456u04ajf3Belum ada peringkat
- Tüvis: AD 2000-MerkblattDokumen10 halamanTüvis: AD 2000-MerkblattUfuk ÇİMENBelum ada peringkat
- WPQR Welding Procedure QualificationDokumen3 halamanWPQR Welding Procedure QualificationThanasis KyrgiazoglouBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Belum ada peringkat
- Repair Procedure For Super Heater Coil TubesDokumen2 halamanRepair Procedure For Super Heater Coil Tubesbehzad mohammadiBelum ada peringkat
- Sample Forms WPS PQRDokumen22 halamanSample Forms WPS PQRGMBelum ada peringkat
- PWHTDokumen103 halamanPWHTChetan B KapadiaBelum ada peringkat
- WELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTDokumen1 halamanWELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTAhmed LepdaBelum ada peringkat
- 004 Gtaw P5aDokumen16 halaman004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDokumen50 halamanASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANBelum ada peringkat
- Appendix B3-05 Welding Procedure Specification ENB-MA-WPS-5 Rev. 0 - A4A2E4Dokumen14 halamanAppendix B3-05 Welding Procedure Specification ENB-MA-WPS-5 Rev. 0 - A4A2E4Fadil WimalaBelum ada peringkat
- PL1083 - WHB 1 and 2 REPAIR PROCEDURE Rev 1 PDFDokumen4 halamanPL1083 - WHB 1 and 2 REPAIR PROCEDURE Rev 1 PDFsarsan nedumkuzhiBelum ada peringkat
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Dokumen17 halamanWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizBelum ada peringkat
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Dokumen4 halamanWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiBelum ada peringkat
- ASME 9 Multi Process Welding Procedures QW200Dokumen2 halamanASME 9 Multi Process Welding Procedures QW200Teodor EzaruBelum ada peringkat
- Review of ISO Standards for Welding Procedure SpecificationsDokumen9 halamanReview of ISO Standards for Welding Procedure SpecificationsYan FerizalBelum ada peringkat
- Welding Procedure Specification For Storage Tank & Piping SystemDokumen3 halamanWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadBelum ada peringkat
- Header Plug Seal Weld ProcedureDokumen3 halamanHeader Plug Seal Weld ProcedureMohd Shafuaaz Kassim100% (1)
- WPS for Welding SA-335 P11 to SA-234 WP11Dokumen3 halamanWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitBelum ada peringkat
- VP16 PDFDokumen13 halamanVP16 PDFKara WhiteBelum ada peringkat
- WOPQ Form English1Dokumen2 halamanWOPQ Form English1oaperuchenaBelum ada peringkat
- IX-10-08 QW-407.2 Procedure Qualification LimitsDokumen4 halamanIX-10-08 QW-407.2 Procedure Qualification LimitsPatrick DominguezBelum ada peringkat
- Note 6 - Welder Test RequirementDokumen29 halamanNote 6 - Welder Test RequirementMohamad Yusuf Helmi100% (1)
- Template BUTTDokumen1 halamanTemplate BUTTDylan TriggBelum ada peringkat
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDokumen2 halamanWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabBelum ada peringkat
- Welder Qualification CertificateDokumen2 halamanWelder Qualification CertificateNguyen Thanh BinhBelum ada peringkat
- SB410 (JIS) - Worldwide Equivalent Grades 11Dokumen1 halamanSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Welding Procedure Specifications for P91 Butt WeldsDokumen6 halamanWelding Procedure Specifications for P91 Butt WeldssrinivasanBelum ada peringkat
- Asme CCase 1987-2Dokumen2 halamanAsme CCase 1987-2ADAMJSRAOBelum ada peringkat
- Portfolio Storage&Drying Control ProcedureDokumen4 halamanPortfolio Storage&Drying Control Procedurelaz_kBelum ada peringkat
- 121 T BW FPDokumen4 halaman121 T BW FPA. ΒρατσισταBelum ada peringkat
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDokumen1 halamanWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyBelum ada peringkat
- B-Qac-Pro-210-391xx QCP Welding ControlDokumen22 halamanB-Qac-Pro-210-391xx QCP Welding ControlZaidiBelum ada peringkat
- GMAWDokumen12 halamanGMAWsushant47Belum ada peringkat
- Welding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Dokumen1 halamanWelding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Lipika GayenBelum ada peringkat
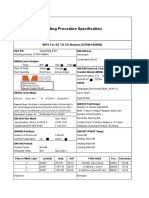
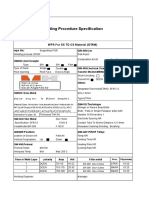
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Dokumen1 halamanWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenBelum ada peringkat
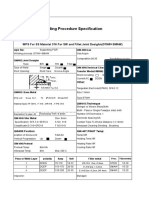
- Welding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Dokumen1 halamanWelding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Lipika GayenBelum ada peringkat
- Welding Procedure Specification for 316 Stainless Steel GTAW WeldsDokumen1 halamanWelding Procedure Specification for 316 Stainless Steel GTAW WeldsLipika GayenBelum ada peringkat
- WPS for Low Carbon Steel SMAW WeldingDokumen1 halamanWPS for Low Carbon Steel SMAW WeldingLipika GayenBelum ada peringkat
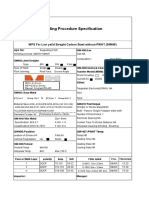
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Dokumen1 halamanWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenBelum ada peringkat
- Acceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Dokumen4 halamanAcceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Lipika Gayen100% (1)
- Table T-233.1 For RTDokumen1 halamanTable T-233.1 For RTLipika GayenBelum ada peringkat
- T-721 For MPTDokumen1 halamanT-721 For MPTLipika GayenBelum ada peringkat
- Table T-233.1 For RTDokumen1 halamanTable T-233.1 For RTLipika GayenBelum ada peringkat
- Quality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VDokumen1 halamanQuality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VLipika Gayen100% (1)
- Tee JointsDokumen1 halamanTee JointsLipika GayenBelum ada peringkat
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Dokumen1 halamanWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenBelum ada peringkat
- Ductile Pipe MFG ProcessDokumen1 halamanDuctile Pipe MFG ProcessLipika GayenBelum ada peringkat
- Impact Test Machine CalculationsDokumen6 halamanImpact Test Machine CalculationsSoumadipta SenBelum ada peringkat
- API 650 Tank Design CalculationDokumen8 halamanAPI 650 Tank Design Calculationmail_younes659283% (29)
- CompressorDokumen17 halamanCompressorLipika GayenBelum ada peringkat
- CompressorDokumen17 halamanCompressorLipika GayenBelum ada peringkat
- CompressorDokumen6 halamanCompressorLipika GayenBelum ada peringkat
- CompressorDokumen17 halamanCompressorLipika GayenBelum ada peringkat
- How Does A Steam Boiler Work?Dokumen11 halamanHow Does A Steam Boiler Work?Lipika GayenBelum ada peringkat
- Third Party Inspection For Reciprocating Compressor - ProcedureDokumen12 halamanThird Party Inspection For Reciprocating Compressor - ProcedureLipika GayenBelum ada peringkat
- Axial Flow For Industry 1Dokumen9 halamanAxial Flow For Industry 1Lipika GayenBelum ada peringkat
- API 650, 5.6.4, Calculation of Shell ThicknessDokumen31 halamanAPI 650, 5.6.4, Calculation of Shell ThicknessalokbdasBelum ada peringkat
- Test ConditionDokumen1 halamanTest ConditionLipika GayenBelum ada peringkat
- Test ConditionDokumen1 halamanTest ConditionLipika GayenBelum ada peringkat
- Technical Tank Inspection Report TemplateDokumen1 halamanTechnical Tank Inspection Report TemplateLipika GayenBelum ada peringkat
- Wa0000Dokumen9 halamanWa0000Lipika GayenBelum ada peringkat
- S.No. Hospital Code Hospital NameDokumen20 halamanS.No. Hospital Code Hospital NameLipika GayenBelum ada peringkat
- Work permit details for IPDC project constructionDokumen1 halamanWork permit details for IPDC project constructionLipika GayenBelum ada peringkat
- Flange Dimensions and Pressure Ratings ChartDokumen24 halamanFlange Dimensions and Pressure Ratings Chartgateauxboy100% (2)
- Tank Shell DesignDokumen4 halamanTank Shell Designgon972001Belum ada peringkat
- Code for Gas Welding Process and ParametersDokumen1 halamanCode for Gas Welding Process and ParametersLipika GayenBelum ada peringkat
- Tank Shell DesignDokumen4 halamanTank Shell Designgon972001Belum ada peringkat
- Standard Pipe Sizes and PropertiesDokumen64 halamanStandard Pipe Sizes and PropertiesLipika GayenBelum ada peringkat
- API 650 Datasheet 1Dokumen16 halamanAPI 650 Datasheet 1alwacsBelum ada peringkat
- General Specifications: Detail ADokumen1 halamanGeneral Specifications: Detail AJeniel PascualBelum ada peringkat
- Executive Order 000Dokumen2 halamanExecutive Order 000Randell ManjarresBelum ada peringkat
- Abortion and UtilitarianismDokumen4 halamanAbortion and UtilitarianismBrent Harvey Soriano JimenezBelum ada peringkat
- Parasitology Lecture Hosts, Symbiosis & TransmissionDokumen10 halamanParasitology Lecture Hosts, Symbiosis & TransmissionPatricia Ann JoseBelum ada peringkat
- Comm Part For A320Dokumen1 halamanComm Part For A320ODOSBelum ada peringkat
- Chapter 4Dokumen26 halamanChapter 4Lana AlakhrasBelum ada peringkat
- Canada's Health Care SystemDokumen11 halamanCanada's Health Care SystemHuffy27100% (2)
- Bentel J408Dokumen64 halamanBentel J408Bojan MarkovicBelum ada peringkat
- 2 English Course BDokumen8 halaman2 English Course BAnjana27Belum ada peringkat
- Quiz EmbryologyDokumen41 halamanQuiz EmbryologyMedShare90% (67)
- of Types of Nuclear ReactorDokumen33 halamanof Types of Nuclear Reactormandhir67% (3)
- Module A Specimen Questions January2020 PDFDokumen5 halamanModule A Specimen Questions January2020 PDFShashi Bhusan SinghBelum ada peringkat
- Nursing Diagnosis TemplateDokumen6 halamanNursing Diagnosis Templatesdk6972Belum ada peringkat
- VIDEO 2 - Thì hiện tại tiếp diễn và hiện tại hoàn thànhDokumen3 halamanVIDEO 2 - Thì hiện tại tiếp diễn và hiện tại hoàn thànhÝ Nguyễn NhưBelum ada peringkat
- Theories of Motivation and Child Moral DevelopmentDokumen5 halamanTheories of Motivation and Child Moral DevelopmentPamela mirandaBelum ada peringkat
- 3-Step Mindset Reset: Overcome Self-Doubt with Mel Robbins' TrainingDokumen11 halaman3-Step Mindset Reset: Overcome Self-Doubt with Mel Robbins' TrainingBožana RadošBelum ada peringkat
- Q4 Module 8Dokumen14 halamanQ4 Module 8DerickBelum ada peringkat
- Lease Practice QuestionsDokumen4 halamanLease Practice QuestionsAbdul SamiBelum ada peringkat
- Ucg200 12Dokumen3 halamanUcg200 12ArielBelum ada peringkat
- RA8485 Animal Welfare Act (Carabao Slaughter)Dokumen2 halamanRA8485 Animal Welfare Act (Carabao Slaughter)Jazreth Gaile100% (1)
- Nursing Plan of Care Concept Map - Immobility - Hip FractureDokumen2 halamanNursing Plan of Care Concept Map - Immobility - Hip Fracturedarhuynh67% (6)
- UNICESS KR Consmetics Maeteria Nunssupjara 01apr23Dokumen44 halamanUNICESS KR Consmetics Maeteria Nunssupjara 01apr23ZB ChuaBelum ada peringkat
- MEDICO-LEGAL ASPECTS OF ASPHYXIADokumen76 halamanMEDICO-LEGAL ASPECTS OF ASPHYXIAAl Giorgio SyBelum ada peringkat
- How To Become A Coffee Aficionado: Tips & Tricks: Kate Macdonnell Brewing Updated: Feb 06 2023Dokumen17 halamanHow To Become A Coffee Aficionado: Tips & Tricks: Kate Macdonnell Brewing Updated: Feb 06 2023sadenaikeBelum ada peringkat
- TA-Ingles IX - UAPDokumen10 halamanTA-Ingles IX - UAPmanuel brennerBelum ada peringkat
- EO On Ban of Fireworks (Integrated)Dokumen2 halamanEO On Ban of Fireworks (Integrated)Mario Roldan Jr.Belum ada peringkat
- Marketing-Aspect 4Dokumen10 halamanMarketing-Aspect 4Leiren RingorBelum ada peringkat
- Jounce Therapeutics Company Events and Start DatesDokumen48 halamanJounce Therapeutics Company Events and Start DatesEquity NestBelum ada peringkat
- Abstract - Tropen Tag 2011 PDFDokumen634 halamanAbstract - Tropen Tag 2011 PDFzmoghesBelum ada peringkat
- Hydrogeological Characterization of Karst Areas in NW VietnamDokumen152 halamanHydrogeological Characterization of Karst Areas in NW VietnamCae Martins100% (1)