Anda mungkin juga menyukai
- Generalidades de SoldaduraDokumen6 halamanGeneralidades de Soldaduraserolfitnas100% (1)
- Boletin Técnico 99 Doblaje de Tuberias Parte 1Dokumen10 halamanBoletin Técnico 99 Doblaje de Tuberias Parte 1Gregor RojasBelum ada peringkat
- CATETOSDokumen44 halamanCATETOSOrlando Delgado HuamaliBelum ada peringkat
- Cuestionario de Engranajes Conicos 3er ParcialDokumen1 halamanCuestionario de Engranajes Conicos 3er Parcialhector i flores laraBelum ada peringkat
- Taller Mecanico EXAMENDokumen20 halamanTaller Mecanico EXAMENYaritza Milena Santin PatiñoBelum ada peringkat
- ELT 562 Guia LAB-Virtual #4 PPM-septiembre-2020Dokumen15 halamanELT 562 Guia LAB-Virtual #4 PPM-septiembre-2020Chambilla SandraBelum ada peringkat
- Calculo de Electroimanes PDFDokumen3 halamanCalculo de Electroimanes PDFSergio Nogales ZambranaBelum ada peringkat
- Tipos de Juntas, Biseles, Talones y Simbología de La SoldaduraDokumen4 halamanTipos de Juntas, Biseles, Talones y Simbología de La SoldaduraAlejandro Avila JarabaBelum ada peringkat
- 1 Devans 3Fs Vsq-22Dokumen6 halaman1 Devans 3Fs Vsq-22TURPO FERNANDEZ JOSE DANIELBelum ada peringkat
- Dibujo Tecnico DigitalDokumen7 halamanDibujo Tecnico Digitaljchs59Belum ada peringkat
- Simbologia SoldaduraDokumen17 halamanSimbologia SoldaduraAnita VelaBelum ada peringkat
- Procedimiento MIG y MAG2Dokumen10 halamanProcedimiento MIG y MAG2Osmar Gabriel PeñalozaBelum ada peringkat
- Ángulo de Giro en El Rango ElásticoDokumen5 halamanÁngulo de Giro en El Rango ElásticoalexBelum ada peringkat
- Calculo Cortocircuito Iec 60364Dokumen6 halamanCalculo Cortocircuito Iec 60364Robinson RiverosBelum ada peringkat
- Ensayo de FlexionDokumen7 halamanEnsayo de FlexionJhony Alfredo Vanegas ArizaBelum ada peringkat
- Calculos en Un Solenoide Y ToroideDokumen17 halamanCalculos en Un Solenoide Y ToroideLizbeth Iris Yana HuamaniBelum ada peringkat
- Afilado de Brocas y Cálculo de Velocidad de CorteDokumen23 halamanAfilado de Brocas y Cálculo de Velocidad de Cortesofia castrogBelum ada peringkat
- 1048598-Arctig 180 HF ProDokumen2 halaman1048598-Arctig 180 HF Promanuel andres castro lavadoBelum ada peringkat
- Fajas o Correas PDFDokumen9 halamanFajas o Correas PDFÆlvr' GonzaleezBelum ada peringkat
- Detector de metales con LM565Dokumen3 halamanDetector de metales con LM565Roberto AguasBelum ada peringkat
- Ped1 - Asier de CelisDokumen9 halamanPed1 - Asier de CelisAsier DCBelum ada peringkat
- Hoja de TrabajoDokumen2 halamanHoja de TrabajoFrank Mechan Osorio0% (2)
- Acotado Dibujo Tecnico IIDokumen12 halamanAcotado Dibujo Tecnico IIBruno PeñarandaBelum ada peringkat
- Rodillo AbatibleDokumen5 halamanRodillo AbatibleMiguel Angel Holguin MontañoBelum ada peringkat
- Ciclo Ideal y Real de MCIaDokumen16 halamanCiclo Ideal y Real de MCIaSayumiTorresBelum ada peringkat
- Mecanismos de línea rectaDokumen39 halamanMecanismos de línea rectaManuel IturbideBelum ada peringkat
- Accesorios Paratuberas Apuntes de Ingenieria QuimicaDokumen15 halamanAccesorios Paratuberas Apuntes de Ingenieria QuimicaedyaspiBelum ada peringkat
- Practica 1Dokumen17 halamanPractica 1Jose Luis MosqueiraBelum ada peringkat
- Mata Burros CaldereriaDokumen39 halamanMata Burros CaldereriaramefBelum ada peringkat
- Ventilación aparcamiento subterráneoDokumen4 halamanVentilación aparcamiento subterráneoGusdeluxeBelum ada peringkat
- Arranque de Compresores Con Motor Monofasico de Fase PartidaDokumen27 halamanArranque de Compresores Con Motor Monofasico de Fase PartidaLuis Esteban Orellano0% (1)
- Evaluacion MFDokumen12 halamanEvaluacion MFVíctor CorzoBelum ada peringkat
- Construir Una Antena Yagi Con Una Lata de PringlesDokumen5 halamanConstruir Una Antena Yagi Con Una Lata de PringlesLuis DiazBelum ada peringkat
- Rectificador de Media Onda y Rectificador de Onda CompletaDokumen6 halamanRectificador de Media Onda y Rectificador de Onda CompletaStephany PeñafortBelum ada peringkat
- CatalogoSMDG Acero Inox y Aluminio 2018 PDFDokumen123 halamanCatalogoSMDG Acero Inox y Aluminio 2018 PDFJulio cesar Torres apaza0% (1)
- Calculo de DisipadoresDokumen6 halamanCalculo de DisipadoresCajamarca AlexBelum ada peringkat
- Accesorios Del TornoDokumen5 halamanAccesorios Del TornoKarlos Alexis Vasquez ArcisBelum ada peringkat
- Circuitos eléctricos: Leyes de Ohm y KirchhoffDokumen10 halamanCircuitos eléctricos: Leyes de Ohm y Kirchhoffyuan raymond retamozo vilcaBelum ada peringkat
- Rotulación y cajetín de planosDokumen7 halamanRotulación y cajetín de planosDrawnintendoBelum ada peringkat
- Procesos de Soldadura Fcaw Gmaw Saw SmawDokumen4 halamanProcesos de Soldadura Fcaw Gmaw Saw SmawEdward Larens100% (1)
- Simbolo InduraDokumen8 halamanSimbolo InduraMiguel Enrique Gonzalez CastroBelum ada peringkat
- Actividad 20 Corrección de Redacción y Reconstrucción de TextoDokumen5 halamanActividad 20 Corrección de Redacción y Reconstrucción de TextoandyrodririosBelum ada peringkat
- Soldadura por arco: proceso y clasificación de electrodosDokumen14 halamanSoldadura por arco: proceso y clasificación de electrodosGinaBelum ada peringkat
- Defectos de La Soldadura Del Proceso GtawDokumen10 halamanDefectos de La Soldadura Del Proceso GtawMiladis DittaBelum ada peringkat
- T8-Trazado Caldereria v.1 (3) (8) .PPSXDokumen106 halamanT8-Trazado Caldereria v.1 (3) (8) .PPSXMario Asquith DíazBelum ada peringkat
- Doblado y CurvadoDokumen37 halamanDoblado y CurvadoRaush José AlbertoBelum ada peringkat
- Luz Nocturna AutomaticaDokumen6 halamanLuz Nocturna Automaticacarlosgabriel19710% (1)
- Aceros Inoxidables Sae 304 410 420Dokumen3 halamanAceros Inoxidables Sae 304 410 420csuspezBelum ada peringkat
- Fundamentos de Maquinas y MecanismosDokumen71 halamanFundamentos de Maquinas y MecanismosCarlos Alfredo0% (1)
- Enunciado Practica 4. Tema 3 EplanDokumen2 halamanEnunciado Practica 4. Tema 3 EplanAyoub Ouydir FadilBelum ada peringkat
- Criterio Térmico PDFDokumen16 halamanCriterio Térmico PDFJorgeBelum ada peringkat
- Teoria TornillosDokumen18 halamanTeoria TornillosNicolas AstrobiBelum ada peringkat
- Laboratorio 6Dokumen10 halamanLaboratorio 6Cristian ChoZegBelum ada peringkat
- Doblado de hojas a formato A4Dokumen2 halamanDoblado de hojas a formato A4jean pierre chamorro benavidesBelum ada peringkat
- Abertura de La RaízDokumen7 halamanAbertura de La RaízHector ChavezBelum ada peringkat
- Union Por Soldaduraa Dania Murillo Pacheco Sede, La PazDokumen12 halamanUnion Por Soldaduraa Dania Murillo Pacheco Sede, La PazDANIA MURILLO PACHECOBelum ada peringkat
- Unidad IV - Soldadura (Pte. I)Dokumen39 halamanUnidad IV - Soldadura (Pte. I)Christian PerezBelum ada peringkat
- Presentacion Seminario 3Dokumen44 halamanPresentacion Seminario 3ivan rodrigo patino plazaBelum ada peringkat
- Juntas MecanicoDokumen12 halamanJuntas MecanicoJair Palacin SuárezBelum ada peringkat
- Apunte de SoldaduraDokumen39 halamanApunte de Soldadurajesus araroBelum ada peringkat
- Menudo Bosque TablaDokumen1 halamanMenudo Bosque TablaPablo fedZBelum ada peringkat
- Alto HornoDokumen1 halamanAlto HornoPablo Fernandez AlonsoBelum ada peringkat
- Casa Del 10Dokumen1 halamanCasa Del 10Pablo fedZBelum ada peringkat
- RIMASDokumen1 halamanRIMASPablo fedZBelum ada peringkat
- TCC, Examen DibujoDokumen1 halamanTCC, Examen DibujoPablo fedZBelum ada peringkat
- Normas de Seguridad en El Taller 25 CopiasDokumen2 halamanNormas de Seguridad en El Taller 25 CopiasPablo fedZBelum ada peringkat
- Días de La SemanaDokumen2 halamanDías de La SemanaPablo fedZBelum ada peringkat
- Fin de Semana Mensaje GatoDokumen2 halamanFin de Semana Mensaje GatoPablo fedZBelum ada peringkat
- Fichas BosqueDokumen2 halamanFichas BosquePablo fedZBelum ada peringkat
- Conformado TermicoDokumen8 halamanConformado TermicoPablo fedZBelum ada peringkat
- Actividadrepaso SCDokumen8 halamanActividadrepaso SCPablo Fernandez AlonsoBelum ada peringkat
- Soldadura en Atmosfera Natural Examen 2 Evaluacion (Recuperación Respuestas)Dokumen5 halamanSoldadura en Atmosfera Natural Examen 2 Evaluacion (Recuperación Respuestas)Pablo fedZBelum ada peringkat
- Calendario MIADokumen1 halamanCalendario MIAPablo fedZBelum ada peringkat
- Resumen Plan de Contingencia para Los Alumnos - 4 CopiasDokumen1 halamanResumen Plan de Contingencia para Los Alumnos - 4 CopiasPablo fedZBelum ada peringkat
- Corte TermicoDokumen8 halamanCorte TermicoPablo fedZBelum ada peringkat
- TEMA 2 LOS ACEROS CorregidoDokumen5 halamanTEMA 2 LOS ACEROS CorregidoPablo fedZBelum ada peringkat
- ETIQUETADokumen1 halamanETIQUETAPablo fedZBelum ada peringkat
- Tema 21Dokumen11 halamanTema 21Pablo fedZBelum ada peringkat
- Normas soldeo 40Dokumen1 halamanNormas soldeo 40Pablo fedZBelum ada peringkat
- Zonas de La Union SoldadaDokumen15 halamanZonas de La Union SoldadaPablo fedZBelum ada peringkat
- Tabla 01 en 10020Dokumen1 halamanTabla 01 en 10020Dennis QuispeBelum ada peringkat
- Corte TermicoDokumen8 halamanCorte TermicoPablo fedZBelum ada peringkat
- Eleccion Tipo de Acero PDFDokumen16 halamanEleccion Tipo de Acero PDFJavier Flores RamosBelum ada peringkat
- San Sin FotosDokumen37 halamanSan Sin FotosPablo fedZBelum ada peringkat
- MOTOCULTORESDokumen5 halamanMOTOCULTORESPablo fedZBelum ada peringkat
- MOTOCULTORESDokumen5 halamanMOTOCULTORESPablo fedZBelum ada peringkat
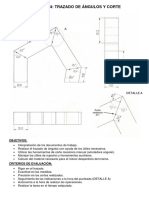
- Practica Trazado 4Dokumen2 halamanPractica Trazado 4Pablo fedZBelum ada peringkat
- NORMALIZACIONDokumen16 halamanNORMALIZACIONPablo fedZBelum ada peringkat
- TEMA 2 - Uniones Soldadas y Tecnicas de SoldeoDokumen19 halamanTEMA 2 - Uniones Soldadas y Tecnicas de SoldeoJuan Hernández100% (4)
- Oxicorte: el proceso de corte térmico por combustiónDokumen19 halamanOxicorte: el proceso de corte térmico por combustiónPablo fedZ50% (2)
- S9-Metalografia Por ReplicaDokumen56 halamanS9-Metalografia Por ReplicaJose JoseBelum ada peringkat
- Práctica #7 - Torres de EnfriamientoDokumen34 halamanPráctica #7 - Torres de EnfriamientoDiana R SanchezBelum ada peringkat
- 2.0 Informe Estudio Hidrologico, Hidraulico y SocavacionDokumen75 halaman2.0 Informe Estudio Hidrologico, Hidraulico y SocavacionLuigy Duran MedinaBelum ada peringkat
- Conjugación de VerbosDokumen4 halamanConjugación de VerbosluisBelum ada peringkat
- S1 4 Matrices de Adyacencia de Las Cuatro SituacionesDokumen9 halamanS1 4 Matrices de Adyacencia de Las Cuatro SituacionesPep DizBelum ada peringkat
- Difusividad etanol-agua en tanquesDokumen8 halamanDifusividad etanol-agua en tanquesMaricruz AvilaBelum ada peringkat
- La Vara Vril y El Cono de CameronDokumen2 halamanLa Vara Vril y El Cono de CameronTeslamem100% (1)
- Practica 1. Las Ecuaciones Diferenciales y Sus Soluciones GGDokumen2 halamanPractica 1. Las Ecuaciones Diferenciales y Sus Soluciones GGSalvador OrtizBelum ada peringkat
- Asfaltos Modificados Con Polímeros Tipo ElastómerosDokumen28 halamanAsfaltos Modificados Con Polímeros Tipo ElastómerosDaniel MurilloBelum ada peringkat
- Factor de carga y diagramas de carga eléctricaDokumen7 halamanFactor de carga y diagramas de carga eléctricaJean CarlosBelum ada peringkat
- Proyecto 2.5 TelemetriaDokumen8 halamanProyecto 2.5 TelemetriaFernando LopezBelum ada peringkat
- Informe N°03Dokumen33 halamanInforme N°03brayan garciaBelum ada peringkat
- Modalismo y Dodecafonismo)Dokumen13 halamanModalismo y Dodecafonismo)Oscar Eduardo Sadder Rivera100% (1)
- Taller 3cer CorteDokumen12 halamanTaller 3cer CorteLaura Carmona.Belum ada peringkat
- Matemática Superior: Números RealesDokumen18 halamanMatemática Superior: Números RealesSandra Valeria Roncal GarcíaBelum ada peringkat
- 1 en EsDokumen28 halaman1 en EsGiovanni GómezBelum ada peringkat
- Diseño Cohete Sonda, Revista EGSINDokumen12 halamanDiseño Cohete Sonda, Revista EGSINCarlos Manuel SalcedoBelum ada peringkat
- Dispositivos Auxiliares Del CarburadorDokumen7 halamanDispositivos Auxiliares Del CarburadorYoisBelum ada peringkat
- Guía técnica mantenimiento PCsDokumen21 halamanGuía técnica mantenimiento PCsBrayaLBelum ada peringkat
- SEP Introduccion 2015Dokumen24 halamanSEP Introduccion 2015Charlie IsraelBelum ada peringkat
- Acondicionado ECGDokumen11 halamanAcondicionado ECGJulio AmbarioBelum ada peringkat
- S15.s1 - Resolver EjerciciosDokumen4 halamanS15.s1 - Resolver EjerciciosSebastian RosasBelum ada peringkat
- Mecanica para TodosDokumen208 halamanMecanica para Todosedu.cadenillas5800Belum ada peringkat
- Ejercicio PRACTICASDokumen8 halamanEjercicio PRACTICASmauBelum ada peringkat
- Investigación CientíficaDokumen24 halamanInvestigación CientíficaMarco VinicioBelum ada peringkat
- Arquitectura de Von NeumannDokumen10 halamanArquitectura de Von NeumannHerley M. CarrilloBelum ada peringkat
- ¿Qué Ocurre en Las Aulas en Donde Los Niños No AprendenDokumen16 halaman¿Qué Ocurre en Las Aulas en Donde Los Niños No AprendenKELY VINASCOBelum ada peringkat
- El Abrazo Ineludible de La MetafísicaDokumen9 halamanEl Abrazo Ineludible de La MetafísicaOriol Milà JansàBelum ada peringkat
- Formato OR 2011Dokumen6 halamanFormato OR 2011dj danielilloBelum ada peringkat
- Ramas de La Climatología-Grupo 1Dokumen14 halamanRamas de La Climatología-Grupo 1Yunior RomanBelum ada peringkat