Anda mungkin juga menyukai
- Ind. Eng. Chem. Res. 2008 - 47 - 850-866Dokumen17 halamanInd. Eng. Chem. Res. 2008 - 47 - 850-866Lindsey BondBelum ada peringkat
- FCC Dynamic Modeling First Principles orDokumen6 halamanFCC Dynamic Modeling First Principles orMón Quà Vô GiáBelum ada peringkat
- Multiobjective Optimisation of Fluid Catalytic Cracker Unit Using Genetic AlgorithmsDokumen6 halamanMultiobjective Optimisation of Fluid Catalytic Cracker Unit Using Genetic AlgorithmsShaik RuksanaBelum ada peringkat
- Modeling and Simulation of Fluidized Catalytic Cracking Riser Reactor Using Pseudo Reaction Kinetics: A ReviewDokumen15 halamanModeling and Simulation of Fluidized Catalytic Cracking Riser Reactor Using Pseudo Reaction Kinetics: A Reviewsalim salimBelum ada peringkat
- First Principle Modeling of An Industrial Fluid Catalytic Cracking - The Adaptation of The ModelDokumen6 halamanFirst Principle Modeling of An Industrial Fluid Catalytic Cracking - The Adaptation of The ModelTry SutrisnoBelum ada peringkat
- Modelling of A Fluidized Catalytic Cracking ProcessDokumen7 halamanModelling of A Fluidized Catalytic Cracking ProcessMmediong UdofiaBelum ada peringkat
- RADU S.PDF 1 14 - 5Dokumen7 halamanRADU S.PDF 1 14 - 5salim salimBelum ada peringkat
- Advanced Chemical Reaction Engineering CBE9450 ProjectDokumen21 halamanAdvanced Chemical Reaction Engineering CBE9450 Projectdaoud saleemBelum ada peringkat
- Study On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionDokumen7 halamanStudy On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionJessica CehBelum ada peringkat
- Modeling and Simulation of Fluid Catalytic Cracking Unit: Reviews in Chemical Engineering January 2005Dokumen38 halamanModeling and Simulation of Fluid Catalytic Cracking Unit: Reviews in Chemical Engineering January 2005Diyar AliBelum ada peringkat
- VallesBrullJudit MastersThesis 3Dokumen70 halamanVallesBrullJudit MastersThesis 3salim salimBelum ada peringkat
- Simulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming ProcessDokumen5 halamanSimulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming ProcessHưng Luca100% (1)
- Simulation of Fluid Catalytic CrackerDokumen62 halamanSimulation of Fluid Catalytic CrackerAhmed Ali100% (1)
- 1 s2.0 S0098135400004531 Main PDFDokumen7 halaman1 s2.0 S0098135400004531 Main PDFShaik RuksanaBelum ada peringkat
- Rodriguez 2013Dokumen12 halamanRodriguez 2013wsanchez_soteloBelum ada peringkat
- 1170 2034 1 SMDokumen10 halaman1170 2034 1 SMMohammed HeshamBelum ada peringkat
- Kinetic Modelling of Industrial Vgo HydrocrackingDokumen7 halamanKinetic Modelling of Industrial Vgo HydrocrackingRathikanti JanardhanBelum ada peringkat
- Ijet 7641Dokumen11 halamanIjet 7641salim salimBelum ada peringkat
- (Petroleum) - UOP Fluid Catalytic Cracking UnitDokumen25 halaman(Petroleum) - UOP Fluid Catalytic Cracking UnitSölangs QüntellaBelum ada peringkat
- Catalytic Reforming ProcessesDokumen3 halamanCatalytic Reforming Processeskmoualek5872Belum ada peringkat
- Maximum FCC Diesel Yield With TSRFCC TechnologyDokumen2 halamanMaximum FCC Diesel Yield With TSRFCC TechnologyMai Ngoc ChienBelum ada peringkat
- Parametric Sensitivity Studies in A Commercial FCC UnitDokumen14 halamanParametric Sensitivity Studies in A Commercial FCC UnitShaik RuksanaBelum ada peringkat
- Partially Supported by CNPQDokumen6 halamanPartially Supported by CNPQAnonymous WkbmWCa8MBelum ada peringkat
- Simulation VGO and Waste Lubricating - Cooking OilDokumen9 halamanSimulation VGO and Waste Lubricating - Cooking Oilrahulravi2011Belum ada peringkat
- Batch PaperDokumen6 halamanBatch PaperMr_Sad_07Belum ada peringkat
- Multifunctional Two-Stage Riser Fluid Catalytic Cracking ProcessDokumen6 halamanMultifunctional Two-Stage Riser Fluid Catalytic Cracking ProcesssagarsrinivasBelum ada peringkat
- Modeling and Control of A Riser Type Fluid Catalytic Cracking (FCC)Dokumen12 halamanModeling and Control of A Riser Type Fluid Catalytic Cracking (FCC)krg09100% (1)
- Temperature ControlsDokumen10 halamanTemperature Controlsmashaikh898470Belum ada peringkat
- Model Predictive Controller Design of Hydrocracker ReactorsDokumen9 halamanModel Predictive Controller Design of Hydrocracker ReactorsM Ahmed LatifBelum ada peringkat
- LG Chem Terephthaldehyde Reactor OptimisationDokumen7 halamanLG Chem Terephthaldehyde Reactor Optimisationnghiemta18Belum ada peringkat
- A.K.Jana Bottom Flashing 1Dokumen9 halamanA.K.Jana Bottom Flashing 1Ganesh Kamineni75Belum ada peringkat
- Repetitive Control and Online Optimization of Catofin Propane ProcessDokumen6 halamanRepetitive Control and Online Optimization of Catofin Propane ProcessAnnuRawatBelum ada peringkat
- (Petroleum) - UOP Fluid Catalytic Cracking Unit PDFDokumen25 halaman(Petroleum) - UOP Fluid Catalytic Cracking Unit PDFNicolas ArmaniBelum ada peringkat
- Predictive Control of Thermal Power Plants: C. Aurora, L. Magni, R. Scattolini, P. Colombo, F. Pretolani and G. VillaDokumen19 halamanPredictive Control of Thermal Power Plants: C. Aurora, L. Magni, R. Scattolini, P. Colombo, F. Pretolani and G. Villamihai_draganescu3601Belum ada peringkat
- A New Lumping Kinetic Model For Fluid Catalytic Cracking: Petroleum Science and TechnologyDokumen8 halamanA New Lumping Kinetic Model For Fluid Catalytic Cracking: Petroleum Science and Technologysalim salimBelum ada peringkat
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsDari EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsPenilaian: 4 dari 5 bintang4/5 (5)
- Xie 2020Dokumen14 halamanXie 2020valery akhmBelum ada peringkat
- B7a6 PDFDokumen6 halamanB7a6 PDFVishal GoswamiBelum ada peringkat
- Mejoradores de NaftaDokumen12 halamanMejoradores de NaftaEduardo AmayaBelum ada peringkat
- Simulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming ProcessDokumen5 halamanSimulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming Processck19654840Belum ada peringkat
- S A M S AC R P: Hortcut Pproach T O Odeling A N D Imulation O F Atalytic Eforming RocessDokumen6 halamanS A M S AC R P: Hortcut Pproach T O Odeling A N D Imulation O F Atalytic Eforming RocessLuis Enrique Jiménez GonzálezBelum ada peringkat
- Modeling of Non-Isothermal Fluid Catalytic Cracking Riser ReactorDokumen6 halamanModeling of Non-Isothermal Fluid Catalytic Cracking Riser ReactorEdgar Enrique Diaz MarquinaBelum ada peringkat
- A New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishDokumen10 halamanA New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishMai Ngoc ChienBelum ada peringkat
- Abdul KineticModHighSeverityFCC 2003Dokumen6 halamanAbdul KineticModHighSeverityFCC 2003ignacio7pazBelum ada peringkat
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingDokumen12 halamanMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContreras100% (1)
- Dynamic Simulation of A PVC Suspension Reactor A. Dimian, D. Diepen, G. ADokumen6 halamanDynamic Simulation of A PVC Suspension Reactor A. Dimian, D. Diepen, G. Amatheus735Belum ada peringkat
- An Open Source FCC Model Santander Et Al 2022Dokumen17 halamanAn Open Source FCC Model Santander Et Al 2022TwinkleBelum ada peringkat
- Simulación Del Reactor IndustrialDokumen6 halamanSimulación Del Reactor IndustrializurietaeduardoBelum ada peringkat
- Fluid Catalytic Cracking FCC Process ModDokumen29 halamanFluid Catalytic Cracking FCC Process ModDriss EddeniaBelum ada peringkat
- GPA08 PaperDokumen9 halamanGPA08 PaperhicherkBelum ada peringkat
- IGCC Preliminary DesignDokumen34 halamanIGCC Preliminary DesignOnnuri WonBelum ada peringkat
- An Integrated Methodology For The Modeling of Fluid Catalytic Cracking (FCC) Riser ReactorDokumen11 halamanAn Integrated Methodology For The Modeling of Fluid Catalytic Cracking (FCC) Riser ReactorSagar SrinivasBelum ada peringkat
- Kinetic Modeling of Hydrocracking of Heavy Oil Fractions - A Review PDFDokumen17 halamanKinetic Modeling of Hydrocracking of Heavy Oil Fractions - A Review PDFMohmmed Abdullah SanamBelum ada peringkat
- Neuro-Fuzzy Controller For Gas Turbine in Biomass-Based Electric Power PlantDokumen13 halamanNeuro-Fuzzy Controller For Gas Turbine in Biomass-Based Electric Power Plantmbg2012Belum ada peringkat
- Biomas TurbineDokumen27 halamanBiomas TurbineMartin mtawaliBelum ada peringkat
- Modeling and Optimization of A Semiregenerative Catalytic Naphtha ReformerDokumen14 halamanModeling and Optimization of A Semiregenerative Catalytic Naphtha ReformerahmadgolrokhBelum ada peringkat
- A New Coordinated Control Strategy For Boiler-Turbine System of Coal-Fired Power PlantDokumen12 halamanA New Coordinated Control Strategy For Boiler-Turbine System of Coal-Fired Power Plantmuhammad aliBelum ada peringkat
- Kapco PDFDokumen12 halamanKapco PDFmuhammad aliBelum ada peringkat
- Computational Flow Modeling for Chemical Reactor EngineeringDari EverandComputational Flow Modeling for Chemical Reactor EngineeringPenilaian: 3 dari 5 bintang3/5 (3)
- Process System Value and Exergoeconomic Performance of Captive Power PlantsDari EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsBelum ada peringkat
- CH Gate 2012Dokumen20 halamanCH Gate 2012Arvind SinghBelum ada peringkat
- Permit To Work SystemDokumen10 halamanPermit To Work SystemrahulsaxenaBelum ada peringkat
- Accelerating Change, The LUI, Avatars, and Personality Capture: The Symbiotic AgeDokumen34 halamanAccelerating Change, The LUI, Avatars, and Personality Capture: The Symbiotic AgerahulsaxenaBelum ada peringkat
- 05 TheSocialImpactofICTDokumen28 halaman05 TheSocialImpactofICTChyrsella VerenaBelum ada peringkat
- Impact of Technology On Education: PUSD School Board January 17, 2006Dokumen25 halamanImpact of Technology On Education: PUSD School Board January 17, 2006rahulsaxenaBelum ada peringkat
- Chapter 16: Sales Promotion and Personal SellingDokumen40 halamanChapter 16: Sales Promotion and Personal Sellingsheelkumar21Belum ada peringkat
- HW 1Dokumen1 halamanHW 1rahulsaxenaBelum ada peringkat
- Vol Damper (Smacna)Dokumen9 halamanVol Damper (Smacna)MohamedOmar83Belum ada peringkat
- QuestionsDokumen7 halamanQuestionsallanrnmanalotoBelum ada peringkat
- Curriculam Vitae: ObjectiveDokumen4 halamanCurriculam Vitae: ObjectiveSachin DeoBelum ada peringkat
- Sumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Dokumen32 halamanSumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Rohit Raj0% (1)
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDokumen38 halamanMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaBelum ada peringkat
- Operating Instructions: MCA 122 Modbus TCPDokumen46 halamanOperating Instructions: MCA 122 Modbus TCPnefertiti551Belum ada peringkat
- Standards of MeasurementDokumen12 halamanStandards of MeasurementShubham KheraBelum ada peringkat
- Stereo Conversion Preamplifier: GeneralDokumen2 halamanStereo Conversion Preamplifier: GeneralFRANK NIELE DE OLIVEIRABelum ada peringkat
- IoT - Building Blocks, Applications and ChallengesDokumen60 halamanIoT - Building Blocks, Applications and ChallengesRamanamurthy Saripalli0% (1)
- SEPARATION THEORY - From Basic Separation To ALCAP SystemDokumen42 halamanSEPARATION THEORY - From Basic Separation To ALCAP SystemmgbouneBelum ada peringkat
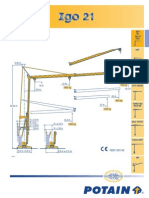
- Potain Igo 21 PDFDokumen4 halamanPotain Igo 21 PDFMarco CruzBelum ada peringkat
- OE Spec MTU16V4000DS2250 3F FC 50Hz 1 14Dokumen6 halamanOE Spec MTU16V4000DS2250 3F FC 50Hz 1 14YasirSwatiBelum ada peringkat
- MRT PrjectDokumen59 halamanMRT PrjectFahrul 2394Belum ada peringkat
- Dji Phantom 4 RTK Book F-2Dokumen18 halamanDji Phantom 4 RTK Book F-2Liu Purnomo100% (1)
- Catapult Ref ManDokumen372 halamanCatapult Ref ManBiplab RoyBelum ada peringkat
- Building Applications in C# - InTLDokumen682 halamanBuilding Applications in C# - InTLMustehsan Armaghan Ghouri Magkacgck100% (1)
- EEC 319 Engineer in The Society DocumentDokumen3 halamanEEC 319 Engineer in The Society Documentgodspower odior100% (1)
- AC ResumeDokumen2 halamanAC Resumesampaguita_r7166Belum ada peringkat
- T2 Homework 2Dokumen3 halamanT2 Homework 2Aziz Alusta OmarBelum ada peringkat
- Digi Centre Operational TechnologyDokumen6 halamanDigi Centre Operational Technologymtrego94410% (2)
- Apollo Experience Report Electronic Systems Test Program Accomplishments and ResultsDokumen70 halamanApollo Experience Report Electronic Systems Test Program Accomplishments and ResultsBob AndrepontBelum ada peringkat
- SG-05 Safety Guideline For Illumination at WorkplaceDokumen5 halamanSG-05 Safety Guideline For Illumination at WorkplacebsrchandruBelum ada peringkat
- Module 3 Density Altitude ExperimentDokumen3 halamanModule 3 Density Altitude ExperimentIvan100% (1)
- How To Draw and Read Line Diagrams Onboard Ships?: ShareDokumen9 halamanHow To Draw and Read Line Diagrams Onboard Ships?: ShareShaif uddin rifatBelum ada peringkat
- Is 1786Dokumen5 halamanIs 1786Jeevan ShendreBelum ada peringkat
- Legend:-: General Arrangement ACS550-124A-4 YN3A205086-GAADokumen12 halamanLegend:-: General Arrangement ACS550-124A-4 YN3A205086-GAANeeraj SharmaBelum ada peringkat
- Honcha QT6 16 PDFDokumen7 halamanHoncha QT6 16 PDFSuhendra Amka PutraBelum ada peringkat
- Keystone - GR SeriesDokumen16 halamanKeystone - GR SeriesMohd Khairi Mohd NorzianBelum ada peringkat
- Astm D3212.380331 1Dokumen3 halamanAstm D3212.380331 1anish_am2005Belum ada peringkat
- Business Plan On Plastic Recycling & ManufacturingDokumen19 halamanBusiness Plan On Plastic Recycling & ManufacturingSah Sanjiv KumarBelum ada peringkat