Automação de Processos Industriais-Módulo 1
Diunggah oleh
Assis JúniorDeskripsi Asli:
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Automação de Processos Industriais-Módulo 1
Diunggah oleh
Assis JúniorHak Cipta:
Format Tersedia
UFRN - CT – DCA - CEAPI 1
Automação de
Processos
Industriais
Professor: André Laurindo Maitelli, Dsc.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 2
ÍNDICE
1- Introdução ........................................................................................................................ 3
1.1- Segmentos da Automação ................................................................................ 6
1.2- Objetivos da Automação .................................................................................. 7
1.3- Tecnologias Associadas à Automação ............................................................. 8
2- Aplicações de Automação ............................................................................................... 17
2.1- Saneamento ....................................................................................................... 18
2.2- Setor Elétrico .................................................................................................... 22
2.3- Indústria Sucroalcooleira ................................................................................ 27
2.4- Indústria Têxtil ................................................................................................. 30
2.5- Indústria Automobilistica ................................................................................ 31
2.6- Indústria de Petróleo e Gás ............................................................................. 33
3- Introdução aos Controladores Lógicos Programáveis ................................................. 38
3.1- Definição ............................................................................................................ 38
3.2- Histórico de Evolução dos CLPs ..................................................................... 38
3.3- Aplicações de CLP na Indústria ..................................................................... 40
3.4- Componentes de um CLP ................................................................................ 41
3.5- Introdução às Linguagens de Programação de CLPs ................................... 47
4 – Referências Bibliográficas ............................................................................................ 53
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 3
1- INTRODUÇÃO
A automação surgiu como o caminho para a redução da participação da “mão humana”
sobre os processos industriais. Partindo desse conceito, podemos dizer que a utilização em
larga escala do moinho hidráulico para fornecimento de farinha, no século X, foi uma das
primeiras criações humanas com o objetivo de automatizar o trabalho, ainda que de forma
arcaica. Esse desenvolvimento da mecanização teria impulsionado mais tarde o surgimento da
automação.
A disseminação do moinho hidráulico pela Europa Ocidental levou a um crescimento
da produção de alimentos nunca antes observado. Na época, um moinho era capaz de
substituir o trabalho de dez a vinte homens. Desde então o homem tem direcionado seu
conhecimento para o desenvolvimento de tecnologias que desonerem suas atividades braçais.
Um exemplo é a máquina a vapor, que começou a ser utilizada para movimentar
equipamentos industriais em 1775.
A necessidade cada vez maior de produzir mais e melhor culminou na Revolução
Industrial, ocorrida a partir da segunda metade do século XVIII. Grande marco da substituição
do trabalho braçal por máquinas que executavam a mesma tarefa com maior eficiência e
qualidade, a Revolução acelerou o processo de transformação e desenvolvimento de
tecnologias.
Mas foi com a ajuda do inventor James Watt que a máquina a vapor se tornou mais
eficiente, com a implantação do regulador de velocidade. Assim, estava criado o sistema que
unia as tecnologias pneumática e hidráulica.
As modificações feitas por Watt tiveram tanta importância para o parque fabril da
época que levaram o filósofo alemão Karl Marx a considerar a máquina a vapor como o item
mais importante da grande indústria. As companhias de fabricação têxtil foram as mais
beneficiadas, mas apenas Alemanha, Estados Unidos e Inglaterra se equiparavam em
capacidade de produção nesse primeiro período da revolução industrial.
As primeiras máquinas movidas a eletricidade surgiram em meados do século XIX,
graças a esforços de diversos pesquisadores – entre eles Michael Faraday e André-Marie
Ampère – que estudaram a utilização da eletricidade e do magnetismo em conjunto, levando
ao desenvolvimento de motores que, conectados a sistemas elétricos, acionavam alavancas.
No final do século XIX, esse tipo de motor começou a ficar obsoleto e deu lugar às máquinas
que usavam a corrente elétrica em circulação em condutores para interagir com o campo
magnético produzido por imãs ou eletroímãs.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 4
Para muitos autores a história da automação industrial começa efetivamente na década
de 20 quando Henry Ford cria a linha de produção para a fabricação de automóveis. Isto fez
com que aumentasse a produção e os preços fossem diminuídos. Porém, o grande impulso
para a automação se deu com o aparecimento dos transistores na década de 60.
A Segunda Guerra Mundial (1939-1945) também contribuiu para a história do
controle automático – ainda que com objetivos menos nobres – com o desenvolvimento de
sistemas para aplicação no lançamento de mísseis.
O conceito de automação foi instituído nos Estados Unidos apenas em 1946, nas
fábricas automotivas e, atualmente, o termo significa qualquer sistema que utilize computação
e que substitua o trabalho humano com o intuito de aumentar a velocidade e a qualidade dos
processos produtivos, a segurança dos funcionários, além de obter maior controle,
planejamento e flexibilidade da produção.
A criação, em 1947, do transistor ajudou a impulsionar o desenvolvimento da
automação, pois se tratava de um componente eletrônico capaz de controlar a passagem da
corrente elétrica em determinados sistemas. “O transistor é a base para qualquer processador
moderno”, explica o especialista em manutenção de sistemas elétricos e gerente técnico da
Adimarco, Marcelo Paulino. Com o uso do transistor e da eletrônica, foi possível o
desenvolvimento dos primeiros computadores industriais. Embora o microprocessamento
tenha sido comercializado apenas a partir dos anos 1960, foi nesse período que surgiram os
primeiros robôs mecânicos a incorporar sistemas de microprocessamento e unir tecnologias
mecânicas e elétricas.
Até o final da década de 1960, as empresas automobilísticas produziam em massa,
com rapidez e qualidade, mas não ofereciam muitas opções para os clientes, já que a linha de
produção não era flexível. A solicitação de um carro com acessórios específicos ou com uma
cor diferente da disponível para pronta entrega poderia levar muitos meses para ser produzida,
por exemplo.
Percebendo a necessidade do mercado, a General Motors (GM), nos Estados Unidos,
solicitou à empresa Allen-Bradley que confeccionasse um produto que conferisse
versatilidade à produção. A empresa, que já produzia contatores e dispositivos elétricos,
desenvolveu, em 1968, o equipamento chamado Controlador Lógico Programável (CLP), que
substituiu os antigos relés e permitiu fazer modificações rápidas de programação no processo
produtivo. Até então, tal programação era feita utilizando relés, e a complexidade dos
processos produtivos envolvidos exigia, não raro, instalações em painéis de cabinas de
controle com centenas de relés, exigindo uma enorme quantidade de interconexões entre eles.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 5
Desta forma, além de uma operacionalidade muito baixa, existiam outros problemas: alto
consumo de energia, difícil manutenção, modificações de comandos dificultados e onerosos
com muitas alterações na fiação, ocasionando número de horas paradas, além de dificuldades
em se manter a documentação atualizada dos esquemas de comando modificados. O CLP
surgiu com a intenção de substituir toda esta parafernália, tornando o sistema mais flexível,
econômico e eficiente.
Com o CLP, as alterações eram feitas apenas mudando sua programação, enquanto
que os sistemas a relés implicavam modificar a montagem dos equipamentos e, muitas vezes,
substituir o hardware. O CLP foi introduzido na planta da GM em 1969 e os Estados Unidos e
a Europa foram os primeiros beneficiados com a tecnologia que só chegou ao Brasil mais
tarde, nos anos 1980.
O crescente avanço tecnológico nas diversas áreas do conhecimento humano tem se
mostrado, nos últimos anos, surpreendente. A utilização de automação nas indústrias tem sido
cada vez maior, proporcionando um aumento na qualidade e quantidade da produção e, ao
mesmo tempo, oferecendo preços atrativos. Ou seja, a utilização da automação aumenta a
eficiência, tornando as empresas competitivas no mercado. Portanto, trata-se de um caminho
de uma única mão. Para se fazer frente à concorrência procura-se aumentar a produtividade
(razão entre o volume produzido e os recursos empregados), reduzir custos de produção e
aumentar a qualidade dos produtos oferecidos. Ao mesmo tempo, para atender às exigências
de diversidade do mercado consumidor e a gradativa redução da vida útil dos produtos,
procura-se ampliar a flexibilidade na utilização dos sistemas produtivos.
O avanço da Automação está ligado, em grande parte, ao avanço da microeletrônica
que se deu nos últimos anos. Pouco a pouco, a microeletrônica invadiu os setores produtivos
das indústrias, propiciando a automação. O processo de automação não atinge apenas a
produção em si, substituindo o trabalho braçal por robôs e máquinas computadorizadas, mas
permite enormes ganhos de produtividade ao integrar tarefas distintas com a elaboração de
projetos, o gerenciamento administrativo e a produção.
A automação industrial pode ser definida como um conjunto de técnicas destinadas a
tornar automáticos vários processos na indústria, substituindo o trabalho muscular e mental do
homem por equipamentos diversos. O conceito de automação varia com o ambiente e
experiência da pessoa envolvida e aplica-se a outras áreas além da industrial. São exemplos de
automação:
- Para uma dona de casa, a máquina de lavar roupa ou lavar louça.
- Para um empregado da indústria automobilística, pode ser um robô.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 6
- Para uma pessoa comum, pode ser a capacidade de tirar dinheiro do caixa eletrônico.
O conceito de automação inclui a idéia de usar a potência elétrica ou mecânica para
acionar algum tipo de máquina. Deve acrescentar à máquina algum tipo de inteligência para
que ela execute sua tarefa de modo mais eficiente e com vantagens econômicas e de
segurança.
Diversas técnicas para automação industrial podem ser destacadas: o Comando
Numérico, os Controladores Lógicos Programáveis, o Controle de Processo e os Sistemas
CAD/CAM (Computer Aided Design e Computer Aided Manufaturing) e a Robótica.
1.1- SEGMENTOS DA AUTOMAÇÃO
Existem, basicamente, dois segmentos da automação industrial, segundo a
manipulação das variáveis a serem controladas. Quando tais variáveis são, em sua grande
maioria, do tipo analógicas, ou de tempo contínuo, tem-se um Controle de Processo do tipo
contínuo (Controle de Processos, Controle Regulatório); caso as variáveis sejam do tipo
discreta, ou digital, tem-se um Controle do tipo discreto (Controle Discreto).
Indústrias que se caracterizam pelo controle de processo do tipo discreto, são as
indústrias manufatureiras, de fabricação por lote, cujo expoente é a indústria automobilística.
Indústrias que se caracterizam pelo controle de processos do tipo contínuo são as indústrias de
processos, de manipulação, cujo maior expoente é a indústria química, além da farmacêutica,
petroquímica, ente outras.
O controle do tipo discreto, voltado aos processos digitais, teve seu início marcado
pela utilização de dispositivos eletromecânicos do tipo a relés. Contactores, temporizadores e
dispositivos de proteção se constituem a base de projetos de intertravamentos elaborados em
diagrama a relés, capazes de efetuar o controle discreto. Chaves e contatos simulam os níveis
lógicos baseados na lógica binária e promovem um controle utilizado na indústria até os dias
de hoje. Ao serem acionados eletricamente por meio de sua bobina, abrem e fecham seus
contatos principais e auxiliares mecanicamente, o que os torna lentos e susceptíveis ao
desgaste. Quando utilizados em grandes números para efetuar intertravamentos e
temporizações, são agrupados dentro de "quadros metálicos", em que a temperatura, umidade,
poeira, exigem um projeto com um grau de proteção associado. Além de serem robustos,
ocuparem espaço, não devem ser instalados em locais onde coexistam gases inflamáveis pelo
fato de proporcionarem faíscas em seus acionamentos.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 7
Até o início da década de 60, a utilização de relés eletromecânicos era praticamente a
única opção possível. Com o advento dos dispositivos microprocessados, vieram os
Controladores Lógicos Programáveis (CLP), onde a forma básica de programação é
oriunda da lógica de programação dos diagramas elétricos a relés. Próprio para ambientes
industriais, os controladores realizam uma rotina cíclica de operação, o que caracteriza seu
princípio de funcionamento, e operam apenas variáveis digitais, efetuando controle discreto,
portanto. Quando tais equipamentos manipulam variáveis analógicas, são muitas vezes
chamados de Controladores Programáveis.
Já o controle do tipo analógico desenvolveu-se, inicialmente, com o surgimento dos
amplificadores operacionais, por meio das malhas específicas de ação de controle.
Controladores de processos contínuos evoluíram juntamente com a microeletrônica e
passaram a utilizar circuitos mais complexos, microprocessados, de forma a poderem utilizar
poderosos recursos e efetuarem técnicas de ação de controle dos mais diversos tipos, tais
como: Proporcional-Integral-Derivativo-PID, PID adaptativo (não linear), Lógica Fuzzy
(lógica nebulosa), Preditiva, entre outros.
Surgiram os controladores de processos contínuos de uma única malha de controle em
loop, os single loop. Muito utilizados para o controle de temperatura de ambientes ou de
processos, para o controle de pressão em líquidos e de vazão em tubulações de gases, os
controladores do tipo single loop evoluíram e passaram a controlar várias malhas do processo,
originando assim os sistemas multi loops. Além de poderem implementar e executar todos os
tipos de ações de controles possíveis existentes tecnologicamente, de forma simultânea,
controlam inúmeros pontos do processo por meio de grandes concentradores de dados
chamados de mainframes.
Na indústria química ou de processos, foi introduzida a instrumentação eletrônica a
qual possibilitou a instalação de salas de controle a grandes distâncias do núcleo operacional,
ou chão de fábrica. Essas salas serviam para centralizar todo o controle efetuado ao longo do
parque fabril. Mas, com o avanço das novas técnicas de transmissão, no lugar de uma única
sala de controle central, diversas outras salas de controle distribuídas geograficamente foram
interligadas ente si e conectadas a uma sala central de supervisão. Surgem as idéias básicas do
controle hierárquico, evoluindo para o que hoje se conhece como controle distribuído.
Juntamente com o aparecimento das técnicas digitais oriundas da revolução eletrônica
em meados deste século XX, a técnica de controle distribuída propicia o aparecimento de uma
filosofia de controle: o Sistema Digital de Controle Distribuído - SDCD. A mesma é
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 8
caracterizada pelos diferentes níveis hierárquicos estabelecidos pela comunicabilidade entre
uma máquina de estado (processo propriamente dito) e outra(s).
Tais processos com suas unidades de controle se constituem verdadeiros "nós", que
além de integrar todo sistema de supervisão com interfaces homem-máquina, o sistema
distribuído abre caminho para a intercomunicabilidade e futura padronização de todos os
equipamentos de sensoriamento, controle e atuação nos mais diferentes níveis.
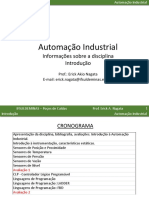
Figura 1.1- Evolução e enlace tecnológico
Um SDCD pode ser representado por uma sala central, gerenciadora de controle e
supervisão global, microprocessada em rede com vários outros controladores de
responsabilidade local, caracterizando-se pela transformação de processos automatizados em
verdadeiros sistemas de automação supervisionados com a capacidade e rastreamento de todas
as etapas do processo produtivo, bem como a flexibilização e aumento da capacidade de
integração de seus componentes, prevendo, portanto, um aumento do processo e do nível de
automação de forma natural e continuada.
A figura 1.1 acima, mostra a evolução do controle discreto e analógico quanto ao tipo
de equipamento utilizado.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 9
1.2- OBJETIVOS DA AUTOMAÇÃO
A automação de um processo industrial ou de apenas uma operação do mesmo, pode
justificar-se economicamente com base em um ou mais dos critérios abaixo:
a) Qualidade, isto é, fabricação em faixas de tolerância estreitas:
- pela utilização de controle de qualidade eficiente;
- pela compensação automática de deficiências do processo;
- pelo uso de processos de fabricação sofisticados.
b) Flexibilidade, isto é, capacidade de admitir com facilidade e rapidez, alterações nos
parâmetros do processo de fabricação, em função:
- de inovações freqüentes no produto;
- do atendimento a especificidades do cliente;
- da produção de pequenos lotes.
c) Produtividade, isto é, o uso mais eficiente da matéria prima, energia, equipamentos e
instalações, através da:
- produção de refugo zero, como conseqüência de uma supervisão da qualidade;
- redução dos estoques.
d) Viabilidade Técnica, isto é, permitir a execução de operações impossíveis de realizar por
métodos convencionais, em função:
- de necessitar processamento imediato de grande volume de informações e/ou
complexidade;
- de limitações do homem para executar a operação;
- de condições desumanas de trabalho.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 10
1.3- TECNOLOGIAS ASSOCIADAS À AUTOMAÇÃO
O CLP, que será visto com mais detalhes posteriormente, para a implementação de
controle discreto ainda se configura como o principal equipamento utilizado pelas indústrias,
e deve continuar a ser largamente utilizado, pois a cada dia novos recursos lhe são
adicionados, tornando-os cada vez mais práticos e eficientes nas tarefas a que se destina.
Dentre esses novos recursos, é principalmente em nível de comunicação que se observam as
principais inovações. Tanto na comunicação entre os operadores e os sistemas (interfaces
homem-máquina) como na comunicação entre máquinas (redes de campo), as facilidades
atuais são inúmeras, com uma grande diversidade de opções de mercado.
Existe uma tendência em definir padrões entre fabricantes, que permitam ao projetista
dispor de tecnologias abertas, possuindo alto grau de intercomunicabilidade de vários
fabricantes. Neste sentido, algumas experiências vêm se concretizando recentemente, como é
o caso do OPC (Object Linked and Embedding for Process Control – o mesmo que o OLE do
Windows, o qual permite realizar transferências de objetos entre diferentes aplicações) cujo
desenvolvimento foi encabeçado pela Microsoft, e tende a se tornar o padrão de
relacionamento entre os diversos módulos de software ou hardware de diferentes fabricantes.
Há ainda, no caso específico dos PLC, a Norma IEC 1131-3 que define padrões para o projeto
em nível de programação desses equipamentos.
Não obstante o avanço no campo das pesquisas tecnológicas, os fabricantes ligados à
automação industrial vêm se deparando com problemas cuja natureza extrapola os limites das
soluções implementadas até o momento, principalmente em aspectos relacionados à
expansibilidade, autonomia descentralizada, tolerância à falhas, dentre outros. Tudo isso faz
com que os pesquisadores busquem em sistemas biológicos as respostas para tais questões.
Neste aspecto, a Teoria Geral de Sistemas deverá contribuir substancialmente para as futuras
questões deste gênero.
Qualquer sistema, seja ele comercial ou industrial, gera informações que precisam ser
armazenadas, ou alocadas em uma tabela, muitas vezes tratadas matematicamente e
visualizadas graficamente. O fato é que qualquer processo industrial necessita processar um
grande número de informações num curto período de tempo, gerando, portanto, um enorme
banco de dados que acaba se tornando indispensável a outros setores que compõem o sistema
da empresa. Desta forma, com o sistema todo informatizado e integrado, pode-se efetivar um
planejamento adequado da produção, a curto e médio prazo.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 11
Quando um grande pedido é emitido, tem-se todo o controle do fluxo de materiais
necessários para seu atendimento, ou seja, já se conhece a disponibilidade de estoque, a
genealogia das peculiaridades do produto, para que se possa prover a quantidade de matéria-
prima utilizada para sua confecção, tempo de execução das máquinas em operação e datas de
necessidade definidas para cada ponto ou etapa do processo; bem como o custo total estimado
e prazo previsto de entrega do produto acabado. Para que este nível de integração seja
possível, é necessário não só disponibilizar, como também compartilhar todos esses dados por
meio das máquinas e/ou computadores que estiverem manipulando tais informações.
Aspirando também a uma redução de custos, o sistema passou a promover junto aos
computadores, controladores e dispositivos digitais com capacidade de processamento
autônomo de uma forma geral, uma intercomunicabilidade por meio físico adequado, de
forma a obter grandes topologias dentro de regras gerais e procedimentos definidos para a
transmissão de dados. Cria-se sistema de comunicação em rede e os computadores passam a
trocar dados entre eles e a compartilhar recursos.
Quando informações de um sistema de controle são tratadas, a partir de dados
coletados por meio de dispositivos sensores ou de qualquer dispositivo indicador de estado de
um equipamento, por meio do processamento de dados feito por um sistema de supervisão,
segundo um grande banco de dados, todos os níveis acima, como o de coordenação,
planejamento e gerenciamento, são beneficiados de tal modo a melhor coordenar a
programação e o controle de produção, planejando o processo de fabricação como um todo e
estabelecendo uma nova gestão de gerenciamento dos negócios.
Ou seja, ao estabelecer a integração dos dados digitalmente por meio de uma rede de
computadores entre os mais diferentes níveis hierárquicos dentro de uma indústria, reduz-se o
custo de fabricação, pela eficiência da manipulação do produto, aumenta-se a produtividade e
se estabelece um novo conceito em automação industrial, a integrabilidade de seus
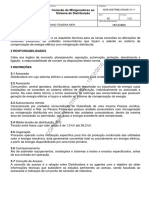
componentes nos mais diferentes níveis. A figura 1.2 mostra a integração dos diferentes níveis
hierárquicos de um sistema industrial, desde os sensores até a gerência.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 12
Figura 1.2- Integração em um sistema industrial
As grandes decisões dentro de um sistema organizacional de produção passam a ser
tomadas dentro do mais alto grau do conceito da qualidade, baseado em dados concretos e
atuais, que se originam nas mais diferentes unidades de controle do chão de fábrica.
Informações precisas, envolvendo o processamento de um grande número de variáveis, são
agentes sincronizadores do processo de fabricação, fazendo com que haja um planejamento
global mais adequado, sustentado pelas limitações operacionais diante da capacidade de
produção, regulando o nível de estoque, definindo e projetando produtos, estabelecendo
estratégias e procedimentos de gerenciamento e diagnósticos. Não obstante, não é difícil
verificar na prática, a importância de um sistema de comunicação integrada, estabelecida nos
mais diferentes níveis de controle dentro da estrutura de recursos oferecidos por uma rede de
processamento digital.
Vários programas de computador foram criados com a tentativa de obter maior
produtividade, qualidade e competitividade. Dentro desta visão de integração entre o chão da
fábrica e o ambiente corporativo, funcionam como instrumentos sofisticados de automação
integrada, desenvolvendo técnicas e estabelecendo normas filosofias de gerenciamento e
controle tanto operacional quanto administrativo. Surge uma nova visão integrada por
computador.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 13
1.3.1- SISTEMAS INTEGRADOS DE PRODUÇÃO
Para que uma empresa se torne competitiva numa economia globalizada, na qual as
leis de mercado estão galgadas no livre comércio interno e externo, além de grandes grupos
estabelecidos dentro de uma concorrência ampla, é preciso um modelo estratégico conceitual
definido de forma que as decisões tomadas sejam futurísticas, dinâmicas e flexíveis, de modo
a proporcionar uma adaptação de mudança com enorme velocidade diante da necessidade
percebida.
Entre os vários pontos a serem abordados para que este fato torne-se verdadeiro, um
deles é a integração de sistemas de produção. Essa integração pode ocorrer de três maneiras
distintas:
1. Integração organizacional – caracteriza-se pela união de uma ou mais atividades antes
separadas, de forma a redimensionar a estrutura como um todo, ou até mesmo, para uma
simples facilitação de troca de informações por meio de setores que possuam afinidades.
2. Integração informática – caracteriza-se pela troca de informações via computador entre
setores e atividades antes isoladas, ou seja, a informatização dinâmica de dados sendo
compartilhados e tratados de forma múltipla.
3. Integração múltipla – é a integração organizacional e informática ao mesmo tempo.
Atividades isoladas são reunidas, suportadas e alavancadas pela informática, de forma a
criar um elo de informação seguro e de alta competitividade.
Dentro desta análise, é necessário envolver toda a empresa. Informatizá-la não
significa enchê-la de computadores, mas sim, saber integrá-los de modo que todo o sistema
seja dotado de uma rede de comunicação de forma corporativa, ou seja, possa haver a
comunicação entre suas unidades dentro de um conjunto de regras, ou protocolo, que governa
a troca de informações entre elas, e possua a flexibilidade de poder efetuar essas trocas com
os diversos equipamentos existentes na indústria, principalmente aqueles referentes ao
controle de processos.
A eficiência e a flexibilidade de um sistema de informação e controle integrado
dependem da disponibilidade de uma rede de comunicação que conecte as várias unidades de
processamento distribuído de tal modo, que a automação industrial esteja totalmente ligada ao
conceito de manufatura integrada por computador.
A manufatura integrada por computador – CIM (Computer Integrated Manufacturing)
reflete muitos dos argumentos que uma empresa precisa para se tornar expoente no mercado
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 14
em que atua, demonstrando ser uma empresa competitiva para sua época. As empresas que
surgiram como modelo na Revolução Industrial se estruturaram e sobreviveram quando todo
esse nível de integração de concepção tecnológica não existia, e ainda assim, eram empresas
competitivas para sua época.
Novos paradigmas são quebrados graças à revolução tecnológica, frutos de inovações
que foram empregadas e conduzidas nas mais diferentes formas de operação e controle. Claro
que flexibilidade e integração implicam em custos e é preciso muita responsabilidade e visão
na hora de optar por toda esta “parafernália tecnológica”, pois cada sistema escolhido resulta
numa combinação particular de resultados diante das opções tecnológicas existentes, e se
colocam diante do trabalho com uma vida útil muitas vezes discutível (modelos e sistemas
tecnológicos avançam muito rapidamente).
Ao final da década de 80, a manufatura integrada por computador retoma sua
discussão iniciada na década de 70, por meio do discurso da integração da informática e da
automação dos processos de produção. A integração requerida por um modelo de manufatura,
basicamente, atende às seguintes funções dentro da indústria:
1. Engenharia – de produtos e de processos, sistema de produção, além do setor de
planejamento e controle.
2. Vendas e Marketing – planejamento da produção, da capacidade, fixação de preços, custos,
controle de pedidos, controle de estoque, expedição, recursos humanos, entre outros.
1.3.2- SISTEMAS FLEXÍVEIS
Fabricações em linhas de montagem, chamadas de Organização em Linha, operam de
modo completamente adverso àquela apontada pela Organização Funcional. O caráter
divergente desses modelos fez surgir sistemas alternativos e técnicas de fabricação mais
flexíveis, objetivando uma padronização simplificada da produção e melhor organização do
processo. Conceitos propostos pela tecnologia de grupo fizeram com que surgissem as Células
Flexíveis de Manufatura, Linhas de Transferência Flexível e os Sistemas Flexíveis de
Manufatura.
Processos que requerem pouco volume de peças produzido com uma grande variedade
de produtos necessitam de um sistema de organização especial de fabricação, além, é claro, de
um planejamento de produção estratégica. Esse sistema é obtido mapeando as estações de
trabalho ao longo do processo, de tal modo que se fazem necessários roteiros de fluxo
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 15
preestabelecidos (sistema MRP) para que os produtos possam excursionar pelas estações com
eficiência. Esses sistemas são chamados de Organização Funcional e como novos produtos
são facilmente incorporados, apresentam grande flexibilidade.
- Células Flexíveis de Manufatura
Sistema de manufatura composto por máquinas completamente automatizadas,
possuidoras de um sistema de transporte e armazenamento automáticos. Conjunto flexível que
atende à técnica de produção de uma quantidade não expressiva, porém bastante diversificada.
- Linhas de Transferências Flexíveis
Compostos por um conjunto de máquinas-ferramenta a comando numérico e sistemas
de transportes automatizados, esses sistemas são parecidos com uma Organização Linear
(Layout por produto). Tais sistemas permitem que as peças percorram de forma seqüencial o
processo disposto linearmente, porém possibilitam a usinagem de um número maior de
artefatos. Mesmo a seqüência de processamento sendo fixa, a rotina pode ser totalmente
programável em todas as máquinas que compõem o sistema. A linha de transferência flexível
permite operações simultâneas sobre uma família de peças. Devido a sua baixa flexibilidade
de produção, esse sistema é mais aplicado em situações em que a variedade de peças é
pequena.
- Sistemas Flexíveis de Manufatura – FMS
Os FMS são sistemas de manufatura automatizados de concepção celular (layout por
grupo) compostos por máquinas CNC (Comando Numérico), que são máquinas ferramenta
(ferramenta ou conjunto de ferramentas acionadas por potência para remover material por
furo, acabamento, modelagem ou para inserir peças em um conjunto) controladas por
computador.
Possuem um sistema de transporte e manuseio de peças controlado automaticamente
que apresenta um alto grau de flexibilidade, seja ela em nível de produção, maquinários ou de
controle. São caracterizados por possuírem a capacidade de produzir peças de diversos tipos
simultaneamente pelas mesmas máquinas-ferramenta com intervenção mínima de operadores.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 16
1.3.3- REDES INDUSTRIAIS DE COMPUTADORES
Com a necessidade de integração de todo o conjunto de informações contido na
indústria, aliada à utilização do número crescente de dispositivos digitais de controle, bem
como à evolução dos computadores e seus periféricos, é que surgiram as redes industriais.
O processamento distribuído é uma solução eficaz no compartilhamento de
informações e recursos dispostos por um conjunto de máquinas processadoras. Vários
usuários podem trocar informações em todos os níveis dentro da fábrica e viabilizar
economicamente um padrão de comunicação, de modo que: ficam garantidas as aplicações
típicas de processamento na engenharia de produção e aplicações específicas na área de
controle de processos.
Uma rede de computadores é composta basicamente por:
a) unidade de processamento: lugar onde será executado o software do usuário. Aplicativo
gerenciador dos dados que serão compartilhados.
b) sistema especialista: conhecido como sistema gerenciador, é composto por hardware
(equipamento de rede, placa, etc) e software.
c) meio físico: linha transmissora de dados, podendo ser par trançado, coaxial ou fibra ótica.
Outros meios utilizados são radiofrequência, microondas, satélites, etc..
Para que uma mensagem trafegue em uma rede de dados, é preciso estabelecer um
conjunto de regras que defina como essa mensagem irá chegar ao seu destino. Ao conjunto de
regras, procedimentos e leis que governam a troca de informações entre dois ou mais
processos, incluindo o formato e ações a serem executadas quando do envio e do recebimento
desses dados, define como o um Protocolo de Comunicação.
Vários protocolos de comunicação foram desenvolvidos pelos mais diferentes
fabricantes de equipamentos industriais, e tal diversidade, dentro de uma rede heterogênea
(composta de especificações de máquinas de fabricantes diferentes), tornou impossível o
estabelecimento de uma comunicação adequada entre os dispositivos ligados à rede, a menos
que todos fossem regidos por um mesmo protocolo de comunicação. Dentre os protocolos
industriais mais conhecidos, podemos citar: interbus, mudbus, devicebus, fieldbus e profibus.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 17
1.3.4- ROBÓTICA
Um robô é um dispositivo controlado a computador capaz de se movimentar em uma
ou mais direções, fazendo uma seqüência de operações. Uma máquina CNC pode ser
considerada um robô, mas usualmente o uso do termo robô é restrito aos dispositivos que
tenham movimentos parecidos com os dos humanos, principalmente os de braço e mão.
As tarefas que os robôs fazem podem ser tarefas de usinagem, como furar, soldar,
pegar e colocar, montar, inspecionar e pintar. Os primeiros robôs eram grandes, hoje eles
podem ser muito pequenos.
Quando uma tarefa é relativamente simples, repetitiva ou perigosa para um humano,
então o robô pode ser uma escolha apropriada. Os robôs estão aumentados em inteligência,
com a adição dos sentidos de visão e audição e isto permite tarefas mais complexas a serem
executadas por eles.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 18
2- APLICAÇÕES DE AUTOMAÇÃO
Conforme mencionado anteriormente, a automação é aplicada à vários setores
industriais ou não. Nesta seção serão apresentadas algumas destas aplicações da automação,
com na indústria do petróleo, automobilística, têxtil, sucroalcooleira e os setores elétrico e de
saneamento.
2.1- SANEAMENTO
A indústria de saneamento tem características que guardam semelhança com as
indústrias de transformação e as de logística. A água bruta captada nos mananciais passa por
um processo físico-químico de transformação que a torna potável, isto é, dentro dos padrões
de qualidade estabelecidos pela legislação vigente. Por outro lado, a água potável deve ser
entregue ao consumidor no seu domicílio através de uma rede de abastecimento, reservatórios
e instalações de bombeamento. No saneamento, as empresas devem também retirar o produto
(esgoto) descartado pelo consumidor e processá-lo mais uma vez para que ele atenda aos
requisitos de qualidade para seu lançamento em corpos hídricos, também de acordo com a
legislação ambiental. Esta parte do ciclo de saneamento relativa ao descarte e tratamento do
esgoto ocorre em redes de coleta, instalações de bombeamento e estações de tratamento
físico-químico-biológicas.
Pode-se dizer que em uma empresa de saneamento sob a ótica operacional é uma
fábrica onde os seus diversos processos unitários estão espalhados dentro de uma área
geográfica extensa, devendo ser integradas suas respectivas operações, de forma que o
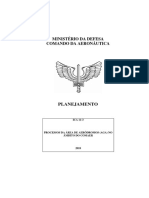
chamado ciclo do saneamento, mostrado na figura 2.1, atinja os seus objetivos.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 19
Figura 2.1 – O ciclo do saneamento
O processo de produção tem início com a captação, que é feita de fontes superficiais
como rios, lagos e represas; ou de fonte subterrânea no caso de poços profundos. Um sistema
produtor pode possuir diversas fontes de captação. A qualidade da água bruta influencia
diretamente o processo de tratamento. Geralmente a água oriunda de fontes subterrâneas
requer apenas a desinfecção, enquanto a água oriunda de fontes superficiais deverá receber o
tratamento completo. O tratamento de água em uma planta convencional é composto pelas
fases de pré-tratamento, clarificação e pós-tratamento. Na fase inicial é feita a pré-dosagem de
cloro, alcalinizante, sendo adicionado o coagulante, que consiste na adição de sulfato de
alumínio, cloreto férrico ou outro coagulante, seguido de uma agitação violenta da água para
provocar a desestabilização elétrica das partículas de sujeira, facilitando sua agregação. A fase
de clarificação é dividida em flocação (processo onde a água recebe uma substância química
chamada de sulfato de alumínio. Este produto faz com que as impurezas se aglutinem
formando flocos para serem facilmente removidos), decantação e filtração. No pós-
tratamento, são adicionados cloro para a desinfecção e flúor para a proteção dentária, além de
alcalinizante para a correção de pH.
O sistema de distribuição normalmente é bastante complexo, formado por
reservatórios, EEATs (Estações Elevatórias de Água Tratada), boosters (casas de bombas),
VRPs (Válvulas Redutoras de Pressão), além da distribuição para atender os consumidores. É
nesta etapa que ocorre a maior concentração das perdas em todo o sistema, daí a importância
de um sistema eficaz de monitoramento e controle da distribuição.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 20
Para a definição do sistema de automação que será utilizado na cadeia de produção e
distribuição de água deve-se levar em conta os seguintes requisitos:
a) a capacidade produtiva do processo e quanto representa para o sistema;
b) as variáveis do processo que precisam ser medidas, monitoradas e controladas;
c) a disponibilidade requerida para estes equipamentos e qual o impacto para o
processo em caso de falha deste equipamento;
d) a área geográfica o perfil topográfico;
e) o tamanho do manancial e as características físico-químicas da água bruta;
f) as variáveis de qualidade requeridas para a água tratada.
Uma vez identificados os requisitos, é possível dimensionar a arquitetura do sistema
de automação que melhor atenderá as necessidades, assim como aquele que oferece a melhor
relação custo x benefício. Os custos de aquisição, operação, manutenção e atualização que
ocorrerão ao longo do ciclo de vida do sistema devem ser considerados.
Sistema de Captação
Na maioria dos sistemas de produção, a captação é proveniente de uma única fonte.
Sendo assim, as estações de bombeamento são compostas por grandes conjuntos moto
bombas e elevado consumo de energia. A medição de vazão e pressão permite avaliar a
eficiência operacional, a medição da vibração nos mancais aumenta a eficiência da
manutenção e a medição da energia, além da gestão do consumo, torna possível calcular o
rendimento kWh/m3. Em alguns casos é necessário o uso de válvulas de controle para a
minimização de golpes durante as paradas e partidas.
Do ponto de vista geográfico, as captações geralmente estão localizadas em regiões
isoladas, nas quais as opções de comunicação são restritas.
De acordo com os requisitos identificados para a captação, a arquitetura adotada pode
ser composta por um controlador programável em rede de comunicação dividida em 2 níveis:
- nível de campo para a integração com o CCMi (Centro de Controle de Motores
Inteligente) com inversores de freqüência, softstartes e medidor de energia e módulo de I/O
remota;
- Nível de controle para IHM local e interligação ao CCO (Centro de Controle
Operacional) via comunicação por link de rádio.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 21
Sistema de Tratamento de Água
Considerando que o processo de tratamento de água é dividido em fases, a arquitetura
de controle poderá ser definida tendo como base a interdependência entre elas. O pré e o pós-
tratamento contêm as principais malhas de controle, responsáveis pela eficácia do processo e
qualidade do produto final. Já na fase de clarificação, o controle envolve a maior quantidade
de motores e válvulas em operações seqüenciais, como dos agitadores, raspadores de lodo e
lavagem de filtros.
A economia dos produtos químicos e a eficiência do processo são os principais
objetivos a serem perseguidos pela automação nesta fase. Para obter estes benefícios de fato,
será necessário identificar adequadamente como as variáveis de processo se inter-relacionam
e considerá-los na modelagem dos algoritmos de controle. O uso de malhas PID é eficiente,
mas pode ser melhorada quando acrescido de controle feedforward, já que a maioria das
variáveis que provocam distúrbios no processo são conhecidas e quase sempre são medidas,
como vazão, pH e turbidez.
Para a planta de tratamento de água foi definida um arquitetura com CLPs redundantes
para as fases de pré e pós-tratamento e filtração, dado o elevado requisito de disponibilidade e
alto impacto em caso de falha, e controladores single loop para as fases de floculação e
decantação. Pode ser usada uma rede de controle ethernet em anel, garantindo a integração
entre as diversas fases do processo, ao centro de controle local e às demais etapas que se inter-
relacionam diretamente com o processo.
Processo de Distribuição
A etapa de distribuição é a mais fragmentada da cadeia produtiva de um sistema de
saneamento, sendo composta de diversas EEATs de grande, médio e pequeno porte, Boosters
e VRPs. O gerenciamento eficiente do sistema de distribuição é fundamental para a economia
de recursos financeiros e, sobretudo, dos recursos hídricos, cada dia mais escassos, pois é
nesta etapa ocorre a maior parcela de perdas. Com o uso de tecnologia é possível reverter este
quadro, disponibilizando informações on-line para um centro de controle, rastreando as perdas
ocorridas ao longo do processo.
Sob o ponto de vista da automação a arquitetura de controle não representa grandes
desafios, já que o processo de distribuição envolve basicamente o controle de partidas e
paradas de bombas. Já do ponto de vista de comunicação a história é bem diferente, a começar
pela quantidade de estações, que pode ser bastante elevado. A solução de link de rádio,
adotada para a captação, embora seja satisfatória, não é tão simples de ser implementada
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 22
como uma única solução para o caso da distribuição. Um dos caminhos para superar este
desafio é o uso de um sistema de telemetria misto, utilizando, em cada caso a tecnologia de
melhor custo x benefício, que possa atender os requisitos do processo. Desse modo, pode-se
optar primeiramente pelo link de rádio, em seguida pela contratação de serviços de
comunicação por telemetria via GSM/GPRS, que embora tenha restrições para a realização de
intertravamentos remotos, tem viabilizado a telemetria em locais onde anteriormente não era
possível.
2.2- SETOR ELÉTRICO
A estrutura de um sistema elétrico de potência compreende os sistemas de geração,
transmissão, distribuição e suas subestações de energia elétrica (com transformadores,
disjuntores e seccionadores das mais variadas tensões e correntes), em geral, cobrindo uma
grande área geográfica.
O sistema atual de energia elétrica brasileiro é baseado em grandes usinas de geração
que transmitem energia através de sistemas de transmissão de alta tensão, que, por sua vez,
atingem os sistemas de distribuição de média e baixa tensão, onde estão os consumidores. Em
geral, o fluxo de energia é unidirecional e a energia é despachada e controlada por centro(s)
de operação com base em requisitos pré-definidos. A Figura 2.2 mostra uma estrutura básica
de distribuição e suas ramificações.
Figura 2.2 – Estrutura básica de um sistema elétrico
Nos circuitos de transmissão e subtransmissão há redundância de redes elétricas por
atenderem a um grande número de consumidores (cidades e regiões). Já nos circuitos de
distribuição de média tensão (MT) e baixa tensão (BT), as concessionárias de energia elétrica
procuram maior confiabilidade com menor custo (desejável em qualquer empreendimento), já
que por vezes a densidade de carga (e/ou número de consumidores) é pequena para justificar
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 23
grandes investimentos. No caso extremo temos as redes rurais, que usam a topologia menos
onerosa que existe: um sistema radial aéreo normalmente sem nenhum tipo de recurso em
caso de falha (o cliente aguarda a intervenção de reparo).
As concessionárias de energia elétrica, especialmente nos Estados Unidos e na Europa,
estão sofrendo uma grande transformação nos seus modelos de operação do negócio,
associada à introdução junto às redes elétricas de novas tecnologias de sensores, atuadores e
infraestrutura de telecomunicação, que aumentam os níveis de observabilidade e
controlabilidade das redes de transmissão e distribuição. Ocorrências na rede, que antes só
eram detectadas depois de inúmeras chamadas telefônicas de consumidores afetados, agora
são sinalizadas em tempo real nos Centros de Operação das Distribuidoras, graças a sensores
dotados de sistemas de comunicação (wireless ou por fibra ótica) espalhados pela rede,
permitindo despachar equipes de técnicos para a correção do problema muito mais
rapidamente. Falhas em dispositivos na rede elétrica, que antes poderiam deixar milhares de
consumidores sem energia, agora podem ser contornadas com o auxílio, por exemplo, de
chaves inteligentes que permitem o redirecionamento do fluxo de energia por caminhos
alternativos na rede, isolando assim o ponto em que ocorreu a falha. Assim como o advento
das diversas ondas de automação no chão de fábrica que levaram à implantação de CLPs,
sensores e atuadores por toda a linha de produção, o mesmo ocorrerá com o uso de Smart
Grids, que consiste de um sistema elétrico inteligente, que integra e possibilita ações por
todos os usuários a ele conectados, de modo a fornecer eficientemente uma energia
sustentável, econômica e segura.
Com esta onda de automação nos sistemas elétricos surge um grande volume de dados
sobre o comportamento de equipamentos, sistema de distribuição e consumidores.
Atualmente, considerando que uma concessionária com um milhão de consumidores faz uma
leitura mensal do consumo de energia elétrica de cada consumidor, a mesma terá ao final do
ano 12 milhões de leituras disponíveis. Se todos os medidores convencionais
(eletromecânicos) forem substituídos por medidores inteligentes (digitais), totalmente
conectados com estações remotas de coleta de dados, a concessionária passa a ter a
capacidade de executar leituras de em intervalos bem mais curtos, podendo chegar a poucos
segundos. Assim, decisões que antes eram tomadas baseadas em um milhão de dados lidos
mensalmente, podem ser agora baseadas em um volume de dados muito maior (720 vezes
maior se as leituras fossem realizadas remotamente a cada hora). Assim, será possível analisar
o consumo de cada consumidor por período e cobrar tarifas diferenciadas de acordo com a
hora do dia. Diante da necessidade de gerir este enorme volume de dados surgem
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 24
oportunidades de se alcançar novos parâmetros de desempenho e eficiência ao se construir o
que é chamado de Inteligência Analítica, utilizando técnicas e ferramentas de análise de forma
a transformar grandes volumes de dados em um conjunto útil de informações para a tomada
de decisão.
O setor elétrico está diante da oportunidade de evoluir e encontrar soluções práticas
que reflitam a realidade dos consumidores e das empresas de energia do século 21. Eficiência
operacional, novas fontes de energia, menor emissão de carbono, tarifas mais ajustadas e
maior participação do consumidor são somente algumas questões que se apresentam como
desafios a serem vencidos pelo segmento.
Smart Grid
As tecnologias de Smart Grid surgiram de tentativas anteriores de uso do controle
eletrônico, medição e monitoramento, com equipamentos que evoluíram de elementos
eletromecânicos para equipamentos de tecnologia eletrônica analógica em estado sólido e
circuitos digitais discretos. Na década de 1980, a leitura automática de medidores foi usada
para monitoramento de cargas de grandes clientes e evoluiu para uma infraestrutura avançada
de monitoração (metering) da década de 1990, sendo que tais medidores podiam armazenar
dados sobre como a eletricidade foi usada em diferentes momentos do dia. Medidores
inteligentes passaram então a adicionar comunicação em tempo real, tornando-se dispositivos
de comando-resposta e comandos remotos com os usuários. Formas primitivas de tais
tecnologias de gerenciamento do lado da demanda (GLD) foram medidores que mediam o
comportamento da demanda dos usuários e parâmetros básicos de qualidade de energia como
índices de DEC e FEC (DEC – duração equivalente de interrupção do fornecimento de
energia por consumidor em horas e centésimos de horas; FEC – frequência equivalente de
interrupção por consumidor em número de interrupções). Os consumidores, por sua vez,
ajustavam os ciclos de trabalho dos seus equipamentos de maior consumo (os que eram
viáveis por sua natureza de operação), como aparelhos de ar condicionado, refrigeradores e
aquecedores para evitar a leitura do consumo durante o período de leitura dos medidores
eletrônicos, de modo a minimizar os picos de leitura.
A evolução do smart grid, de modo a tornar possível a sua aplicação em massa, está
baseada em 5 pilares: (1) automação de redes de transmissão e distribuição; (2) automação de
subestações; (3) automação da medição de consumidores; (4) telecomunicações; (5)
integração dos Sistemas Computacionais.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 25
Figura 2.3 – O smart grid
A Itália, a partir do ano 2000, foi a primeira a instalar grandes quantidades de
medidores (27 milhões) em residências usando módulos de leitura com algoritmos
aperfeiçoados (“inteligentes”) com comunicação remota via PLC (do inglês, Power Line
Communications) de banda estreita. Recentes projetos de comunicação utilizam PLC de
banda larga, bem como rede mesh (rádios em malha) que permite comunicações sem fio e
suporta outras medições, como gás e água. Em sistemas maiores, como geração e transmissão,
foram desenvolvidos na década de 1990 sistemas de monitoramento e sincronização de
grandes redes elétricas quando a BPA (Bonneville Power Administration, empresa de geração
e transmissão do noroeste americano) expandiu suas pesquisas em Smart Grid, passando a
utilizar protótipos de sensores que permitiram, a partir daí, uma análise muito rápida de
anomalias na qualidade da energia elétrica e em áreas geográficas muito maiores. O ponto
culminante deste trabalho foi o primeiro sistema de monitoramento de grandes áreas (WAMS-
Wide Area Measurement System) em 2000, que atualmente atrai muitos países e rapidamente
estão integrando a tecnologia WAMS.
No Brasil, a Agência Nacional de Energia Elétrica (ANEEL) aprovou – no dia 17 de
abril de 2012 – regras específicas com o intuito de promover a instalação de geração
distribuída de pequeno porte, incluindo dois segmentos de potência: a microgeração (até 100
KW de potência), e a minigeração (de 100 KW a 1 MW). A regulamentação cria o Sistema de
Compensação de Energia, que permite ao consumidor instalar pequenos geradores em sua
unidade consumidora e trocar energia com a distribuidora local. A regra é válida para
geradores que utilizem fontes incentivadas de energia (hídrica, solar, biomassa, eólica e
cogeração qualificada).
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 26
A unidade geradora instalada em uma residência, comércio ou indústria, por exemplo,
poderá produzir energia e o que não for consumido será injetado no sistema da
concessionária, que utilizará o crédito para abater o consumo dos meses subsequentes. Os
créditos poderão ser utilizados em um prazo de 36 meses. Vantagens adicionais oferecidas são
descontos da Tarifa de Uso do Sistema de Distribuição (Tusd) e na Tarifa de Uso do Sistema
de Transmissão (Tust) para usinas maiores (de até 30 MW) que utilizarem fonte solar. São
níveis de compensação econômicos um pouco tímidos perto dos níveis de compensação
utilizados pelos países desenvolvidos: chega-se a ofertar quatro vezes ao microgerador pelo
kWh devolvido à rede a tarifa do kWh consumido (embora em períodos de crise econômica
como no qual estamos vivendo na Europa poderia haver excesso de energia e desequilíbrio de
caixa para compensação desta energia dos microgeradores).
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 27
2.3- INDÚSTRIA SUCROALCOOLEIRA
O processo de uma indústria sucroalcooleira consiste basicamente na transformação
dos açúcares contidos na cana em produtos finais tais como açúcar, álcool hidratado e álcool
anidro, conforme ilustra a figura 2.4.
Figura 2.4- Diagrama do processo produtivo de uma usina
sucroalcooleira
Em uma usina típica, geralmente, ao chegar à usina o caminhão carregado de cana-de-
açúcar dirige-se a balança para pesagem. Caso o veículo seja sorteado o mesmo é dirigido à
sonda de amostragem (oblíqua) para coletar amostras de cana para análise do teor de sacarose.
Após ser descarregada nas mesas alimentadoras através do hillo, a cana picada passa pelos
picadores e desfribradores, sem que haja perda de caldo, em seguida pelo eletro-imã, onde são
retirados pedaços de metais contidos na cana e que podem danificar os equipamentos da
moenda. Posteriormente a cana desfibrada é enviada para os ternos da moenda para extração
do caldo em uma operação contínua em 4 ternos de moenda. O caldo resultante da moagem é
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 28
enviado para o setor de produção de açúcar ou álcool em proporções definidas de acordo com
as tendências do mercado. Ao final deste processo resultará o bagaço da cana, que é enviado
através de esteiras cobertas até as caldeiras onde é queimado e produzido o vapor que é
utilizado para geração de energia elétrica, processo chamado de Cogeração.
Produção do Álcool
O caldo extraído pela moenda passa por diversas etapas de tratamento, antes de ser
encaminhado à produção de açúcar e álcool. Este caldo é peneirado para remoção de
impurezas mais grosseiras; impurezas menores (solúveis, insolúveis ou coloidais) não são
removidas apenas com a utilização de peneiras, no caso deste tipo de impurezas, é adotada
uma seqüência de procedimentos na intenção de eliminá-las.
Calagem – consiste na adição de leite de cal, a fim de coagular materiais coloidais,
auxiliar na precipitação e correção do pH para valores neutros.
Aquecimento – o aquecimento nesta etapa visa principalmente o aumento a eficácia do
processo de decantação.
Decantação – Separar o caldo das impurezas sólidas. O caldo vai para o evaporador e
o lodo para o filtro.
Filtro – Por vácuo, é retirada uma parcela de sacarose do lodo e o resíduo denomina-se
torta. A torta de filtro é utilizada na cultura da cana-de-açúcar.
Evaporador – Retirar a água presente no caldo (contida na cana e adicionada nas fases
anteriores do processo), adequando a concentração do caldo para a fermentação.
É no processo seguinte chamado de fermentação que ocorre a transformação do açúcar
em álcool. Este processo ocorre nas dornas de fermentação com a ação das Leveduras. O
vinho fermentado obtido durante a fermentação é uma mistura de levedura, álcool e outros
resíduos, e são separados através de centrifugas, onde a levedura é retirada e enviada para as
cubas de tratamento, onde recebe (água e ácido sulfúrico) para se fortalecer e ser novamente
utilizada na fermentação. O vinho delevedurado é enviado para a destilaria com um baixo teor
alcoólico.
O vinho que vem da fermentação possui, em sua composição, 7º a 10°GL (% em
volume) de álcool, além de outros componentes de natureza líquida, sólida e gasosa. Dentro
dos líquidos, além do álcool, encontra-se a água com teores de 89% a 93%, glicerina, álcoois
homólogos superiores, aldeído acético, ácidos succínico e acético e etc., em quantidades bem
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 29
menores. Já os sólidos são representados por bagacilho, leveduras e bactérias, açúcares não-
fermentescíveis, sais minerais, e outros, e os gasosos, principalmente pelo CO2 (Gás
Carbônico) e SO2 (Dióxido de Enxofre).
O álcool presente neste vinho é recuperado por destilação, processo este que se utiliza
dos diferentes pontos de ebulição das diversas substâncias voláteis presentes, separando-as. A
operação é realizada com auxílio de colunas, sendo o processo pelo qual se vale da diferença
do ponto de ebulição para a separação de um ou mais composto de uma mistura. Visa separar
o álcool etílico volátil que o acompanha no vinho. Quando o vinho é submetido ao processo
de destilação, resulta em duas frações, o flegma e a vinhaça. O flegma é destilado novamente
resultando na flegmaça, que é utilizada para assepsia dos equipamentos.
A vinhaça é o resultado da destilação do vinho. Sua riqueza alcoólica deve ser nula,
porém nela se acumulam todas as substâncias fixas do vinho, bem como uma parte das
voláteis. É direcionada à uma lagoa para armazenamento e distribuída por tubulação para ser
utilizada na fertirrigação da cana-de-açúcar.
O álcool hidratado produzido é encaminhado para os tanques de armazenamento para
posterior carregamento. Seu uso principal é o abastecimento de veículos.
Em uma usina sucroalcooleira, a automação é vital para que a produção, a qualidade
dos produtos e a segurança sejam constantes. Por meio do uso de softwares de supervisão
atuando em computadores industriais e outros equipamentos, há o controle completo da
transformação da cana-de-açúcar. Com isso, o produtor consegue uma grande vantagem
competitiva e tecnológica, com altas taxas de produção e indicadores de seu rendimento
industrial durante toda a safra. O controle em uma usina pode ser dividido em cinco áreas –
extração, geração de energia, tratamento de águas e efluentes, tratamento e caldo e
fermentação e destilaria. O uso de CLPs é bastante difundido nas usinas, geralmente com
duas CPUs redundantes, alimentadas cada uma por duas fontes – sempre que qualquer
equipamento der problema, o outro assume automaticamente para evitar paradas na produção.
Da mesma forma, o sistema de comunicação deve possuir redundância.
Existem no mercado diversas ferramentas computacionais para otimizar as atividades
de produção agrícola, como por exemplo para o monitoramento meteorológico, para o
planejamento da irrigação, para o controle de insumos, máquinas e mão-de-obra,
gerenciamento de irrigação, de pulverização, entre outros.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 30
2.4 – INDÚSTRIA TÊXTIL
A indústria têxtil tem como objetivo a transformação de fibras em fios, de fios em
tecidos e de tecidos em peças de vestuário, têxteis domésticos (roupa de cama e mesa) ou em
artigos para aplicações técnicas (geotêxteis, airbags, cintos de segurança etc.). As indústrias
têxteis têm seu processo produtivo muito diversificado, ou seja, algumas podem possuir todas
as etapas do processo têxtil (fiação, tecelagem e beneficiamento) outras podem ter apenas um
dos processos (somente fiação, somente tecelagem, somente beneficiamento ou somente
fiação e tecelagem etc).
Figura 2.5 – Esquema básico de uma indústria têxtil
A manufatura dos tecidos é uma das mais velhas tecnologias do homem. Os tecidos
conhecidos mais antigos datam aproximadamente do ano de 5.000 AC. As primeiras fibras a
serem transformadas em fios e tecidos foram o linho e o algodão.
A automação da indústria têxtil coincidiu com a Revolução Industrial, quando as
máquinas, até então acionadas por força humana ou animal, passaram a ser acionadas por
máquinas a vapor e, mais tarde, através de motores elétricos. É interessante observar também
que a indústria têxtil foi pioneira no controle de máquinas por dispositivos binários, através
dos cartões perfurados usados nos teares Jacquard.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 31
É dividida basicamente em fiação (produção de fios a partir do algodão), tecelagem
(produção de tecidos a partir dos fios entrelaçados), malharia (produção de malhas a partir
dos fios entrelaçados), beneficiamento de tecidos e confecção, podendo ser uma indústria
verticalizada, com todos os processos, ou ainda ter somente uma ou algumas fases da
produção. Ainda existem processos intermediários como por exemplo engomadeiras.
A indústria têxtil pertence à cadeia produtiva têxtil, cujo início se encontra nos
produtores de matérias-primas (algodão e demais fibras), insumos (corantes têxteis,
pigmentos têxteis, produtos auxiliares etc), e nos fabricantes de máquinas e equipamentos
têxteis. A mesma encerra-se no comércio de venda final ao consumidor.
Para a automação de uma indústria têxtil moderna é utilizado maquinário com alta
tecnologia, e com automação e controle próprios e dotados de sistemas de supervisão e IHM
proprietários.
2.5- INDÚSTRIA AUTOMOBILÍSTICA
A indústria automobilística foi marcante na aplicação de automação, com a linha de
montagem de Henry Ford na década de 1920, que permitiu a popularização do automóvel nos
anos seguintes. Após todas as evoluções tecnológicas experimentadas desde então, atualmente
para a automação da indústria automobilística, o CLP reina absoluto, pois tem um conceito
que se encaixa melhor nas aplicações automotivas, por ela ser uma indústria quase
exclusivamente de "fabricação discreta", em um processo onde cada etapa de produção
consiste em uma transformação em uma determinada peça. Isso vale para todas as etapas
produtivas das montadoras e a maioria dos processos em autopeças.
A robótica é considerada uma parte importante da automação, tanto o braço
manipulador e seu controlador como a integração do mesmo na linha de produção com o CLP
e equipamentos periféricos como o transportador, o equipamento de solda, o equipamento de
corte, etc. A interface dos CLPs com os robôs é um dos grandes desafios para um bom
conceito de automação para uma montadora.
As etapas de funilaria, pintura e montagem final ou de motores e câmbio são
aplicações típicas para CLPs, onde uma arquitetura balanceada de CPUs centralizadas de alto
desempenho e I/Os, bem como CPUs mais compactas e distribuídas podem atender a todos os
tipos de arquitetura.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 32
Figura 2.6 – Uma montadora de automóveis
Com o dinamismo do mercado, as montadoras investem cada vez mais na
flexibilização do sequenciamento de produção. Desta forma, sistemas de buffers com
seletividade de modelos e cores, além de sistemas de informação e de logística de
abastecimento de linha de montagem permitem que um novo pedido de um produto específico
seja programado já muito próximo da entrada deste carro na montagem final. Com uma linha
altamente automatizada, e um sistema de informação bem estruturado, as tomadas de decisão
de fluxo de produção acabam naturalmente permitindo uma maior flexibilidade. Um grau de
automação maior permite maior flexibilidade também na hora de se implantar novos modelos
ou novas versões em uma linha já existente, permitindo melhor aproveitamento do
investimento e velocidade para inovar o portfólio. Agora é possível uma mesma linha
produzir vários modelos diferentes de automóveis porque ferramentais e partes mecânicas são
flexíveis e adaptáveis para várias peças e esta mudança de modelo pode ser feita
automaticamente.
Já as Autopeças possuem os mais diversos processos produtivos, e por isso
encontramos conceitos de automação bem diferentes, dependendo de qual peça esteja sendo
produzida. Existe desde a indústria eletrônica nos componentes de controle de motores e
painéis, até uma indústria com conteúdo de indústria química como a de pneus. Mas no geral
as Autopeças possuem os processos de estamparia, usinagem, células de solda e linhas de
montagem, e aqui a automação se aproxima bastante de uma montadora, ainda que aplicada a
linhas relativamente mais simples.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 33
2.6- INDÚSTRIA DE PETRÓLEO E GÁS
Na área de petróleo a automação é utilizada em todas as etapas, desde a perfuração até
a distribuição dos derivados, passando pela produção, elevação, transporte e refino.
Na elevação artificial de petróleo a automação é largamente utilizada nos diversos
métodos de elevação usados em terra (on-shore) ou no mar (off-shore) na Petrobras,
monitorando e/ou controlando as variáveis de interesse em cada método. No método de
elevação por bombeio mecânico, por exemplo, para a automação são utilizadas a posição da
barra, medida por um sensor e o peso da coluna de hastes, medido por uma célula de carga.
Estas variáveis são utilizadas por um controlador dedicado, conectado ao sistema de
supervisão através de um sistema de rádio enlace. A figura 2.7 mostra os sensores, o
controlador e a antena do sistema de comunicação.
Figura 2.7 – Um poço automatizado
Sensor de posição
Célula de
carga
A Petrobras, maior produtora de petróleo do país, possui centenas de unidades de
produção, que são plataformas offshore (marítimas) e instalações terrestres (on-shore), que
são controladas e monitoradas por instrumentos convencionais, relés ou por sistemas
modernos digitais, baseados em Controladores Lógico Programáveis (CLPs), ligados a
computadores que rodam programas aplicativos supervisórios. Os principais objetivos dos
sistemas de instrumentação, automação e controle são:
- prover segurança aos operadores, equipamentos e meio ambiente,
- garantir um controle do processo, onde os produtos finais estejam dentro das
especificações estabelecidas pelo pessoal da Qualidade
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 34
- fazer medições precisas e exatas, para atender as exigências da Agencia Nacional de
Petróleo (ANP), relacionadas com os separadores de teste dos poços produtores, dados de
cabeça de poço e vazões de transferência de custódia de gás e óleo, através de instrumentos
colocados nos dutos que ligam as plataformas ao sistema de terra.
- estabelecer um padrão para a operação e manutenção.
- monitorar os dutos para detectar anormalidades, vazamentos e situações perigosas.
Utilizando-se da linguagem habitualmente utilizada, o processo é basicamente
dividido em Upstream (Exploração e Produção) e Downstream (Refino, Armazenagem e
Distribuição). A exploração e produção, ou upstream, inclui os processos de exploração,
perfuração (sondas e plataformas) e a produção propriamente dita, que consiste em retirar os
fluídos de seus reservatórios, elevando-os até a superfície e os transportando até as unidades
de processamento.
A identificação de uma área favorável à acumulação de petróleo é realizada através de
métodos geológicos e geofísicos que, atuando em conjunto, conseguem identificar o local
mais propício para a perfuração, Thomas (2000).
Em resumo, os segmentos básicos da indústria do petróleo estão interligados conforme
mostrado no diagrama da figura 2.8.
Figura 2.8- Segmentos básicos da indústria de petróleo
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 35
Processamento Primário
Durante o processo de produção de petróleo ocorre, geralmente, a produção simultânea
de gás, óleo e água. O tratamento primário do petróleo produzido nos campos marítimos é
realizado nos sistemas de produção offshore, e se constitui das seguintes etapas:
- separação do óleo, do gás e da água;
- tratamento ou condicionamento do óleo para que possa ser transferido para as
refinarias onde é realizado o processamento propriamente dito;
- tratamento da água para reinjeção no poço ou descarte no mar.
A separação desta mistura líquida oriunda do reservatório, contendo óleo, gás e água,
se faz necessária, pois o petróleo e o gás apresentam relevante interesse econômico para a
indústria, e a água, um dos contaminantes mais indesejados no processo de produção do
petróleo, apresenta elevado teor de sal em sua composição, provocando uma série de
problemas no sistema de bombeio e transferência e na operação dos processos nas refinarias,
tais como:
- superdimensionamento das instalações de coleta, armazenamento e transferência,
incluindo bombas, linhas, tanques, etc;
- maior consumo de energia;
- segurança operacional, devido aos problemas de corrosão e/ou incrustação, causando
danos às tubulações, equipamentos e acessórios, que podem redundar em acidentes humanos
e/ou ambientais.
Esta separação se inicia num separador trifásico, que, como diz o próprio nome, separa
as três fases (óleo, água e gás), além de absorver as flutuações na carga, oriunda dos
reservatórios, onde a produção ocorre na forma de flutuações (golfadas). O óleo é separado
das outras fases e bombeado até os tratadores, que retiram sais e resíduos de água. Então é
passado a outro vaso para, em seguida, ser bombeado para tanques de carga. O gás, já
separado do óleo e da água, é canalizado para compressores, chegando com baixa pressão, em
torno de 8,5kgf/cm2. Depois de passarpor vários estágios de compressão, o gás atinge a
pressão de 170kgf/cm2, sendo, então, direcionado a uma planta de tratamento, onde a
umidade é retirada, para ser enviado ao continente pelo gasoduto.
A separação das fases líquidas (óleo e água) apresenta-se um pouco mais complexa do
que a separação do gás, pois, embora as fases líquidas sejam praticamente imiscíveis, elas
ascendem à superfície já sob a forma de emulsão. Esta emulsão de óleo e água é
posteriormente decantada no separador trifásico, aparecendo no fundo uma camada de água
relativamente limpa, denominada de água livre. Sobre esta camada mantém-se uma camada
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 36
de emulsão óleo/água, e sobre a emulsão aparece uma camada de óleo relativamente limpo. O
separador trifásico separa e remove qualquer água livre que possa estar presente no processo.
A água separada do óleo não pode ser jogada diretamente ao mar, pois contém um
residual de óleo acima dos padrões especificados para o seu descarte, podendo alcançar
valores da ordem de 50% em volume. Esta água precisa ser tratada para condicioná-la ao
descarte ou reinjeção, e recuperar parte do óleo nela presente na forma de emulsão. Este
tratamento é realizado em uma bateria de hidrociclones, onde são retiradas as gotículas
restantes de óleo, atingindo níveis de aproximadamente 200 ppm para posterior tratamento em
flotadores, atingindo valores abaixo de 20 ppm de teor de óleo graxo, podendo ser descartada
ao mar.
Refino
O óleo cru extraído do poço não tem aplicação direta. A sua utilização ocorre por meio
de seus derivados e, para que isso ocorra, o petróleo é fracionado em seus diversos
componentes através do refino ou destilação fracionada. Este processo aproveita os diferentes
pontos de ebulição das substâncias que compõem o petróleo, separando-as e convertendo em
produtos finais. Os derivados mais conhecidos são: gás liquefeito (GLP) ou gás de cozinha,
gasolinas, naftas, óleo diesel, querosenes de aviação e de iluminação, óleos combustíveis,
asfaltos, lubrificantes, combustíveis marítimos, solventes, parafinas, coque de petróleo. As
parcelas de cada produto obtido no refino dependem de uma série de variáveis: da qualidade
do petróleo que está sendo processado e da estrutura da refinaria - sua complexidade,
unidades e mercado em que atua.
Uma vez armazenado, o material é submetido a diversos processos químicos. O
primeiro e mais importante é a destilação, que ocorre dentro de uma grande torre. Nela, o
petróleo é aquecido em 370 graus Celsius, o que faz com que o material assuma a forma
gasosa. O resultado é uma mistura de vapor misturada com o que sobrou de petróleo na forma
líquida. Ao voltar à forma líquida, o petróleo já tem boa parte de seus principais subprodutos
separados.
A seguir, a mistura é destilada, onde a parte gasosa sobe e a líquida desce. O resíduo
deste processo, que nunca vaporiza, é recolhido e usado para fazer asfalto. Ao longo da torre,
há vários "andares" com pratos, que colhem partes do vapor de petróleo que esfriam e viram
líquido de novo enquanto sobem.
Os pratos retêm uma pequena parte do líquido formado. O excesso transborda e
escorre até um recipiente chamado panela, onde será bombeada, seguindo para fora da torre
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 37
por meio de dutos. O vapor de cada subproduto do petróleo, como a gasolina e o diesel vira
líquido numa certa temperatura, atingida em "andares" diferentes da torre. Assim, cada
subproduto enche uma panela específica.
Os derivados irão a seguir para um processo de purificação em tanques, sofrendo
reações químicas para quebrar e recombinar suas moléculas até atingirem um nível
satisfatório de pureza. Da refinaria, eles saem por oleodutos até as indústrias
Os controles típicos em uma refinaria são aplicados em colunas de destilação,
trocadores de calor, bombas, fornos e caldeiras, compressores, turbinas de vapor e gás. O
controle dos processos através de um SDCD é comum em refinarias de petróleo e plantas
petroquímicas – onde a quantidade de variáveis analógicas exige um número maior de malhas
de controle. Geralmente a implementação das leis de controle ocorre em CLPs.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 38
3- INTRODUÇÃO AOS CONTROLADORES LÓGICOS PROGRAMÁVEIS (CLPs)
3.1. DEFINIÇÃO
Um CLP é um aparelho digital que usa memória programável para armazenar
instruções que implementam funções como: lógica, sequenciamento, temporização, contagem
e operações aritméticas, para controlar através de módulos de entrada e saída (digital e
analógica) diversos tipos de máquinas e processos.
São sistemas modulares compostos basicamente de: fonte de alimentação, CPU,
memória, módulos de entradas e saídas, linguagens de programação, dispositivos de
programação, módulos de comunicação e módulos especiais (opcionais)
Figura 3.1 – Arquitetura Básica de um CLP
3.2- HISTÓRICO DA EVOLUÇÃO DOS CLPs
Durante a década de 50 os dispositivos eletromecânicos foram os recursos mais
utilizados para efetuar controles lógicos e de intertravamento nas linhas de produção e em
máquinas isoladas. Tais dispositivos, baseados principalmente em relés, tinham especial
importância na indústria automobilística em que a complexidade dos processos envolvidos
exigia, não raro, instalações em painéis e cabines de controle com centenas de relés e,
conseqüentemente, um grande número de interconexão entre eles.
Tais sistemas de controle discreto, apesar de funcionais, apresentavam problemas de
ordem prática bastante relevantes. Como as instalações possuíam uma grande quantidade de
elementos, a ocorrência de uma falha qualquer em um deles significava o comprometimento
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 39
de várias horas ou mesmo dias de trabalho de pesquisa e correção do elemento defeituoso..
Além disso, pelo fato dos relés apresentarem dimensão física elevada, os painéis ocupavam
grande espaço, o qual deveria ser protegido contra a umidade, sobretemperatura, gases
inflamáveis, oxidações, poeira, entre outros.
Outro fator ainda comprometedor das instalações à relés era o fato de que como a
programação lógica do processo controlado era realizada por interconexões elétricas com
lógica fixa, eventuais alterações na mesma exigiam interrupções no processo produtivo a fim
de que se reconectarem os elementos. Interrupções estas nem sempre bem vindas na produção
industrial. Como conseqüência ainda, tornava-se obrigatória a atualização de listas de fiação
como garantia de manter a documentação do sistema.
Com o advento da tecnologia de estado sólido, desenvolvida a princípio em
substituição às válvulas à vácuo, alguns dispositivos transistorizados forma utilizados no final
da década de 50 e início dos anos 60, sendo que tais dispositivos reduziam muitos dos
problemas existentes nos relés. Porém, foi com o surgimento dos componentes eletrônicos
integrados em larga escala (LSI), que novas fronteiras se abriram ao mundo dos computadores
digitais e, em especial, às tecnologias para automação industrial.
A primeira experiência com o uso de um controle lógico que permitisse a programação
por software foi realizada em 1968 na divisão de Hidramáticos da General Motors
Corporation. O controlador proposto utilizava dispositivos periféricos, capazes de realizar
operações de entrada/saída e um minicomputador.
Esta primeira geração de CLPs recebeu sensíveis melhorias com o advento dos
microprocessadores ocorrida na década de 70. Assim, além de dispensarem o uso de
computadores de grande porte, tornando-a uma unidade isolada, foram adicionados ainda
recursos importantes, tais como: interfaces de operação e programação facilitadas ao usuário,
instruções de aritmética e manipulação de dados poderosas e recursos de comunicação em
redes de CLPs.
Assim, os técnicos em automação passaram a contar com um dispositivo capaz de:
a) Permitir fácil diagnóstico de funcionamento ainda em fase de projeto do sistema e/ou
reparos que venham a ocorrer em sua operação
b) Ser instalado em cabines reduzidas devido ao pequeno espaço físico exigido
c) Operar com reduzido grau de proteção, pelo fato de não serem geradores de faiscamentos
d) Ser facilmente reprogramado sem a necessidade de interromper o processo produtivo
(programação on-line)
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 40
e) Possibilitar a criação de um banco de armazenamento de programas que podem ser
reutilizados a qualquer momento
f) Manter a documentação sempre atualizada com o processo em execução
g) Apresentar baixo consumo de energia
h) Manter o funcionamento da planta de produção com uma reduzida equipe de manutenção
i) Garantir maior confiabilidade pela menor incidência de defeitos
j) Emitir menores níveis de ruídos eletrostáticos
k) Ter a flexibilidade da expansão do número de entradas e saídas a serem controladas
l) Ter a capacidade de se comunicar com diversos outros equipamentos
m) Dispensar o uso de relés auxiliares
Em suma, o CLP apresenta como vantagens: maior confiabilidade, flexibilidade,
velocidade, permitir funções avançadas, permitir comunicações e diagnóstico
Em nível de Brasil porém, o uso dos CLPs passou a ser largamente difundido na
década de 80, primeiramente nas indústrias multinacionais e, atualmente, nas indústrias em
geral, independente de seu porte ou ramo de atividade.
3.3- APLICAÇÕES DE CLPs NA INDÚSTRIA
Atualmente, encontramos CLPs utilizados na implementação de painéis seqüenciais de
intertravamento, controle de malhas, servo-posicionamento, sistemas SCADA (Supervisory
Control and Data Aquisition), sistemas de controle estatístico de processo, sistema de
controle de estações, sistemas de controle de células de manufatura, etc. Os CLPs são
encontrados em processos de: empacotamento, engarrafamento, enlatamento, transporte e
manuseio de materiais, usinagem, geração de energia; em sistemas de controle predial de ar
condicionado, sistemas de segurança, montagem automatizada, linhas de pintura e sistemas de
tratamento de água, existentes em indústrias de alimentos, bebidas, automotiva, química,
têxtil, plásticos, papel e celulose, farmacêutica e siderúrgica/metalúrgica.
De uma maneira geral, os CLPs tem aplicação na automação de processos discretos
(controle ON-OFF) e na automação de processos contínuos (controle de malhas).
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 41
3.4- COMPONENTES DE UM CLP
FONTE DE ALIMENTAÇÃO
A fonte de alimentação do CLP converte a tensão alternada da rede elétrica para uma
tensão contínua.
O CLP possui uma bateria interna que mantém as informações gravadas durante algum
tempo, em caso de falta de energia.
CPU
Pode ser interpretada como o “cérebro” de controle de todas as operações de um CLP.
Inclui todos os circuitos de controle da interpretação e execução de um programa em
memória.
O princípio básico de funcionamento de um CLP é a execução, por parte da CPU, de
um programa que realiza continuamente um ciclo de varredura, com os seguintes passos:
a) Obtém dados de vários módulos de entrada;
b) Executa as instruções do programa
c) Atualiza as saídas, transferindo os dados ao equipamento controlável através dos módulos
de saída
Os microprocessadores (CPU compacta) utilizados nos CLP’s podem ser classificados
pelo tamanho da palavra, freqüência de clock, memória máxima endereçável, etc..
MEMÓRIAS
A memória de um CLP pode ser dividida em 4 partes: memória do programa
executivo, memória do usuário, memória de dados e memória imagem das entradas e saídas.
Programa Executivo
A principal função dos microprocessadores é o gerenciamento de todo o sistema
composto pelo CLP. Tal função é efetuada através da execução de um programa inserido em
uma parte da memória e, denominado de programa executivo.
A memória referente ao executivo deve ser do tipo não-volátil e, juntamente com sua
área de trabalho (dedicada ao armazenamento temporário de dados) constituem-se em uma
região transparente ao usuário do CLP. Normalmente são inacessíveis por serem de única e
exclusiva responsabilidade do fabricante do equipamento.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 42
Memória do Usuário
É a memória que armazena o programa do usuário. Esta memória, reservada ao
programa do usuário, contém alguns Kbytes de palavras-livres que serão processadas pela
CPU. A cada ciclo, a CPU processa este programa, atualiza a memória de dados internos e as
imagens das entradas e saídas.
Memória de Dados
É a área reservada para o controle do programa do usuário. Nesta área se encontram
dados referentes ao processamento do programa do usuário.
Memória-Imagem das Entradas e Saídas
Área de memória reservada para a interligação entre Controladores Programáveis e
equipamentos. Esta memória é a imagem real das entradas e saídas do CLP.
Figura 3.2 - Memória Imagem de Entradas e Saídas
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 43
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 44
MÓDULOS DE ENTRADAS E SAÍDAS
Os módulos de entradas e saídas realizam a conexão física entre a CPU e o mundo
externo através de circuitos de interfaceamento.
Os módulos de entrada têm que ser seguros contra destruição das entradas por excesso
ou alimentação de tensão indevida; e devem possuir filtros de supressão para impulsos
parasitórios.
Figura 3.3 – Módulos de Entradas e Saídas de um CLP
Os módulos de saídas devem ser amplificados e possuir proteção contra curto-circuito.
Os módulos de entradas e saídas podem ser subdivididos em dois grupos distintos:
digitais (discretos) e analógicos (numéricos).
Entradas e Saídas Digitais
São os tipos de sinais mais comuns encontrados em sistemas automatizados com CLP.
Nestes tipos de interface a informação consiste em um estado binário da variável de controle
(ligado ou desligado, por exemplo).
Exemplos:
Entradas Saídas
Chaves Seletoras Alarmes
Sensores Fotoelétricos Ventiladores
Chaves Fim de Curso Lâmpadas
Sensores de Proximidade Buzinas
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 45
Chaves Sensoras de Nível Válvulas
Contatos de Relés Solenóides
Cada um destes dispositivos é acionado por fontes de alimentação distintas e que
normalmente não são da mesma magnitude ou natureza. Por isto, as interfaces com
dispositivos de entrada e saída digitais são disponíveis em vários níveis de tensão CA ou CC,
por exemplo: 12/24 Vcc, 110/220 Vca, sem tensão (por contatos), por nível TTL.
Figura 3.4 - Interface típica para entrada de sinais em CA/CC
Figura 3.5 - Interface típica para saída de um sinal em CA
Entradas e Saídas Analógicas
Com as potencialidades de processamento aritmético e de manipulação de dados
disponíveis nos microprocessadores que passaram a incorporar os CLPs, novas características
de controle, que os antigos diagramas de relés não possuíam, puderam ser facilmente
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 46
incorporadas ao CLPs atuais. Ou seja, os mesmos ganharam a capacidade de controlar
grandezas da forma analógica pura ou oriundas de conversões analógicas para digital (A/D).
A diferença básica com relação às entradas e saídas discretas é que aqui mais de um
Bit deverá ser manipulado, seja paralelamente (todos ao mesmo tempo) ou serialmente (um
Bit de cada vez), a fim de se controlar a grandeza física do processo em questão.
Exemplos:
Entradas Saídas
Transdutor de Temperatura Válvula Analógica
Transdutor de Pressão Atuador Analógico
Transdutores Óticos Mostrador Gráfico
Transdutor de Umidade Acionamento de Motor
Transdutor de Fluxo Medidor Analógico
Potenciômetro
Conversor D/A
As entradas/saídas analógicas possuem padrões pré-definidos, por exemplo: 4 a 20
mA, 0 a +1 Vcc, 0 a +5 Vcc, etc.
Figura 3.6- Interface típica para entrada/saída de sinais analógicos
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 47
3.7- Interface de entrada para Encoder
3.5- LINGUAGENS DE PROGRAMAÇÃO (INTRODUÇÃO)
As linguagens de programação permitem aos usuários se comunicar com o CLP
através de um dispositivo de programação e definir as tarefas que o CLP deve executar.
As linguagens mais usadas são:
- Diagrama de Contatos (Ladder Diagram) e
- Lista de Instruções (Statement List)
3.5.1- DIAGRAMA DE CONTATOS (DIAGRAMA LADDER)
É um diagrama de relés cujos símbolos representam:
- contatos normalmente abertos -| |-
- contatos normalmente fechados -| / |-
- saída, representando a bobina -( )-
Estes símbolos representando entradas e saídas formam sentenças lógicas. A lógica do
diagrama de contatos assemelha-se à lógica de relés.
A figura 3.8 mostra o comando de um relé e uma linha lógica equivalente, bem como a
ligação das entradas e saídas com o CLP
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 48
Figura 3.8- Diagrama de ligação de CH1 e do relé junto com o CLP
O Diagrama Ladder é como uma escada, sendo feito entre duas linhas verticais, onde a
esquerda será conectada à tensão da fonte e a da direita ao terra. Linhas horizontais são feitas
interligando as duas linhas verticais e nelas são colocados os símbolos de entrada e saída.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 49
Entradas em série formam a função lógica E e entradas em paralelo formam a função
lógica OU entre as mesmas. A negação da entrada é representada pelo contato normalmente
fechado.
As saídas, cujo símbolo é [ -( )- ] são colocadas do lado direito do final da linha
horizontal. Quando programamos, cada símbolo se refere a um endereço real do CLP na
forma simplificada (endereço simbólico).
EXEMPLO:
Aplicação da lógica de Diagrama de Contatos para acionamento de um motor elétrico:
Diagrama de Contatos correspondente:
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 50
Diagrama de ligação para o motor elétrico comandado por CLP:
3.5.2- LISTA DE INSTRUÇÕES (STATEMENT LIST - STL )
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 51
Ao contrário do Ladder, não é uma representação gráfica, mas a descrição literal do
programa.
A linguagem de programação por Lista de Instruções permite ao programador resolver
tarefas de comando usando instruções simples em inglês, para descrever as operações
desejadas de comando. A natureza modular da linguagem permite resolver tarefas complexas
de uma maneira eficiente e de documentação própria do usuário.
Os programas de lista de instruções são construídos usando alguns elementos
importantes, e o modo pelo qual os elementos são combinados tem grande influência no modo
que o programa irá operar.
A lista de instruções é formada por “linhas de instrução”, cada uma mostrando uma
instrução individual. Uma instrução é formada por uma sentença, nível mais básico da
organização do programa, sendo formada por uma parte condicional e uma parte executiva.
Exemplos de sentenças:
a) IF E1.0 se a entrada 1.0 for ativa
THEN SET S1.2 então ativar a saída 1.2
b) IF E6.0 se a entrada 6.0 é ativa
AND NE2.1 e a entrada 2.1 não é ativa
AND S3.1 e a saída 3.1 está ligada
THEN RESET S2.1 então desativar a saída 2.1
RESET T6 e desativar o temporizador T6
EXEMPLO:
Acionamento de um motor elétrico visto anteriormente.
Entradas: 1 - Chave CH1 (chave de ligar)
2- Chave CH2 (chave de desligar)
Saída: 1- Energização do relé R1
Programa:
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 52
STEP1 passo 1
IF ( E1 se a entrada 1 (CH1) está ativa
OR S1 ) ou a saída 1 (Relé R1) está ligada
AND NE2 e a entrada 2 (CH2) não está ativa
THEN SET S1 então ativar a saída 1 (ligar o motor)
JUMP TO 1 retornar ao passo STEP 1
Podemos incluir uma sinalização de motor ligado:
Saída adicional: 2 - Lâmpada de sinalização
STEP 2
IF S1
THEN SET S2
3.5.6- DISPOSITIVOS DE PROGRAMAÇÃO
A programação de CLPs é realizada através de dispositivos de programação separados
que são compartilhados por vários CLPs de uma instalação.
Os controladores mais simples são programados apenas em modo off-line, através de
dispositivos que após a edição do programa, o transfere para memórias EPROM que são
instaladas no corpo do CLP.
Os terminais de programação mais sofisticados tem capacidade de alterar o conteúdo
da memória do controlador tanto em modo off-line (edição e posterior descarga) com no modo
on-line (edição e descarga simultânea com o CLP em operação).
O uso de PCs como ferramenta de programação tem grande aceitação. Apesar dos PCs
não possuírem as características de robustez necessárias para aplicação contínua em ambiente
industrial, custo e grande desempenho viabilizam a sua aplicação. Além disso, o uso de redes
de CLPs permite que o terminal de programação fique afastado das hostilidades do processo a
ser controlado.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 53
4- REFERÊNCIAS BIBLIOGRÁFICAS
BONACORSO, N. g. & NOLL, V. Automação Eletropneumática. São Paulo: Editora Érica,
1997.
CAMPOS, M. C. M. M. & TEIXEIRA, H. C. G. Controles Típicos de Equipamentos e
Processos Industriais. São Paulo: Editora Edgard Blucher, 2006.
CARNEIRO Jr, J. N. Automação em Saneamento. A Integração da Cadeia Produtiva. Revista
InTech 135: 42-48, outubro 2011.
FESTO DIDACTIC. Introdução a Controladores Lógicos Programáveis, 1991.
FESTO DIDACTIC. Programação de Controladores Lógicos Programáveis, 1991.
GOEKING, W. Da máquina a vapor aos softwares de automação. Portal O Setor Elétrico –
Edição 52, Maio de 2010. visitado em 29/03/2013.
MORAES, C. C. & CASTRUCCI, P. L. Engenharia de Automação Industrial. São Paulo:
LTC – Livros Técnicos e Científicos Editora S. A, 2001.
NATALE, F. Automação Industrial. Siemens, 1989.
NUNES, G. C.; MEDEIROS, J. L. e ARAÚJO, O. Q. F. Modelagem e Controle da
Produção de Petróleo. Aplicações em Matlab. São Paulo: Editora Edgard Blucher, 2010.
OGATA, K. Engenharia de Controle Moderno. 5ª Edição. São Paulo: Pearson, 2011.
OLIVEIRA, J. C. P. Controlador Lógico Programável. São Paulo: Makron Books do Brasil,
1990.
RIBEIRO, M. A. Instrumentação e Automação nas Instalações de Produção. 1ª Ed. T&C
Treinamento & Consultoria LTDA, 2000.
Automação de Processos Industriais André L. Maitelli
UFRN - CT – DCA - CEAPI 54
ROCHA, A. M. P. Automação na SABESP. Revista InTech 135: 6-19, outubro 2011.
SILVEIRA, P. R & SANTOS, W. E. Automação e Controle Discreto. São Paulo: Editora
Érica, 1998.
SMITH, C. A. & CORRÍPIO, A. Princípios e Prática do Controle Automático de
Processo. 3ª Edição, Rio de Janeiro: LTC, 2008.
TEIXEIRA, A. F. e MONACO, L. H. O Poder da Integração da Informação na Automação
Industrial Aliada à IEC 61850. Revista InTech 146: 6-12, novembro 2012.
Automação de Processos Industriais André L. Maitelli
Anda mungkin juga menyukai
- Introdução À Mecatrônica, Pneumática e Hidráulica PDFDokumen62 halamanIntrodução À Mecatrônica, Pneumática e Hidráulica PDFLURESOBMBelum ada peringkat
- Eletropneumática PDFDokumen1 halamanEletropneumática PDFPedro SousaBelum ada peringkat
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoDari EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoBelum ada peringkat
- Máquinas Elétricas 2Dokumen132 halamanMáquinas Elétricas 2Valescka RaysaBelum ada peringkat
- Matemática Financeira Com A Calculadora Financeira Hp 12cDari EverandMatemática Financeira Com A Calculadora Financeira Hp 12cBelum ada peringkat
- Auto Avaliação AEROTDDokumen18 halamanAuto Avaliação AEROTDMarlen CadaxoBelum ada peringkat
- Eletricista Força e Controle - Ferramentas e Equipamentos de Medição ElétricosDokumen85 halamanEletricista Força e Controle - Ferramentas e Equipamentos de Medição ElétricosÍtalo BarbozaBelum ada peringkat
- Os segredos para ser um bom gestor ou supervisor – Lições aprendidas por quem já trabalhou na áreaDari EverandOs segredos para ser um bom gestor ou supervisor – Lições aprendidas por quem já trabalhou na áreaPenilaian: 2.5 dari 5 bintang2.5/5 (2)
- Eletrônica AnalógicaDokumen280 halamanEletrônica AnalógicaIsmaelPáduaOteroBelum ada peringkat
- O papel dos ônibus elétricos a bateria, no transporte coletivo municipal: sua contribuição para o desenvolvimento sustentávelDari EverandO papel dos ônibus elétricos a bateria, no transporte coletivo municipal: sua contribuição para o desenvolvimento sustentávelBelum ada peringkat
- Livro UnicoDokumen6 halamanLivro UnicoCarol Gigli ShiguemotoBelum ada peringkat
- LivroDokumen256 halamanLivroGuilherme Rocha VenturaBelum ada peringkat
- Bateria De Gravidade: Convertendo energia gravitacional em eletricidadeDari EverandBateria De Gravidade: Convertendo energia gravitacional em eletricidadeBelum ada peringkat
- Automação de ProcessosDokumen16 halamanAutomação de ProcessosRobert ScheerBelum ada peringkat
- Instrumentacao - Industrial - LivroDokumen360 halamanInstrumentacao - Industrial - LivroEdvaldo Soares de SouzaBelum ada peringkat
- Auto Ma Ç Ão IndustrialDokumen32 halamanAuto Ma Ç Ão IndustrialRicardo VillasBelum ada peringkat
- Apostila Redes Industriais PDFDokumen94 halamanApostila Redes Industriais PDFHenrique FernandesBelum ada peringkat
- Projeto Integrador 28022021Dokumen49 halamanProjeto Integrador 28022021Antonia Dailianéa SoaresBelum ada peringkat
- Apostila Redes Industriais - SupervisórioDokumen147 halamanApostila Redes Industriais - SupervisórioJose Antonio de PaivaBelum ada peringkat
- PPC - Técnico em Automação Industrial - Integrado - PB-2Dokumen102 halamanPPC - Técnico em Automação Industrial - Integrado - PB-2Ewerton Lyrio100% (2)
- Automação de Processos Industriais - Módulo 2Dokumen37 halamanAutomação de Processos Industriais - Módulo 2Assis JúniorBelum ada peringkat
- Controle e AutomaçãoDokumen4 halamanControle e AutomaçãoBruna AlcântaraBelum ada peringkat
- 6 - Automação IndustrialDokumen63 halaman6 - Automação IndustrialMatheus FerreiraBelum ada peringkat
- 10 - Manutenção de Equipamentos E DispositivosDokumen102 halaman10 - Manutenção de Equipamentos E DispositivosSergio Henrique SantosBelum ada peringkat
- Apostila - Ket - 1010 - Predial - Linha 2 PDFDokumen38 halamanApostila - Ket - 1010 - Predial - Linha 2 PDFWandencolk CoêlhoBelum ada peringkat
- Apostila Temperatura NakaDokumen40 halamanApostila Temperatura NakaKasadyBelum ada peringkat
- Anexo 2 (PDF) - Livro MetrologiaDokumen51 halamanAnexo 2 (PDF) - Livro MetrologiaVini MolinariBelum ada peringkat
- Instrumentacao 12a - Marco Antonio RibeiroDokumen301 halamanInstrumentacao 12a - Marco Antonio RibeiroEduardo BorgesBelum ada peringkat
- Mma - Sistemas Elétricos de Partida e Ignição Dos Motores PDFDokumen211 halamanMma - Sistemas Elétricos de Partida e Ignição Dos Motores PDFAmandaBarbosadeAlmeidaBelum ada peringkat
- Sistemaseletrônicos PDFDokumen172 halamanSistemaseletrônicos PDFxuxu76Belum ada peringkat
- Teoria Controle 20182Dokumen164 halamanTeoria Controle 20182DaniloMaiaBelum ada peringkat
- Plano de Curso Eletrotécnica 2016Dokumen51 halamanPlano de Curso Eletrotécnica 2016Léo HilárioBelum ada peringkat
- Automação Arduino (TCC)Dokumen77 halamanAutomação Arduino (TCC)Isacc PinheiroBelum ada peringkat
- Dia 3 - Aula 5 - Maquinas EletricasDokumen24 halamanDia 3 - Aula 5 - Maquinas EletricasGuilherme Cruz DestroBelum ada peringkat
- Gerência de Projetos.Dokumen167 halamanGerência de Projetos.Fernando Costa Gama JrBelum ada peringkat
- Geração Distribuida PDFDokumen27 halamanGeração Distribuida PDFLucas Fernandes VieiraBelum ada peringkat
- Serviço Nacional de Aprendizagem IndustrialDokumen26 halamanServiço Nacional de Aprendizagem IndustrialJames Martins ParreiraBelum ada peringkat
- E-Book Pós - Automacao - Sistemas ElétricosDokumen19 halamanE-Book Pós - Automacao - Sistemas ElétricosHbrt HumbertoBelum ada peringkat
- Sistemas de Aquisição de Dados - AULA 1 PDFDokumen12 halamanSistemas de Aquisição de Dados - AULA 1 PDFNélio Jotamo CossaBelum ada peringkat
- Logica Programavel PDFDokumen43 halamanLogica Programavel PDFLucilia Dos SantosBelum ada peringkat
- Instrumentação 2Dokumen91 halamanInstrumentação 2dener10Belum ada peringkat
- Eletricista Montador - Fundamentos de Protecao e ComandoDokumen178 halamanEletricista Montador - Fundamentos de Protecao e ComandocarlosmarciosfreitasBelum ada peringkat
- Cap 07 - 0 - Elementos Finais de ControleDokumen14 halamanCap 07 - 0 - Elementos Finais de ControleWanderson Santos100% (1)
- Festo Didactic - EletropneumáticaDokumen52 halamanFesto Didactic - EletropneumáticaAmy AdamsBelum ada peringkat
- Automação Industrial IDokumen336 halamanAutomação Industrial IRicardo OliveiraBelum ada peringkat
- Eletricidade IIDokumen66 halamanEletricidade IIluelsilvaBelum ada peringkat
- Práticas de Manutenção MecânicaDokumen212 halamanPráticas de Manutenção MecânicaArthur Couto CastroBelum ada peringkat
- Apostila - Ket - 1020 - Temperatura - Linha 2 PDFDokumen33 halamanApostila - Ket - 1020 - Temperatura - Linha 2 PDFWandencolk Coêlho100% (1)
- Questionário AutomaçãoDokumen10 halamanQuestionário AutomaçãoGuilhermino AfonsoBelum ada peringkat
- Estatista e Probabilidade - AeronáuticaDokumen265 halamanEstatista e Probabilidade - AeronáuticacaiolmfBelum ada peringkat
- WEG Quadros Eletricos Catalogo Portugues BRDokumen36 halamanWEG Quadros Eletricos Catalogo Portugues BRMarianaJesusBelum ada peringkat
- Apostila Minicurso Acionamentos Elétricos PDFDokumen33 halamanApostila Minicurso Acionamentos Elétricos PDFAdriano MarchesanBelum ada peringkat
- Instrumentacao Industrial LivroDokumen360 halamanInstrumentacao Industrial LivroGuilherme CeveseBelum ada peringkat
- Aula Sistemas Trifásicos RespostasDokumen17 halamanAula Sistemas Trifásicos RespostasFábioBelum ada peringkat
- Manual de Engenharia FV 2004Dokumen207 halamanManual de Engenharia FV 2004nelber_x100% (1)
- ApostilaDokumen167 halamanApostilaLeo Tanus100% (1)
- Nota-Tecnica-78 2019-SRD SGT SRM SRG SCG SMA ANEELDokumen64 halamanNota-Tecnica-78 2019-SRD SGT SRM SRG SCG SMA ANEELAssis JúniorBelum ada peringkat
- NOR - distRIBU-EnGE-0057 - Projeto de Rede de Distribuição Aérea Compacta Com Espaçador - REV 02Dokumen125 halamanNOR - distRIBU-EnGE-0057 - Projeto de Rede de Distribuição Aérea Compacta Com Espaçador - REV 02Assis JúniorBelum ada peringkat
- Automação de Processos Industriais - Módulo 2Dokumen37 halamanAutomação de Processos Industriais - Módulo 2Assis JúniorBelum ada peringkat
- NOR - distRIBU-EnGE-0111 - Conexão de Minigeradores Ao Sistema de DistribuiçãoDokumen21 halamanNOR - distRIBU-EnGE-0111 - Conexão de Minigeradores Ao Sistema de DistribuiçãoAssis JúniorBelum ada peringkat
- Estudo Estratégico GD 2 Sem 2018 Final 11 SetembroDokumen144 halamanEstudo Estratégico GD 2 Sem 2018 Final 11 SetembroAssis JúniorBelum ada peringkat
- NBR 10899-2013 Energia Solar Fotovoltaica - Terminologia PDFDokumen15 halamanNBR 10899-2013 Energia Solar Fotovoltaica - Terminologia PDFAssis Júnior100% (1)
- Curto Circuito ConceitosDokumen25 halamanCurto Circuito ConceitosAssis JúniorBelum ada peringkat
- Comperv-UFRN Provas Concursos (2010-2003)Dokumen276 halamanComperv-UFRN Provas Concursos (2010-2003)Assis Júnior0% (1)
- Automação em Redes de DistribuiçãoDokumen47 halamanAutomação em Redes de DistribuiçãoAssis JúniorBelum ada peringkat
- Manual de Procedimentos Operacionais Padrão - Rede de Distribuição Até 34,5 KV - Utilizando Linha VivaDokumen65 halamanManual de Procedimentos Operacionais Padrão - Rede de Distribuição Até 34,5 KV - Utilizando Linha VivaAssis Júnior100% (2)
- Simulação de Controle FuzzyDokumen6 halamanSimulação de Controle FuzzyAssis JúniorBelum ada peringkat
- 20 - APR - Servio de Fornecimento Descarregamento de Gua e Umectao de Vias Com Caminho PipaDokumen7 halaman20 - APR - Servio de Fornecimento Descarregamento de Gua e Umectao de Vias Com Caminho PipaRafael RafaelBelum ada peringkat
- 5 - RegulamentaçãoDokumen512 halaman5 - RegulamentaçãoMarcos AntônioBelum ada peringkat
- Biografia de Frederick WDokumen16 halamanBiografia de Frederick WDouglas GiordaniBelum ada peringkat
- Apostila Moldes FatecDokumen77 halamanApostila Moldes FatecDouglas MarcocciaBelum ada peringkat
- ZF Catalogo Veicular F4000Dokumen32 halamanZF Catalogo Veicular F4000tradicao guinchosBelum ada peringkat
- Fatura 15-05Dokumen58 halamanFatura 15-05Ray MoscarellaBelum ada peringkat
- Apostila de Controle DimensionalDokumen170 halamanApostila de Controle DimensionalGeison BarrosoBelum ada peringkat
- Resolucao Do Livro de Mecanica EstaticaDokumen35 halamanResolucao Do Livro de Mecanica EstaticaAnunciação Divino100% (1)
- Gehaka: Manual de OperaçãoDokumen19 halamanGehaka: Manual de OperaçãoVânia QueirozBelum ada peringkat
- Fispq Pu ConstrucaoDokumen2 halamanFispq Pu ConstrucaoAndressa Correa100% (1)
- Laudo de Ensaio Destrutivos 2023Dokumen35 halamanLaudo de Ensaio Destrutivos 2023Flávio Henrique Cavalcanti de Araújo LuzBelum ada peringkat
- Iac 3150 Dados Técnicos para Grandes Reparos e Grandes ModificaçõesDokumen47 halamanIac 3150 Dados Técnicos para Grandes Reparos e Grandes ModificaçõesFlaviano FerreiraBelum ada peringkat
- O Mito Do EmpreendedorDokumen4 halamanO Mito Do Empreendedorbia0% (1)
- ARTEBDokumen44 halamanARTEBprojetodoudicasBelum ada peringkat
- OscilografagemDokumen3 halamanOscilografagemJeferson GomesBelum ada peringkat
- Manual de Instalação, Operação e Manutenção para Motores Elétricos NovaDokumen16 halamanManual de Instalação, Operação e Manutenção para Motores Elétricos NovaDeoclécio Cardoso Jr.Belum ada peringkat
- GD Aula 06Dokumen42 halamanGD Aula 06Dario Nogueira FontenelleBelum ada peringkat
- MMIndustrial CatalogoDokumen16 halamanMMIndustrial Catalogokleiber borbaBelum ada peringkat
- Influência Do Número de Nódulos de Grafita Nas Propriedades Mecânicas Do Ferro Fundido Nodular AustemperadoDokumen116 halamanInfluência Do Número de Nódulos de Grafita Nas Propriedades Mecânicas Do Ferro Fundido Nodular AustemperadoagustingrtBelum ada peringkat
- Manual Boas - Práticas Na ManutençãoDokumen17 halamanManual Boas - Práticas Na ManutençãoWesley CruzBelum ada peringkat
- Pop - Seg. 12 PolicorteDokumen6 halamanPop - Seg. 12 PolicorteRoberto Melo50% (2)
- Pronic PDFDokumen11 halamanPronic PDFDaniel MartinsBelum ada peringkat
- Ica 11-3 20181001Dokumen94 halamanIca 11-3 20181001bmmmotaBelum ada peringkat
- Export - Family - BensDokumen252 halamanExport - Family - BensJuniôr ÁvillaBelum ada peringkat
- CalcDokumen22 halamanCalcmesjBelum ada peringkat
- Tabela de Códigos Siscoserv para Transmissão em LoteDokumen93 halamanTabela de Códigos Siscoserv para Transmissão em LotePriscilaSantos014Belum ada peringkat
- Aula Organograma e FluxogramaDokumen26 halamanAula Organograma e FluxogramaAdriana SilvaBelum ada peringkat
- Check List NR12Dokumen8 halamanCheck List NR12Larissa FonsecaBelum ada peringkat
- Perguntas TEC-USIDokumen5 halamanPerguntas TEC-USIGiovanna LoquetiBelum ada peringkat
- Propriedades ColigativasDokumen3 halamanPropriedades Coligativasjulianosma100% (1)
- Liberdade digital: O mais completo manual para empreender na internet e ter resultadosDari EverandLiberdade digital: O mais completo manual para empreender na internet e ter resultadosPenilaian: 5 dari 5 bintang5/5 (10)
- Trading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaDari EverandTrading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaPenilaian: 5 dari 5 bintang5/5 (1)
- Comandos ElétricosDari EverandComandos ElétricosBelum ada peringkat
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IADari EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IAPenilaian: 5 dari 5 bintang5/5 (6)
- Trincas e Fissuras em Edificações: causadas por recalques diferenciaisDari EverandTrincas e Fissuras em Edificações: causadas por recalques diferenciaisBelum ada peringkat
- Caixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasDari EverandCaixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasBelum ada peringkat
- Modelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisDari EverandModelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisBelum ada peringkat
- Tudo Sobre A Tecnologia Blockchain: O Guia Mais Completo Para Iniciantes Sobre Carteira Blockchain, Bitcoin, Ethereum, Ripple, DashDari EverandTudo Sobre A Tecnologia Blockchain: O Guia Mais Completo Para Iniciantes Sobre Carteira Blockchain, Bitcoin, Ethereum, Ripple, DashBelum ada peringkat
- Blockchain Ethereum: Fundamentos de arquitetura, desenvolvimento de contratos e aplicaçõesDari EverandBlockchain Ethereum: Fundamentos de arquitetura, desenvolvimento de contratos e aplicaçõesBelum ada peringkat
- Consultoria Especializada e Estratégias De Trade De ForexDari EverandConsultoria Especializada e Estratégias De Trade De ForexBelum ada peringkat
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeDari EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadePenilaian: 5 dari 5 bintang5/5 (3)
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupDari EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupPenilaian: 5 dari 5 bintang5/5 (26)
- HACKED: O Livro Guia Definitivo De Linux Kali E Hacking Sem Fio Com Ferramentas De Testes De Segurança E DeDari EverandHACKED: O Livro Guia Definitivo De Linux Kali E Hacking Sem Fio Com Ferramentas De Testes De Segurança E DeBelum ada peringkat
- Business Intelligence: Implementar do jeito certo e a custo zeroDari EverandBusiness Intelligence: Implementar do jeito certo e a custo zeroPenilaian: 4.5 dari 5 bintang4.5/5 (4)
- Administração da Tecnologia de Informação e Comunicação: Da Informática Básica à Gestão do ConhecimentoDari EverandAdministração da Tecnologia de Informação e Comunicação: Da Informática Básica à Gestão do ConhecimentoPenilaian: 5 dari 5 bintang5/5 (1)
- Nr-12 - Segurança No Trabalho Em Máquinas E EquipamentosDari EverandNr-12 - Segurança No Trabalho Em Máquinas E EquipamentosBelum ada peringkat
- Roadmap back-end: Conhecendo o protocolo HTTP e arquiteturas RESTDari EverandRoadmap back-end: Conhecendo o protocolo HTTP e arquiteturas RESTPenilaian: 4.5 dari 5 bintang4.5/5 (2)