Anda mungkin juga menyukai
- Journal of Materials Processing Technology: S.K. Choudhary, S. Ganguly, A. Sengupta, V. SharmaDokumen10 halamanJournal of Materials Processing Technology: S.K. Choudhary, S. Ganguly, A. Sengupta, V. SharmaShivam SrivastavaBelum ada peringkat
- Ref Time Hardness DensityDokumen10 halamanRef Time Hardness DensityOyiFerrerMallariBelum ada peringkat
- Li 2018Dokumen4 halamanLi 2018ahmed mohabBelum ada peringkat
- Pikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Dokumen8 halamanPikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Anonymous 41VNAwiBelum ada peringkat
- Transf Fases Na SoldagemDokumen36 halamanTransf Fases Na SoldagemengetarcioBelum ada peringkat
- Laminacion Semisolida PDFDokumen9 halamanLaminacion Semisolida PDFJohan Velasco ArévaloBelum ada peringkat
- SD Article 46Dokumen8 halamanSD Article 46Mustafa MoussaouiBelum ada peringkat
- Las JurnalDokumen8 halamanLas JurnalEby Nugroho MeinsideBelum ada peringkat
- 1 s2.0 S0921509314015780 MainDokumen7 halaman1 s2.0 S0921509314015780 MainAli UzunBelum ada peringkat
- Effect of Interlamellar Spacing On The Delamination of Pearlitic Steel WiresDokumen6 halamanEffect of Interlamellar Spacing On The Delamination of Pearlitic Steel WiresSmruti Ranjan PattanayakBelum ada peringkat
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDokumen8 halamanMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanBelum ada peringkat
- Influence of Clad Metal Chemistry On Stress CorrosDokumen6 halamanInfluence of Clad Metal Chemistry On Stress CorrosOwais MalikBelum ada peringkat
- IOP Conference Series: Materials Science and Engineering Casting SimulationDokumen8 halamanIOP Conference Series: Materials Science and Engineering Casting SimulationMar'i MuchammadBelum ada peringkat
- Effects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDokumen4 halamanEffects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDhanashekar ManickamBelum ada peringkat
- 28 3267am0612 239 252 PDFDokumen14 halaman28 3267am0612 239 252 PDFeidelsayedBelum ada peringkat
- Materials Science and Engineering ADokumen9 halamanMaterials Science and Engineering ASol AngelBelum ada peringkat
- Effect of Physical State of Non-Metallic Inclusions On The Accumulation Within Magnesia-Stabilized Zirconia Foam FiltersDokumen12 halamanEffect of Physical State of Non-Metallic Inclusions On The Accumulation Within Magnesia-Stabilized Zirconia Foam FiltersJJBelum ada peringkat
- AL Si CuDokumen7 halamanAL Si CuRiedl LaurentiuBelum ada peringkat
- Ductile Iron Documents 1Dokumen277 halamanDuctile Iron Documents 1emir_osman5940Belum ada peringkat
- Effect of undissolved cementite on fatigue properties of high carbon steelsDokumen5 halamanEffect of undissolved cementite on fatigue properties of high carbon steelsEngels OchoaBelum ada peringkat
- 2002 Mech Stir PropertiesDokumen12 halaman2002 Mech Stir PropertiesMohammed ImranBelum ada peringkat
- Selective Dissolution and Cementitious Property Evaluation of Converter Steel SlagDokumen11 halamanSelective Dissolution and Cementitious Property Evaluation of Converter Steel SlagDawit MogesBelum ada peringkat
- 2005 - Viafara Et Al - Unlubricated Sliding Wear of Pearlitic and Bainitic SteelsDokumen7 halaman2005 - Viafara Et Al - Unlubricated Sliding Wear of Pearlitic and Bainitic SteelsccviafarBelum ada peringkat
- Use of Acoustic Energy in Sand Casting oDokumen4 halamanUse of Acoustic Energy in Sand Casting oMuhammad MujtabaBelum ada peringkat
- Choi 2012Dokumen5 halamanChoi 2012tuanhoa123Belum ada peringkat
- Effects of High-Temperature Deformation and Cooling Process On The Microstructure and Mechanical Properties of An Ultrahigh-Strength Pearlite SteelDokumen9 halamanEffects of High-Temperature Deformation and Cooling Process On The Microstructure and Mechanical Properties of An Ultrahigh-Strength Pearlite Steelanime MAVCBelum ada peringkat
- Scott 2016Dokumen10 halamanScott 2016rodrigosiqueiraBelum ada peringkat
- Chemical Compositions, Microstructure and Mechanical  Properties of Roll Core Used Ductile Iron in Centrifugal Casting Composite Rolls PDFDokumen6 halamanChemical Compositions, Microstructure and Mechanical  Properties of Roll Core Used Ductile Iron in Centrifugal Casting Composite Rolls PDFShankey JAlanBelum ada peringkat
- Shot peening improves fatigue life of ductile iron wheel hubs by 100Dokumen9 halamanShot peening improves fatigue life of ductile iron wheel hubs by 100karthegreBelum ada peringkat
- FULLTEXT02Dokumen20 halamanFULLTEXT02vkhavateBelum ada peringkat
- Physical Simulation For Hot Rolling Policy of Electrical Si-SteelsDokumen10 halamanPhysical Simulation For Hot Rolling Policy of Electrical Si-SteelsTJPRC PublicationsBelum ada peringkat
- Quenching Heat Treatment Effects On SteeDokumen5 halamanQuenching Heat Treatment Effects On SteeYAKSEN 7Belum ada peringkat
- Metals 08 00268Dokumen10 halamanMetals 08 00268kt rajaBelum ada peringkat
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDokumen5 halamanAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamBelum ada peringkat
- Materials Letters: Bo Han, Sujun WuDokumen4 halamanMaterials Letters: Bo Han, Sujun WuPiranha TourniquetBelum ada peringkat
- Austempering TreatmentDokumen7 halamanAustempering TreatmentSenthil MithulBelum ada peringkat
- Analysis On Clogging of Submerged Entry Nozzle in Continuous Casting of High Strength Steel With Rare EarthDokumen10 halamanAnalysis On Clogging of Submerged Entry Nozzle in Continuous Casting of High Strength Steel With Rare EarthEvren ÇaprazBelum ada peringkat
- Solidification Characteristic of Cu-20sn Bronze Al PDFDokumen8 halamanSolidification Characteristic of Cu-20sn Bronze Al PDFarjun prajapatiBelum ada peringkat
- Journal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDokumen10 halamanJournal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDouglas VidalBelum ada peringkat
- CF6 2013 MicrostructureDokumen5 halamanCF6 2013 MicrostructureJ. VanajaBelum ada peringkat
- Pea - Vol. 14, No 1 - 01. 2017Dokumen4 halamanPea - Vol. 14, No 1 - 01. 2017Lily Camila GalárragaBelum ada peringkat
- 1 s2.0 S0924013618300359 MainDokumen5 halaman1 s2.0 S0924013618300359 Mainsm_carvalhoBelum ada peringkat
- 55 1 Nagode PDFDokumen6 halaman55 1 Nagode PDFsasdfsadasdasBelum ada peringkat
- Welding of Austenitic Stainless Steel Using Double Sided Arc Welding ProcessDokumen6 halamanWelding of Austenitic Stainless Steel Using Double Sided Arc Welding ProcessShaat KumarBelum ada peringkat
- On And: Hypereutectoid Transf Ormation BehaviorDokumen8 halamanOn And: Hypereutectoid Transf Ormation BehaviorSmruti Ranjan PattanayakBelum ada peringkat
- PENGARUH FILLER PLAT DAN VARIASI TEBAL PLAT PADA SPOT WELDING ANTARA BAJA-ALLUMUNIUMDokumen7 halamanPENGARUH FILLER PLAT DAN VARIASI TEBAL PLAT PADA SPOT WELDING ANTARA BAJA-ALLUMUNIUMLilik TrisnayantiBelum ada peringkat
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDokumen6 halamanEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteBelum ada peringkat
- An Investigation of The Abrasive Wear Behavior of Ductile CaDokumen6 halamanAn Investigation of The Abrasive Wear Behavior of Ductile CalucianoBelum ada peringkat
- The Use of Water Cooling During The Continuous CasDokumen19 halamanThe Use of Water Cooling During The Continuous CasFitra Muhammadafla AflaBelum ada peringkat
- 01.improving The Casting Process of Peritectic Steel Grades Ferrite Potential CalculationDokumen3 halaman01.improving The Casting Process of Peritectic Steel Grades Ferrite Potential CalculationsankhadipBelum ada peringkat
- Microstructure and Tensile Properties of Squeeze Cast 2024 Al AlloyDokumen5 halamanMicrostructure and Tensile Properties of Squeeze Cast 2024 Al AlloyKumar SouravBelum ada peringkat
- Materials Science & Engineering A: B.L. Ennis, C. Bos, M.P. Aarnts, P.D. Lee, E. Jimenez-MeleroDokumen9 halamanMaterials Science & Engineering A: B.L. Ennis, C. Bos, M.P. Aarnts, P.D. Lee, E. Jimenez-MeleroCynthia GuerraBelum ada peringkat
- Ductile Cast Iron 350 4 Using SMAWDokumen14 halamanDuctile Cast Iron 350 4 Using SMAWIJRASETPublicationsBelum ada peringkat
- Acicular Ferrite and Bainite in C-MN and Low-Alloy Steel Arc Weld MetalsDokumen15 halamanAcicular Ferrite and Bainite in C-MN and Low-Alloy Steel Arc Weld MetalsFervian VersatyBelum ada peringkat
- Development of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsDokumen23 halamanDevelopment of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsfarahBelum ada peringkat
- Bansal 2018Dokumen14 halamanBansal 2018Matteo CarusoBelum ada peringkat
- Effect of Properties of Mold Powder Entrapped Into Molten Steel in A Continuous Casting ProcessDokumen6 halamanEffect of Properties of Mold Powder Entrapped Into Molten Steel in A Continuous Casting ProcessAmir GorjiBelum ada peringkat
- Mechanical and Corrosion Properties of Thixoformed 357 Alloys vs Permanent Mold CastDokumen14 halamanMechanical and Corrosion Properties of Thixoformed 357 Alloys vs Permanent Mold CastMostafa Mahmoud ShehataBelum ada peringkat
- ABLATION CASTING OF THIN-WALL DUCTILE IRONDokumen12 halamanABLATION CASTING OF THIN-WALL DUCTILE IRONsalar dadashBelum ada peringkat
- Test Atolyesi Causeessay1 PDFDokumen1 halamanTest Atolyesi Causeessay1 PDFsener.asliBelum ada peringkat
- Ninmg PDFDokumen15 halamanNinmg PDFAbdullah UYSALBelum ada peringkat
- Orientated Attachment Assisted Self-assembly of Sb2O3 NanorodsDokumen3 halamanOrientated Attachment Assisted Self-assembly of Sb2O3 NanorodsAbdullah UYSALBelum ada peringkat
- Potenza PDFDokumen35 halamanPotenza PDFAbdullah UYSALBelum ada peringkat
- Sciencedirect SciencedirectDokumen6 halamanSciencedirect SciencedirectAbdullah UYSALBelum ada peringkat
- Prediction and Validation of Shape Distortions in The Simulation of HighDokumen10 halamanPrediction and Validation of Shape Distortions in The Simulation of HighArfan AnwarBelum ada peringkat
- Finite Elements and Boundary Elements Applied in Phase Change, Solidi"cation and Melting Problems. A Bibliography (1996) 1998)Dokumen9 halamanFinite Elements and Boundary Elements Applied in Phase Change, Solidi"cation and Melting Problems. A Bibliography (1996) 1998)Abdullah UYSALBelum ada peringkat
- 1 s2.0 S0924013618301389 MainDokumen9 halaman1 s2.0 S0924013618301389 MainAbdullah UYSALBelum ada peringkat
- 39 1050 1Dokumen6 halaman39 1050 1Abdullah UYSALBelum ada peringkat
- 24563156Dokumen27 halaman24563156Abdullah UYSALBelum ada peringkat
- Ninmg PDFDokumen15 halamanNinmg PDFAbdullah UYSALBelum ada peringkat
- 39 1050 1Dokumen6 halaman39 1050 1Abdullah UYSALBelum ada peringkat
- Ninmg PDFDokumen15 halamanNinmg PDFAbdullah UYSALBelum ada peringkat
- Eth 28802 02Dokumen109 halamanEth 28802 02Abdullah UYSALBelum ada peringkat
- 39 1050 1Dokumen6 halaman39 1050 1Abdullah UYSALBelum ada peringkat
- Acta Materialia: Svea Mayer, Manuel Petersmann, Franz Dieter Fischer, Helmut Clemens, Thomas Waitz, Thomas AntretterDokumen8 halamanActa Materialia: Svea Mayer, Manuel Petersmann, Franz Dieter Fischer, Helmut Clemens, Thomas Waitz, Thomas AntretterAbdullah UYSALBelum ada peringkat
- 1 s2.0 S0307904X09003552 MainDokumen18 halaman1 s2.0 S0307904X09003552 Main조기현Belum ada peringkat
- 1 s2.0 092150939409629B MainDokumen16 halaman1 s2.0 092150939409629B MainAbdullah UYSALBelum ada peringkat
- Applied Thermal Engineering: Bowang Xiao, Qigui Wang, Gang Wang, Richard D. Sisson JR., Yiming RongDokumen7 halamanApplied Thermal Engineering: Bowang Xiao, Qigui Wang, Gang Wang, Richard D. Sisson JR., Yiming RongAbdullah UYSALBelum ada peringkat
- 1 s2.0 S014211231830149X Main PDFDokumen9 halaman1 s2.0 S014211231830149X Main PDFAbdullah UYSALBelum ada peringkat
- Solubility of Stibnite Ore in HCL Solutions: Sabri Colak, and Sinan YapiciDokumen8 halamanSolubility of Stibnite Ore in HCL Solutions: Sabri Colak, and Sinan YapiciAbdullah UYSALBelum ada peringkat
- Tekkaya Et Al. - 2015 - Metal Forming Beyond Shaping Predicting and Setting Product Properties-AnnotatedDokumen25 halamanTekkaya Et Al. - 2015 - Metal Forming Beyond Shaping Predicting and Setting Product Properties-AnnotatedCarmen Bololoi RemeșBelum ada peringkat
- 05 SolvDokumen45 halaman05 SolvRaghavan NatarajanBelum ada peringkat
- Sciencedirect SciencedirectDokumen6 halamanSciencedirect SciencedirectAbdullah UYSALBelum ada peringkat
- Additive Manufacturing: Alberto Boschetto, Luana Bottini, Francesco VenialiDokumen11 halamanAdditive Manufacturing: Alberto Boschetto, Luana Bottini, Francesco VenialiAbdullah UYSALBelum ada peringkat
- Additive ManufacturingDokumen11 halamanAdditive ManufacturingAbdullah UYSALBelum ada peringkat
- 1 s2.0 092150939409629B MainDokumen16 halaman1 s2.0 092150939409629B MainAbdullah UYSALBelum ada peringkat
- 2015 CRinSSMSDokumen42 halaman2015 CRinSSMSAbdullah UYSALBelum ada peringkat
- Additive Manufacturing: Shukri Afazov, Willem A.D. Denmark, Borja Lazaro Toralles, Adam Holloway, Anas YaghiDokumen8 halamanAdditive Manufacturing: Shukri Afazov, Willem A.D. Denmark, Borja Lazaro Toralles, Adam Holloway, Anas YaghiAbdullah UYSALBelum ada peringkat
- 03 Iterative Methods PDFDokumen19 halaman03 Iterative Methods PDFAbdullah UYSALBelum ada peringkat
- PublicationDokumen52 halamanPublicationKenan HotiBelum ada peringkat
- Building Design PART 2Dokumen60 halamanBuilding Design PART 2kyle encarnacionBelum ada peringkat
- TN 25Dokumen8 halamanTN 25paulo_linanBelum ada peringkat
- Lean DuplexDokumen8 halamanLean DuplexAnonymous 6EmOaerug100% (1)
- Circuits Education Presentation in Blue Yellow Flat Cartoon StyleDokumen14 halamanCircuits Education Presentation in Blue Yellow Flat Cartoon StyleMa Angelica BañariaBelum ada peringkat
- 03 24 00magDokumen3 halaman03 24 00magMorris AlcantaraBelum ada peringkat
- PIPE/PROBLEMS FINAL COACHING: HVACR & REFRIGERATION TOPICSDokumen95 halamanPIPE/PROBLEMS FINAL COACHING: HVACR & REFRIGERATION TOPICSnathaniel villanuevaBelum ada peringkat
- Home Interior Design Presentation For Mr. Piyush Arya and Mrs. Garima AryaDokumen38 halamanHome Interior Design Presentation For Mr. Piyush Arya and Mrs. Garima AryaKalpana GuptaBelum ada peringkat
- Chapter 22 - FuselagesDokumen25 halamanChapter 22 - FuselagesLUIS ISAAC LEON PAROBelum ada peringkat
- Ce2202 - Mechanics of FluidsDokumen3 halamanCe2202 - Mechanics of FluidsPrashant GaradBelum ada peringkat
- BeamSmokeDetectors AppGuide BMAG240 PDFDokumen8 halamanBeamSmokeDetectors AppGuide BMAG240 PDFMattu Saleen100% (1)
- ClimalifeDokumen5 halamanClimalifeVicente AlarconBelum ada peringkat
- Anvil Pipe Hanger Catalog 2009Dokumen236 halamanAnvil Pipe Hanger Catalog 2009Roger DawkinsBelum ada peringkat
- Tec066 6700 PDFDokumen2 halamanTec066 6700 PDFExclusivo VIPBelum ada peringkat
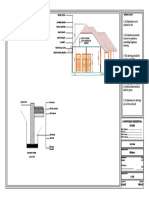
- 50X75 Tie Beam 50X75 Horizontal Member: A Proposed Residential HouseDokumen1 halaman50X75 Tie Beam 50X75 Horizontal Member: A Proposed Residential HousefredrickBelum ada peringkat
- Thermoplastic Yellow Paint MTCDokumen1 halamanThermoplastic Yellow Paint MTCchitranjan4kumar-8Belum ada peringkat
- DeNora PDFDokumen53 halamanDeNora PDFJun Zhu100% (1)
- DesignDokumen24 halamanDesignInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Pipe Materials Storage Cisterns SizingDokumen6 halamanPipe Materials Storage Cisterns SizingIr Engku MuhammadBelum ada peringkat
- All About ElevatorDokumen2 halamanAll About ElevatorMico MercadoBelum ada peringkat
- Acoustical Materials and Their Applications for Sound ControlDokumen3 halamanAcoustical Materials and Their Applications for Sound ControlMary Faye Reyes100% (2)
- Ikeuchi: Air Nozzle CatalogDokumen72 halamanIkeuchi: Air Nozzle Catalogsmail ben loulouBelum ada peringkat
- Universal WPS for pipe to plate fillet weldingDokumen1 halamanUniversal WPS for pipe to plate fillet weldingIbrahim shaikBelum ada peringkat
- Is 3597 1998 PDFDokumen17 halamanIs 3597 1998 PDFRushanBelum ada peringkat
- Construction Project Timeline Template: Task Name Status Assigned To Comments Start Date END Date Duratio NDokumen7 halamanConstruction Project Timeline Template: Task Name Status Assigned To Comments Start Date END Date Duratio NMj OrtizBelum ada peringkat
- Part PG General Requirements For All Methods of ContructionDokumen75 halamanPart PG General Requirements For All Methods of ContructionArul Edwin VijayBelum ada peringkat
- Glass Design PDFDokumen13 halamanGlass Design PDFsaumjBelum ada peringkat
- Paper 1 3-D Analysis of Building Frame Using Staad-ProDokumen2 halamanPaper 1 3-D Analysis of Building Frame Using Staad-ProAnonymous CaemA1Belum ada peringkat
- TA Balancing Valve-STAFDokumen12 halamanTA Balancing Valve-STAFAnonymous FZs3yBHh7Belum ada peringkat