Anda mungkin juga menyukai
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDari EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasBelum ada peringkat
- Leis de Newton-ExercíciosDokumen5 halamanLeis de Newton-ExercíciosElias JuniorBelum ada peringkat
- Mecanismo de retirada de lona de caminhão bi-tremDokumen1 halamanMecanismo de retirada de lona de caminhão bi-tremÁtila MagroBelum ada peringkat
- 02 Imperfeições em SólidosDokumen20 halaman02 Imperfeições em SólidosLucas Fernando Muniz CornachioneBelum ada peringkat
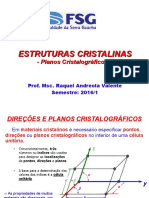
- Aula 5 - Estrutura Cristalina - Plano Cristalino - PortalDokumen26 halamanAula 5 - Estrutura Cristalina - Plano Cristalino - PortalErick HeisBelum ada peringkat
- Apostila Do Laboratorio de Propriedades Mec 160315 5Dokumen147 halamanApostila Do Laboratorio de Propriedades Mec 160315 5leandropessiBelum ada peringkat
- Ensaios Mecânicos de Materiais MetálicosDokumen31 halamanEnsaios Mecânicos de Materiais MetálicosLeonardo Icaro AlmeidaBelum ada peringkat
- Aglomerantes, cal, gesso e cimentosDokumen3 halamanAglomerantes, cal, gesso e cimentosGuilherme GurgelBelum ada peringkat
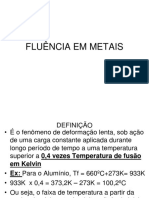
- Fluência em MetaisDokumen26 halamanFluência em MetaisErida MarinhoBelum ada peringkat
- AISI 310S Aço Inoxidável Austenítico para Altas TemperaturasDokumen2 halamanAISI 310S Aço Inoxidável Austenítico para Altas TemperaturasengsergiomarquesBelum ada peringkat
- Aços Inoxidaveis UnlockedDokumen27 halamanAços Inoxidaveis UnlockedAnderson viana100% (1)
- 02 - Aços Inoxidáveis FerríticosDokumen1 halaman02 - Aços Inoxidáveis FerríticosVanessa DuzBelum ada peringkat
- Oficina-Aula 01 - Introdução Aos Processos de ConformaçãoDokumen38 halamanOficina-Aula 01 - Introdução Aos Processos de ConformaçãoGabriel MBelum ada peringkat
- Soldagem Eletroescória: Processo e AplicaçõesDokumen7 halamanSoldagem Eletroescória: Processo e AplicaçõesGustavo CastroBelum ada peringkat
- Ensaio Jominy compara temperabilidade de açosDokumen7 halamanEnsaio Jominy compara temperabilidade de açosJuan MartinezBelum ada peringkat
- Fluagem e RelaxaçãoDokumen11 halamanFluagem e RelaxaçãoPapa Martelo Martelo100% (1)
- Tratamento Térmico Completo 2S 2021Dokumen315 halamanTratamento Térmico Completo 2S 2021Jorge Wellington SantosBelum ada peringkat
- Ensaios Mecânicos Lista de Exercícios BrinellDokumen1 halamanEnsaios Mecânicos Lista de Exercícios BrinellMikhail Tibes SoaresBelum ada peringkat
- MEC 107 - Fundição - Slides de Aula 2016.1Dokumen309 halamanMEC 107 - Fundição - Slides de Aula 2016.1Henrique de OliveiraBelum ada peringkat
- Soldadura Processos FusãoDokumen7 halamanSoldadura Processos FusãoAniz SidiBelum ada peringkat
- 13 Dureza VickersDokumen7 halaman13 Dureza VickersPriscila PereiraBelum ada peringkat
- Manufatura Mecânica SoldagemDokumen22 halamanManufatura Mecânica SoldagemRonaldo MarcolinoBelum ada peringkat
- QUESTIONÁRIO - Lista de questões - Área 1Dokumen5 halamanQUESTIONÁRIO - Lista de questões - Área 1haydarling5Belum ada peringkat
- Relatório 1 - Ensaio de DurezaDokumen11 halamanRelatório 1 - Ensaio de DurezaLuiz Otávio Lima0% (1)
- Galvanoplastia e Suas AplicaçõesDokumen11 halamanGalvanoplastia e Suas AplicaçõesBrunoMarcosBelum ada peringkat
- Aula 11 - Ensaio de FluênciaDokumen31 halamanAula 11 - Ensaio de Fluênciapaulo1americoBelum ada peringkat
- Caracterização Das Propriedades de Fluxo Da Lama Vermelha para Fins de Dimensionamento de Silos - Aplicação para Tremonhas CônicasDokumen132 halamanCaracterização Das Propriedades de Fluxo Da Lama Vermelha para Fins de Dimensionamento de Silos - Aplicação para Tremonhas CônicasArtur CunhaBelum ada peringkat
- Sistema de MassalotesDokumen8 halamanSistema de MassalotesHalleph WergenskiBelum ada peringkat
- Tese - ExtrusãoDokumen130 halamanTese - ExtrusãoLuan CaetanoBelum ada peringkat
- Ensaio de TraçãoDokumen10 halamanEnsaio de TraçãoSamuel ArantesBelum ada peringkat
- Introdução Ao Laboratório de FísicaDokumen17 halamanIntrodução Ao Laboratório de FísicaMüller Franca RochaBelum ada peringkat
- Niquel e Suas LigasDokumen20 halamanNiquel e Suas LigasAlexander Beuting CamposBelum ada peringkat
- Aula 07 - Ensaios de Dobramento e FlexãoDokumen38 halamanAula 07 - Ensaios de Dobramento e Flexãopaulo1americoBelum ada peringkat
- Processo Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemDokumen7 halamanProcesso Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemCleber da SilvaBelum ada peringkat
- Tabela de pré-aquecimento de aços segundo carbono equivalenteDokumen4 halamanTabela de pré-aquecimento de aços segundo carbono equivalentetss13723Belum ada peringkat
- Ensaios mecânicos de tração em açoDokumen27 halamanEnsaios mecânicos de tração em açoNicollas Alves100% (1)
- Revisão FundiçãoDokumen9 halamanRevisão FundiçãoLuís OtávioBelum ada peringkat
- Corrosão: Abordagem GeralDokumen13 halamanCorrosão: Abordagem GeralNatalia NattystoreBelum ada peringkat
- Ensaios Mecânicos - DurezaDokumen38 halamanEnsaios Mecânicos - DurezaJacks SilvaBelum ada peringkat
- Materiais de Construção Mecânica 6Dokumen22 halamanMateriais de Construção Mecânica 6fabiofambhBelum ada peringkat
- Principios Da Galvanizacao A FogoDokumen30 halamanPrincipios Da Galvanizacao A FogoìanbauBelum ada peringkat
- Cisalhamento em elementos retos e fórmula do cisalhamentoDokumen29 halamanCisalhamento em elementos retos e fórmula do cisalhamentowillcatempBelum ada peringkat
- Ensaio de Tração-1Dokumen11 halamanEnsaio de Tração-1Anonymous QHHc0YWiUBelum ada peringkat
- Instalação de dutos flexíveis por navios PLSVDokumen45 halamanInstalação de dutos flexíveis por navios PLSVThiago FerrazBelum ada peringkat
- Lista de Exercício - End - Introdução e VisualDokumen2 halamanLista de Exercício - End - Introdução e VisualMarcusBelum ada peringkat
- Tratamento térmico de metais e ligasDokumen23 halamanTratamento térmico de metais e ligasKleuber Santos FigueiredoBelum ada peringkat
- Aula 03 - Ensaio de Tração II - Curva Tensão DeformaçãoDokumen24 halamanAula 03 - Ensaio de Tração II - Curva Tensão Deformaçãopaulo1americo100% (1)
- Corrosão Galvânica em TubulaçõesDokumen2 halamanCorrosão Galvânica em TubulaçõesDavid Feitoza0% (1)
- Simulação Ensaio de Tração UniaxialDokumen4 halamanSimulação Ensaio de Tração UniaxialRui CostaBelum ada peringkat
- Elasticidade e PlasticidadeDokumen21 halamanElasticidade e PlasticidadeEliana FrancoBelum ada peringkat
- Aços Duplex e Triplex: propriedades e aplicaçõesDokumen23 halamanAços Duplex e Triplex: propriedades e aplicaçõesFranciele BoengBelum ada peringkat
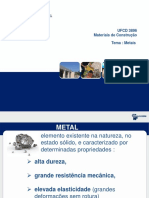
- METAIS Classificação e PropriedadesDokumen9 halamanMETAIS Classificação e PropriedadesWagner FielBelum ada peringkat
- Exercicios EnsaiosDokumen9 halamanExercicios EnsaiosVictor AbreuBelum ada peringkat
- Kanaflex - Manual KNTS DrainDokumen53 halamanKanaflex - Manual KNTS DrainJoão Carlos Almeida JrBelum ada peringkat
- A Metalurgia Na Investigação Do NIST Sobre o Colapso Das Torres Do WTC...Dokumen5 halamanA Metalurgia Na Investigação Do NIST Sobre o Colapso Das Torres Do WTC...Lucas JorgeBelum ada peringkat
- MetaisDokumen58 halamanMetaisJíllions FoundationBelum ada peringkat
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaDari EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaBelum ada peringkat
- O Direito e o Ouro Negro: os direitos fundamentais dos petroleiros offshore na era do pré-salDari EverandO Direito e o Ouro Negro: os direitos fundamentais dos petroleiros offshore na era do pré-salPenilaian: 5 dari 5 bintang5/5 (1)
- Prova FinalDokumen4 halamanProva FinalCristhiano ParaguaiBelum ada peringkat
- Superliga InconelDokumen34 halamanSuperliga Inconelalerufino40Belum ada peringkat
- Aula 6 - Tensões e Deformações - Tração e CompressãoDokumen23 halamanAula 6 - Tensões e Deformações - Tração e CompressãoregisisaelBelum ada peringkat
- Linha de produção compacta para fios de cobreDokumen2 halamanLinha de produção compacta para fios de cobreFARLEY ELETRO INDUZIDOSBelum ada peringkat
- Relatório - 5 - Jose Antonio Franco Frazao - ValendoDokumen6 halamanRelatório - 5 - Jose Antonio Franco Frazao - ValendoJose AntônioBelum ada peringkat
- Calorimetria+ 01 +2+etapaDokumen13 halamanCalorimetria+ 01 +2+etapaMarianaRizzoBelum ada peringkat
- Curso SAP2000: Modelagem e Análise EstruturalDokumen20 halamanCurso SAP2000: Modelagem e Análise Estruturaljose ronaldoBelum ada peringkat
- SuspensãoDokumen42 halamanSuspensãoMaraniSahium0% (1)
- Curvas TTTDokumen11 halamanCurvas TTTChico GondimBelum ada peringkat
- Verificações ELU (Barra) PERFIL UDokumen14 halamanVerificações ELU (Barra) PERFIL UMateus Urias100% (1)
- Memorial Aumento de Carga DonarioDokumen6 halamanMemorial Aumento de Carga DonarioConstrutora Nova GeraçaoBelum ada peringkat
- Revisão 3 Série Simulado 2º Tri 2023Dokumen2 halamanRevisão 3 Série Simulado 2º Tri 2023Davi LopesBelum ada peringkat
- Manual Nobreak Schneider Easy Ups 3cDokumen40 halamanManual Nobreak Schneider Easy Ups 3cMatheus ColleBelum ada peringkat
- Abnt NBR 14520 - 2011 - Medidores Eletrônicos de Energia Elétrica - Método de EnsaioDokumen73 halamanAbnt NBR 14520 - 2011 - Medidores Eletrônicos de Energia Elétrica - Método de EnsaioRobevaldo SantosBelum ada peringkat
- Lista 5 DinamicaDokumen3 halamanLista 5 DinamicamtsarantesBelum ada peringkat
- Potencial ElétricoDokumen4 halamanPotencial Elétricokikif4Belum ada peringkat
- Relatório 2 Lab Eletricidade GeralDokumen16 halamanRelatório 2 Lab Eletricidade GeralKamily PradoBelum ada peringkat
- FisicaDokumen9 halamanFisicaMurilo CastroBelum ada peringkat
- Mola e Força ElásticaDokumen39 halamanMola e Força ElásticaIsabel Roc100% (2)
- Relatório 08 - Potência em Corrente AlternadaDokumen8 halamanRelatório 08 - Potência em Corrente AlternadaLarissa Rafaelly100% (1)
- Produção Do Raio X e Interação Com A MatériaDokumen6 halamanProdução Do Raio X e Interação Com A MatériaJake OliveiraBelum ada peringkat
- Fadiga Dos MateriaisDokumen22 halamanFadiga Dos Materiaiseduardo_montanhaBelum ada peringkat
- Dim CondutoresDokumen17 halamanDim CondutoresAlector EugénioBelum ada peringkat
- Comission Amen ToDokumen2 halamanComission Amen ToGabriel BegotBelum ada peringkat
- Exercícios de Física sobre Máquinas TérmicasDokumen1 halamanExercícios de Física sobre Máquinas TérmicasEduardo HigashiBelum ada peringkat
- Breve Estudo A Respeito Da Equação Da CalorimetriaDokumen3 halamanBreve Estudo A Respeito Da Equação Da CalorimetriaRafael PinheiroBelum ada peringkat
- Eletronica Potencia Acionamento de MaquinasDokumen60 halamanEletronica Potencia Acionamento de MaquinasWilliane FerreiraBelum ada peringkat
- Avaliação de Ciências dos MateriaisDokumen2 halamanAvaliação de Ciências dos MateriaisCelso BritoBelum ada peringkat
- Lista PDFDokumen8 halamanLista PDFJúlia GuimarãesBelum ada peringkat
- Campo Elétrico - ExercíciosDokumen10 halamanCampo Elétrico - ExercíciosDeusDosPudinsBelum ada peringkat