Industriallasers20181112 DL PDF
Diunggah oleh
Oğuzhan YaranJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Industriallasers20181112 DL PDF
Diunggah oleh
Oğuzhan YaranHak Cipta:
Format Tersedia
N O V E M B E R / D E C E M B E R 2 018 W W W. I N D U S T R I A L - L A S E R S .
C O M
VCSELs broaden
additive manufacturing
High-power blue laser
Marking inside glass
Industrial laser cleaning
Traceability in a factory
Servo control for laser
materials processing
India laser market grows
1811ILS_C1 1 11/6/18 8:22 AM
Micromachining
Shouldn’t be a Giant Task
Linear Stages Integrated Servo/
• Models with travels from 50 mm to 1.5 m Scanner Systems
• Speeds up to 2 m/s • Wide range of focal lengths and apertures
• Side-seal design with hard-cover • Industry best accuracy and thermal
• Low cost; high performance stability
• Ball-screw or linear-motor-driven models • Laser firing based on real-time scanner/
servo position
PRO and
PRO-LM Series
Nmark AGV-HP Nmark AGV-HPO Nmark GCL
Cylindrical Laser Linear Motor Gantry
Machining Systems Systems
• Integrated linear/rotary motion platform • Velocity to 3 m/s
and acceleration
• Advanced control architecture
to 5 g
• Single- or dual-spindle configurations
• Exceptional
accuracy and
performance
for improved
throughput and
yield
• “Sealed” versions
and custom
options to suit
your application
AGS Series
VascuLathe® DS
www.aerotech.com • 412-963-7470
AF0118B-LPM
1811ILS_C2 2 11/6/18 8:22 AM
V O L 3 3 I N O . 6
NOVE MBE R /
D E C E M B E R 2 0 18
With up to 2.5 kW,
the working plane is
preheated independently
of the overall height of a
Features component. (Copyright:
Fraunhofer ILT, Aachen,
Germany/Volker Lannert)
P.
11
5
technology report
Project working towards blue
high-power diode laser
22 technology report
A new horizon for advanced laser
processing of copper SIMON BRIT TEN AND
Laser materials processing
VOLKER KR AUSE drives new servo control
technologies
13 application report As laser materials processing
Ultrafast laser technology enables applications become more
internal engraving in glass challenging, digital servos must steer
laser beams with higher precision,
Process allows for improved traceability of
flexibility, and finesse than their
glass medical devices ROBERT BR AUNSCHWEIG
analog predecessors ERIC ULMER
AND DAVID BRUNEEL
25 technology report
16 technology report
Indian laser market
Laser cleaning is cost-effective
maintains growth trend
and reliable
Industrial Laser Solutions Editorial
Solution combines state-of-the-art cleaning
Advisor reports from India
with process monitoring and in-line process
ANANT DESHPANDE
control EDWIN BÜCHTER
19 technology report
Laser marking traceability
boosts a connected factory Departments
Technology meets increasingly complex 5 Update
supply chain needs DAVE SWEET
27 Calendar
27 Ad Index
W W W. I N D U S T R I A L- L A S E R S . C O M 28 My View
Market turbulence produces
DABbling
A blog by DAVID A . BELFORTE industry agita
David shares his insights and opinions on current
activities affecting industrial laser materials processing.
www.industrial-lasers.com/dabbling.html
1811ILS_1 1 11/6/18 8:22 AM
Localized
Laser Manufacturing Facility in Brea, CA
AMADA’s global network
of manufacturing bases
includes facilities in North
America, Europe, China
and Japan.
1811ILS_2 2 11/6/18 8:22 AM
Manufacturing
AMADA is committed to the engineering
and manufacturing of the world’s most precise
and productive machine tools. Our most pop-
ular series of laser machines and advanced
automation systems are manufactured in California
The ENSIS Series is available in
— providing localized manufacturing to meet 3015 and 4020 models and can be
the specific design needs of North American configured with CL automation
fabricators. options to best suit your specific
manufacturing needs.
Laser cutting systems currently being man-
ufactured in California include the ENSIS Series
and the LCG Series. AMADA’s ENSIS Fiber
Laser technology provides continuous process-
ing of thin-to-thick materials without requiring a
lens change or additional setup. The LCG Series
combines optimal power and cutting speed to
efficiently process a wide variety of material
types and thicknesses.
Automation systems range from shuttle
tables to the innovative AMS CL — a modular
system that allows fabricators to seamlessly
transition from a single cycle loader to a multi-
shelf tower that can support multiple lasers.
AMADA understands the distinct challeng-
The LCG Series is also available in 3015 and 4020
es today’s manufacturers face. That’s why we models and can be configured with CL automation
provide a complete line of laser cutting systems options to best suit your specific manufacturing
that range from 3kW to 9kW. No other com- needs. (Shown with AMS 3015 CL Cycle Loader)
pany is better positioned to provide you with
the optimal machine tool solutions needed to
successfully compete.
AMADA AMERICA, INC.
180 Amada Court • Schaumburg, IL 60173
www.amada.com/america
877-262-3287
1811ILS_3 3 11/6/18 8:22 AM
1811ILS_4 4 11/6/18 8:22 AM
update
Additive manufacturing
process uses VCSELs to
heat parts from above
FRANKFURT AND AACHEN, GERMANY – Additive manufacturing pro-
cesses are booming, as evidenced by the rapid growth of the formnext
trade fair. At formnext 2018, in cooperation with the Chair for Technology
of Optical Systems (TOS) at RWTH Aachen University, the Fraunhofer
Institute for Laser Technology (Fraunhofer ILT) will be showing a new
process in which the component in the powder bed is heated with laser
diodes. The method results in
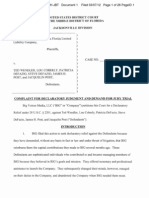
reduced distortion, generates FIGURE 1. With up to
taller parts, and enables use 2.5 kW, the working
of new materials. plane is preheated
At formnext 2018, a team independently
from Fraunhofer ILT and their of the overall
colleagues from RWTH TOS height. (Copyright:
will be presenting a new pro- Fraunhofer ILT,
cess. This process—laser Aachen, Germany/
powder-bed fusion (LPBF), Volker Lannert)
also known as laser beam
melting—can build parts with different patterns are pos-
less thermally induced stress sible. The process is mon-
and less distortion than con- itored with an IR camera.
ventional process technology. In another experiment,
The internal stresses are the engineers have con-
caused by temperature gra- structed parts in Inco-
dients in the generated com- FIGURE 2. Exposure at local preheating using a VCSEL is nel 718 and demonstrated
ponent. In the laser spot, shown. (Copyright: Fraunhofer ILT, Aachen, Germany/ significantly reduced dis-
temperatures above the Volker Lannert) tortion. The component
melting point prevail, while was heated up to 500°C.
the rest of the component cools rapidly. Depending on the geome- The VCSEL heating reduces the ther-
try and material, this temperature gradient can even lead to cracks mal gradient, thus also the stresses, making
in the material. To avoid this, the component is usually heated from it possible to produce taller parts. But even
below via the substrate plate. However, that isn’t enough, especially more interesting are the possibilities that arise
with taller structures. for particularly difficult materials—soon, com-
As part of the Digital Photonic Production (DPP) research campus, ponents made of titanium aluminides will be
a funding initiative of the German Federal Ministry of Education and produced. For this, the component will be
Research (BMBF), the experts from Fraunhofer ILT and the RWTH heated to approximately 900°C.
TOS Chair are working together with their partner Philips Photonics Such parts are commonly used, for
(Ulm, Germany) to develop solutions for this task. In the joint project example, in the hot gas section of turbo-
DPP Nano, they have developed a setup in which the component is chargers. In addition to turbomachinery,
heated from above (FIGURE 1). the process also opens up new prospects
For this purpose, an array of six vertical-cavity surface-emitting laser for other industrial sectors where thermally
(VCSEL) bars with 400 W each is installed in the process chamber. With induced stresses in additive manufacturing
infrared (IR) radiation at 808 nm, this array can heat the device from the processes have to be reduced.
top to several hundred degrees Celsius during the building process For more information, please visit www.
(FIGURE 2). The bars can be controlled individually so that sequences of ilt.fraunhofer.de.
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 5
1811ILS_5 5 11/6/18 8:22 AM
update
IN MEMORIAM
Berthold Leibinger: A warm and gracious business leader
Many successful people had a mentor in paper on the subject that I had presented
their career. I myself have mentored a num- at an FMA event in 1974. I was to learn this
ber of individuals, and it’s a privilege for me was a Leibinger trait—a little praise, given in
to be able to offer guidance and an honor a quiet, almost calm manner, to be followed
to be considered worthy to fill this role. I by a more stern comment on some matter
also had mentors both early and late in my of his concern (this also gently delivered)
career. One of them passed away recently and then him gripping my arm with vary-
and I was saddened to hear this while I was ing strength, depending on the intensity of
attending this year’s ICALEO in Orlando, FL, the admonishment. I can’t remember all the
a LIA event where in the past, he and I were issues we discussed, but I mainly recall the
apt to meet. way he delivered the message and how, be
Professor Berthold Leibinger, the for- it praise, criticism, or a rebuke, it was always
mer CEO and Chairman of the Supervisory structured the same way.
Board of Trumpf, passed away in Stuttgart, We had many occasions to meet over Berthold Leibinger in 2010. (Courtesy:
Germany, on October 16, 2018, following the years—at trade shows, conferences, Trumpf)
a long illness. Many obituaries and chron- open houses, and company workshops,
icles of the career of this outstanding gen- where he always found time to talk with me. Trumpf expanded, we saw less of each
tleman, who “dedicated his whole life to The best times were at company-sponsored other—but on the occasions we did meet,
his work as an entrepreneur and patron events in Germany he invited me to attend, it never changed from the format of the first
of the arts,” will be published globally—so where he allocated time for just the two of us meeting, a gracious greeting with some form
rather than repeat his biography, I would to talk about the growth of the laser market of praise, followed by an object message,
like to add an insight into what made up and how ILS could be a factor in this growth. always couched in the gentlest of terms. I
his unique character. He was a wise man and I always left these can’t say this was his style with everyone,
I first met Dr. Leibinger when he was meetings with fresh ideas on how I and ILS but it was with me and I tried to emulate him
expanding Trumpf in the U.S. in the 1980s. could be more involved. in my dealings with others.
It was at a Trumpf open house in the Farm- We developed a relationship that It was only when I learned of his passing
ington, CT sales offices, where he took me exceeded business. He was very kind to that it occurred to me that Berthold Leibin-
aside to ask questions regarding articles I me and my wife Ginny, ensuring that on our ger had—intentionally or not—been a com-
was then publishing about laser sheet metal travels in Germany, we had opportunities to petent, instructive mentor. And more than
cutting and the annual market report I was see what he considered were places that that, a kind and generous gentleman. I shall
publishing in my magazine, Industrial Laser showed off a non-tourist view of the country. miss him and the world of industrial lasers
Review (the predecessor to today’s Indus- Under his leadership, Trumpf grew to will miss his thoughtful analyses, his sharing
trial Laser Solutions). one of Europe’s largest machine tool com- of Trumpf business news, and his leadership
In his fashion, he complemented my panies and the world’s largest industrial in expanding laser cutting technology glob-
editorial work, even referring to the earliest laser company. As his responsibilities at ally.—David A. Belforte
Partnership to create laser welding solutions
for electric vehicle battery enclosures
PITTSBURGH, PA AND ITASCA, IL – High-per- “This joining technique provides the
formance polymers maker Covestro LLC accuracy needed for welding in tight loca-
worked with Leister Technologies LLC (a tions and around other components in flu-
subsidiary of the Leister Group) to develop id-cooled systems,” says Fernando San-
process and material solutions for laser tillana, senior project manager – Midwest,
welding fluid-cooled battery modules used East Coast, Caribbean, and Latin America Leister Technologies’ laser welding
in electric vehicles such as new passenger at Leister Technologies LLC. process can be used to join and seal
vehicles, electric buses, trucks, and other Laser welding is traditionally only used fluid-cooled battery enclosures made of
utility vehicles. with translucent or optically clear plastics. Bayblend FR3010 PC+ABS blend.
6 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_6 6 11/6/18 8:22 AM
update
Now, the two companies have extended use Ultrashort-pulse lasers produce micropatterns
of this joining technique to include opaque
flame-retardant Bayblend PC+ABS blend
on engines to reduce fuel consumption
from Covestro, while achieving the same DRESDEN, GERMANY – Engineers at the When the pistons in a car engine move
level of weld strength (FIGURE). Flame-re- Fraunhofer Institute Institute for Material up and down several thousand times a min-
tardant plastics are preferred and often and Beam Technology (Fraunhofer IWS) ute, they rub against the inner wall of the cyl-
required for battery enclosures, as they are using ultrashort-pulse lasers to gener- inder. This friction slows them down, wastes
can help prevent or delay the spread of fires. ate very fine and friction-reducing fishbone kinetic energy, and ultimately also fuel. In
Bayblend FR3010 PC+ABS blend fea- patterns in engines, with the goal of reduc- addition, small material losses and defor-
tures high-impact strength, chemical and ing the fuel consumption of cars by more mations damage the engine over time—up
hydrolysis resistance, thermal stability, and than a tenth (FIGURE). to the notorious “piston seizure.”
a balance of high-heat distortion and phys- Udo Klotzbach, an electrical engineer Similar friction problems arise in many
ical performance. at Fraunhofer IWS involved in the work, machines—for example, in locomotives
“Using Bayblend FR3010 PC+ABS blend, estimates that if selected individual parts and milling machines. Even modern elec-
we developed effective and reliable laser in combustion engines were treated with tric cars waste part of their battery charge
welding solutions for production-ready this process, cars could save several-per- through friction in the electric motor and
battery modules that can withstand bat- cent gasoline or diesel. “If we also use it other moving parts. Forecasts indicate that
tery abuse testing, including UN38.3,” says to machine plain bearings, rolling bearings, friction and the associated wear consume
Terry Davis, principal engineer at Covestro and other moving vehicle parts and cal- 2–7% of Germany’s annual economic out-
LLC. “With this material, battery manufac- culate this for the entire car, we can even put. Although friction cannot be completely
turers can create reliable and leak-free bat- achieve savings in the double-digit per- avoided, however, it can be reduced. As an
tery enclosures.” centage range,” he says. What’s more, he example, the engineering team has tested
For more information, please visit www. adds, the components last about 30% lon- its anti-friction technologies on piston rings,
covestro.us and www.plastics.covestro.com. ger on average. which enclose the engine pistons like a seal
PERMANENT, HIGHLY DETAILED MARKING &
VARIABLE TONE IMAGES.
FIBERGRAVE™:
PLASTIC SHEET
ENGINEERED FOR
FIBER MARKING
FiberGrave™, is a light-weight, single-
ply acrylic sheet plastic that has been
specially
speci engineered to make contrasting
ially engi
marks wi
with
ith a F
Fiber or YAG laser. Available
iin
n 12” x 24” sh
sheets or fabricated cut blanks.
Shop now at jpplus.com!
JPPLUS.COM
1-800-869-7800
1-800-86
EASY-TO-USE WEBSITE | ORDERS
RS SHIP SAME DAY WHEN PLACED BY 4 PM LOCAL TIME
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 7
1811ILS_7 7 11/6/18 8:22 AM
update
to keep lubricating oil away from the com- However, the laser must generate the
bustion chamber. bone pattern with high precision without
Using lasers that emit very short, but producing sharp burrs. This is why the engi-
high-energy light pulses, the engineers neers are also employing ultrashort-pulse
could generate a few micrometers of small lasers, which emit light pulses that often
holes on the piston rings. As a result, pat- only last 500 fs. In comparison, two trillion
terns are created that are barely percepti- of these pulses are needed until a whole
ble to the naked eye, but look like drainage second has passed. “Because these pulses
channels or fishbones under the microscope. are so short, the material hardly heats up,”
These bone patterns have two functions: Klotzbach explains. “There are virtually no
“On the one hand, they reduce the areas undesired effects on the material.”
that can rub against the cylinder wall at all,” In the meantime, the engineers have also
Klotzbach explains. “On the other hand, the developed laser speeds that allow the tech-
channels direct the engine oil to the areas nology to be used in mass production. They
where the greatest frictional losses normally Ultrashort laser pulses generate are now testing this process together with
occur. In a sense, if we stick to the fishbone, micropatterns in engine parts such as partners from the automotive industry. They
its spine is the channel through which new piston rings and thus reduce friction; the are also exploring other applications for their
oil flows when needed.” This causes a pro- Fraunhofer IWS technology is designed micropatterns—for example, in mechanical
tective oil film to float between the ring and to reduce wear and friction and save fuel. engineering and for sports equipment.
the inner wall of the cylinder at all times when (Copyright: Shutterstock/Fraunhofer IWS For more information, please visit www.
the engine is running. Dresden) iws.fraunhofer.de.
Fiber laser maker SPI Lasers purchases
Rugby manufacturing site
RUGBY AND SOUTHAMPTON, ENGLAND – company’s vertical integration programs ton headquarters and increased presence
Fiber laser designer and maker SPI Lasers, and further optimize their manufacturing in China and the U.S.
a wholly owned subsidiary of Trumpf and production processes. For more information, please visit www.
(Ditzingen, Germany), has purchased an This announcement follows in the wake spilasers.com.
8.1-acre manufacturing site in Rugby, in of the company’s growth at its Southamp-
a deal worth £10.3 million (over
$13.1 million). This purchase
will see the company expand
its manufacturing footprint in
Rugby by approximately 100%,
bringing its total usable space
up to approximately 80,000 sq.
ft (FIGURE).
“The facility allows us to focus
not just on enhanced manufac-
turing capabilities, but also R&D—
ensuring our products remain at
the forefront of fiber laser tech-
nology,” according to SPI Lasers’
CEO Mark Greenwood.
Over the coming months, the
newly acquired site will be the
subject of a multi-million-pound
refurbishment with the express
intention of utilizing the addi-
tional space to accelerate the SPI Lasers’ manufacturing site in Rugby.
8 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_8 8 11/6/18 8:22 AM
update
Laser cutting produces components
for steam-powered rocket bike
MALTON, ENGLAND – Full-service sheet metalwork manufacturer
Malton Laser has provided a series of stainless steel components
for the Force of Nature steam-powered rocket bike created by
motorsport and drag racing enthusiast Graham Sykes (FIGURE).
Five years in the making and built entirely in the UK, Sykes
has developed Force of Nature in a bid to break both the world
steam-powered vehicle record and world thrust motorcycle record.
As a fellow motor racing enthusiast, Charles Corner, managing direc-
tor at Malton Laser, was keen to be involved with the project and man-
ufactured stainless steel components for the bike’s charging dock.
The charging dock is where the Force of Nature bike will spend Graham Sykes (left) and Charles Corner (right) with the Force of
most of its time and will feature an automatic docking system, which Nature.
will primarily be used to raise and lower the bike off the ground.
Malton Laser’s engineers used laser cutting to cut a series of stain- cation services to manufacture components for such an important
less steel parts for the docking system with the Bystronic ByStar part of Force of Nature is something we’re really excited about,”
Fiber 3015 6 kW laser system. Corner says.
In addition to the laser-cut parts, Malton Laser has implemented The name Force of Nature was chosen for the bike to reflect its
its fabrication and welding expertise to manufacture a number of the green credentials. It will be powered using natural resources, namely
components that will form Force of Nature’s charging dock. water and biofuel made from vegetable oil.
“The charging dock is integral to the efficient running of the For more information, please visit www.maltonlaser.com and
bike, so to be able to utilize our laser cutting, welding, and fabri- www.sykoracing.com.
No compromises.
The first fiber laser to provide high quality thick metal cutting and high
productivity thin metal cutting with none of the cost and complexity of
free space optics. Helping to grow your business without compromise.
www.nlight.net
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 9
1811ILS_9 9 11/6/18 8:22 AM
1811ILS_10 10 11/6/18 8:22 AM
t e c h n o l o g y r e p o r t
Project working towards
blue high-power
diode laser
A NEW HORIZON FOR ADVANCED LASER PROCESSING OF COPPER
SIMON BRITTEN AND VOLKER KRAUSE
A
s part of the German govern- High-reflectivity material challenges
ment-funded project EffiLas, These CW lasers are primarily working in the ~1 µm range. For
Laserline is developing the first example, this wavelength is suitable for processing of steel,
high-power blue diode laser with over 50% absorption, but is very challenging for materi-
sources based on laser bars. In als such as copper, which has an absorption of <5% at 1 µm.
cooperation with laser bar man- To process these high-reflectivity materials, high laser inten-
ufacturer Osram, the established sity is used to create a vapor channel in the material, which
power scaling technology for the near-infrared (near-IR) wave- increases the absorption. However, this approach limits cop-
length is applied for the first time for the blue wavelength. This per processing to a deep penetration process regime, with the
article reviews the motivation, the technology, and the first inherent risk of sputter occurrence and challenging control of
applications with a high-power blue diode laser having up to energy deposition.
700 W power.
50 W 500 W
Over the last few decades, continu-
ous-wave (CW) powered laser appli-
cations have become established as a
versatile tool in modern manufacturing
operations, covering welding, cladding,
surface treatment, hardening, brazing,
cutting, and more. The shift from a sci-
entific technology to a common pro-
duction tool has been pushed by the FIGURE 1. The
ongoing research of new laser sources, concept of power A wavelength below 500 nm is much more suitable for pro-
which have continuously enabled new scaling with cessing of copper, as the absorption increases strongly to
applications. diode bars for the over 50%. Some solid-state laser sources are available on the
The first developments in high-power high-power blue market in this wavelength range that are based on frequen-
CW laser technology occurred before the diode laser is cy-doubling, resulting in wavelengths of 515 and 532 nm (green
millennium—the establishment of car- shown. spectrum). However, these laser sources rely on a process in
bon-dioxide (CO2) lasers at 10.6 µm and which a crystal is converting only a fraction of the pumped
diode-pumped Nd:YAG lasers at 1064 nm. CO2 lasers, how- laser wavelength into the target wavelength. The conversion
ever, could not be fiber-delivered and Nd:YAG systems were process leads to high power losses, complex cooling require-
limited in brightness and power-scaling capability. After the ments, and a sophisticated optical setup.
millennium, the fiber laser started to emerge as a solution for The solution to this technical challenge is addressed
high-brightness lasers that could be fiber-delivered and now- with additional urgency because of the close connection to
adays are a substitute for CO2 lasers in many applications. the social challenge of reduction of greenhouse gas. The
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 11
1811ILS_11 11 11/6/18 8:22 AM
t e c h n o l o g y r e p o r t
replacement of combustion engines with electric engines creates a) b)
a vast demand for reliable processing solutions for copper, which
is used in eMobility as well as in other renewable energy systems
such as wind turbines.
Goals to increase processing efficiency
To address this challenge, Laserline, together with Osram and
other partners, started the BlauLas project in 2016, with the goal
of developing the first high-power diode laser with a blue wave- FIGURE 3. Cross-section of a joint between 34 stacked copper
length of 450 nm.1 In contrast to other laser source concepts, the foils (each 11 µm) in butt welding (a) and edge welding
diode laser based on gallium nitride material enables the direct configuration (b), welded with a laser power of 580 W and 2 m/
emission of 450 nm, without further frequency-doubling and there- min feeding velocity.
fore with higher energy efficiency. With a wavelength of 450 nm, an
increase of processing blue laser bars on heat sinks. In contrast to other blue laser con-
efficiency by a factor cepts that rely on single emitters with <5 W output power, a single
of 20X is expected for diode bar is already creating a power level of up to 50 W. Using spe-
copper material com- cial optics, it is possible to combine several mounted diode bars in
pared to a wavelength a stack and even combine two stacks in one laser source (FIGURE 1).
around 1 µm. The success of this approach has been demonstrated with the
Based on long-term presentation of a 700 W high-power diode laser with a beam qual-
proven scaling tech- ity of approximately 60 mm*mrad.2 The laser beam delivery to the
niques, Laserline uses workpiece is achieved with a 600 µm fiber and a conventional focus-
laser bars from Osram ing optic, which is equipped with an adjusted antireflection coating
FIGURE 2. Welding of a copper sheet to mount, electrically to the blue wavelength. The actual ongoing project has set the goal
with 450 nm wavelength is shown. connect, and cool the to develop a blue high-power diode laser with over 1000 W of CW
power, opening up new applications beyond copper processing.
With the application of 450 nm, melting of copper material in the
heat conduction mode is possible, allowing precise adjustment of
the melt pool geometry for thin copper materials (FIGURE 2). The
stable energy deposition and heat conduction process regime is
especially important for applications in which the high pressure of
a keyhole welding mode would lead to a cutting of the material or
an undesirable spatter occurrence. This can occur while welding
HIGH POWER stacked thin copper foils, which may be subject to an uncontrolled
gap because of warping of the stacked foils (FIGURE 3).
BLUE LASERS While applying a butt welding approach with 580 W laser power
and 2 m/min feeding speed on stacked copper foils, a weld bead
width of more than 0.8 mm can be created with minimal poros-
ity and low undercut. For a fillet weld approach with an irradia-
tion on the edge of the foil stack, the foil endings are melted into
a high cross-section area with a complete attachment to the solid
foils. In both butt and edge welding, the process results in a per-
fect mechanical joint as well as very good electrical conductivity.
With an outlook to more than 1 kW blue laser power and a poten-
tial to achieve a power increase together with an improvement of
the beam quality, Laserline is convinced that diode lasers are going
to be the leading photonic tools in medium- to high-power mate-
Spatter-Free™ Cu Welding rial processing soon. ✺
Conduction & Keyhole Mode REFERENCES
1. See https://goo.gl/KVJFnn.
2. A. Balck et al., “700 W blue fiber-coupled diode-laser emitting at 450 nm,” Proc. SPIE, 10514,
1051403 (Feb. 19, 2018).
WWW.NUBURU.NET
SIMON BRITTEN (simon.britten@laserline.com) is in innovation management/new
business development and VOLKER KRAUSE is a founder and managing director,
both at Laserline, Mülheim-Karlich, Germany; www.laserline.com.
12 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_12 12 11/6/18 8:22 AM
a p p l i c a t i o n r e p o r t
Ultrafast laser
technology
enables internal
engraving in glass
PROCESS ALLOWS FOR IMPROVED
TRACEABILITY OF GLASS MEDICAL DEVICES
ROBERT BRAUNSCHWEIG AND DAVID BRUNEEL
F
emtosecond laser technology applied and induced stress in and around the laser-affected zones.
in glass is used in various fields. For These effects depend on laser parameters such as pulse
example, marking in glass allows the energy and energy deposition. For instance, energy deposi-
traceability of syringes or other devices tion Ed is calculated according to the scan speed, the pulse
made of glass, which represents a huge energy, the repetition rate, and the spot size at the focus point
market in the pharmaceutical and med- as summarized below:
ical fields.
4Epf
Recognizing this, femtosecond laser machine maker Lasea Ed =
πWv
and its partners have developed a non-aggressive internal
engraving laser system (NAGINELS) process to mark diffrac- where Ep is the pulse energy, f is the repetition rate, W is the
tive data matrices inside glass-based syringes without cracks spot diameter, and v is the scanner speed.3
and that can be read by an external instrument.1,2 Patented in FIGURE 1 illustrates these effects on glass while increasing
2008, the technology can also be applied to different types the energy deposition. The pattern consists of a square area
of glasses. This article describes the process principle and filled with parallel lines inscribed in glass and spaced by a few
the validation process in terms tens of micrometers to obtain
of reading and quality con- a diffractive effect.
trol, and provides associated Colored At low energy deposition,
industrial solutions. centers NAGINELS Micro-cracks colored centers form and
are not permanent. Indeed,
Physical principle after a few weeks or by heat-
When a femtosecond laser ing the structures, these col-
interacts with glass, structural ored areas disappear. This
modifications and a volume Increasing of the energy deposition is because of the depos-
variation occur at the focus ited energy being not suffi-
point, leading to colored cen- FIGURE 1. Effects at the focus point after femtosecond laser cient enough to break atomic
ters, refractive index variation, irradiation are shown. bonds and, after a certain
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 13
1811ILS_13 13 11/6/18 8:22 AM
a p p l i c a t i o n r e p o r t
time or with the help of the heat, the material returns to its original At higher energy, micro-cracks start to form and propagate,
state. When the energy deposition increases, permanent struc- which can lead to breaking the entire piece of glass.
tures form and volume variation creates a refractive index varia- From these results, laser parameters can be defined to engrave
tion. Managing these variations, we create diffractive structures. diffractive gratings and prevent crack formation. Data matrices
have a square shape made of cells to stock information. The num-
ber of cells is chosen according to the quantity of information
a) b)
that we want to write. Each cell is made of a grating. The diffrac-
tive effect needs to have a sufficient contrast for the marks to be
read and decoded.
Systems used for the process
An air-cooled femtosecond laser emitting in the infrared (IR) is
c)
focused in glass by a special lens mounted on the scanner head to
d)
mark the lines. A beam shaping system is used to adapt the beam
before the scanner head, allowing adjustment of the spot size. The
scanner head moves the beam in the sample at a very high speed.
FIGURE 2 shows the typical writing setup.
After defining the laser parameters for a new type of glass, val-
idations on thousands of syringes must be done to check for the
lack of micro-cracks. To do so, we take pictures with a 10X confocal
FIGURE 2. Elements used for the process include the Satsuma microscope. FIGURE 3 illustrates an example of a data matrix image.
air-cooled femtosecond laser from Amplitude Systèmes (a), the A range of energy deposited is tested and a security margin
LS-Shape special beam shaper from Lasea (b), the LS-Scan high is defined. Additional tests (for example, crush and vision tests)
dynamic scanner from Lasea (c), and turn wheel for handling and are then done by Lasea’s customers to verify the syringe integ-
control from Lasea (d). rity impact.
Data matrices made of gratings are illuminated with a lamp under
a given angle, so that the light is diffracted when passing through
the gratings. A camera takes a picture of the illuminated data matrix
and a software or application decodes the information. FIGURE 4
shows an example of illuminated data matrices with white light
and blue LEDs.
An automated system combining those elements can be inte-
grated in a machine with different sources and cameras. The light-
ing and camera are then optimized to get a Grade 4 on all high-
speed readings (up to 600 syringes/min).
Industrialization
The laser parameters and scanner parameters are set using Kyla,
Lasea’s micromachining software. Any machine can integrate
these elements,
adapted accord-
ing to the applica-
tion. For instance,
we have developed
machines com-
bining a wheel on
which syringes are
fixed and synchro-
nized with the scan-
ner mirror’s move-
ments (FIGURE 5). The
wheel turns in front
200 µm
of the scanner and a
trigger allows mark-
FIGURE 3. An example of a grating ing on-the-fly as
inscribed in a syringe is shown. each syringe passes
14 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_14 14 11/6/18 8:22 AM
a p p l i c a t i o n r e p o r t
Paul-Etienne Martin,
a)
general manager
of Lasea France
Syringe
(Pessac, France);
Lamp Eric Mottay, CEO of
Amplitude Systèmes
Camera (Pessac, France);
FIGURE 6. An example of a marked syringe is shown. and Teddy Klein,
global engineering
b) the diffractive effect and avoid crack for- – technology program leader at Sanofi-
mation, which is very important in the Pasteur (Lyon, France), for their contribu-
pharmaceutical industry. Indeed, liquid tions to this article.
inside a syringe will be injected into the
REFERENCES
human body, so particles of glass are
1. J. Remits, “Des gravures invisibles et anti-contrefaçon,”
unacceptable. Most importantly, this pro- Trends-Tendances, 84 (Jan. 10, 2008).
cess is currently being industrialized and 2. Project supported by the European Commission “Naginels”
600 µm 600 µm implemented with Lasea’s capabilities at (COOP 512931) with the following partners: Lasea,
Amplitude Systèmes, Costet, TBS, and ALPhANOV.
Data matrix Data matrix Sanofi-Pasteur, a major pharmaceutical 3. S. Rajesh and Y. Bellouard, Opt. Express, 18, 20, 21490–
in a glass plate in a glass syringe
company. ✺ 21497 (2010); doi:10.1364/oe.18.021490.
FIGURE 4. The decoding system (a) and
ACKNOWLEDGEMENTS ROBERT BRAUNSCHWEIG (rbraunschweig@lasea.
examples of illuminated data matrices (b) com) is general manager and vice president of U.S.
The author would like to thank Axel
are shown. sales for Lasea Inc., El Cajon, CA; www.lasea.com,
Kupisiewicz, CEO and founder, and while DAVID BRUNEEL is processing and model-
through the scanner field. Nesting and Audrey Champion, project engineer – R&D, ing unit manager of the R&D department at LASEA SA,
denesting systems can be added before both from Lasea SA (Angleur, Belgium); Angleur, Belgium.
and after the marking process.
FIGURE 6 shows an example of a marked
syringe—a data matrix is written in the
syringe and illuminated with white light.
Conclusion
Fiber Lasers for Materials Processing
Lasea and its partners have developed a
process to mark syringes or other glass- Green picosecond 1 µm picosecond
based devices for traceability. This pro-
15, 30 W 30, 60, 100 W
cess can also be used for decoration
since diffractive structures are printed.
Laser parameters can be controlled for Green nanosecond 1.55 & 2 µm, ns
10, 20, 30, 50 W 1.55 μm: 5 ns, 50 μJ, 5 W
a) 2 μm: 5/30/200 ns, 50-500 μJ
Highest Peak Power Fiber Lasers, All-Fiber Structure, Reliable, M2 < 1.2
b) www.advaluephotonics.com • +1-520-790-5468 • Tucson, Arizona, USA
FIGURE 5. The NAGINELS marking system
(a) and denesting system (b) are shown.
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 15
1811ILS_15 15 11/6/18 8:22 AM
t e c h n o l o g y r e p o r t
Laser cleaning is cost-effec
SOLUTION COMBINES STATE-OF-THE-ART CLEANING WITH
PROCESS MONITORING AND IN-LINE PROCESS CONTROL
EDWIN BÜCHTER
L
aser cleaning started in Germany in intensities can therefore
the late 1990s and the technology has be used to remove con-
since established itself in industry. For tamination from the sur-
example, in the U.S., several hundreds face without damaging FIGURE 2. Precise decoating
of installations in automotive, aeronau- the metal underneath. of metallic surfaces is
tics, and general industry have proven When cleaning with light, demonstrated.
the potential of laser cleaning. organic and acidic oxide
The laser-based surface pretreatment of industrial compo- contaminations are effi-
nents and surfaces is often an economical alternative to con- ciently blown off from
ventional component cleaning. In addition to its low energy the surface of metallic
consumption, the media-free process does not require any components.
chemicals or abrasives, which is why cleaning with light is par- By intensifying the
ticularly sustainable and environmentally friendly. laser parameters, metal-
To avoid damaging the surface of the component, industrial lic materials in the upper-
cleaning lasers with short pulses are used. Depending on the most boundary layer (typ-
intensity, pulse duration, and wavelength, different effects and ically up to 5 µm) can be
surface properties can be adjusted. The spectrum ranges from modified to create struc-
gentle cleaning to selective surface structuring. The effect of tures or roughness. One
laser radiation depends on the absorption of the processed example is to improve FIGURE 3. The Share Motion
material (FIGURE 1). the corrosion behav- special optics for the machining
Metals have a high reflectivity for the typical solid-state ior of light metals and to of slot spring geometry are
wavelength of 1064 nm, while impurities and oxides on the increase the surface area shown.
surface will absorb the laser radiation better. Moderate beam by roughening.
Laser beam cleaning offers high precision and reproducibil-
ity, therefore saving enormous costs in industrial series produc-
266 nm
tion. The investment in current laser technology is often many
355 nm
times cheaper than that in, for example, wet chemical alter-
100 532 nm 1064 nm natives. In addition, the running costs of highly efficient laser
machines are usually significantly lower because of their low
75 Silver
energy consumption (a few kilowatt hours) and moderate main-
Absorption tenance requirements. Significant savings in component unit
(%) 50 costs can thus be achieved, especially with large part quanti-
Copper
ties and fully automatic processes.
25
Aluminum The flexibility that laser cleaning offers makes it suitable for
0 various industrial applications, including pretreatment of joints
400 600 800 1000 1200 1400 for bonding and welding; accurate contour removal of coating
Wavelength (nm) to, for example, provide electrical contact; paint stripping for
adhesive pretreatment; and post-treatment of welding seams
FIGURE 1. The absorption spectrum of different metals is and descaling of steels prior to varnishing/cathodic dip coat-
shown. (Courtesy: Laser Zentrum Hannover [LZH]) ing (FIGURE 2).
16 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_16 16 11/6/18 8:22 AM
ective and reliable
Standard optics and special versions formed, which are mainly found
Laser beam cleaning optics are available for a wide range of as islands. These lie on the rel-
applications. Optics are connected to the powerful base units atively smooth surface and can
by means of fiber-optic cables, have an application-oriented be removed very well with the
design, and have been developed, in part, for complex compo- laser. In the edge area of the
nent geometries. weld seam (the seam root), the FIGURE 5. Residue-free laser
For example, the optics of the Share Motion series can clean a silicates can be partially well- after-treatment of weld
vertical tongue-and-groove geometry (FIGURE 3). The optics only bonded and shaded by the seams.
need to be moved along the groove by means of a linear move- throw-up, and can therefore be
ment. Because of the multiple beam deflection, it is possible to removed more difficultly. The
achieve an efficient adhesive pre-treatment with a simple move- laser beam is directed to the
ment and almost no nonproductive times at an optimum beam surface at an incidence angle
angle. Depending on the complexity of the path contour, the effi- <90° to remove these edge silicates. In this way, these areas
ciency increase in process quality and speed that can be achieved can also be removed without leaving residues, even at high laser
compared to conventional robot-guided motion is up to 76%. intensity (FIGURE 5). By means of an additional after-cleaning with
the laser, tarnishing colors that occur at high intensities can be
Post-weld cleaning removed again.
CleanLASER offers laser-safe cleaning machines that can be inte- The laser process replaces cost-intensive and nonreproducible
grated directly into running production because of their modular brushing and blasting processes, especially for aluminum and steel
and compact design, which can be adapted to individual customer welds. The processing speed is up to 10 m/min.
requirements in terms of laser power, workspace, and loading.
The mobile lightCASE compact laser system has uses, for exam- Process monitoring
ple, in nondestructive testing and weld seam stripping in aviation The interaction of the laser beam with the surface not only leads
or shipbuilding. to a modification of the surface, but also to characteristic process
The lightCASE system’s steel housing with carrying handle is lights during processing. During the evaporation of the soiling
as compact as a beverage crate. Its 100 W laser is operated via and the metal oxide layer close to the surface, a plasma is gen-
an intuitive touchpad panel. The system has already proven its erated that, depending on the radiation intensity, shines brightly
worth in very cramped operat- for simple detection, therefore enabling effective process control.
ing conditions—for example, in Plasma intensity measurement is a special method that can
the case of partial weld seam only be used in the laser process and combines numerous dis-
stripping for nondestructive turbance variables in a collective signal. Clean-Lasersysteme
testing in the interior of a sub- (Herzogenrath, Germany) has developed a plasma sensor that
marine (FIGURE 4). records the brightness curve during laser processing and com-
Welding seams can be spe- pares the measured curve with reference curves or fixed limit val-
cifically re-treated and the sur- ues to determine a measure of process capability. Flexibly con-
faces removed from depos- figurable, graphically based software supports the setup of the
its. The laser cleaning process, system with automatic measurement and reference functions.
which is carried out at short Therefore, minimal intensity fluctuations can be detected in the
intervals directly after the weld- production process and limits for quality characterization, and
ing process, enables dirt, oxide, 100% in-line control can be defined and used according to dif-
silicate, and slag layers to be ferent criteria. The component itself neither needs to be touched
removed quickly and cost-effec- nor removed from the process for the measurement.
tively. After the melt has solid- The final goal for all the company’s laser systems is to minimize
ified, oxides and silicates are costs and reduce the burden on the environment. ✺
FIGURE 4. The lightCASE removed from the surface with
compact cleaning lasers the CleanLASER. EDWIN BÜCHTER (edwin.buechter@cleanlaser.de) is managing part-
have utility in aviation and In the middle of the weld ner of Clean-Lasersysteme (cleanLASER), Herzogenrath, Germany;
shipbuilding. seam, a large area of silicates is www.cleanlaser.de.
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 17
1811ILS_17 17 11/6/18 8:23 AM
MONDAY AT SPIE PHOTONICS WEST
F E B R U A RY 4 , 2 019
MARRIOTT MARQUIS, SAN FRANCISCO, CA
WWW.MARKETPLACESEMINAR.COM/2019
ANALYZING THE BUSINESS OF PHOTONICS
EARLY BIR
D
SPECIAL!
SAVE $200
!
The Lasers & Photonics Marketplace Seminar is the only one-day event that covers the full spectrum of photonics
markets from industrial to scientific to biophotonics. Geared to executive management professionals seeking candid
marketplace insights from business leaders who discuss openly, the tough and controversial topics that challenge
our field. Delegate benefits include:
• First look at the 2019 Worldwide Laser Markets Report, as • $1,000 discount on the full Worldwide Laser Market Report
presented by analyst Allen Nogee
• Continental breakfast, catered lunch, coffee breaks, and
• Exclusive insights from industry leaders evening cocktail reception
• Deeper knowledge of business and technology trends • Opportunity to meet and have discussions with
Conard Holton, editor-in-chief, Laser Focus World, and
• Peer to peer networking opportunities with executives from
Allen Nogee, Worldwide Laser Market Report analyst.
global laser and photonics companies
• Identify and connect with emerging and startup companies
REGISTER TODAY! VISIT MARKETPLACESEMINAR.COM/2019
OWNED & PRODUCED BY: PRESENTED BY: SUPPORTED BY:
1811ILS_18 18 11/6/18 8:23 AM
t e c h n o l o g y r e p o r t
Laser marking
traceability boosts
a connected factory
TECHNOLOGY MEETS INCREASINGLY
COMPLEX SUPPLY CHAIN NEEDS
DAVE SWEET
W
hen I came home from Whether you call it the IIoT, smart manufacturing, The
work the other night, a Connected Factory, or Industry 4.0, this convergence of infor-
light came on. Literally, I mation and operations technology spells a new era in how we
used a smartphone app work and how we do business. When we connect the plant
to activate my smart floor to high-level software, we are multiplying the value of
wall switch, which is our manufacturing operations. This is because we are gain-
connected to a wireless ing prime insights from collected data that power strategic
network. This useful gadget is part of the Internet of Things management decisions and steer companies toward their
(IoT), just like many of our home devices, from watches to refrig- larger goals.
erators—all designed to make our daily lives easier. And even
with all these advances, there is still a much broader potential A new era
in our connected world. As expected, with change comes new challenges as well. In the
When we shift that conversation from consumer-based IoT to connected world, technologies are constantly evolving and sup-
the Industrial Internet of Things (IIoT), we open the door for new ply chains are becoming increasingly complex. As consumers
opportunities to not just make our lives easier within our homes, and manufacturers demand greater transparency, many indus-
but to make our world safer, more efficient, and more productive. tries are finding themselves under more intense scrutiny from
various regulatory bodies. Sectors such as auto-
motive, pharmaceutical, and electronics are facing
the costly threat of product recalls.
Another issue that has grown in recent years is
counterfeit goods. Since 2010, the MSRP value
of falsified parts and products has grown by over
500%, according to U.S. Customs and Border
Protection.
Component- Subassembly Major Final assembly Complete What we need right now is better traceabil-
level ID ID assembly ID ID component
traceability ity. Luckily, the process of identifying, verifying,
and tracing parts throughout their lifetime has
grown even more sophisticated as technology
FIGURE 1. Unique identifiers are eternally tied to the part and stored in a advances bridge the gap between the physical
secure database, allowing for complete product traceability. and digital worlds.
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 19
1811ILS_19 19 11/6/18 8:23 AM
a p p l i c a t i o n r e p o r t
Traceability begins when we use laser the benefits you can realize with a con-
marking equipment to directly mark parts nected traceability system.
with unique identifiers or other informa- Improved efficiency through automation.
tion. The connected factory enables that Effective part traceability cannot happen
information to be collected and stored in a in a vacuum. It requires coordinated com-
secure database, so parts can be tracked munication of complex systems to prevent
throughout the manufacturing process. production bottlenecks, waste, and other
From point A to point Z, intelligent soft- costly errors.
Fiber Laser
Gain Fiber
Yb 14/250
Cladding Pumped
Optical Fiber
High Cladding Absorption
& High Efficiency
LEARN MORE TODAY!
FIGURE 2. Automated mark grading and verification ensure durability and prevent
duplication.
visit us at
www.ofsoptics.com ware records a complete history of the A connected factory means that every-
part’s activities, creating a genealogy rel- thing is integrated to work together for
ative to the main part number and subas- higher performance and efficiency. This
semblies (FIGURE 1). hands-off approach opens the door for
In essence, traceability is making our automated assembly lines and, when inte-
world safer, more efficient, and more pro- gration is done properly, your data qual-
ductive, one part at a time. ity improves.
By natively integrating laser marking via a
Connect, mark, trace communication protocol such as Ethernet/
More manufacturers are implementing IP, the result is a faster setup that does not
IIoT-enabled track and trace technology require custom interface software. Data is
to ultimately gain greater control over their transferred seamlessly, and information is
operations. In fact, in 2017 more than 50% communicated immediately to all devices.
of industrial professionals had either Many laser marking traceability sys-
invested in IIoT technology or planned to tems can be configured to meet your spe-
do so, according to LNS Research (www. cific needs based on your materials, pro-
lnsresearch.com). Traceability within the cesses, plant layout, and other factors. So
connected factory allows industries to even if you are still using the paper-and-
drive efficiency gains in the form of faster pen method, there are entry-level traceabil-
access to data, allowing you to stay ahead ity systems available for you to get started,
of industry regulations and technology while enabling you to scale up in the future.
changes, while continually improving Enhanced quality control. An auto-
operational efficiencies. Here are five of mated smart factory is equipped with the
20 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_REV_20 20 11/29/18 11:57 AM
a p p l i c a t i o n r e p o r t
necessary controls to improve your mark For more advanced applications, a unique,
quality, accuracy, and ultimately traceabil- covert identifier can be marked on the part
ity (FIGURE 2). to add an extra layer of security for coun-
Successful integration results in: terfeit protection.
· Preventing serial number duplication by Prevent or reduce the impact of a recall.
enforcing text field uniqueness Product recalls can happen at any time.
· Auto-verifying, thanks to integrated How your company responds is critical,
vision interface modules that grade and a connected traceability system helps
marks manufacturers react quickly and effectively.
· Auto-sorting of “pass” and “fail” parts At the moment your company or a third
· Auto-remarking if a mark fails verification part initiates a recall, affected products
· Enhancing overall quality can be traced back directly to the origi-
· Minimizing faulty part distribution nal source. Recorded part data minimizes
· Saving costs long-term uncertainty during a recall and helps to
Informed decision-making with real-time reduce its scope.
manufacturing data. Because information In the end, your immediate action and
is communicated automatically within the transparency help to maintain customer
connected factory, you are seeing data in and supplier confidence. And since the
real time. This provides a goldmine of infor- recall was contained, associated costs are
mation that can help manufacturing oper- kept at a minimum.
ations’ management to see, analyze, and
quickly act upon time-sensitive data com- Tying everything together
ing off the shop floor. Many companies understand these ben-
As you are able to collect more infor- efits but may struggle with how to get
mation-rich data on inventory and other started. While the opportunities of the
key performance indicators, you can connected factory are exciting, initiating a
make more informed decisions on how connected track and trace system in your
to improve your performance. Although operation requires many management con-
good intuition cannot be discounted, data- siderations. Three important factors to
driven decision-making gives you the fac- consider in your cost-benefit analysis are:
tual, quantitative insights to answer vital 1. How much do you currently spend on
business questions and acquire any stake- wasted or scrapped material?
holder support. 2. What amount do you invest in recall
Protection against counterfeiting. remediation?
Counterfeit and diverted goods are an 3. Does your company face counterfeit-
expensive problem for manufacturing ing or gray market risks and liability
companies. In fact, each year as much expenses?
as $500 billion of U.S. trade is lost to As said, successful traceability within the
counterfeiting, according to the World connected factory requires a complex
Customs Organization (www.wcoomd.org). web of communication. Yet, understand
Reproduced, returned, or resold products that this integration is not “all or nothing.”
not only diminish your brand equity, they Traceability can be scaled based on your
can also directly impact your bottom line business strategy, anywhere from jumping
in the form of liability, warranty fraud, and in head first to taking a more phased imple-
other expenses. mentation approach.
Having an IIoT-based traceability sys- Due to its projected growth, we expect
tem in place means that you are better to see a significant increase in adoption
protected from these risks. Laser mark- of IIoT-enabled traceability among manu-
ing equipment is capable of creating per- facturers in the coming years. As technol-
manent, verifiable marks to help manufac- ogy grows, so will our ability to harness it
turers recognize and isolate fraudulent vs. to improve our productivity and the world
authentic parts, thus reducing liability. around us. ✺
In the connected factory, the solution is
a 2D data matrix or other laser-marked bar- DAVE SWEET (dave.sweet@mecco.com) is
president of MECCO, Cranberry Township,
code that can be used to link the product 9001:2015
PA; www.mecco.com.
back to the rest of your production data.
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 21
1811ILS_21 21 11/6/18 8:23 AM
t e c h n o l o g y r e p o r t
Laser materials processing
AS LASER MATERIALS PROCESSING
APPLICATIONS BECOME MORE
expanding material selections while increasing throughput to
CHALLENGING, DIGITAL SERVOS MUST meet large volume demands. Converting requires close track-
ing for quality kiss cuts with faster web speeds. And close
STEER LASER BEAMS WITH HIGHER tracking is of vital importance to laser additive manufacturing,
as it maintains consistent power density on the processed
PRECISION, FLEXIBILITY, AND FINESSE
medium to provide high-quality parts.
For each of these applications, the digital control servo
THAN THEIR ANALOG PREDECESSORS
driver has made it possible to reach new levels of performance,
largely because of the State Space Model and its key advan-
ERIC ULMER
tages over analog servos.
State Space Model and Observer overview
O
The State Space Model runs the control loop with input from
ver the past two decades, the a model of the galvanometer (also known as galvo) and mir-
use of laser processing for ror. The galvo is an electromechanical device that can be rep-
medical, imaging, marking, resented by differential equations that relate the galvo’s elec-
and manufacturing applica- trical and mechanical parameters. For example, the galvo’s
tions has grown exponentially. induced current is derived from the coil’s resistance, induc-
This growth is supported by tance, and back electromotive force (EMF) constant, while the
advances in the beam-steering galvo’s rotor acceleration is derived from its torque constant,
technologies that make these applications possible and the inertia, and friction.
unique requirements for each application motivate the devel- In State Space theory, the electrical current and rotor
opment of new control techniques for servomechanism (servo) acceleration are examples of states in the galvo system’s
drivers that steer the laser beams. model. A fully defined State Space Model for a galvo sys-
For many years, the analog servo driver has been the bench- tem could have more than 10 states. Together, these states
mark for performance, with its flexible tune configurations pro- model the interdependency of the galvo parameters and
viding targeted performance the relationship between the
at an attractive price and form Command Error Voltage Galvo + Acceleration system’s input, current state,
Controller
factor. However, an increasing – mirror future state, and output.
number of applications have State space Position The State Space Model
specific performance require- model sensor incorporates real-time system
ments that are best met with Calculated Measured feedback to stay aligned with
feedback feedback
digital technology. the actual system response.
State vector
f(x) This feedback is brought into
feedback
Digital servo Observer the State Space Model using
advantages an Observer (FIGURE 1). Every
Servo performance require- FIGURE 1. Shown is the typical control loop used within an time the actual drive voltage is
ments are being driven by key Observer-based digital servo. applied to the real galvo, a sim-
applications such as mark- ulated voltage is applied to the
ing and coding, micromachining, converting, and additive model of the galvo to generate its current state. The Observer
manufacturing. combines the measured system feedback with calculated feed-
Marking and coding is looking for higher throughput in terms back, and outputs a correction feedback to the controller.
of more characters per second (CPS) without degrading qual- Since the State Space Model provides insight to the future
ity and/or supporting higher conveyer speeds with similar state of the system, it allows for predictive positioning control.
CPS. Micromachining pushes to maintain precise features in For example, if the model knows the required acceleration for
22 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_22 22 11/6/18 8:23 AM
g drives new servo
control technologies
the next state of a system, it can determine if it is within its Typical galvo systems have tracking delays between 100
physical limits. If the drive capability is insufficient, the com- and 1000 µsec. The marking job file must add compensation
mand input can be modified to stay within physical limits of the time for these delays to maintain pattern quality, and this lim-
system. In the following sections, we explore how this exam- its throughput.
ple of command optimization can improve marking through- The digital servo reduces this tracking delay by 50–100%
put from 30% to 100% over analog servo technology without without giving up stability. With knowledge of the galvo and
sacrificing mark quality. mirror dynamics accurately captured in its model, the con-
trol algorithm within the digital servo optimizes the input com-
a) Analog servo mand profile to limit the acceleration to a value that will keep
40,000 the servo within drive voltage limits. As a result, the additional
Angle 20,000
(cc) 0 filtering can be removed to greatly reduce the tracking delay
-20,000
-40,000 for increased throughput.
Time (s) 0.000 0.001 0.002 0.003 0.004 Command In some cases, the digital servo control algorithm can elim-
Position
b) DC3000 Plus inate the tracking error completely. For example, the DC3000
40,000 Plus digital servo driver introduces a small delay in the com-
Angle 20,000
(cc) 0 mand stream. It uses this delay to analyze the command
-20,000
-40,000 stream and smooth areas of high acceleration. It then dynam-
Time (s) 0.000 0.001 0.002 0.003 0.004
a) DC3000 Plus @ 1275 cps
FIGURE 2. Tracking delays introduced by typical analog Digital servo
servos (a) are eliminated by the digital DC3000 Plus servo (b).
1275 cps JS=MS=11 m/s, JD=40 µs, MD=20 µs, PD=30 µs, LON=0, LOFF=50 µs, PIP=430 µs
Predicted response, optimized commands b) Analog servo @ 1275 cps Digital Servo
With an accurate digital model of the galvo system in place, Analog servo
the control loop can be manipulated to achieve the correct 1275 cps JS=MS=11 m/s, JD=40 µs, MD=20 µs, PD=30 µs, LON=0,
AnalogLOFF=50
Servo
balance of speed and accuracy. Much of the speed increase FIGURE 3. Characters marked by
comes from the digital servo’s ability to predict the system’s a laser on marking paper have
response to a command input. significantly higher quality when
In some digital servo designs, feedforward terms are added, using a digital servo (a) compared ically adapts the band-
which pre-distort the command to improve system response to an analog servo (b). width, when necessary,
time while still maintaining stability and accuracy. In other to apply all of the avail-
digital servo designs, the system bandwidth is dynamically able drive voltage to lock
adapted as needed and applies the full drive capabilities to onto the post-processed command, eliminating the tracking
keep the galvo response aligned closely with the command. delays (FIGURE 2).
In both approaches, the system tracking delay is reduced. Using zero-tracking-delay algorithms, micro-precision fea-
tures in the pattern that would normally be limited by the servo
Digital servos and zero tracking delay bandwidth are now limited only by the drive voltage, allowing
Traditional marking generates vector patterns using veloci- up to 2X faster speeds for the smallest features in marking,
ty-limited commands. Because of large acceleration require- micromachining, and trepanning. Applications like converting
ments at the vector end points, the analog servo driver must and additive manufacturing also benefit by the fact that con-
include filtering to add a delay in the galvo’s response to a sistent laser energy density is applied at corners and other pre-
given command, limiting the amount of drive voltage required cision features in the pattern.
to change speed and direction. This delay is referred to as the Benefits of the reduced tracking delay are highlighted by
system’s tracking delay, and is directly related to the system’s comparing the character quality produced by laser marking
step response time and maximum linear speed. using an analog servo with that of the DC3000 Plus digital
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 23
1811ILS_23 23 11/6/18 8:23 AM
t e c h n o l o g y r e p o r t
servo driver running the same 6220H galvo and 10 mm mirror The analog servo tuning process varies considerably with the
configuration at equal mark/jump speeds and delay settings type of control architecture and the specific criteria for each
(FIGURE 3). application. The flexible tuning strategies for the analog servo
The relatively small delay settings have been optimized for the require significant user experience before tuning proficiency is
digital servo driver and achieve marking speeds of 1275 CPS. To achieved, and are typically performed by highly trained techni-
obtain similar character quality using the analog servo driver, the cians using expensive test equipment. As a result, analog servo
delay settings would need to be increased by nearly 3X and result tuning is almost always performed by the servo board supplier
in marking speeds of 900 CPS. Note that the optimized command and this tends to limit field serviceability options.
from the digital servo still maintains all Auto-tuning of the digital servo driver
the critical features of the original pat- greatly simplifies the tuning process, making
tern, so the mark quality remains high Pre-tune Post-tune it far more accessible to new users. It also
while increasing throughput by 40%. enables flexible inventory control: since the
Position Position
digital servo can be tuned at any time, it can
Auto-tuning overview Current Current be delivered separately from the galvo and
The State Space Model also enables mirror in efficient quantities. For example, if
auto-tuning capability. Most digital ser- a configuration differs only by mirror coating
vos include this feature, which pro- Expected Actual
type, the laser tool manufacturer could redi-
vides several benefits for production rect the galvos and servo to the appropriate
quality, integration flexibility, and field coated mirror as demand requires. In contrast,
serviceability. FIGURE 4. In the auto-tuning process, analog servos would require the complete gal-
The Observer is used both during actual system feedback is compared to vo-servo-mirror configuration to be available
closed-loop operation and for auto-tun- the model’s expected results to adjust in inventory for both mirror coating types.
ing. During closed-loop operation, the model parameters; shown is the system Field service is simplified with auto-tuning
Observer is being used to make slight response before (a) and after (b) the auto- in that the process requires very little technical
corrections in the control loop, whereas tuning process, whereby the top curve input for successful calibration. Once the field
during auto-tuning, the Observer is used shows position and the bottom curve service person has identified the faulty com-
to make corrections to the galvo model. shows current. ponent, they only need to replace the defec-
The auto-tuning process starts with tive part and initiate the re-tuning process.
a predefined model of a galvo saved in the servo’s memory. This confines the component removal to only what is needed
When a new a galvo is connected, the digital servo captures and leaves the rest of the configuration in a ready-to-run state,
the unit’s frequency response and other system parameters minimizing customer downtime and making replacement compo-
to update the model. This is followed by a fine-tuning process nents easier to stock. In the same scenario, analog servos would
where the Observer compares the model’s expected response to require the entire configuration to be replaced and returned to
that of the actual galvo, and the model parameters are adjusted the factory for repair and re-tuning.
through multiple response iterations until the expected and actual
response closely match each other. At that point, the system is Enhanced monitoring and system protection
considered tuned (FIGURE 4). Using the digital galvo’s model and its thermal resistance, the
power dissipated in the galvo can be continuously monitored to
Simplified production and field service verify that the temperature remains within safe operating limits.
The galvo system must be closely aligned to the model’s default The servo can also use the thermal model to incorporate changes
state for the auto-tune process to complete successfully. For this in the galvo’s model as it heats up during operation. Since the gal-
reason, auto-tuning can help identify marginal components during vo’s resistance, inductance, and torque are all affected by higher
the assembly process. For example, large shifts in the resonant power dissipation, the servo can compensate for the changes in
frequency could indicate an improperly installed mirror. High noise these parameters to keep the settling response consistent from
levels during the fine-tuning process could point to a marginal cable initial power-on to high duty-cycle operation.
connection. In short, auto-tuning is a comprehensive verification Digital servo technology continues to enhance existing
step to ensure high-quality assemblies. and emerging laser materials processing applications. Next-
In contrast to the digital servo, the analog servo tuning pro- generation digital servos are expected to improve and support
cess is largely isolated from component-level variations. The tun- new application requirements. This could include better model-
ing process is essentially monitoring the position feedback of a ing, faster update rates, higher resolution command and posi-
black box system while adjusting the servo gain terms to achieve tion feedback, predictive maintenance algorithms, integral sys-
the desired response to a pre-determined command input. As tem safety checks, and enhanced synchronization to system
long as the tuning terms can be adjusted to achieve the desired controllers and lasers. ✺
response, the system is considered verified. Even experienced
ERIC ULMER (eric.ulmer@cambridgetechnology.com) is a product manager at
tuners may not see a slight shift in resonant frequency from a Cambridge Technology, a Novanta company, Bedford, MA; www.cambridgetechnology.com.
marginally attached mirror.
24 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_24 24 11/6/18 8:23 AM
a p p l i c a t i o n r e p o r t
Indian laser market
maintains growth
trend
INDUSTRIAL LASER SOLUTIONS EDITORIAL
ADVISOR REPORTS FROM INDIA
ANANT DESHPANDE
TMesse Muenchen India.
he annual LASER World of
PHOTONICS India (LWoP
India) trade fair was held
September 26-28, 2018, at
the Bangalore International
Exhibition Centre (BIEC), and organized by
This year’s show was much larger and bet-
ter than last year, with more than 150 exhibitors
from 13 countries. Exhibitors included lead-
ing players Trumpf, Coherent, IPG Photonics,
Laserline, and Precitec, all making their pres-
ence felt. Integrators such as Suresh Indu,
Scantech, Sahajanand Ahmedabad, Meera
Laser, and Bradma were also
present with their live demon-
strations apart from leading
representative companies
in India that include Laser
Science, Advance Photonics,
ATOS, AMIL, and Precitec.
The show had German and
Chinese pavilions where, for
example, Scanlab demon-
strated its excelliSCAN scan-
ning system and Raycus show-
cased its 6 kW fiber laser.
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 25
1811ILS_25 25 11/6/18 8:23 AM
a p p l i c a t i o n r e p o r t
Participation from Chinese companies Sri Venkat, senior vice president and gen- Like other markets, the laser market in
was quite visible, as half of the show’s sec- eral manager of high-power fiber lasers at India also has its own challenges for stan-
ond hall featured laser companies includ- Coherent, talked about the company’s new dard laser marking and cutting machines.
ing Raycus, Max Photonics, Shenzhen HighLight FL-ARM (adjustable ring mode) It looks, however, that applications such
JPT Opto-Electronics, and CAS Laser, and fiber laser and how it is helping to improve as welding, cladding, and micromachin-
complete machine suppliers such as Bodor, the welding process in applications such as ing are starting to pick up.
HSG (through their representative Laser automotive, battery, and others. Speakers Speaking to Carlos Lee, Director
Technologies), and CK Laser, all with big from other companies presented the lat- General of the European Photonics
booths and demonstration machines rang- est technologies offered by their respective Industry Consortium (EPIC), we talked
ing from fiber lasers to fiber marking, 3D companies, such as Trumpf, Laserline, and about laser technology in the Indian mar-
engraving, and UV laser marking systems. Coherent, and the solutions they offer for ket and its growth. He mentioned that
At the show, we saw customers and the industrial market—mainly automotive. EPIC is helping technocrats from different
delegates from various fields and indus- This year, there were also talks from laser parts of world to get together to share the
try-leading companies such as Honda, end-users such as TATA and JBM. knowledge on different photonics appli-
Titan, and Volvo. There were also visitors Going around the show and talking cation among each other.
from government labs such as the Indian to different suppliers and manufactur- Last but not least, we saw India’s
Space Research Organization (ISRO), ers, it looks like laser marking and cut- first 3D metal printing machine made by
Bharat Electronics Limited (BEL), and oth- ting machines may become a commodity Scantech—kudos to Nilesh Ramani and
ers, suggesting that LWoP India is gaining market in the coming years, as the selling his team.
in popularity every year. prices for these products are dropping Overall, the Indian Laser market looks
This year, two conferences were held. drastically year after year. It will be inter- buoyant, promising, and competitive. ✺
One was the Additive Manufacturing esting to watch how this market unfolds
ANANT DESHPANDE (anant_deshpande20@
Summit by show organizer UBM, and the in coming years—right now, the market
yahoo.com) is an Industrial Laser Solutions
other was on Smart Manufacturing with is growing rapidly, and it is dominated by Editorial Advisory Board Member focused
Lasers. At the latter, keynote speaker Dr. Chinese suppliers. on laser processing in India.
1811ILS_26 26 11/6/18 8:23 AM
CALENDAR
NOVEMBER 5-8 International Trade Fair for Machine
28-29 LAF 2018 – Laser Applications Tools, Manufacturing, and Automation
FOR SUBSCRIPTION INQUIRIES: Toll-free: 1-800-869-6882; International Callers: (INTEC), Leipzig, Germany; www.messe-
1-512-982-4277; Fax: (866) 658-6156; ils@kmpsgroup.com; web: ils-subscribe.com
Forum, Bremen, Germany; www.bias.
de/en/veranstaltungen/11-laser- intec.com
IN EUROPE: Mailfast, JFK/BOS/850858, P.O. Box 66, Hounslow, United Kingdom anwenderforum
TW5 9RT; Fax: 44 20 7504 8207 12-13 EALA - European Automotive
DECEMBER Laser Applications 2019, Bad Nauheim,
Group Publisher Alan Bergstein 4 IPG FiberForum, Marlborough, MA; Germany; www.automotive-circle.com/en/
(603) 891-9447 • alanb@pennwell.com www.ipgphotonics.com/en/event/ conferences/eala-european-automotive-
Editor-in-Chief David A. Belforte fiberforum-1218 laser-applications-2019
(508) 347-9324 • FAX: (508) 347-7737 • belforte@pennwell.com
4-6 Laser Safety Officer Training, 14 5th Automotive Photonics Conference,
Associate Editor Lee Dubay
(603) 891-9116 • leed@pennwell.com Orlando, FL; www.lia.org/training/non- Ditzingen, Germany; www.trumpf.com/
Editorial Assistant Virginia E. Belforte medical/classroom-courses/laser-safety- en_us/landing-pages/global/automotive-
International Editorial officer-training/2018-12-04 photonics
Advisory Board Bo Gu – PhD, MA, MsC (laser processing in China)
5-7 Photonix 2018 – 18th Int’l Laser & MARCH
Geoff Shannon – Ph.D., BS (laser welding, micromachining)
Stan Ream – MS, BS (laser materials processing) Photonics Expo, Makuhari Messe, Japan; 4-9 27th Taipei International Machine
Ronald D. Schaeffer – PhD, MS, BS (laser micromachining) www.m-messe.co.jp/en Tool Show, Taipei, Taiwan; www.timtos.
Milton S.F. Lima – Ph.D., MS, BS (laser processing in South America)
Kunihiko Washio – PhD, MS (solid-state laser materials processing in Japan)
com.tw
12-14 SEMICON Japan 2018, Tokyo,
Anant Deshpande – MS, MBA, M.Tech (laser processing in India)
Brian Victor – MS, BS (laser materials processing) Japan; http://www.semiconjapan.org/en 18-21 International Laser Safety
Conference (ILSC), Kissimmee, FL; www.
Creative Director Meg Fuschetti JANUARY 2019 lia.org/conferences/ilsc
Production Manager Sheila Ward 4-7 3rd International Conference on
Senior Illustrator Christopher Hipp Manufacturing Technologies (ICMT 2019), 20-22 21st International Conference on
Audience Development Manager Debbie Bouley San Francisco, CA; www.icmt.org/cfp.html Advances in Laser Materials Processing,
Ad Services Coordinator Alison Boyer Murray
Dubai, UAE; https://waset.org/
(918) 832-9369 • alisonb@pennwell.com
23-25 SEMICON Korea 2019, Seoul, conference/2019/03/dubai/icalmp
Korea; www.semiconkorea.org/en
Marketing Comm. Manager Adrienne Adler 20-22 LASER World of PHOTONICS
29-31 3rd International Symposium China, Shanghai, China; www.world-of-
www.pennwell.com Additive Manufacturing–ISAM 2019, photonics-china.com
Dresden, Germany; www.isam.network
EDITORIAL OFFICES Industrial Laser Solutions For Manufacturing 26-28 6th Virtual Processing Trade Fair,
61 Spit Brook Road, Suite 501, Nashua, NH 03060 FEBRUARY Targi Kielce, Poland; www.targikielce.
(603) 891-0123 • FAX: (603) 891-0574 • www.industrial-lasers.com
2-7 SPIE Photonics West, San Francisco, pl/en/6th-virtual-processing-trade-fair-
SALES OFFICES
CA; http://spie.org/conferences-and- wirtoprocesy,19412.htm
List Rental Kelli Berry exhibitions/photonics-west
(918) 831-9782 • kellib@pennwell.com 28-31 Shenzhen International Machinery
North American: East & Central Jeff Nichols 5-7 Medical Design & Manufacturing Manufacturing Industry Exhibition,
(413) 442-2526 FAX (413) 442-2527 • jeffn@pennwell.com (MD&M) West, Anaheim, CA; https:// Shenzhen, China; www.simmtime.com/
North American: West & Mountain AnneMarie St. John-Brooks mdmwest.mddionline.com home_en.htm
(510) 606-0630 • annemarie@pennwell.com
Europe Holger Gerisch
+49 (0) 8847-6986656 • holgerg@pennwell.com
INDEX OF ADVERTISERS
Hong Kong/China Mike Hay
852-2369-8788 FAX: 852-2869-5919 • mchhay@ringier.com.hk
Advertiser ............................................................................................................. Page
Israel Dan Aronovic
972-9-899-5813 • aronovic@actcom.co.il AdValue Photonics ................................................................................................. 15
Japan Masaki Mori Aerotech, Inc. ......................................................................................................... C2
81-3-3219-3561 • mori-masaki.@ics-inc.co.jp
Taiwan Diana Wei
Amada America, Inc. .............................................................................................2-3
886-2-2396-5128 FAX: 886-2-2396-7816 • diana@arco.com.tw Coherent, Inc. .......................................................................................................... 4
CORPORATE OFFICERS Elixir Photonics ...................................................................................................... 10
President and Mark C. Wilmoth Johnson Plastic Plus ................................................................................................ 7
Chief Executive Officer
Laser Mechanisms, Inc. .........................................................................................C3
Executive Vice President, Jayne A. Gilsinger
Corporate Development Laser Research Optics ........................................................................................... 26
and Strategy
Lasers & Photonics Marketplace Seminar.............................................................. 18
Chief Operations Officer, Robert Brighouse
PennWell Media nLight Photonics Corporation .................................................................................. 9
Nuburu Inc. ............................................................................................................ 12
TECHNOLOGY GROUP
OFS ........................................................................................................................ 20
Senior Vice President, June Griffin
Publishing Director & CMO PhotoMachining, Inc. ............................................................................................. 14
Custom Article Reprints: Increase exposure by including custom reprints of a Trumpf, Inc. ............................................................................................................C4
recent article in your next promotional or marketing project. High quality, custom
article reprints are available in both print and electronic format by contacting: United Lens ............................................................................................................ 21
Jeff Nichols (413) 442-2526 FAX: (413) 442-2527; jeffn@pennwell.com
Industrial Laser Solutions® (ISSN 1523-4266), is a registered trademark. © PennWell Corporation 2018. All
rights reserved. Reproduction in whole or in part without permission is prohibited. We make portions of our
For assistance with marketing strategy or ad creation, please contact: subscriber list available to carefully screened companies that offer products and services that may be important
Marketing Solutions Kaci Wheeler for your work. If you do not want to receive those offers and/or information via direct mail, please let us know
918. 832.9377 • kaciw@pennwell.com by contacting us at List Services Industrial Laser Solutions, 61 Spit Brook Rd, Suite 501, Nashua, NH 03060.
Printed in the USA. Printed in the USA. GST No. 126813153.
www.industrial-lasers.com NOVEMBER/DECEMBER 2018 Industrial Laser Solutions 27
1811ILS_27 27 11/6/18 8:23 AM
my view
Market turbulence produces
industry agita
T
his is the time of year when we are be alert when reading their corporate guidance
busy preparing the 2018 Annual numbers along with comments made in their earn-
Economic Review of the indus- ings calls and other published reports. For exam-
trial laser market that will appear ple, as this column is being written, IPG Photonics
in the January/February 2019 is- announced that expected third-quarter revenues
sue. Long-time readers are aware of previous would be lower than previous guidance, as will be
columns on the vagaries of this process. In es- full-year revenue growth. Coherent has a broader
sence, even in this era of warp-speed commu- product line than IPG Photonics with both com-
nications and bottomless online resources, we mercial and scientific research products, but in
CHINA’S
are still in the thralls of time and can’t juggle it in recent weeks this company’s stock price has lost
our favor. Simply put, the key numbers we need half its value, presumably on concerns with indus-
INDUSTRIAL LASER for verification of 2018 public company financial try tariff barriers on manufacturing products and
performance won’t be available for verification currency exchange.
MARKET TOPS until early in 2019, long after we will have pub- In our view, of most concern to the industrial
lished our review. laser product suppliers is China, both as a mar-
You may well ask, “How does Industrial Laser ket and as a potential source of competition.
CONCERNS
Solutions [ILS] get around this?” Or better yet, This country has a burgeoning global market for
“why must the ILS Economic Review appear in industrial laser processing systems, mainly fiber
the January/February issue?” I’ll answer the lat- laser-powered flat sheet cutting machines. The
ter first—the initial issue of the year, by ILS tradi- Chinese government has shown funding support
tion, contains the review of the preceding year. We for domestic laser product companies that have
can’t do it in November/December issue, as final- developed IP that will enable these companies to
year data is not available. Simple? compete on a global stage. The key is domestic
As for the former, we rely on published com- IP, in product design and performance. Already,
ments by industry leaders. In our case, guid- domestic fiber laser manufacturers and process
ance for 2018 financials issued by public corpo- and control software developers have eyes on the
rations as best estimates for the coming quarter/ large and profitable international market.
year. For industrial lasers, we look for financial Companies such as IPG Photonics and
data from two of the four members of the Billion- Coherent, which have a large percentage of reve-
dollar Club: IPG Photonics and Coherent, which nues emanating from China, are fine-tuning their
between them last year reported about 50% of businesses to adapt for shifts in the China mar-
total industrial laser revenues. The other two are ket and for potential new competition. Observers
Trumpf, a privately held company, and Han’s suggest the timing on this may have stretched out
Laser, which to my knowledge does not publish as a result of global tariff and currency actions.
guidance numbers.
This year, a concurrence of beyond-their-con-
trol economic factors plagued industry leaders
IPG Photonics and Coherent (both have lost about David A. Belforte
half their stock value in six months), causing us to belforte@pennwell.com
28 Industrial Laser Solutions NOVEMBER/DECEMBER 2018 www.industrial-lasers.com
1811ILS_28 28 11/6/18 8:24 AM
1811ILS_C3 3 11/6/18 8:22 AM
1811ILS_C4 4 11/6/18 8:22 AM
Anda mungkin juga menyukai
- High Variety of Uses Even Under Difficult Conditions.: PK 24001 / 27001 EHDokumen16 halamanHigh Variety of Uses Even Under Difficult Conditions.: PK 24001 / 27001 EHMahde KtepBelum ada peringkat
- Grid Xtreme VR Brochure enDokumen9 halamanGrid Xtreme VR Brochure enjeorginagBelum ada peringkat
- Dynamitron - October 2016 - WebDokumen12 halamanDynamitron - October 2016 - WebChilmy Coklat SusuBelum ada peringkat
- Of Highest Quality. Perfect Appearance During: PK 30002 / 33002 EHDokumen16 halamanOf Highest Quality. Perfect Appearance During: PK 30002 / 33002 EHmullapudimBelum ada peringkat
- Tecs HF 0251 1954 200910 GB PDFDokumen43 halamanTecs HF 0251 1954 200910 GB PDFLeuce LaviniuBelum ada peringkat
- Level TransmiterDokumen24 halamanLevel TransmitercarlosBelum ada peringkat
- Comfortpoint Open: Cpo-Rxx Room ControllersDokumen12 halamanComfortpoint Open: Cpo-Rxx Room ControllersUsman AzeemBelum ada peringkat
- Windrock 6320 Brochure 2013Dokumen4 halamanWindrock 6320 Brochure 2013Amaury André100% (1)
- Manipularea Camp MagneticDokumen8 halamanManipularea Camp MagneticveselieBelum ada peringkat
- 0 Pro C1370 enDokumen6 halaman0 Pro C1370 enDaniel GonzalezBelum ada peringkat
- PowerRailBooster EnglDokumen2 halamanPowerRailBooster EnglmahmoudglobaltechBelum ada peringkat
- Cameron Flow Computer Solutions BrochureDokumen12 halamanCameron Flow Computer Solutions BrochureMauro BolpatoBelum ada peringkat
- Product Data: Axis Single-Duct Terminal Units For Variable Air Volume Systems Nominal 23 To 7100 CFMDokumen28 halamanProduct Data: Axis Single-Duct Terminal Units For Variable Air Volume Systems Nominal 23 To 7100 CFMJorge VillanuevaBelum ada peringkat
- Isovolt 160 Mobile Brochure English 0Dokumen8 halamanIsovolt 160 Mobile Brochure English 0Arman ManiagoBelum ada peringkat
- Carrier - Rtu - 4 8 F C Da 0 4 A 2 A 5 - 0 A 0 A 0Dokumen158 halamanCarrier - Rtu - 4 8 F C Da 0 4 A 2 A 5 - 0 A 0 A 0Chandra ClarkBelum ada peringkat
- Colibrys Paper Ieee Plans 16Dokumen7 halamanColibrys Paper Ieee Plans 16Jayasuryaa G RBelum ada peringkat
- RKNL-G (7.5-12.5 Ton)Dokumen72 halamanRKNL-G (7.5-12.5 Ton)Meghana BuchiBelum ada peringkat
- Catalogue-Simoprime en PDFDokumen16 halamanCatalogue-Simoprime en PDFhizbi7Belum ada peringkat
- Elegance-Ducted-19 11 19Dokumen2 halamanElegance-Ducted-19 11 19Tee Shi FengBelum ada peringkat
- Catalog Centrifugalfans EC-RadiCal enDokumen172 halamanCatalog Centrifugalfans EC-RadiCal enrc-qatar2022Belum ada peringkat
- DCVCAT CatalogueDokumen20 halamanDCVCAT CatalogueSaurabh BhandariBelum ada peringkat
- Link Belt Rough Terrain Cranes Spec C0e2cdDokumen6 halamanLink Belt Rough Terrain Cranes Spec C0e2cdMauricio JerezBelum ada peringkat
- Field BusDokumen21 halamanField Busdareman_021Belum ada peringkat
- Multi Level Inverter For Railway TractionDokumen7 halamanMulti Level Inverter For Railway Tractionn anushaBelum ada peringkat
- Ruggedcom Win: Wide Area Private Wireless SystemsDokumen16 halamanRuggedcom Win: Wide Area Private Wireless SystemsJorge Orlando Aballe ArvinculaBelum ada peringkat
- Agilent E6701I GSM/GPRS and E6704A EGPRS Lab Applications: For The 8960 (E5515C/E) Wireless Communications Test SetDokumen6 halamanAgilent E6701I GSM/GPRS and E6704A EGPRS Lab Applications: For The 8960 (E5515C/E) Wireless Communications Test SetIvan GomezBelum ada peringkat
- Moog Pumps RKP Catalog enDokumen84 halamanMoog Pumps RKP Catalog enعالم مريم و مرامBelum ada peringkat
- Gridcon Acf enDokumen16 halamanGridcon Acf enTa Huy CuongBelum ada peringkat
- A Model For Air Gap and Insulator Breakdown For Fast Front Overvoltages Based On Leader ProgressionDokumen20 halamanA Model For Air Gap and Insulator Breakdown For Fast Front Overvoltages Based On Leader Progression임광식Belum ada peringkat
- OSM® Recloser - NOJA Power - Recloser Switchgear EngineersDokumen1 halamanOSM® Recloser - NOJA Power - Recloser Switchgear EngineersAnd jazBelum ada peringkat
- New Braking System For Electric VehiclesDokumen1 halamanNew Braking System For Electric Vehiclesacajevtic94Belum ada peringkat
- SIPROTEC 7KE85 ProfileDokumen2 halamanSIPROTEC 7KE85 ProfilezainBelum ada peringkat
- CPO-RL2 - ComfortPoint Open - Room ControllerDokumen14 halamanCPO-RL2 - ComfortPoint Open - Room ControllerDinesh ChandranBelum ada peringkat
- Rexroth-Compact Hydraulics: Flexibility. Reliability. ServiceabilityDokumen2 halamanRexroth-Compact Hydraulics: Flexibility. Reliability. ServiceabilityStar SealBelum ada peringkat
- Catalogue Automation Kingstar 2021 C500 R1 en WebDokumen16 halamanCatalogue Automation Kingstar 2021 C500 R1 en WebFrancisco Blanco FernandezBelum ada peringkat
- SierraWireless AirLink RV50 DatasheetDokumen4 halamanSierraWireless AirLink RV50 DatasheetManuel Flores CorderoBelum ada peringkat
- Elegance-Open-19 11 19Dokumen2 halamanElegance-Open-19 11 19eajBelum ada peringkat
- Q-SeabedBenefits 4113924 01Dokumen4 halamanQ-SeabedBenefits 4113924 01Raden TunaBelum ada peringkat
- OrcaFlex For Offshore WindDokumen4 halamanOrcaFlex For Offshore WindMahdi MahnazBelum ada peringkat
- Wago-ACSPL Ship Building - Automation & ControlsDokumen24 halamanWago-ACSPL Ship Building - Automation & ControlsPAULBelum ada peringkat
- Series Compax3F General Description Technical InformationDokumen19 halamanSeries Compax3F General Description Technical InformationMarian KowalskiBelum ada peringkat
- Hanwha Q Cells Data Sheet Qplus Bfr-g4.1 280-290 2016-08 Rev01 Na PrintDokumen2 halamanHanwha Q Cells Data Sheet Qplus Bfr-g4.1 280-290 2016-08 Rev01 Na PrintNguyễnThếAnhBelum ada peringkat
- Electrospinning From The Laboratory: Rotary-Sliding Power Controlled Collector For Tubular DepositionsDokumen5 halamanElectrospinning From The Laboratory: Rotary-Sliding Power Controlled Collector For Tubular Depositionsstefano.linari4029Belum ada peringkat
- Scorpius SRT 60 ROW Tracker DatasheetDokumen4 halamanScorpius SRT 60 ROW Tracker DatasheetPhani ArvapalliBelum ada peringkat
- From Theory To Reality - Quantum Computing Enters The Defense IndustryDokumen8 halamanFrom Theory To Reality - Quantum Computing Enters The Defense IndustryartifexeBelum ada peringkat
- Hy08 0890 PDFDokumen44 halamanHy08 0890 PDFgcartagena2008Belum ada peringkat
- Conference Paper Gvpi Rewind Geno 02082018externalforweb LegallyDokumen21 halamanConference Paper Gvpi Rewind Geno 02082018externalforweb LegallySISWANTOBelum ada peringkat
- RTC8035Dokumen6 halamanRTC8035Mauricio JerezBelum ada peringkat
- Aquadry LA-RLA ENG PDFDokumen2 halamanAquadry LA-RLA ENG PDFtamanogBelum ada peringkat
- 12 Nor CalProductsChambersandWeldmentsCatalog2018Dokumen17 halaman12 Nor CalProductsChambersandWeldmentsCatalog2018Jose SantosBelum ada peringkat
- Tier 4 Final Engine: Wheel LoaderDokumen16 halamanTier 4 Final Engine: Wheel Loadergoonzaalo_22Belum ada peringkat
- New Features Guide: ETAP 12.5 - Our Most Powerful Version YetDokumen12 halamanNew Features Guide: ETAP 12.5 - Our Most Powerful Version YetAwanRizky1Belum ada peringkat
- 220lc LR en KatalogDokumen16 halaman220lc LR en Katalogabdelbagi ibrahimBelum ada peringkat
- Moog Pumps RKP Catalog enDokumen84 halamanMoog Pumps RKP Catalog enJoaquin rockoBelum ada peringkat
- 12-Port Wide Band Base Station Antenna: New Product: Global CommunicationsDokumen2 halaman12-Port Wide Band Base Station Antenna: New Product: Global CommunicationsnguyentraihdBelum ada peringkat
- ST&R Interchangeable Riserless Intervention System (IRIS)Dokumen4 halamanST&R Interchangeable Riserless Intervention System (IRIS)William EvansBelum ada peringkat
- 2D Product Sheet 5 PExprt PDFDokumen4 halaman2D Product Sheet 5 PExprt PDFrafialanBelum ada peringkat
- Reliability & Efficiency Without Compromise: L30 - L45 L30 - L45 L30RS - L45RSDokumen8 halamanReliability & Efficiency Without Compromise: L30 - L45 L30 - L45 L30RS - L45RSRon Don jrBelum ada peringkat
- Product - Documentation - Emerson - HPC-M, - 273546eng Chiller PDFDokumen72 halamanProduct - Documentation - Emerson - HPC-M, - 273546eng Chiller PDFEmson PortilloBelum ada peringkat
- Gallium Nitride-enabled High Frequency and High Efficiency Power ConversionDari EverandGallium Nitride-enabled High Frequency and High Efficiency Power ConversionGaudenzio MeneghessoBelum ada peringkat
- Tax 2 2018 CasesDokumen400 halamanTax 2 2018 CasesRussel SirotBelum ada peringkat
- KNOLL and HIERY, The German Colonial Experience - IntroDokumen6 halamanKNOLL and HIERY, The German Colonial Experience - IntroGloria MUBelum ada peringkat
- U.S. Vs Hart, Et Al., 26 Phil 149 CASE DIGESTDokumen2 halamanU.S. Vs Hart, Et Al., 26 Phil 149 CASE DIGESTAaron Ariston100% (2)
- Practical Research 2 - Chapter 1Dokumen30 halamanPractical Research 2 - Chapter 1Luis ConcepcionBelum ada peringkat
- "Written Statement": Tanushka Shukla B.A. LL.B. (2169)Dokumen3 halaman"Written Statement": Tanushka Shukla B.A. LL.B. (2169)Tanushka shuklaBelum ada peringkat
- Human Resource Management in The Hospitality Industry Is FullyDokumen14 halamanHuman Resource Management in The Hospitality Industry Is FullykiahBelum ada peringkat
- A Scale To Measure The Transformational Leadership of Extension Personnel at Lower Level of ManagementDokumen8 halamanA Scale To Measure The Transformational Leadership of Extension Personnel at Lower Level of ManagementMohamed Saad AliBelum ada peringkat
- Battle RoyaleDokumen4 halamanBattle RoyalerwBelum ada peringkat
- Tucker ComplaintDokumen48 halamanTucker ComplaintMike MarinoBelum ada peringkat
- Exotic - March 2014Dokumen64 halamanExotic - March 2014Almir Momenth35% (23)
- 5 Example of Intensive Pronoun in SentenceDokumen2 halaman5 Example of Intensive Pronoun in SentenceRaúl Javier Gambe CapoteBelum ada peringkat
- Corporation Tax CT41G-DciDokumen1 halamanCorporation Tax CT41G-DciHenry HarrodBelum ada peringkat
- ReferencesDokumen12 halamanReferencesBilal RazzaqBelum ada peringkat
- Mechanical Engineering Research PapersDokumen8 halamanMechanical Engineering Research Papersfvfzfa5d100% (1)
- Kenneth Dean Austin v. Howard Ray, Warden, Jackie Brannon Correctional Center and Attorney General of The State of Oklahoma, 124 F.3d 216, 10th Cir. (1997)Dokumen8 halamanKenneth Dean Austin v. Howard Ray, Warden, Jackie Brannon Correctional Center and Attorney General of The State of Oklahoma, 124 F.3d 216, 10th Cir. (1997)Scribd Government DocsBelum ada peringkat
- MVVNL RGGVY Approved Vendor List: S.NO. Name of Material Vendor Name AddressDokumen10 halamanMVVNL RGGVY Approved Vendor List: S.NO. Name of Material Vendor Name AddressELMEF LaboratoryBelum ada peringkat
- RightShip Inspections Ship Questionaire RISQ 3.0Dokumen207 halamanRightShip Inspections Ship Questionaire RISQ 3.0Philic Rohit100% (1)
- Bond - Chemical Bond (10th-11th Grade)Dokumen42 halamanBond - Chemical Bond (10th-11th Grade)jv peridoBelum ada peringkat
- RAW TM & HM Users Manual V 11Dokumen8 halamanRAW TM & HM Users Manual V 11arcangelus22Belum ada peringkat
- Lampiran 18-Lesson Plan 02Dokumen5 halamanLampiran 18-Lesson Plan 02San Louphlii ThaBelum ada peringkat
- ArcSight Profiler IntegrationDokumen8 halamanArcSight Profiler IntegrationemveBelum ada peringkat
- 2014 Price ListDokumen17 halaman2014 Price ListMartin J.Belum ada peringkat
- 06 - Wreak Bodily HavokDokumen40 halaman06 - Wreak Bodily HavokJivoBelum ada peringkat
- Violin Teaching in The New Millennium or Remembering The Future of Violin Performance by Gwendolyn Masin For Trinity College 2012Dokumen241 halamanViolin Teaching in The New Millennium or Remembering The Future of Violin Performance by Gwendolyn Masin For Trinity College 2012Matheus Felipe Lessa Oliveira100% (4)
- IGCSE-Revision-Booklet-Part-1-2018-2019 - (New-Spec)Dokumen69 halamanIGCSE-Revision-Booklet-Part-1-2018-2019 - (New-Spec)MaryamBelum ada peringkat
- Construction Skills Learning ExerciseDokumen16 halamanConstruction Skills Learning ExerciseAljaniaBelum ada peringkat
- Sergei Soloviov - Jose Raul Capablanca Games 1901-1924 (Chess Stars 2004) - EditableDokumen368 halamanSergei Soloviov - Jose Raul Capablanca Games 1901-1924 (Chess Stars 2004) - EditableHernanArrondoBelum ada peringkat
- BZU Ad 31 12 12Dokumen15 halamanBZU Ad 31 12 12Saleem MirraniBelum ada peringkat
- Working Capital Management by Birla GroupDokumen39 halamanWorking Capital Management by Birla GroupHajra ShahBelum ada peringkat
- Kristen Tillett: ContactDokumen2 halamanKristen Tillett: ContactYtibBelum ada peringkat