Anda mungkin juga menyukai
- 1 - Bas - cap1.PDF LIBRO MATE 1Dokumen62 halaman1 - Bas - cap1.PDF LIBRO MATE 1Macarena Soledad Olate Rioseco100% (3)
- Planteamiento Del ProblemaDokumen4 halamanPlanteamiento Del Problematamar diazBelum ada peringkat
- Hoja Membretada 6DDokumen14 halamanHoja Membretada 6Dtamar diazBelum ada peringkat
- Marco TeoricoDokumen8 halamanMarco Teoricotamar diazBelum ada peringkat
- Vidrio TempladoDokumen5 halamanVidrio Templadotamar diazBelum ada peringkat
- Materiales de FabricaciónDokumen3 halamanMateriales de Fabricacióntamar diazBelum ada peringkat
- 2º Guia Ejercicio MatematicaDokumen210 halaman2º Guia Ejercicio Matematicaerova44771093% (14)
- Variaciones Porcentuales, Aumentos y Descuentos LlapanaticDokumen4 halamanVariaciones Porcentuales, Aumentos y Descuentos LlapanaticANGEL FRANCISCO YANAC ROQUEBelum ada peringkat
- UDokumen2 halamanURandyBelum ada peringkat
- 12Dokumen13 halaman12Marco Antonio Cruz CruzBelum ada peringkat
- Trabajo ExtraDokumen406 halamanTrabajo ExtraJorge CardenasBelum ada peringkat
- Plan de Minado (Estabilidad de Taludes) - MinesigthDokumen119 halamanPlan de Minado (Estabilidad de Taludes) - MinesigthHéctor Henry Ramirez RosalesBelum ada peringkat
- 4 - CondicionalesDokumen38 halaman4 - CondicionaleslautaroBelum ada peringkat
- Tema 6 - Patrones Linguisticos - Modelo MiltonDokumen8 halamanTema 6 - Patrones Linguisticos - Modelo MiltonMiguel AngelBelum ada peringkat
- Operaciones Con DecimalesDokumen9 halamanOperaciones Con DecimalesIris Ortiz DelgadoBelum ada peringkat
- Exposición MaquetaDokumen2 halamanExposición MaquetaSONIA MARIA PRADA AMANDIBelum ada peringkat
- Tabla Tiempos Cocción Olla Expres PDFDokumen6 halamanTabla Tiempos Cocción Olla Expres PDFJosé Ricardo Lobeto GonzálezBelum ada peringkat
- JTABLE - DocumentoDokumen27 halamanJTABLE - Documentoalejandracs09Belum ada peringkat
- Soluciones Reales e IdealesDokumen3 halamanSoluciones Reales e IdealesLiss Encalada50% (2)
- Transformación de CoordenadasDokumen6 halamanTransformación de CoordenadasMeisser Yafeth Vargas RubioBelum ada peringkat
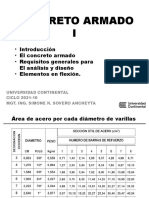
- Concreto Armado - Secciones Tipo TDokumen49 halamanConcreto Armado - Secciones Tipo TDEIVIS JHOAN PANEZ RICALDIBelum ada peringkat
- Proteinas ActividadDokumen3 halamanProteinas ActividadPinkCreamBelum ada peringkat
- Tarea 1 - Ejercicios eDokumen19 halamanTarea 1 - Ejercicios eDiana PaolaBelum ada peringkat
- YAGIDokumen18 halamanYAGIRider Juan Dela Cruz CoaquiraBelum ada peringkat
- Grado Noveno UnoDokumen61 halamanGrado Noveno UnovanesaBelum ada peringkat
- TIPS PARA SERIACIÒN. Exani IIDokumen4 halamanTIPS PARA SERIACIÒN. Exani IIOlga GarzaBelum ada peringkat
- Daniel Reyes - P4-GUÍA 1-FÍSICA-1er. AÑODokumen8 halamanDaniel Reyes - P4-GUÍA 1-FÍSICA-1er. AÑODaniel ReyesBelum ada peringkat
- Proyecto Brazo MecanicoDokumen16 halamanProyecto Brazo MecanicoAndres BustosBelum ada peringkat
- LANG Profiluebersicht V22 01 Es WebDokumen20 halamanLANG Profiluebersicht V22 01 Es WebSaul Huaman SanchezBelum ada peringkat
- PrograDokumen36 halamanPrograVibmec123Belum ada peringkat
- BCD 01Dokumen2 halamanBCD 01IJGUBelum ada peringkat
- Analisis de Contingencias Con Flujos DirDokumen5 halamanAnalisis de Contingencias Con Flujos Dirmarco martinezBelum ada peringkat
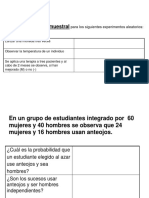
- Taller de Probabilidades AlumnosDokumen9 halamanTaller de Probabilidades AlumnosMISOL GALLEGUILLOS CALLEJASBelum ada peringkat
- Stihl Motoguadana fs280Dokumen2 halamanStihl Motoguadana fs280nikolas gonzalezBelum ada peringkat
- 03-Material de Apoyo Colores Rgba, Rgba e Imagens de FondoDokumen6 halaman03-Material de Apoyo Colores Rgba, Rgba e Imagens de FondoCamila ReyesBelum ada peringkat