Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Business Policy FormulationDokumen21 halamanBusiness Policy FormulationWachee Mbugua50% (2)
- Proposal For Funding of Computer Programme (NASS)Dokumen6 halamanProposal For Funding of Computer Programme (NASS)Foster Boateng67% (3)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- My Testament On The Fabiana Arejola M...Dokumen17 halamanMy Testament On The Fabiana Arejola M...Jaime G. Arejola100% (1)
- A 182 - A 182M - 02 Qte4mi0wmg - PDFDokumen15 halamanA 182 - A 182M - 02 Qte4mi0wmg - PDFfekihassanBelum ada peringkat
- A 451 - 9 R97 Qtq1ms05m1i5nwDokumen4 halamanA 451 - 9 R97 Qtq1ms05m1i5nwfekihassanBelum ada peringkat
- A 27 - A 27M - 95 R00 Qti3l0eyn00tukve PDFDokumen5 halamanA 27 - A 27M - 95 R00 Qti3l0eyn00tukve PDFfekihassanBelum ada peringkat
- A 194 - A 194M - 01 Qte5nc0wmue - PDFDokumen11 halamanA 194 - A 194M - 01 Qte5nc0wmue - PDFfekihassanBelum ada peringkat
- A 387 - A 387M - 99 Qtm4ny05oqDokumen5 halamanA 387 - A 387M - 99 Qtm4ny05oqfekihassanBelum ada peringkat
- A 105 - A 105M - 00 Qtewns0wma - PDFDokumen4 halamanA 105 - A 105M - 00 Qtewns0wma - PDFfekihassanBelum ada peringkat
- A 139 - A 139M - 00 Qtezos9bmtm5ts1sruq - PDFDokumen9 halamanA 139 - A 139M - 00 Qtezos9bmtm5ts1sruq - PDFMan98Belum ada peringkat
- ASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesDokumen4 halamanASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesAnibal QuezadaBelum ada peringkat
- A 181 - A 181M - 00 Qte4ms9bmtgxts1sruq - PDFDokumen4 halamanA 181 - A 181M - 00 Qte4ms9bmtgxts1sruq - PDFMan98Belum ada peringkat
- A 53 - A 53M - 00 Qtuzltaw PDFDokumen21 halamanA 53 - A 53M - 00 Qtuzltaw PDFRony AgistaBelum ada peringkat
- A 134 - 96 Qteznc05ng - PDFDokumen4 halamanA 134 - 96 Qteznc05ng - PDFfekihassanBelum ada peringkat
- A 269 - 04 Qti2oqDokumen6 halamanA 269 - 04 Qti2oqfekihassan100% (1)
- A 134 - 96 Qteznc05ng - PDFDokumen4 halamanA 134 - 96 Qteznc05ng - PDFfekihassanBelum ada peringkat
- A 106 - 02 Qtewni0wmg - PDFDokumen13 halamanA 106 - 02 Qtewni0wmg - PDFLukman KartiwaBelum ada peringkat
- ASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceDokumen16 halamanASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceKok WaiBelum ada peringkat
- A 53 - A 53M - 00 Qtuzltaw PDFDokumen21 halamanA 53 - A 53M - 00 Qtuzltaw PDFRony AgistaBelum ada peringkat
- A 184 - A 184M - 01 Qte4nc9bmtg0tq - PDFDokumen3 halamanA 184 - A 184M - 01 Qte4nc9bmtg0tq - PDFfekihassanBelum ada peringkat
- A 193 - A 193M - 04 Qte5my9bmtkztqDokumen12 halamanA 193 - A 193M - 04 Qte5my9bmtkztqfekihassanBelum ada peringkat
- Astm A 31 - 00Dokumen4 halamanAstm A 31 - 00Oswaldo Leyva RBelum ada peringkat
- A 1012 - 00 Qtewmtitukve PDFDokumen6 halamanA 1012 - 00 Qtewmtitukve PDFfekihassanBelum ada peringkat
- A 231 - A231m - 96 Qtizms05ng - PDFDokumen4 halamanA 231 - A231m - 96 Qtizms05ng - PDFfekihassanBelum ada peringkat
- A 308 - A 308M - 03 Qtmwoc9bmza4tqDokumen5 halamanA 308 - A 308M - 03 Qtmwoc9bmza4tqfekihassanBelum ada peringkat
- A 194 - A 194M - 03 Qte5nc0wmwDokumen11 halamanA 194 - A 194M - 03 Qte5nc0wmwfekihassanBelum ada peringkat
- A 153 - A 153M - 02 Qte1my9bmtuzts1sruq - PDFDokumen5 halamanA 153 - A 153M - 02 Qte1my9bmtuzts1sruq - PDFfekihassanBelum ada peringkat
- A 131 - A131m - 94 Qtezms05naDokumen5 halamanA 131 - A131m - 94 Qtezms05nafekihassanBelum ada peringkat
- A 134 - 96 Qteznc05ng - PDFDokumen4 halamanA 134 - 96 Qteznc05ng - PDFfekihassanBelum ada peringkat
- A 53 - A 53M - 02Dokumen22 halamanA 53 - A 53M - 02Sourav RobinBelum ada peringkat
- A 105 - A 105M - 00 Qtewns0wma - PDFDokumen4 halamanA 105 - A 105M - 00 Qtewns0wma - PDFfekihassanBelum ada peringkat
- A 126 - 95 r01 Qteyni05nviwmqDokumen3 halamanA 126 - 95 r01 Qteyni05nviwmqfekihassanBelum ada peringkat
- A 66 - 87 R95 Qty2lvjfra - PDFDokumen5 halamanA 66 - 87 R95 Qty2lvjfra - PDFfekihassanBelum ada peringkat
- Cultural Practices and Academic Performance of Blaan Pupils in Sinapulan Elementary SchoolDokumen15 halamanCultural Practices and Academic Performance of Blaan Pupils in Sinapulan Elementary SchoolLorBelum ada peringkat
- Development of Branchial ArchesDokumen4 halamanDevelopment of Branchial ArchesFidz LiankoBelum ada peringkat
- Detailed Lesson Plan in Science 10Dokumen7 halamanDetailed Lesson Plan in Science 10Glen MillarBelum ada peringkat
- Tangina Tapos NadenDokumen7 halamanTangina Tapos NadenJamesCubeBelum ada peringkat
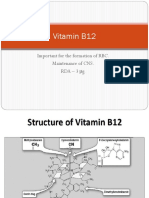
- Vitamin B12: Essential for RBC Formation and CNS MaintenanceDokumen19 halamanVitamin B12: Essential for RBC Formation and CNS MaintenanceHari PrasathBelum ada peringkat
- Reducing Healthcare Workers' InjuriesDokumen24 halamanReducing Healthcare Workers' InjuriesAnaBelum ada peringkat
- Touratsoglou, Coin Production and Circulation in Roman Peloponesus PDFDokumen23 halamanTouratsoglou, Coin Production and Circulation in Roman Peloponesus PDFCromwellBelum ada peringkat
- Econometrics IntroductionDokumen41 halamanEconometrics IntroductionRay Vega LugoBelum ada peringkat
- Olimpiada Engleza 2017 CL A 7 A PDFDokumen4 halamanOlimpiada Engleza 2017 CL A 7 A PDFAnthony Adams100% (3)
- B.A./B.Sc.: SyllabusDokumen185 halamanB.A./B.Sc.: SyllabusKaran VeerBelum ada peringkat
- Sample Essay: Qualities of A Good Neighbour 1Dokumen2 halamanSample Essay: Qualities of A Good Neighbour 1Simone Ng100% (1)
- People v. De Joya dying declaration incompleteDokumen1 halamanPeople v. De Joya dying declaration incompletelividBelum ada peringkat
- The Philippine Army Doctrine DevelopmentDokumen10 halamanThe Philippine Army Doctrine DevelopmentRy PomarBelum ada peringkat
- DU - BSC (H) CS BookletDokumen121 halamanDU - BSC (H) CS BookletNagendra DuhanBelum ada peringkat
- Needs and Language Goals of Students, Creating Learning Environments andDokumen3 halamanNeeds and Language Goals of Students, Creating Learning Environments andapi-316528766Belum ada peringkat
- Solutions To Basic Economic Problems - AllDokumen27 halamanSolutions To Basic Economic Problems - AllAsha GeorgeBelum ada peringkat
- Q-Win S Se QuickguideDokumen22 halamanQ-Win S Se QuickguideAndres DennisBelum ada peringkat
- Republic v. EncelanDokumen2 halamanRepublic v. EncelanKyla ReyesBelum ada peringkat
- Nicolas-Lewis vs. ComelecDokumen3 halamanNicolas-Lewis vs. ComelecJessamine OrioqueBelum ada peringkat
- Basic Statistical Tools for Data Analysis and Quality EvaluationDokumen45 halamanBasic Statistical Tools for Data Analysis and Quality EvaluationfarjanaBelum ada peringkat
- Integrating GrammarDokumen8 halamanIntegrating GrammarMaría Perez CastañoBelum ada peringkat
- CvSU Vision and MissionDokumen2 halamanCvSU Vision and MissionJoshua LagonoyBelum ada peringkat
- Chapter 2Dokumen26 halamanChapter 2Dinindu Siriwardene100% (1)
- Sons and Lovers AuthorDokumen9 halamanSons and Lovers AuthorArmen NeziriBelum ada peringkat
- How To Create A MetacogDokumen6 halamanHow To Create A Metacogdocumentos lleserBelum ada peringkat
- TRU BRO 4pg-S120675R0 PDFDokumen2 halamanTRU BRO 4pg-S120675R0 PDFtomBelum ada peringkat
- Ujpited ?tate of Americal: PresidentsDokumen53 halamanUjpited ?tate of Americal: PresidentsTino Acebal100% (1)