Anda mungkin juga menyukai
- BendingDokumen8 halamanBendingShal DxtBelum ada peringkat
- Sheet Metal Forming PDFDokumen9 halamanSheet Metal Forming PDFRakhesh Manchi100% (1)
- Sheet Metal Forming Processes GuideDokumen16 halamanSheet Metal Forming Processes GuideSabur Mythin Abdul AzeesBelum ada peringkat
- Sheetmetal FabricationDokumen18 halamanSheetmetal FabricationSumeet Saini100% (1)
- Bending (Metalworking) : ProcessDokumen9 halamanBending (Metalworking) : ProcessSubhransu Sekhar SahooBelum ada peringkat
- Chapter-2 BendingDokumen16 halamanChapter-2 BendingNikhil PrasannaBelum ada peringkat
- Sheetmetal IntroDokumen48 halamanSheetmetal IntroBharat M GajeraBelum ada peringkat
- Bending ProcessDokumen5 halamanBending ProcessMohamed Esmael ElsayedBelum ada peringkat
- Bending (Metalworking)Dokumen7 halamanBending (Metalworking)semizxxxBelum ada peringkat
- Bending (Metalworking)Dokumen7 halamanBending (Metalworking)Odebiyi StephenBelum ada peringkat
- Bending PresentDokumen1 halamanBending PresentMeng ChunBelum ada peringkat
- BENDINGDokumen10 halamanBENDINGBipin DashBelum ada peringkat
- Bending (Metalworking) : "Metal Bending" Redirects Here. For The Form of Stage Magic, SeeDokumen10 halamanBending (Metalworking) : "Metal Bending" Redirects Here. For The Form of Stage Magic, SeeJordan MosesBelum ada peringkat
- Bending (Metalworking)Dokumen9 halamanBending (Metalworking)siswoutBelum ada peringkat
- Adjusting the Nose Gap on a Brake MachineDokumen6 halamanAdjusting the Nose Gap on a Brake MachineFerdin anantaBelum ada peringkat
- Press & Press WorkDokumen7 halamanPress & Press Workapi-19822628Belum ada peringkat
- Metal Forming Analysis Lab ManualDokumen9 halamanMetal Forming Analysis Lab Manuallecturer.parul100% (1)
- Week 8 Sheet Metal FormingDokumen69 halamanWeek 8 Sheet Metal FormingashkansoheylBelum ada peringkat
- Bend Relief Options for Accurate Sheet Metal ModelsDokumen17 halamanBend Relief Options for Accurate Sheet Metal Modelsjohndesign123Belum ada peringkat
- Fabrication Formulas - SheetMetal PDFDokumen4 halamanFabrication Formulas - SheetMetal PDFsunilbhol85% (20)
- Sheet Metal Operations 131023053838 Phpapp02Dokumen40 halamanSheet Metal Operations 131023053838 Phpapp02VEERAMANIBelum ada peringkat
- Classification and Forming Methods of Sheet Metal PartsDokumen39 halamanClassification and Forming Methods of Sheet Metal PartssasikumarBelum ada peringkat
- Bending ProcessDokumen32 halamanBending ProcessdfdsBelum ada peringkat
- Design of Sheet Metal Working ToolsDokumen38 halamanDesign of Sheet Metal Working ToolsAsef ShahriarBelum ada peringkat
- CNC Pipe Bending - Technical NotesDokumen21 halamanCNC Pipe Bending - Technical NotesbaanaadiBelum ada peringkat
- Sheet Metal OperationsDokumen39 halamanSheet Metal OperationsdaveBelum ada peringkat
- Bending (Metalworking) - Wikipedia, The Free EncyclopediaDokumen8 halamanBending (Metalworking) - Wikipedia, The Free Encyclopediaavinashj18Belum ada peringkat
- Sheet Metal OperationDokumen46 halamanSheet Metal Operationmada sadaBelum ada peringkat
- Sheet Metal ProcessesDokumen47 halamanSheet Metal ProcessesNagaraju MuruguduBelum ada peringkat
- Sheet Metal Design - GuideDokumen7 halamanSheet Metal Design - GuidechoonhooiBelum ada peringkat
- What Is Sheet Metal Fabrication?Dokumen27 halamanWhat Is Sheet Metal Fabrication?MITUL PATELBelum ada peringkat
- 3 Metal StampingDokumen2 halaman3 Metal StampingRavi Sharma M PBelum ada peringkat
- Open Die ForgingDokumen7 halamanOpen Die ForgingCharanjeet Singh0% (1)
- Sheet Metal BendingDokumen23 halamanSheet Metal BendingTuyenBelum ada peringkat
- U BendingDokumen31 halamanU BendingbabutyBelum ada peringkat
- Bending: Solid PartsDokumen3 halamanBending: Solid Partsbellal_sustBelum ada peringkat
- DV03PUB18 Study GuideDokumen5 halamanDV03PUB18 Study Guidesssf-dobojBelum ada peringkat
- Sheet Metal FabricationDokumen28 halamanSheet Metal Fabricationsamurai7_770% (2)
- Solidworks K-Factors Sheet for Bending CalculationsDokumen9 halamanSolidworks K-Factors Sheet for Bending CalculationsashkansoheylBelum ada peringkat
- Metal Forming LabDokumen57 halamanMetal Forming LabRohitGuptaBelum ada peringkat
- Theory of Metal CuttingDokumen10 halamanTheory of Metal CuttingHxn BhattiBelum ada peringkat
- Sheet Metal DesignDokumen71 halamanSheet Metal DesignParag JaiswalBelum ada peringkat
- Module 7 Sheet Metal-Forming-Lecture 2Dokumen11 halamanModule 7 Sheet Metal-Forming-Lecture 2Khin Aung ShweBelum ada peringkat
- Sheet Metal Shearing & Bending: Training ObjectiveDokumen5 halamanSheet Metal Shearing & Bending: Training ObjectiveChristian MavarezBelum ada peringkat
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDokumen1 halamanCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaBelum ada peringkat
- Roll FormingDokumen16 halamanRoll FormingrafaelgomezmorenoBelum ada peringkat
- Chapter FiveDokumen56 halamanChapter Fivedawit solomonBelum ada peringkat
- Sheet Metal OperationsDokumen27 halamanSheet Metal OperationsbmvinayBelum ada peringkat
- Design Tips For Sheet Metal BendingDokumen2 halamanDesign Tips For Sheet Metal Bendingjitendertalwar1603Belum ada peringkat
- Press Working OperationsDokumen23 halamanPress Working OperationsKanagaraj Ganesan100% (1)
- Sheet Metal BasicsDokumen16 halamanSheet Metal BasicsvittlevishnuBelum ada peringkat
- Leveling Sheet Metal to Remove Internal StressesDokumen4 halamanLeveling Sheet Metal to Remove Internal StressesangelokyoBelum ada peringkat
- Module 7 Sheet Metal-Forming Lecture 1Dokumen9 halamanModule 7 Sheet Metal-Forming Lecture 1ettypasewangBelum ada peringkat
- Parts of Single Point Cutting ToolDokumen8 halamanParts of Single Point Cutting ToolMukesh sutharBelum ada peringkat
- Multi-operation die types and their functionsDokumen3 halamanMulti-operation die types and their functionsCleng LaynesBelum ada peringkat
- NotchingDokumen2 halamanNotchingk.prasadBelum ada peringkat
- Sheet Metal Cutting (Shearing)Dokumen7 halamanSheet Metal Cutting (Shearing)Sachin PatelBelum ada peringkat
- An Introduction to Metal-Working (Illustrated)Dari EverandAn Introduction to Metal-Working (Illustrated)Penilaian: 2.5 dari 5 bintang2.5/5 (2)
- NX 9 for Beginners - Part 5 (Sheet Metal Design)Dari EverandNX 9 for Beginners - Part 5 (Sheet Metal Design)Penilaian: 5 dari 5 bintang5/5 (1)
- Airconditioning: Ventilation in Buildings Types of Fans Types of Air ConditionersDokumen51 halamanAirconditioning: Ventilation in Buildings Types of Fans Types of Air ConditionersSassyBelum ada peringkat
- Types of Airconditioning UnitDokumen1 halamanTypes of Airconditioning UnitSassyBelum ada peringkat
- Types of HVAC SystemsDokumen18 halamanTypes of HVAC SystemsIsrael raju2003Belum ada peringkat
- Format of Narrative ReportDokumen3 halamanFormat of Narrative ReportSassyBelum ada peringkat
- Sample Weekly Activity ReportsDokumen6 halamanSample Weekly Activity ReportsShaun KerouacBelum ada peringkat
- LESSON 1: Principles of Food Processing TOPIC 1:salting, Curing and SmokingDokumen42 halamanLESSON 1: Principles of Food Processing TOPIC 1:salting, Curing and SmokingSassy100% (1)
- Elements Machine Shop PDFDokumen493 halamanElements Machine Shop PDFJaypes ManzanoBelum ada peringkat
- Student Ojt Presentation of Experiences and OthersDokumen45 halamanStudent Ojt Presentation of Experiences and OthersSassyBelum ada peringkat
- Customized Grooving PDFDokumen1 halamanCustomized Grooving PDFSassyBelum ada peringkat
- Sample Weekly Activity ReportsDokumen6 halamanSample Weekly Activity ReportsShaun KerouacBelum ada peringkat
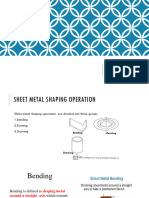
- Bend Radius Bend Angle: Bending Is A Metal Forming Process in Which A Force Is Applied To A Piece of Sheet MetalDokumen8 halamanBend Radius Bend Angle: Bending Is A Metal Forming Process in Which A Force Is Applied To A Piece of Sheet MetalSassyBelum ada peringkat
- Sample Weekly Activity ReportsDokumen6 halamanSample Weekly Activity ReportsShaun KerouacBelum ada peringkat
- Metal RollingDokumen8 halamanMetal Rollingklawsis100% (2)
- Sample Weekly Activity ReportsDokumen6 halamanSample Weekly Activity ReportsShaun KerouacBelum ada peringkat
- Air Cycle Refrigeration Systems (Indian Institute of Technology Kharagpur)Dokumen15 halamanAir Cycle Refrigeration Systems (Indian Institute of Technology Kharagpur)emawz21Belum ada peringkat
- Modeling and Computation of The Three-Roller BendingDokumen7 halamanModeling and Computation of The Three-Roller BendingSassyBelum ada peringkat
- Coefoffiction 96 S68 PDFDokumen8 halamanCoefoffiction 96 S68 PDFAly Arquillano JrBelum ada peringkat
- Metal RollingDokumen14 halamanMetal RollingSassyBelum ada peringkat
- Hydraulic V-Type Bending MachineDokumen59 halamanHydraulic V-Type Bending MachineNilesh Maheshwari67% (3)
- Simulation of Pyramid Type Three-Roll Bending Process: (Received December and in Revised Form AugustDokumen10 halamanSimulation of Pyramid Type Three-Roll Bending Process: (Received December and in Revised Form AugustSassyBelum ada peringkat
- EN 25 - 2016 - TT-BCT - 339051 THÔNG TƯ 252016TT-BCT NGÀY 30112016 QUY ĐỊNH HỆ THỐNG ĐIỆN TRUYỀN TẢI DO BỘ TRƯỞNG BỘ CÔNG THƯƠNG BAN HÀNHDokumen48 halamanEN 25 - 2016 - TT-BCT - 339051 THÔNG TƯ 252016TT-BCT NGÀY 30112016 QUY ĐỊNH HỆ THỐNG ĐIỆN TRUYỀN TẢI DO BỘ TRƯỞNG BỘ CÔNG THƯƠNG BAN HÀNHngomanhlinh2009Belum ada peringkat
- BSM SM CVDokumen36 halamanBSM SM CValexsmn100% (1)
- Vortex Care & SafetyDokumen37 halamanVortex Care & SafetyRodel FadroganeBelum ada peringkat
- RELAY2Dokumen3 halamanRELAY2Ritesh KumarBelum ada peringkat
- Telangana Project Work ModelDokumen59 halamanTelangana Project Work ModelAvinash PragadaBelum ada peringkat
- MEGGER DET 5 - 4 EARTH TESTER - Manual PDFDokumen72 halamanMEGGER DET 5 - 4 EARTH TESTER - Manual PDFBenabidBelum ada peringkat
- Risk and Asset Management of Transmission System in A Reformed Power SectorDokumen6 halamanRisk and Asset Management of Transmission System in A Reformed Power SectorumairBelum ada peringkat
- Fire Extinguishers PDFDokumen5 halamanFire Extinguishers PDFMuhammadObaidullahBelum ada peringkat
- Dynamic Balancing of Hydronic SystemsDokumen65 halamanDynamic Balancing of Hydronic Systems黃偉哲100% (4)
- 9-2 Wiring Diagram Sistem: 1: Kendaraan Dilengkapi Dengan Sistem Immobiliser 2: Kendaraan A/TDokumen1 halaman9-2 Wiring Diagram Sistem: 1: Kendaraan Dilengkapi Dengan Sistem Immobiliser 2: Kendaraan A/Tindra wahyu hidayatBelum ada peringkat
- Kittel Solutions AKDokumen79 halamanKittel Solutions AKAra Martínez-Olguín100% (5)
- Motor Control OverviewDokumen7 halamanMotor Control OverviewSaul Mendez ElizondoBelum ada peringkat
- DC Microgrid TechnologyDokumen27 halamanDC Microgrid TechnologyarwinBelum ada peringkat
- PLC-controlled Stepper Motor Drive For NC PositionDokumen10 halamanPLC-controlled Stepper Motor Drive For NC PositiondeoarshiBelum ada peringkat
- Release: 2 Quarter of 2021Dokumen29 halamanRelease: 2 Quarter of 2021Rafa BorgesBelum ada peringkat
- Chemically Enriched UniverseDokumen41 halamanChemically Enriched UniverseMark JamesBelum ada peringkat
- DIY Audiophile Bookshelf Speaker PlansDokumen11 halamanDIY Audiophile Bookshelf Speaker Plansleonardo osmelBelum ada peringkat
- Boylestad Electronics Multiple Choice Q&a ChapterDokumen6 halamanBoylestad Electronics Multiple Choice Q&a ChapterDenaiya Watton LeehBelum ada peringkat
- Fundamentals of Operational ResearchDokumen3 halamanFundamentals of Operational ResearchUtkarsh AttelaBelum ada peringkat
- Mack MP8Dokumen24 halamanMack MP8Vicente Ortiz Delgado100% (1)
- Labyrinth CompressorDokumen5 halamanLabyrinth CompressorsandeshBelum ada peringkat
- NIMCO CV3000sDokumen16 halamanNIMCO CV3000sBruno SamaeianBelum ada peringkat
- Notice: Consumer Products Energy Conservation Program: Daikin U.S. Corp. Residential Air Conditioner and Heat Pump Procedures WaiverDokumen6 halamanNotice: Consumer Products Energy Conservation Program: Daikin U.S. Corp. Residential Air Conditioner and Heat Pump Procedures WaiverJustia.comBelum ada peringkat
- Electronic Fuel Injection: Basic System PartsDokumen4 halamanElectronic Fuel Injection: Basic System PartsSantosh TrimbakeBelum ada peringkat
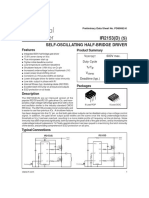
- Self-Oscillating Half-Bridge Driver Preliminary Data SheetDokumen9 halamanSelf-Oscillating Half-Bridge Driver Preliminary Data Sheetamijoski6051Belum ada peringkat
- 1998-Effect of The Silica Sol Gel Coatings OnDokumen6 halaman1998-Effect of The Silica Sol Gel Coatings OnZia ArdhiBelum ada peringkat
- 8.8L Cac Parts Book 20sept13Dokumen37 halaman8.8L Cac Parts Book 20sept13Silver SilverBelum ada peringkat
- Bosch India - Listofrcitems2005Dokumen16 halamanBosch India - Listofrcitems2005Welkin DaiBelum ada peringkat
- Boq Gabung Gi Teluk Naga Ii - Full Digital.r3-SentDokumen237 halamanBoq Gabung Gi Teluk Naga Ii - Full Digital.r3-SentTika LorenzaBelum ada peringkat
- 03 - BRIM TechnologyDokumen45 halaman03 - BRIM TechnologyFrank Seipel6Belum ada peringkat