Anda mungkin juga menyukai
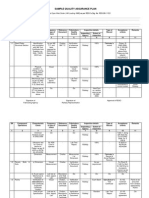
- Quality Assurance PlanDokumen3 halamanQuality Assurance PlanNESTOR YUMULBelum ada peringkat
- Qap PDFDokumen11 halamanQap PDFNirajan MarwaitBelum ada peringkat
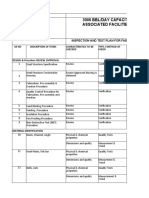
- Inspection and Test Plan: Activity: ITP For Inspection of Piling WorksDokumen5 halamanInspection and Test Plan: Activity: ITP For Inspection of Piling WorksjitendraBelum ada peringkat
- Material Inspection Report (Steel) FormDokumen1 halamanMaterial Inspection Report (Steel) FormAlfon TampubolonBelum ada peringkat
- Method Statement For Domestic Water Piping Installation UG & AGDokumen14 halamanMethod Statement For Domestic Water Piping Installation UG & AGBelal AlrwadiehBelum ada peringkat
- Mitp For Surveying Setting Out ApprovedDokumen4 halamanMitp For Surveying Setting Out ApprovedMogu MohanBelum ada peringkat
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDDokumen10 halamanFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- FQP-Structural SteelDokumen8 halamanFQP-Structural SteelP.MannaBelum ada peringkat
- RFI FormatDokumen1 halamanRFI FormatVipin Kumar ParasharBelum ada peringkat
- ITP For Testing and Commissioning of ACSDokumen1 halamanITP For Testing and Commissioning of ACSRommel Espinosa ParasBelum ada peringkat
- Installation of LV Cables: Inspection and Test Plan ForDokumen1 halamanInstallation of LV Cables: Inspection and Test Plan ForHussainShabbirBelum ada peringkat
- QAP of Steel Bridge Girder PDFDokumen6 halamanQAP of Steel Bridge Girder PDFVarun JainBelum ada peringkat
- FQP For Steel ErectionDokumen133 halamanFQP For Steel Erectionoundhakar100% (2)
- Reinforcement Work Proc.Dokumen5 halamanReinforcement Work Proc.Akhilesh Kumar0% (1)
- Cube RegisterDokumen3 halamanCube RegisterPartha GorainBelum ada peringkat
- ELECT-TIC-2.8 (Torque Testing and Final Inspection)Dokumen4 halamanELECT-TIC-2.8 (Torque Testing and Final Inspection)Muhammad IrfanBelum ada peringkat
- Chqlist For Fabrication & InspectionDokumen12 halamanChqlist For Fabrication & InspectionSuresh ShuklaBelum ada peringkat
- Qap & Inspection Test Plan (Itp) - SimplexDokumen50 halamanQap & Inspection Test Plan (Itp) - SimplexN.Prabhu100% (1)
- 0005 India Regulation On CoatingDokumen33 halaman0005 India Regulation On Coatingagustinusset100% (2)
- Structural Steel Work Check ListDokumen1 halamanStructural Steel Work Check ListAhmad Bilal100% (1)
- Quality Assurance Plan: Pre-Engineered Steel BuildingDokumen3 halamanQuality Assurance Plan: Pre-Engineered Steel BuildingsivakumarBelum ada peringkat
- Repair Grouting ChecklistDokumen1 halamanRepair Grouting ChecklistSushil GuptaBelum ada peringkat
- F-Qa-03 Material Inspection ReportDokumen2 halamanF-Qa-03 Material Inspection ReportHilal mohamedBelum ada peringkat
- Inspection & Test Plan (Itp) : Road WorkDokumen1 halamanInspection & Test Plan (Itp) : Road WorkLOPA THANDARBelum ada peringkat
- FQP GeneralDokumen21 halamanFQP GeneralgaladrialBelum ada peringkat
- Manjeera Construction LTD.: ReinforcementDokumen5 halamanManjeera Construction LTD.: ReinforcementCivil Site 17100% (1)
- JP-02 RCC PCCDokumen20 halamanJP-02 RCC PCCsoubhagyaBelum ada peringkat
- Methodology For Water Tightness Test For Expansion JointDokumen1 halamanMethodology For Water Tightness Test For Expansion Jointvenkateswara rao PothinaBelum ada peringkat
- 1A-Check List - CI Pipes - InstallationDokumen1 halaman1A-Check List - CI Pipes - InstallationRajput AmitBelum ada peringkat
- Method StatementsDokumen186 halamanMethod StatementsKoti Rathnakar YamarthiBelum ada peringkat
- Itp Transfer Tower - Xls (Bvi Comment)Dokumen52 halamanItp Transfer Tower - Xls (Bvi Comment)Alif Rahmat FebriantoBelum ada peringkat
- Phase I Pc-01 Project Contractor: NCC LimitedDokumen36 halamanPhase I Pc-01 Project Contractor: NCC LimitedSAGAR KUMAR JHABelum ada peringkat
- NR Letter Submission of ITP For HSFG BoltsDokumen2 halamanNR Letter Submission of ITP For HSFG BoltsLakhwant Singh KhalsaBelum ada peringkat
- Vedanta Aluminium Plant Ltd. Quality Assurance Plan For Buildinng Construction Job (Rev-00)Dokumen4 halamanVedanta Aluminium Plant Ltd. Quality Assurance Plan For Buildinng Construction Job (Rev-00)Sasanka SekharBelum ada peringkat
- Fabrication Procedure For SteelDokumen8 halamanFabrication Procedure For SteelNguyễn MinhBelum ada peringkat
- ITP For Fabrication & Installation of Tensile Fabric ShadesDokumen1 halamanITP For Fabrication & Installation of Tensile Fabric ShadesSun ShadeBelum ada peringkat
- QA QC Daily ReportDokumen2 halamanQA QC Daily Reportanon_688841981Belum ada peringkat
- M Storm Drainage System IC M SDS 00Dokumen2 halamanM Storm Drainage System IC M SDS 00achusanachuBelum ada peringkat
- Itp For Structural Steel WorkDokumen12 halamanItp For Structural Steel Worknguyen thangBelum ada peringkat
- QAP RoadDokumen54 halamanQAP RoadSachin PawarBelum ada peringkat
- Blasting Painting Procedure For Structural Steel Rev 00Dokumen17 halamanBlasting Painting Procedure For Structural Steel Rev 00Praful N KBelum ada peringkat
- QCF113 Structural Steel Pre-Fabrication CertificateDokumen1 halamanQCF113 Structural Steel Pre-Fabrication CertificateminhnnBelum ada peringkat
- Presentation On Construction Quality ReportDokumen20 halamanPresentation On Construction Quality Reportganesh100% (1)
- Microsoft Word - Structural Steel SpecDokumen26 halamanMicrosoft Word - Structural Steel SpecSaradhiJannBelum ada peringkat
- Dasarathi Naik and Engineers PVT - Ltd. Check List For ReinforcementDokumen1 halamanDasarathi Naik and Engineers PVT - Ltd. Check List For ReinforcementTusarranjan BhuyanBelum ada peringkat
- PQP - Kilaraipur PDFDokumen53 halamanPQP - Kilaraipur PDFVijendra SharmaBelum ada peringkat
- Fitup Check For WeldingDokumen1 halamanFitup Check For WeldingVijay Kant SharmaBelum ada peringkat
- DETAIL OF FOUNDATION 132 KV CIRCUIT BREAKERDokumen1 halamanDETAIL OF FOUNDATION 132 KV CIRCUIT BREAKERManas MondalBelum ada peringkat
- FQP 2Dokumen25 halamanFQP 2Kuldeep ChakerwartiBelum ada peringkat
- Inspection and Test Plan For Seel StructureDokumen3 halamanInspection and Test Plan For Seel StructureChris McNairBelum ada peringkat
- ITPDokumen12 halamanITPJaka Mahesa100% (2)
- Quality Assurance Plan - CivilDokumen11 halamanQuality Assurance Plan - CivilDeviPrasadNathBelum ada peringkat
- FQP Field Quality Plan or ItpDokumen30 halamanFQP Field Quality Plan or Itp9893203028Belum ada peringkat
- Concrete Cube Test Recording Format (Interactive)Dokumen3 halamanConcrete Cube Test Recording Format (Interactive)Dawit SolomonBelum ada peringkat
- Slump Cone and Rod - CalibrationDokumen1 halamanSlump Cone and Rod - CalibrationKannan MurugesanBelum ada peringkat
- QAPDokumen46 halamanQAPAkash Singh TomarBelum ada peringkat
- Amendment N - I MA Y 2002 IS 1200 (PART 8) : 1993 Methods Measurement of Building and Civil Engineering WorksDokumen8 halamanAmendment N - I MA Y 2002 IS 1200 (PART 8) : 1993 Methods Measurement of Building and Civil Engineering Worksraviteja036Belum ada peringkat
- Sample QAP of Steel Bridge GirderDokumen5 halamanSample QAP of Steel Bridge Girderuday64668Belum ada peringkat
- ITP-Steel Structure NewDokumen5 halamanITP-Steel Structure NewPrasanta ParidaBelum ada peringkat
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDokumen2 halamanBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHBelum ada peringkat
- MERLIN Page 2Dokumen1 halamanMERLIN Page 2Partha GangopadhyayBelum ada peringkat
- Design Calculation of Pier Cap With 30.050 M Overall Length of Superstructure in Curved Alignment - R0 - DN-D07Dokumen25 halamanDesign Calculation of Pier Cap With 30.050 M Overall Length of Superstructure in Curved Alignment - R0 - DN-D07Partha Gangopadhyay100% (1)
- MERLIN Page 1Dokumen1 halamanMERLIN Page 1Partha GangopadhyayBelum ada peringkat
- 18-0007 - Gergess - MJ19-Analysis of Bonded Link Slabs in Precast, Prestressed Concrete Girder BridgesDokumen20 halaman18-0007 - Gergess - MJ19-Analysis of Bonded Link Slabs in Precast, Prestressed Concrete Girder BridgesJulio PinedaBelum ada peringkat
- Design Calculation of Pier Cap With 19.330 M Overall Length of Superstructure in Straight Alignment - R1 - DN-D12-09-01-2020Dokumen17 halamanDesign Calculation of Pier Cap With 19.330 M Overall Length of Superstructure in Straight Alignment - R1 - DN-D12-09-01-2020Partha Gangopadhyay100% (1)
- Technical Proposal For Retrofitting of Cast in Situ Girder, Jalda Bridge (02.03.2020) R1 PDFDokumen192 halamanTechnical Proposal For Retrofitting of Cast in Situ Girder, Jalda Bridge (02.03.2020) R1 PDFPartha GangopadhyayBelum ada peringkat
- Champa Launching Truss DesignDokumen17 halamanChampa Launching Truss DesignPartha GangopadhyayBelum ada peringkat
- Design of Trestle "TF1" and Beams AboveDokumen8 halamanDesign of Trestle "TF1" and Beams AbovePartha Gangopadhyay100% (3)
- Foundation Beam DesignDokumen4 halamanFoundation Beam DesignPartha GangopadhyayBelum ada peringkat
- Pile Cap Design For All New PilesDokumen30 halamanPile Cap Design For All New PilesPartha Gangopadhyay100% (2)
- Design ConsiderationsDokumen1 halamanDesign ConsiderationsPartha GangopadhyayBelum ada peringkat
- Crack Width Calculation of RCC Girder With Existing ReinforcementDokumen19 halamanCrack Width Calculation of RCC Girder With Existing ReinforcementPartha GangopadhyayBelum ada peringkat
- Axially Loaded ColumnsDokumen33 halamanAxially Loaded Columnsyunuswsa0% (2)
- Foundation Beam DesignDokumen4 halamanFoundation Beam DesignPartha GangopadhyayBelum ada peringkat
- Calculation p1 07-09-19 1Dokumen208 halamanCalculation p1 07-09-19 1Partha GangopadhyayBelum ada peringkat
- Wind Load Calculation For Roof TrussDokumen4 halamanWind Load Calculation For Roof TrussPartha GangopadhyayBelum ada peringkat
- Technical Proposal For Retrofitting of Cast in Situ Girder, Jalda Bridge 18.02.2020Dokumen108 halamanTechnical Proposal For Retrofitting of Cast in Situ Girder, Jalda Bridge 18.02.2020Partha GangopadhyayBelum ada peringkat
- Grillage Foundation PDFDokumen11 halamanGrillage Foundation PDFutsav_koshtiBelum ada peringkat
- Splice DesignDokumen2 halamanSplice DesignPartha GangopadhyayBelum ada peringkat
- Calculation p1 07-09-19 1Dokumen208 halamanCalculation p1 07-09-19 1Partha GangopadhyayBelum ada peringkat
- Draft TOR Dankuni Chanditala 02.11.2016Dokumen45 halamanDraft TOR Dankuni Chanditala 02.11.2016Partha GangopadhyayBelum ada peringkat
- Pre Cast GirderDokumen14 halamanPre Cast GirderPartha Gangopadhyay100% (1)
- Kalnagni Pile CapctyDokumen15 halamanKalnagni Pile CapctyPartha GangopadhyayBelum ada peringkat
- Waterway Calculation 30-4-19 - FinalDokumen11 halamanWaterway Calculation 30-4-19 - FinalPartha GangopadhyayBelum ada peringkat
- Design of Replaceent Scheme of Inadequate GussetDokumen9 halamanDesign of Replaceent Scheme of Inadequate GussetPartha GangopadhyayBelum ada peringkat
- 06.09.19 - Cal.p2&p3 - PierDokumen261 halaman06.09.19 - Cal.p2&p3 - PierPartha GangopadhyayBelum ada peringkat
- 03.05.19 - Cal.p2 - Well CapDokumen110 halaman03.05.19 - Cal.p2 - Well CapPartha GangopadhyayBelum ada peringkat
- Pre Cast GirderDokumen14 halamanPre Cast GirderPartha Gangopadhyay100% (1)
- Saikat Sarani GirderDokumen3 halamanSaikat Sarani GirderPartha GangopadhyayBelum ada peringkat
- Saikat SaraniDokumen11 halamanSaikat SaraniPartha GangopadhyayBelum ada peringkat
- Assignment 2 Format Baru 17042011Dokumen8 halamanAssignment 2 Format Baru 17042011Noor Zilawati SabtuBelum ada peringkat
- Administrative Clerk Resume TemplateDokumen2 halamanAdministrative Clerk Resume TemplateManuelBelum ada peringkat
- Pau Inglés-7Dokumen2 halamanPau Inglés-7AlfodBelum ada peringkat
- Astm A380 PDFDokumen13 halamanAstm A380 PDFaromalara12Belum ada peringkat
- Electric Car Project Proposal by SlidesgoDokumen46 halamanElectric Car Project Proposal by Slidesgoayusht7iBelum ada peringkat
- Abb PB - Power-En - e PDFDokumen16 halamanAbb PB - Power-En - e PDFsontungBelum ada peringkat
- Reinforcing Steel and AccessoriesDokumen4 halamanReinforcing Steel and AccessoriesTheodore TheodoropoulosBelum ada peringkat
- The City of GodDokumen16 halamanThe City of GodJei Em MonteflorBelum ada peringkat
- Communication & Soft Skills: Deepak and Arvind Kumar Pgppe + Mba (Feb'11)Dokumen19 halamanCommunication & Soft Skills: Deepak and Arvind Kumar Pgppe + Mba (Feb'11)deepaksingh16100% (1)
- MPLS Fundamentals - Forwardi..Dokumen4 halamanMPLS Fundamentals - Forwardi..Rafael Ricardo Rubiano PavíaBelum ada peringkat
- The Organization of PericentroDokumen33 halamanThe Organization of PericentroTunggul AmetungBelum ada peringkat
- 12c. Theophile - de Divers ArtibusDokumen427 halaman12c. Theophile - de Divers Artibuserik7621Belum ada peringkat
- V.S.B Engineering College, KarurDokumen3 halamanV.S.B Engineering College, KarurKaviyarasuBelum ada peringkat
- Business Research Chapter 1Dokumen27 halamanBusiness Research Chapter 1Toto H. Ali100% (2)
- Rhipodon: Huge Legendary Black DragonDokumen2 halamanRhipodon: Huge Legendary Black DragonFigo FigueiraBelum ada peringkat
- Shaping School Culture Case StudyDokumen7 halamanShaping School Culture Case Studyapi-524477308Belum ada peringkat
- Created by EDGAR Online, Inc. Dow Chemical Co /de/ Table - of - Contents Form Type: 10-K Period End: Dec 31, 2020 Date Filed: Feb 05, 2021Dokumen286 halamanCreated by EDGAR Online, Inc. Dow Chemical Co /de/ Table - of - Contents Form Type: 10-K Period End: Dec 31, 2020 Date Filed: Feb 05, 2021Udit GuptaBelum ada peringkat
- Cargill VinodDokumen98 halamanCargill Vinodsaurajindal09Belum ada peringkat
- Third Party Intervention in The Criminal TrialDokumen8 halamanThird Party Intervention in The Criminal TrialVenkat Raman JBelum ada peringkat
- Computer Awareness: Special Edition E-BookDokumen54 halamanComputer Awareness: Special Edition E-BookTanujit SahaBelum ada peringkat
- Botswana Ref Ranges PaperDokumen7 halamanBotswana Ref Ranges PaperMunyaradzi MangwendezaBelum ada peringkat
- Class 8 PPT - Abhijeet Singh GureniyaDokumen16 halamanClass 8 PPT - Abhijeet Singh Gureniyasimran simmyBelum ada peringkat
- MELSEC System Q: QJ71MES96 MES Interface ModuleDokumen364 halamanMELSEC System Q: QJ71MES96 MES Interface ModuleFajri AsyukronBelum ada peringkat
- Fundamentals of Group DynamicsDokumen12 halamanFundamentals of Group DynamicsLimbasam PapaBelum ada peringkat
- Liddell Hart PDFDokumen5 halamanLiddell Hart PDFMohamed Elkhder100% (1)
- VVP Engg. CollegeDokumen32 halamanVVP Engg. Collegechotaimanav17Belum ada peringkat
- S1-TITAN Overview BrochureDokumen8 halamanS1-TITAN Overview BrochureصصBelum ada peringkat
- Unit 2 Lab Manual ChemistryDokumen9 halamanUnit 2 Lab Manual ChemistryAldayne ParkesBelum ada peringkat
- Decemeber 2020 Examinations: Suggested Answers ToDokumen41 halamanDecemeber 2020 Examinations: Suggested Answers ToDipen AdhikariBelum ada peringkat
- Eric Thomas Grissen - The American Technology Awards, or "The Termans"Dokumen1 halamanEric Thomas Grissen - The American Technology Awards, or "The Termans"Eric Thomas GrissenBelum ada peringkat