Anda mungkin juga menyukai
- Electrical Interface Specification EMS2.3 - 47706487 - ENDokumen62 halamanElectrical Interface Specification EMS2.3 - 47706487 - ENvijaykumarnBelum ada peringkat
- Rubber Band Arrangements - Concert BandDokumen25 halamanRubber Band Arrangements - Concert BandJonatas Souza100% (1)
- Girth Gear Wear PDFDokumen6 halamanGirth Gear Wear PDFRajib DuttaBelum ada peringkat
- Ecenric Motion in PCP PumpsDokumen6 halamanEcenric Motion in PCP PumpsSangeeta KasanaBelum ada peringkat
- MN 01005Dokumen20 halamanMN 01005Ali AliBelum ada peringkat
- Dddinterference in Internal GearingDokumen10 halamanDddinterference in Internal GearingprasannaBelum ada peringkat
- Six Steps To Successful Repair of GT ComponentsDokumen13 halamanSix Steps To Successful Repair of GT ComponentsThanapaet RittirutBelum ada peringkat
- Solving The Mysteries of The Fin Pass: ProducingresultsDokumen3 halamanSolving The Mysteries of The Fin Pass: ProducingresultswahyoesoemantriBelum ada peringkat
- Cutting Tool Applications: by George Schneider, Jr. CmfgeDokumen9 halamanCutting Tool Applications: by George Schneider, Jr. CmfgeburakBelum ada peringkat
- Basic Mechanical Seal Installation: By: Dewi Tri HandayaniDokumen9 halamanBasic Mechanical Seal Installation: By: Dewi Tri HandayaniPermana DediBelum ada peringkat
- Check List para Projetos de Redutores DeslizanteDokumen4 halamanCheck List para Projetos de Redutores DeslizantemarcosxbrBelum ada peringkat
- Behaviour of Cold-Formed Z Purlins With Sag-Rods in Pre-Engineered BuildingsDokumen7 halamanBehaviour of Cold-Formed Z Purlins With Sag-Rods in Pre-Engineered BuildingsIJRASETPublicationsBelum ada peringkat
- Grinding Notch PDFDokumen10 halamanGrinding Notch PDFprasannaBelum ada peringkat
- 412-Cro-Ch65 Fig. 65-6Dokumen3 halaman412-Cro-Ch65 Fig. 65-6slam12125Belum ada peringkat
- Broschyr 7 Eng PDFDokumen16 halamanBroschyr 7 Eng PDFNebojša JovanovićBelum ada peringkat
- Steps 1 and 2Dokumen5 halamanSteps 1 and 2mohammad293Belum ada peringkat
- Gear HoningDokumen12 halamanGear HoningSanjay MehrishiBelum ada peringkat
- Gear Guide2Dokumen50 halamanGear Guide2Anonymous fQAeGFBelum ada peringkat
- Chamfering and Deburring - The Underrated ProcessDokumen3 halamanChamfering and Deburring - The Underrated ProcessBhagesh LokhandeBelum ada peringkat
- Freno Warner 1Dokumen4 halamanFreno Warner 1javier castilloBelum ada peringkat
- Samiflex en Product CatalogDokumen16 halamanSamiflex en Product CatalogFitsum TadesseBelum ada peringkat
- Machine-Tool Spindle SystemDokumen140 halamanMachine-Tool Spindle SystemEmerson De Souza FreitasBelum ada peringkat
- Bearing Basics: Purpose, Design Features of Common ElementsDokumen3 halamanBearing Basics: Purpose, Design Features of Common ElementsJoseGarciaRBelum ada peringkat
- Designing Parts For Ultrasonic Degating: Technical Information PW-8Dokumen2 halamanDesigning Parts For Ultrasonic Degating: Technical Information PW-8Miguel ArriecheBelum ada peringkat
- Gears and Screw Threads PDFDokumen16 halamanGears and Screw Threads PDFAnonymous hlRLVcMBelum ada peringkat
- DJFP QUESTION BANK 23rd NovDokumen6 halamanDJFP QUESTION BANK 23rd NovGunasekaranBelum ada peringkat
- The Failure Analysis of Worm Wheel For Ash Brick Factory - A Case StudyDokumen4 halamanThe Failure Analysis of Worm Wheel For Ash Brick Factory - A Case StudyMarlon TeveBelum ada peringkat
- Vibration Brochure (Final)Dokumen12 halamanVibration Brochure (Final)duy ngo thanhBelum ada peringkat
- Isme Paper 2023Dokumen7 halamanIsme Paper 2023Vijaykumar VijaykumarBelum ada peringkat
- Errors in Gears PDFDokumen8 halamanErrors in Gears PDFSanjay Mehrishi100% (1)
- An Elimination Type of Pokayoke A Game CDokumen10 halamanAn Elimination Type of Pokayoke A Game CereslomaxiBelum ada peringkat
- Failure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-ReviewedDokumen7 halamanFailure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-RevieweddouglasncamiloBelum ada peringkat
- Journal Pre-ProofDokumen16 halamanJournal Pre-ProofMido MoussaBelum ada peringkat
- 5965 5387e PDFDokumen8 halaman5965 5387e PDFtomichelBelum ada peringkat
- Assemblings: Assemblings. The Undemountable Assemblings Are That Ones Which Can Be Demounted Only by Partially orDokumen21 halamanAssemblings: Assemblings. The Undemountable Assemblings Are That Ones Which Can Be Demounted Only by Partially orGabriel IulianBelum ada peringkat
- RV College of Engineering: Unit - 2 Drilling and Associated TechnologiesDokumen15 halamanRV College of Engineering: Unit - 2 Drilling and Associated TechnologiesSANATHBelum ada peringkat
- 0511 Grob PDFDokumen7 halaman0511 Grob PDFJ VeluBelum ada peringkat
- Forging Design ConsiderationsDokumen6 halamanForging Design ConsiderationsChinmay Das100% (2)
- Bearing Life Improvement of Centrifugal Blowers by Vibration AnalysisDokumen4 halamanBearing Life Improvement of Centrifugal Blowers by Vibration AnalysisDang XmanBelum ada peringkat
- Steer Epz ProductsDokumen40 halamanSteer Epz ProductsReha YelkenBelum ada peringkat
- Prediction of Defects in Antifriction Bearings Using Vibration Signal AnalysisDokumen5 halamanPrediction of Defects in Antifriction Bearings Using Vibration Signal AnalysisdossokyBelum ada peringkat
- Fme6 Activity2 PDFDokumen7 halamanFme6 Activity2 PDFFred BorjaBelum ada peringkat
- En Tech ISO Evo115Dokumen4 halamanEn Tech ISO Evo115AderitoefBelum ada peringkat
- Downcoiler Surface Fault Prediction For A Hot Strip Steel MillDokumen16 halamanDowncoiler Surface Fault Prediction For A Hot Strip Steel MillruggeroBelum ada peringkat
- Part Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageDokumen4 halamanPart Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageMiguel Angel TandaypanBelum ada peringkat
- Karpuschewski2018 ReferenceWorkEntry GearGrindingDokumen9 halamanKarpuschewski2018 ReferenceWorkEntry GearGrindingسید مرتضی حسینیBelum ada peringkat
- Eixo Dif Simples Vel ENGDokumen62 halamanEixo Dif Simples Vel ENGAhmedBelum ada peringkat
- How To Avoid Problems With Your Fan FE 500Dokumen8 halamanHow To Avoid Problems With Your Fan FE 500Javier VespaBelum ada peringkat
- Dynamic Model of A Centerless Grinding Machine Based On An Updated FE ModelDokumen9 halamanDynamic Model of A Centerless Grinding Machine Based On An Updated FE ModelHossein VahediBelum ada peringkat
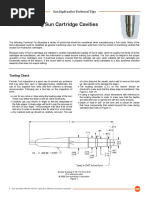
- Manufacturing Sun Cartridge Cavities: Tooling CheckDokumen5 halamanManufacturing Sun Cartridge Cavities: Tooling CheckxxshBelum ada peringkat
- EC700B Ed1 Flik7 GBDokumen40 halamanEC700B Ed1 Flik7 GBZawminhtun100% (1)
- Causes of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsDokumen6 halamanCauses of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and Shaftsbigsteve9088Belum ada peringkat
- Vibration Monitoring: Envelope Signal ProcessingDokumen14 halamanVibration Monitoring: Envelope Signal ProcessingDkdkkd100% (1)
- Angular Contact Ball BearingsDokumen3 halamanAngular Contact Ball BearingsDannyschBelum ada peringkat
- Gear Shaving PDFDokumen8 halamanGear Shaving PDFwolviakBelum ada peringkat
- MIsaligned ShaftDokumen6 halamanMIsaligned ShaftHasyim Maulana Abdul MalikBelum ada peringkat
- Rotopin-E Couplings: Use and Maintenance ManualDokumen8 halamanRotopin-E Couplings: Use and Maintenance ManualIzzi Al-AkbarBelum ada peringkat
- Performance Comparison Analysis Between RSS and Conventional Mud Motor in Mavvar FieldDokumen5 halamanPerformance Comparison Analysis Between RSS and Conventional Mud Motor in Mavvar FieldM. Fadhli Cesar KBelum ada peringkat
- Cold Working Processes For Screws and BoltsDokumen4 halamanCold Working Processes For Screws and BoltsmirosekBelum ada peringkat
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisDari EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisBelum ada peringkat
- Contact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftDari EverandContact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftBelum ada peringkat
- Aluminium Aluminum 2014 Alloy (UNS A92014)Dokumen4 halamanAluminium Aluminum 2014 Alloy (UNS A92014)vijaykumarnBelum ada peringkat
- Gear Quality PDFDokumen3 halamanGear Quality PDFvijaykumarnBelum ada peringkat
- A Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangeDokumen14 halamanA Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangevijaykumarnBelum ada peringkat
- Poster Flender Com1 PDFDokumen1 halamanPoster Flender Com1 PDFvijaykumarnBelum ada peringkat
- The Importance of Profile Shift, Root Angle Correction and Cutter Head TiltDokumen4 halamanThe Importance of Profile Shift, Root Angle Correction and Cutter Head TiltvijaykumarnBelum ada peringkat
- HF LBP100Dokumen1 halamanHF LBP100vijaykumarn100% (3)
- Double Flank Gear Roll TesterDokumen6 halamanDouble Flank Gear Roll TestervijaykumarnBelum ada peringkat
- Bevel GearDokumen4 halamanBevel GearvijaykumarnBelum ada peringkat
- Rpi SCH 2b 1p2 ReducedDokumen1 halamanRpi SCH 2b 1p2 Reducedvijaykumarn100% (1)
- HF-LPB100 User Manual-V1.9 (20150720) PDFDokumen78 halamanHF-LPB100 User Manual-V1.9 (20150720) PDFvijaykumarnBelum ada peringkat
- EUKLID GearCAM IntroductionDokumen25 halamanEUKLID GearCAM Introductionvijaykumarn100% (1)
- Casting PresentationDokumen34 halamanCasting Presentationvijaykumarn100% (1)
- Variation of Root Bending Stress With Hob Nose Radius and Protuberance Based On Iso and Fem Methods For Spur GearsDokumen18 halamanVariation of Root Bending Stress With Hob Nose Radius and Protuberance Based On Iso and Fem Methods For Spur GearsvijaykumarnBelum ada peringkat
- TAC42055 - HO01 Edition I2.0: Section 1 Module 1 Page 1Dokumen69 halamanTAC42055 - HO01 Edition I2.0: Section 1 Module 1 Page 1matheus santosBelum ada peringkat
- Physico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegDokumen9 halamanPhysico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegZyuha AiniiBelum ada peringkat
- Business Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiDokumen6 halamanBusiness Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiMuzammil DeshmukhBelum ada peringkat
- Rin Case StudyDokumen4 halamanRin Case StudyReha Nayyar100% (1)
- ATS2017 ProspectusDokumen13 halamanATS2017 ProspectusGiri WakshanBelum ada peringkat
- Autodesk Nastran In-CAD PDFDokumen43 halamanAutodesk Nastran In-CAD PDFFernando0% (1)
- ANS145 - Beef Cattle ProductionDokumen52 halamanANS145 - Beef Cattle ProductionEgie BulawinBelum ada peringkat
- Ariba Collaborative Sourcing ProfessionalDokumen2 halamanAriba Collaborative Sourcing Professionalericofx530Belum ada peringkat
- DOST-PHIVOLCS Presentation For The CRDRRMC Meeting 15jan2020Dokumen36 halamanDOST-PHIVOLCS Presentation For The CRDRRMC Meeting 15jan2020RJay JacabanBelum ada peringkat
- Inspection Report For Apartment Building at 1080 93rd St. in Bay Harbor IslandsDokumen13 halamanInspection Report For Apartment Building at 1080 93rd St. in Bay Harbor IslandsAmanda RojasBelum ada peringkat
- UBMM1011 Unit Plan 201501Dokumen12 halamanUBMM1011 Unit Plan 201501摩羯座Belum ada peringkat
- Scrum Handbook: Scrum Training Institute PressDokumen66 halamanScrum Handbook: Scrum Training Institute PressFranky RiveroBelum ada peringkat
- Mangement of Shipping CompaniesDokumen20 halamanMangement of Shipping CompaniesSatyam MishraBelum ada peringkat
- Personal Narrative RevisedDokumen3 halamanPersonal Narrative Revisedapi-549224109Belum ada peringkat
- XU-CSG Cabinet Minutes of Meeting - April 4Dokumen5 halamanXU-CSG Cabinet Minutes of Meeting - April 4Harold John LaborteBelum ada peringkat
- AppcDokumen71 halamanAppcTomy lee youngBelum ada peringkat
- LYNX 40 Drilling Mud DecanterDokumen2 halamanLYNX 40 Drilling Mud DecanterPierluigi Ciampiconi0% (1)
- Ice 3101: Modern Control THEORY (3 1 0 4) : State Space AnalysisDokumen15 halamanIce 3101: Modern Control THEORY (3 1 0 4) : State Space AnalysisBipin KrishnaBelum ada peringkat
- Plant Report Template Class 81Dokumen2 halamanPlant Report Template Class 81Kamran KhanBelum ada peringkat
- Bathinda - Wikipedia, The Free EncyclopediaDokumen4 halamanBathinda - Wikipedia, The Free EncyclopediaBhuwan GargBelum ada peringkat
- Assignment RoadDokumen14 halamanAssignment RoadEsya ImanBelum ada peringkat
- Electromagnetism WorksheetDokumen3 halamanElectromagnetism WorksheetGuan Jie KhooBelum ada peringkat
- Malling DemallingDokumen25 halamanMalling DemallingVijay KumarBelum ada peringkat
- Learning TheoryDokumen7 halamanLearning Theoryapi-568999633Belum ada peringkat
- Module 2Dokumen7 halamanModule 2karthik karti100% (1)
- USDA List of Active Licensees and RegistrantsDokumen972 halamanUSDA List of Active Licensees and Registrantswamu885Belum ada peringkat
- Universal and Commercial Banks in The PhilippinesDokumen1 halamanUniversal and Commercial Banks in The Philippinesjohngo888Belum ada peringkat
- Transposable Elements - Annotated - 2020Dokumen39 halamanTransposable Elements - Annotated - 2020Monisha vBelum ada peringkat
- Afzal ResumeDokumen4 halamanAfzal ResumeASHIQ HUSSAINBelum ada peringkat