Anda mungkin juga menyukai
- Pinnacle Alloys ENiCrFe 3 12.16Dokumen2 halamanPinnacle Alloys ENiCrFe 3 12.16satnamBelum ada peringkat
- Low Alloy WiresDokumen10 halamanLow Alloy WiresRyan KimBelum ada peringkat
- ACUWELD MIG &TIG Welding WiresDokumen38 halamanACUWELD MIG &TIG Welding WiresALOKE GANGULYBelum ada peringkat
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDokumen1 halamanTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkBelum ada peringkat
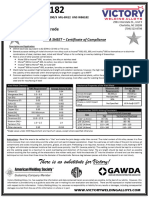
- NI-182 Victory ENICRFE-3 Electrode Data SheetDokumen1 halamanNI-182 Victory ENICRFE-3 Electrode Data SheetgianBelum ada peringkat
- Ok 67.67 Esab 309Dokumen1 halamanOk 67.67 Esab 309Sadashiva sahooBelum ada peringkat
- UNSDokumen42 halamanUNSPaolo Osorio WongBelum ada peringkat
- Weld Consumable SelectionDokumen25 halamanWeld Consumable SelectionNisarg PandyaBelum ada peringkat
- OK 67.70 ESAB 309moDokumen1 halamanOK 67.70 ESAB 309moSadashiva sahooBelum ada peringkat
- Valve Material SpecificationDokumen5 halamanValve Material Specificationapi-9572051Belum ada peringkat
- Aws Er70sDokumen4 halamanAws Er70smanofBelum ada peringkat
- MMA Electrode ClassificationDokumen5 halamanMMA Electrode ClassificationRama Krishna Reddy DonthireddyBelum ada peringkat
- ASTM A234 2010 (No Oficial)Dokumen10 halamanASTM A234 2010 (No Oficial)Santiago Loría NavaBelum ada peringkat
- Rules For Materials and Welding 2021 AmendmentsDokumen29 halamanRules For Materials and Welding 2021 AmendmentsSUEZSHIPYARD QCBelum ada peringkat
- Material Cross Reference TableDokumen3 halamanMaterial Cross Reference TableLuis Pol SistiBelum ada peringkat
- Product Description Wire RodDokumen3 halamanProduct Description Wire RodEngr Farrukh RehanBelum ada peringkat
- CarbofilDokumen3 halamanCarbofilBranko FerenčakBelum ada peringkat
- Astm A493 16Dokumen2 halamanAstm A493 16wongBelum ada peringkat
- OK 67.60 Esab 309LcDokumen1 halamanOK 67.60 Esab 309LcSadashiva sahooBelum ada peringkat
- Especificación SA 213Dokumen16 halamanEspecificación SA 213Juan Enrique GrassoBelum ada peringkat
- Esab 309lmo Ok 67.68Dokumen1 halamanEsab 309lmo Ok 67.68Sadashiva sahooBelum ada peringkat
- Fundamentals of Fabrication WeldingDokumen22 halamanFundamentals of Fabrication WeldingKevinBelum ada peringkat
- Steel X20Cr13: EN 10250-4:1999, Number: 1.4021Dokumen4 halamanSteel X20Cr13: EN 10250-4:1999, Number: 1.4021AdamBelum ada peringkat
- ASTM Standard (Vol 1.04) A 131 - A131M - 94Dokumen5 halamanASTM Standard (Vol 1.04) A 131 - A131M - 94astrogildoBelum ada peringkat
- High Strength Steel Tubes For Structural and Engineering ApplicationsDokumen12 halamanHigh Strength Steel Tubes For Structural and Engineering ApplicationsA LettristeBelum ada peringkat
- A 213 Â " A 213M Â " 03 - QTIXMY9BMJEZTS1SRUQDokumen14 halamanA 213 Â " A 213M Â " 03 - QTIXMY9BMJEZTS1SRUQhBelum ada peringkat
- Asme Sfa Sa 213Dokumen14 halamanAsme Sfa Sa 213Mayank SinglaBelum ada peringkat
- E8018-B6 Data SheetDokumen2 halamanE8018-B6 Data SheetMurad AlmoudiBelum ada peringkat
- AWS A5.1 E6010 SC-10 Mild Steel Electrodes SpecificationsDokumen56 halamanAWS A5.1 E6010 SC-10 Mild Steel Electrodes SpecificationsFakhar WindratamaBelum ada peringkat
- ENiFe CI 55 1Dokumen2 halamanENiFe CI 55 1akashmalayiBelum ada peringkat
- Product Data Sheet - OK Tigrod 13.09 PDFDokumen2 halamanProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuBelum ada peringkat
- A4-80 Stainless Steel Grade Specification - Midland Bright SteelsDokumen4 halamanA4-80 Stainless Steel Grade Specification - Midland Bright SteelsramonaghergheBelum ada peringkat
- SAW Content OnlyDokumen19 halamanSAW Content OnlyIslam SahafayatBelum ada peringkat
- TIG Welding Wire for Austenitic Stainless SteelsDokumen1 halamanTIG Welding Wire for Austenitic Stainless SteelscocoBelum ada peringkat
- B - Boehler NiMo 1-IG - de - en - 5Dokumen1 halamanB - Boehler NiMo 1-IG - de - en - 5cristian popescuBelum ada peringkat
- Low Alloy Weld Wire Technical DataDokumen1 halamanLow Alloy Weld Wire Technical DataITALFIL S.p.A.Belum ada peringkat
- Nickel Alloy Based Filler MetalDokumen1 halamanNickel Alloy Based Filler MetaljoehodohBelum ada peringkat
- A 53 - A 53m - 00 QtuzltawDokumen7 halamanA 53 - A 53m - 00 QtuzltawPablo CzBelum ada peringkat
- Sae Ams 4353-2014Dokumen5 halamanSae Ams 4353-2014Hani YilmazBelum ada peringkat
- Filler Metals: High Purity Solutions For Creep Resistant Steels - B2 SC and B3 SC AlloysDokumen8 halamanFiller Metals: High Purity Solutions For Creep Resistant Steels - B2 SC and B3 SC AlloysimreBelum ada peringkat
- Scheda Tecnica: IT-T1S Itb-T1SDokumen1 halamanScheda Tecnica: IT-T1S Itb-T1SITALFIL S.p.A.Belum ada peringkat
- Standar Elektroda PDFDokumen182 halamanStandar Elektroda PDFFakhar WindratamaBelum ada peringkat
- Low Alloy13Dokumen5 halamanLow Alloy13Branko FerenčakBelum ada peringkat
- Esab 6013 PDFDokumen1 halamanEsab 6013 PDFBijaya RaulaBelum ada peringkat
- Welding Electrode PDFDokumen1 halamanWelding Electrode PDFBijaya RaulaBelum ada peringkat
- Weldwire Company, Inc. Technical InformationDokumen1 halamanWeldwire Company, Inc. Technical InformationchepurthiBelum ada peringkat
- COVERED ELECTRODES FOR MILD STEEL WELDINGDokumen1 halamanCOVERED ELECTRODES FOR MILD STEEL WELDINGKannan MurugesanBelum ada peringkat
- Industrial Cable Glands Selection GuideDokumen6 halamanIndustrial Cable Glands Selection GuideProcurement PardisanBelum ada peringkat
- A 490M - 03 - Qtq5me0tukveDokumen8 halamanA 490M - 03 - Qtq5me0tukveAnderson VelandiaBelum ada peringkat
- U.S. Legal Binding Document for ASTM A588 Steel StandardDokumen4 halamanU.S. Legal Binding Document for ASTM A588 Steel StandardNuno Telmo LopesBelum ada peringkat
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDari EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsBelum ada peringkat
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBelum ada peringkat
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesDari EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesPenilaian: 4.5 dari 5 bintang4.5/5 (7)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Dari EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Belum ada peringkat
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBelum ada peringkat
- Materials Data for Cyclic Loading: Low-Alloy SteelsDari EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsPenilaian: 5 dari 5 bintang5/5 (2)
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysDari EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysPenilaian: 1 dari 5 bintang1/5 (1)
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Dari EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Penilaian: 5 dari 5 bintang5/5 (1)
- Guidelines for Managing Hypertension Through Lifestyle ChangesDokumen12 halamanGuidelines for Managing Hypertension Through Lifestyle ChangesTarun KumarBelum ada peringkat
- Hobart Safety Guide - Arc WeldingDokumen16 halamanHobart Safety Guide - Arc WeldinglkarolinoBelum ada peringkat
- Calendar For Year 2007Dokumen1 halamanCalendar For Year 2007Tarun KumarBelum ada peringkat
- Manual PDFDokumen160 halamanManual PDFTarun KumarBelum ada peringkat
- Parallel Ing WeldingDokumen16 halamanParallel Ing WeldingKeivaan BiramBelum ada peringkat
- Personality AnalysisDokumen26 halamanPersonality Analysiskrone100% (15)
- Zavaruvanje BrosuraDokumen28 halamanZavaruvanje BrosuraBlagoja Anna SotirovskiBelum ada peringkat
- Calendar For Year 2007Dokumen1 halamanCalendar For Year 2007Tarun KumarBelum ada peringkat
- Monthly Time Sheet: Month of January 2008Dokumen1 halamanMonthly Time Sheet: Month of January 2008Tarun KumarBelum ada peringkat
- Pipe Schedule ThicknessDokumen20 halamanPipe Schedule ThicknessTarun KumarBelum ada peringkat
- Agrawal Agencies: Wholesellers in Building MaterialDokumen9 halamanAgrawal Agencies: Wholesellers in Building MaterialShrinivas HansanpalliBelum ada peringkat
- 102-00094-I RIO ZUNI Operators Manual PDFDokumen46 halaman102-00094-I RIO ZUNI Operators Manual PDFCarlos MoralesBelum ada peringkat
- 32 Samss 036Dokumen33 halaman32 Samss 036naruto256Belum ada peringkat
- PEH - Piping and PipelinesDokumen3 halamanPEH - Piping and Pipelineskarthikraja21Belum ada peringkat
- Stainless Steel Flanges Price List India Stainless Steel Flanges Price List India, ss304 Flange Price List, ss316 Flange Price ListDokumen18 halamanStainless Steel Flanges Price List India Stainless Steel Flanges Price List India, ss304 Flange Price List, ss316 Flange Price ListAbhishek BaneBelum ada peringkat
- BK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Dokumen45 halamanBK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Kev Tra100% (1)
- I N S T R U C T I O N S For Installing and Servicing Self-Operating P R e S S U R e Regulators UBA and UBAN/UBANSDokumen26 halamanI N S T R U C T I O N S For Installing and Servicing Self-Operating P R e S S U R e Regulators UBA and UBAN/UBANSWade WaderBelum ada peringkat
- Piping Codes and StandardsDokumen9 halamanPiping Codes and StandardsPriyanathan ThayalanBelum ada peringkat
- Dasco HvacDokumen35 halamanDasco HvacrafaelBelum ada peringkat
- Live Mechanical Labour BookDokumen68 halamanLive Mechanical Labour Bookinsult2injuryBelum ada peringkat
- Air Sentry Guardian-BreathersDokumen14 halamanAir Sentry Guardian-BreathersNelson PeraltaBelum ada peringkat
- Catalogo RacoresDokumen36 halamanCatalogo Racoresalix beltranBelum ada peringkat
- PDS Stopaq Wrappingband CZH DS V2 enDokumen2 halamanPDS Stopaq Wrappingband CZH DS V2 enAndyBelum ada peringkat
- Piping Questions and AnswersDokumen14 halamanPiping Questions and Answersjignesh chauhan67% (3)
- SPPWC (Green Book) 2009Dokumen472 halamanSPPWC (Green Book) 2009cipele12100% (2)
- LanZhong Kitchen Fire Nozzle Design & OEMDokumen7 halamanLanZhong Kitchen Fire Nozzle Design & OEMukeychenBelum ada peringkat
- Sample Plumbing BOQ (1st Draft Only)Dokumen15 halamanSample Plumbing BOQ (1st Draft Only)Arvie Jake FernandezBelum ada peringkat
- ANSI B16 5 Pipe Flanges Fittings 1981Dokumen159 halamanANSI B16 5 Pipe Flanges Fittings 1981Adrian Motoc100% (4)
- Spec Piping Material PDFDokumen18 halamanSpec Piping Material PDFMuchamad FaizBelum ada peringkat
- Price ListDokumen10 halamanPrice ListSreelatha GorrumuchuBelum ada peringkat
- Weld Fittings.... : Stainless Steel Fittings Product CatalogDokumen14 halamanWeld Fittings.... : Stainless Steel Fittings Product CatalogEliza Nightry De LargeBelum ada peringkat
- AmeronDokumen355 halamanAmeronJonas TedescoBelum ada peringkat
- 01 Vacuum ComponentsDokumen84 halaman01 Vacuum ComponentsNick LaveryBelum ada peringkat
- Mil STD 438e PDFDokumen68 halamanMil STD 438e PDFHiginio Saura NavasBelum ada peringkat
- Reading Plumbing PlansDokumen12 halamanReading Plumbing Planssolupa2000100% (1)
- Hdpe Guide PDFDokumen81 halamanHdpe Guide PDFbalotBelum ada peringkat
- 12 Boom and Bucket HydraulicsDokumen46 halaman12 Boom and Bucket Hydraulicsmanuel eduardo pomahuali liñan0% (1)
- Programmable Macro Language (Basic) FunDokumen46 halamanProgrammable Macro Language (Basic) FunVinit DhandeBelum ada peringkat
- BSP SMG BookDokumen29 halamanBSP SMG Bookbovine splendor90% (30)
- Technical Specification: GID-PIP-TS-630 - (E)Dokumen41 halamanTechnical Specification: GID-PIP-TS-630 - (E)santiagoBelum ada peringkat