Anda mungkin juga menyukai
- U Value CalculationsDokumen18 halamanU Value Calculationsskywalker_handsomeBelum ada peringkat
- Vickers Hardness and Knoop Hardness of Metallic Materials: Standard Test Methods ForDokumen28 halamanVickers Hardness and Knoop Hardness of Metallic Materials: Standard Test Methods ForHarry FalsafiBelum ada peringkat
- Astm A380-17Dokumen13 halamanAstm A380-17EmekaBelum ada peringkat
- Astm A356 PDFDokumen6 halamanAstm A356 PDFAndresInforBJBelum ada peringkat
- BOQ for Road and Drainage WorksDokumen20 halamanBOQ for Road and Drainage WorksVenkatesha Hebbar50% (2)
- A 487Dokumen6 halamanA 487arockia1977100% (2)
- Higher-Strength Martensitic Stainless Steel Plate, Sheet, and StripDokumen3 halamanHigher-Strength Martensitic Stainless Steel Plate, Sheet, and StripshamrajjBelum ada peringkat
- Bored Pile QC Flow ChartDokumen1 halamanBored Pile QC Flow ChartChung Yiung YungBelum ada peringkat
- B168 11 (2016)Dokumen12 halamanB168 11 (2016)Rony YudaBelum ada peringkat
- Stainless Steel Bars and Shapes: Standard Specification ForDokumen7 halamanStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Ams 4640Dokumen5 halamanAms 4640Himanshu MishraBelum ada peringkat
- A488 13208-2Dokumen18 halamanA488 13208-2DeepakRajurkarBelum ada peringkat
- Mil STD 1312BDokumen44 halamanMil STD 1312BgreatsteelBelum ada peringkat
- Aisi 1008Dokumen2 halamanAisi 1008GANESH GBelum ada peringkat
- Hotel Construction ScheduleDokumen5 halamanHotel Construction ScheduleAlex Abrha0% (2)
- A0487 - A0487m-93r12 Esp de MaterialDokumen6 halamanA0487 - A0487m-93r12 Esp de MaterialIvan AlanizBelum ada peringkat
- Astm A276 A276m 23Dokumen5 halamanAstm A276 A276m 23wenhsiaochuanBelum ada peringkat
- Astm A537-A537m-95-2000Dokumen4 halamanAstm A537-A537m-95-2000NadhiraBelum ada peringkat
- Practical guide to lime mortarsDokumen64 halamanPractical guide to lime mortarsp.pal6197Belum ada peringkat
- Astm A31 (1995)Dokumen4 halamanAstm A31 (1995)gsb2100% (1)
- Astm A747Dokumen4 halamanAstm A747Srinivasan KrishnamoorthyBelum ada peringkat
- Astm A 1040Dokumen13 halamanAstm A 1040MatheusBelum ada peringkat
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDokumen4 halamanSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuBelum ada peringkat
- AMS2745ADokumen6 halamanAMS2745AmarcinBelum ada peringkat
- A426A426MDokumen5 halamanA426A426Msandeep acharBelum ada peringkat
- Astm A240 Uns S32205Dokumen3 halamanAstm A240 Uns S32205Mintone Sajayah BekabekaBelum ada peringkat
- Astm A262-21Dokumen20 halamanAstm A262-21Chetan DBelum ada peringkat
- A 646 PDFDokumen6 halamanA 646 PDFGustavo SuarezBelum ada peringkat
- Mil STD 278fDokumen128 halamanMil STD 278fsherviny100% (1)
- High-Temperature Cobalt Alloy SpecificationDokumen7 halamanHigh-Temperature Cobalt Alloy SpecificationAdrian FinichiuBelum ada peringkat
- Test Report Summary - Coating Thickness 0.00016 InchesDokumen2 halamanTest Report Summary - Coating Thickness 0.00016 InchesSrinivasa RaghavanBelum ada peringkat
- Iso 3651 2 en PDFDokumen6 halamanIso 3651 2 en PDFPrashant PuriBelum ada peringkat
- Ductile Iron Data For Design EngineersDokumen3 halamanDuctile Iron Data For Design EngineersSourav HaitBelum ada peringkat
- AMS2100 2300 Users GuideDokumen258 halamanAMS2100 2300 Users GuideAlex TanBelum ada peringkat
- Astm A106 1999Dokumen13 halamanAstm A106 1999Rolando CastilloBelum ada peringkat
- Jis G3101 1995Dokumen14 halamanJis G3101 1995TUAN NGUYEN VANBelum ada peringkat
- En1564-1 2017Dokumen4 halamanEn1564-1 2017Dan PopaBelum ada peringkat
- MIL-A-22771D - Aluminum Forgings, Heat TreatedDokumen24 halamanMIL-A-22771D - Aluminum Forgings, Heat TreatedklinedavidklineBelum ada peringkat
- Astm A304 - 12.16Dokumen48 halamanAstm A304 - 12.16gkhn100% (1)
- 30 CR Ni Mo 8Dokumen2 halaman30 CR Ni Mo 8Amy GriffinBelum ada peringkat
- Astm A240-16Dokumen14 halamanAstm A240-16VIPAN RAIBelum ada peringkat
- Astm A688Dokumen8 halamanAstm A688Aadarsh Kumar ShitalBelum ada peringkat
- B729Dokumen3 halamanB729LambertWayneBelum ada peringkat
- Astmf899 11Dokumen7 halamanAstmf899 11Robert NatasorpBelum ada peringkat
- ASME SA213M / SA213 T9 Seamless Alloy Steel TubesDokumen7 halamanASME SA213M / SA213 T9 Seamless Alloy Steel TubesJayminBelum ada peringkat
- ASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesDokumen4 halamanASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesAnibal QuezadaBelum ada peringkat
- A498Dokumen13 halamanA498rgi178Belum ada peringkat
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDokumen12 halamanChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General Applicationsist93993Belum ada peringkat
- Asme Section Ii A-2 Sa-675 Sa-675mDokumen6 halamanAsme Section Ii A-2 Sa-675 Sa-675mdavid perezBelum ada peringkat
- Quenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsDokumen5 halamanQuenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsJose PerezBelum ada peringkat
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDokumen8 halamanHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesradziBelum ada peringkat
- Astm A193 PDFDokumen12 halamanAstm A193 PDFjoserodriguezherazoBelum ada peringkat
- Spe 76-222 Dec 2012Dokumen10 halamanSpe 76-222 Dec 2012akashdruva892Belum ada peringkat
- Astm e 1417pdfDokumen12 halamanAstm e 1417pdfShabbir aliBelum ada peringkat
- En 353Dokumen3 halamanEn 353anush_swaminathanBelum ada peringkat
- E125 MP TestingDokumen21 halamanE125 MP TestingDeepakRajurkar0% (1)
- ISO1133 Melt Volume Flow Rate MVRDokumen2 halamanISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- SP1Dokumen25 halamanSP1mugu12Belum ada peringkat
- Din en 1172 e 2010-07Dokumen16 halamanDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDokumen7 halamanSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonBelum ada peringkat
- Inconel 625 Alloy Guide: Composition, Properties & UsesDokumen3 halamanInconel 625 Alloy Guide: Composition, Properties & UsesalokbdasBelum ada peringkat
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDari EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceBelum ada peringkat
- ASTM-A487-A487M-21Dokumen7 halamanASTM-A487-A487M-21Milady OyuelaBelum ada peringkat
- Glasroc X - Technical & Safety Datasheet - 21SEP21Dokumen6 halamanGlasroc X - Technical & Safety Datasheet - 21SEP21Janna BakeerBelum ada peringkat
- Kinrara QasehDokumen7 halamanKinrara QasehyunalescarikkuBelum ada peringkat
- LEDE CodosDokumen2 halamanLEDE CodosFIRE RL SYSTEMSBelum ada peringkat
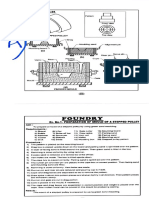
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyDokumen4 halamanFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaBelum ada peringkat
- DOT Testing Protocol and Material Specifications For Basalt Fiber Reinforced Polymer BarsDokumen35 halamanDOT Testing Protocol and Material Specifications For Basalt Fiber Reinforced Polymer BarsОлег ШибекоBelum ada peringkat
- Grout - Estogrout MP60 - Data Sheet - 08-07-04Dokumen2 halamanGrout - Estogrout MP60 - Data Sheet - 08-07-04burhanuddin syedBelum ada peringkat
- Steel-1 7131Dokumen1 halamanSteel-1 7131H. BeatsBelum ada peringkat
- Rate Analysis SI-PR - DNIT FinalDokumen87 halamanRate Analysis SI-PR - DNIT FinalShashikant VermaBelum ada peringkat
- Types of Joints in Rigid PavementDokumen14 halamanTypes of Joints in Rigid PavementNIDHI JARIWALABelum ada peringkat
- Coffor Construction SystemDokumen14 halamanCoffor Construction System이영준Belum ada peringkat
- Nitriding of Aluminum Extrusion Die: Effect of Die GeometryDokumen13 halamanNitriding of Aluminum Extrusion Die: Effect of Die GeometryRaj Kumar GiriBelum ada peringkat
- To Study The Mechanical Properties of Mild Steel After Heat Treatment ProcessesDokumen58 halamanTo Study The Mechanical Properties of Mild Steel After Heat Treatment ProcessesRISHAVBelum ada peringkat
- Flanges Dimensions Ansi B 16.5 Class 300Dokumen2 halamanFlanges Dimensions Ansi B 16.5 Class 300Andrés VillacrésBelum ada peringkat
- Versa-Matic Pump Company: Pump Model Model E4 Elima-Matic Bolted SeriesDokumen2 halamanVersa-Matic Pump Company: Pump Model Model E4 Elima-Matic Bolted SeriesdeepaBelum ada peringkat
- Common Pipe Terminology and AcronymsDokumen7 halamanCommon Pipe Terminology and AcronymsDGWBelum ada peringkat
- Methods, Processes, and Equipment For Glass ManufacturingDokumen25 halamanMethods, Processes, and Equipment For Glass ManufacturingKristine Joy Mataro100% (1)
- Blueprint 8Dokumen1 halamanBlueprint 8Lion YangBelum ada peringkat
- Firemaster Industry BrochureDokumen24 halamanFiremaster Industry BrochureAlina NastasaBelum ada peringkat
- Cembrit Berona Roofing Slates Dimensions & PropertiesDokumen2 halamanCembrit Berona Roofing Slates Dimensions & PropertiesJBelum ada peringkat
- Structural Steel Load and Resistance Factor Design Short VersionDokumen8 halamanStructural Steel Load and Resistance Factor Design Short Versionjack.simpson.changBelum ada peringkat
- ZYAROCK Artec Pot Leaflet (En)Dokumen2 halamanZYAROCK Artec Pot Leaflet (En)waysmithBelum ada peringkat
- BentoniteDokumen4 halamanBentoniteSihanu SubasinghaBelum ada peringkat
- Estimation and PlanningDokumen151 halamanEstimation and Planningfirojji panchtilakBelum ada peringkat
- Name of Project: Expansion of Balasig Barangay Health Station W/ Birthing Location: Cabagan IsabelaDokumen30 halamanName of Project: Expansion of Balasig Barangay Health Station W/ Birthing Location: Cabagan IsabelaGel MagaddonBelum ada peringkat
- Chiranj Shah Only Material - Rev1Dokumen39 halamanChiranj Shah Only Material - Rev1RIMAL SHALWALABelum ada peringkat