Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Ranpelen PP Random Copolymer: DescriptionDokumen2 halamanRanpelen PP Random Copolymer: DescriptionVu Thanh ThuongBelum ada peringkat
- Ashrae Revision 2005 To 2008Dokumen7 halamanAshrae Revision 2005 To 2008Wilfredo Nool MadronioBelum ada peringkat
- 310 Spec SheetDokumen2 halaman310 Spec Sheetsandry CANELONESBelum ada peringkat
- Vicker HardnessDokumen3 halamanVicker HardnessEhsanulhaq786100% (1)
- PHY1124 Practice Final 2015Dokumen5 halamanPHY1124 Practice Final 2015Mat MorashBelum ada peringkat
- Heat Treatment Methods for Improving Mechanical PropertiesDokumen2 halamanHeat Treatment Methods for Improving Mechanical PropertiesDeshraj SehraBelum ada peringkat
- BRI-STEEL MANUFACTURING PIPE SCHEDULESDokumen2 halamanBRI-STEEL MANUFACTURING PIPE SCHEDULESN RBelum ada peringkat
- Vibration and Shock Isolation-Advanced Antivibration ComponentsDokumen55 halamanVibration and Shock Isolation-Advanced Antivibration Componentshiginio.moro6182Belum ada peringkat
- Carbon Fibre ReportDokumen14 halamanCarbon Fibre ReportyoyotoyoBelum ada peringkat
- C.F.C ProductsDokumen46 halamanC.F.C ProductsLoc van NguyenBelum ada peringkat
- 17.11.2016 - Päikesekiirgusega Seotud Aspektide Analüüsivõimalustest Hoonete KavandamiselDokumen137 halaman17.11.2016 - Päikesekiirgusega Seotud Aspektide Analüüsivõimalustest Hoonete KavandamiselJaanus HallikBelum ada peringkat
- Huang Et AlDokumen9 halamanHuang Et AlSai Theja KandakurthiBelum ada peringkat
- Unit 5 FUNDAMENTALS OF ARC INTERRUPTIONS (Switchgear and Protection)Dokumen21 halamanUnit 5 FUNDAMENTALS OF ARC INTERRUPTIONS (Switchgear and Protection)sujithBelum ada peringkat
- Exp 1 CMT450Dokumen9 halamanExp 1 CMT450NURANISAH NADIAH MOHD NIZAMBelum ada peringkat
- How fiber addition affects properties of low cement castablesDokumen4 halamanHow fiber addition affects properties of low cement castablesAndrian Hadiana100% (1)
- BASF Ultraform N2200 G53Dokumen2 halamanBASF Ultraform N2200 G53paradoxid78Belum ada peringkat
- Martin&Randolph IACMAG 01Dokumen13 halamanMartin&Randolph IACMAG 01julianaruiz06Belum ada peringkat
- RCC DesignDokumen71 halamanRCC Designsirfmein100% (1)
- Interview Questions (TD)Dokumen9 halamanInterview Questions (TD)anil gautamBelum ada peringkat
- 5th IJSO-Test Solution PDFDokumen7 halaman5th IJSO-Test Solution PDFВук РадовићBelum ada peringkat
- Physica"l Prop.e.rtigs: of ItDokumen11 halamanPhysica"l Prop.e.rtigs: of ItAhmedMahirBelum ada peringkat
- Gen. Physics 2 USLeM Week 1 Version 4Dokumen10 halamanGen. Physics 2 USLeM Week 1 Version 4xibol14985Belum ada peringkat
- Deep Beam-1Dokumen14 halamanDeep Beam-1mohammed04149778Belum ada peringkat
- Spisok e Books 04 09 2014-2Dokumen162 halamanSpisok e Books 04 09 2014-2TimBelum ada peringkat
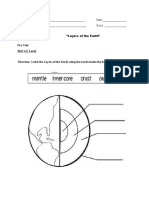
- Worksheets LS2 Layers of The EarthDokumen7 halamanWorksheets LS2 Layers of The EarthAngeline Panaligan Ansela100% (1)
- PCS120 Midterm Additional Review QuestionsDokumen12 halamanPCS120 Midterm Additional Review QuestionsBetty WangBelum ada peringkat
- Electromagnetic Wave Propagation in Sea WaterDokumen12 halamanElectromagnetic Wave Propagation in Sea WaterKaren Gordillo RamosBelum ada peringkat
- Computer Applications in Hydraulic Engineering EbookDokumen310 halamanComputer Applications in Hydraulic Engineering EbookJavier F. Via GiglioBelum ada peringkat
- and its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireDokumen3 halamanand its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireMuhamad Zahwan AnwarBelum ada peringkat