Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Special Provision To Specal Specification Marine StructuresDokumen47 halamanSpecial Provision To Specal Specification Marine StructuresRodolfoMarínBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- 602 Ssab Toolox Machining Rec 6 PDFDokumen20 halaman602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- International Standard: Metallic Materials - Brinell Hardness TestDokumen8 halamanInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Materials 12 01325 PDFDokumen21 halamanMaterials 12 01325 PDFRodolfoMarínBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Ultralok Construction Tooth System: vs. Cat K Series™ SystemDokumen1 halamanUltralok Construction Tooth System: vs. Cat K Series™ SystemRodolfoMarínBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Echnical Pecification: Ersion AnuaryDokumen42 halamanEchnical Pecification: Ersion AnuaryRodolfoMarínBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- IALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2Dokumen10 halamanIALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2RodolfoMarínBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Welcomes: Protecting The World From WearDokumen30 halamanWelcomes: Protecting The World From WearRodolfoMarínBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Pala CAT 6050 Bucket PDFDokumen12 halamanPala CAT 6050 Bucket PDFRodolfoMarínBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Iala Guideline: 1015 Painting Aids To Navigation BuoysDokumen9 halamanIala Guideline: 1015 Painting Aids To Navigation BuoysRodolfoMarín100% (1)
- 966 & 966GDokumen1 halaman966 & 966GRodolfoMarínBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- IALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2Dokumen11 halamanIALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2RodolfoMarínBelum ada peringkat
- 1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015Dokumen114 halaman1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015RodolfoMarínBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Scrap MGT - Optimization SolutionsDokumen25 halamanScrap MGT - Optimization SolutionsRodolfoMarínBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Tecnicas de SoldaduraDokumen96 halamanTecnicas de SoldaduraRodolfoMarínBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Vertical Shroud For Cat 966 - 980 LoadersDokumen1 halamanVertical Shroud For Cat 966 - 980 LoadersRodolfoMarínBelum ada peringkat
- Mining Tooth SystemDokumen5 halamanMining Tooth SystemRodolfoMarínBelum ada peringkat
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDokumen1 halamanVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Owner'S Manual Manual Del Usuario: DelanceyDokumen32 halamanOwner'S Manual Manual Del Usuario: DelanceyRodolfoMarínBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Sidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncDokumen1 halamanSidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncRodolfoMarínBelum ada peringkat
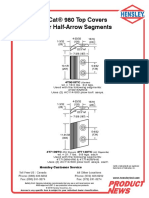
- Cat® 980 Top Covers For Half-Arrow SegmentsDokumen1 halamanCat® 980 Top Covers For Half-Arrow SegmentsRodolfoMarínBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- P6003CON01LDokumen28 halamanP6003CON01LRodolfoMarínBelum ada peringkat
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDokumen71 halamanQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 330 SeriesDokumen4 halaman330 SeriesRodolfoMarínBelum ada peringkat
- Hensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersDokumen4 halamanHensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersRodolfoMarínBelum ada peringkat
- 290 SeriesDokumen4 halaman290 SeriesRodolfoMarínBelum ada peringkat
- ASTM A514 GR H Data Sheet 2012 04 02 PDFDokumen2 halamanASTM A514 GR H Data Sheet 2012 04 02 PDFRodolfoMarínBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Hensley AdaptersDokumen8 halamanHensley AdaptersRodolfoMarínBelum ada peringkat
- MSDS083 Rev2 - Photochromic Powder - ESTEE LAUDERDokumen4 halamanMSDS083 Rev2 - Photochromic Powder - ESTEE LAUDERSanketh GuptaBelum ada peringkat
- Chapt 11Dokumen30 halamanChapt 11Ben NweeangBelum ada peringkat
- MANDA-TOWNHOUSE - Technical SpecificationsDokumen10 halamanMANDA-TOWNHOUSE - Technical SpecificationsMark Nathan Sta. MonicaBelum ada peringkat
- Current Contractor List Contractor Type PhoneDokumen18 halamanCurrent Contractor List Contractor Type PhoneJawhar FarhatBelum ada peringkat
- Advances in Materials Technology For Fossil Power PlantsDokumen1.121 halamanAdvances in Materials Technology For Fossil Power Plantsadadamovicines100% (5)
- Reinforcement Worksheet of Chemical BondingDokumen7 halamanReinforcement Worksheet of Chemical BondingAreeba IftikharBelum ada peringkat
- Carbon Capture Physical Solvent Scrubbing Simulation Selexol ProcessDokumen28 halamanCarbon Capture Physical Solvent Scrubbing Simulation Selexol ProcesssoemoeBelum ada peringkat
- Graphical Methods For Phase Equilibrium: Class 21Dokumen3 halamanGraphical Methods For Phase Equilibrium: Class 21Aruna KumarasiriBelum ada peringkat
- BERKLEY - Catalogo Caà As 2011Dokumen8 halamanBERKLEY - Catalogo Caà As 2011dondepescasBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Bond Strength of Coconut Shell Aggregate Concrete by Pull-Out TestDokumen14 halamanBond Strength of Coconut Shell Aggregate Concrete by Pull-Out TestlintianananBelum ada peringkat
- Investigation of Al Welding Through MIG Welding ProcessDokumen92 halamanInvestigation of Al Welding Through MIG Welding ProcessMert KarakaplanBelum ada peringkat
- Laboratory Determination of The Fiber Content of Peat Samples by Dry MassDokumen2 halamanLaboratory Determination of The Fiber Content of Peat Samples by Dry MasssamerBelum ada peringkat
- 2013 Alkane Tutorial (Solutions)Dokumen7 halaman2013 Alkane Tutorial (Solutions)Pinzhen ChenBelum ada peringkat
- Design For RC Flat SlabsDokumen70 halamanDesign For RC Flat SlabsAil AafaaqBelum ada peringkat
- The Passivated Emitter and Rear Cell (PERC) PDFDokumen8 halamanThe Passivated Emitter and Rear Cell (PERC) PDFShadab AhmedBelum ada peringkat
- Intro To Methyl Chloride Plant 1Dokumen57 halamanIntro To Methyl Chloride Plant 1Kimberly ConleyBelum ada peringkat
- Mineral Processing Lab ManualDokumen11 halamanMineral Processing Lab ManualChimwemwe KaongaBelum ada peringkat
- Note On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutDokumen28 halamanNote On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutBVoc AutomobileBelum ada peringkat
- Journey of DiamondDokumen7 halamanJourney of DiamondPratyusha AgarwalBelum ada peringkat
- List of Contractors and Status of Work of Sports Villa 25 To 48A & B Civil Work Plumbing Work Finishing WorkDokumen4 halamanList of Contractors and Status of Work of Sports Villa 25 To 48A & B Civil Work Plumbing Work Finishing WorkManasBelum ada peringkat
- Buckling of Spherical Shells Subjected To External PressureDokumen7 halamanBuckling of Spherical Shells Subjected To External PressureSUBHASH100% (1)
- Anna Sheryl F. Dimacali-Le-Science-5-Q1-Wk-3-5Dokumen6 halamanAnna Sheryl F. Dimacali-Le-Science-5-Q1-Wk-3-5Anna Sheryl DimacaliBelum ada peringkat
- Aquafilter CatalogDokumen24 halamanAquafilter CatalogLordWaderBelum ada peringkat
- DSM-0329.1 WokaDur NiE ElectrodeDokumen4 halamanDSM-0329.1 WokaDur NiE ElectrodeAlireza KhodabandehBelum ada peringkat
- 10em Chem 1 Foundation Chap-1Dokumen46 halaman10em Chem 1 Foundation Chap-1Legendary MathematicianBelum ada peringkat
- Weld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsDokumen59 halamanWeld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsThe Engineers EDGE, CoimbatoreBelum ada peringkat
- Paints and Varnishes - General Tests Methods - Vol 1.1 - IndexDokumen5 halamanPaints and Varnishes - General Tests Methods - Vol 1.1 - IndexGilberto ManhattanBelum ada peringkat
- Electrocatalysis INREP Summer SchoolDokumen34 halamanElectrocatalysis INREP Summer SchoolEttystella Gonzalez PerezBelum ada peringkat
- Box 1.5m 1.5mDokumen22 halamanBox 1.5m 1.5mveevimalBelum ada peringkat
- Fino ClassicDokumen2 halamanFino ClassicRicette FaciliBelum ada peringkat
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDari EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesPenilaian: 4.5 dari 5 bintang4.5/5 (21)
- The Cyanide Canary: A True Story of InjusticeDari EverandThe Cyanide Canary: A True Story of InjusticePenilaian: 4 dari 5 bintang4/5 (52)
- Shorting the Grid: The Hidden Fragility of Our Electric GridDari EverandShorting the Grid: The Hidden Fragility of Our Electric GridPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDari EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterBelum ada peringkat
- Electric Motor Control: DC, AC, and BLDC MotorsDari EverandElectric Motor Control: DC, AC, and BLDC MotorsPenilaian: 4.5 dari 5 bintang4.5/5 (19)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDari EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialBelum ada peringkat