Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Selecting PROGNOST Condition Monitoring For 13 Different Machines and Having A ROI After 1 and A Half YearDokumen2 halamanSelecting PROGNOST Condition Monitoring For 13 Different Machines and Having A ROI After 1 and A Half Yearakamalapuri388Belum ada peringkat
- ALPHABOX - The Revolutionary Engine Diagnostic SystemDokumen4 halamanALPHABOX - The Revolutionary Engine Diagnostic Systemakamalapuri388Belum ada peringkat
- Explosion Proof Pressure WashersDokumen8 halamanExplosion Proof Pressure Washersakamalapuri388Belum ada peringkat
- Confirmation of Diagnosis: Excess of Clearance Between Piston and LinerDokumen2 halamanConfirmation of Diagnosis: Excess of Clearance Between Piston and Linerakamalapuri388Belum ada peringkat
- Power WashersDokumen5 halamanPower Washersakamalapuri388Belum ada peringkat
- Turbo Chargers in EnginesDokumen16 halamanTurbo Chargers in Enginesakamalapuri388Belum ada peringkat
- A New Equation of State For Z Factor CalculationsDokumen11 halamanA New Equation of State For Z Factor Calculationsakamalapuri388Belum ada peringkat
- TDIOilGasCatalog PDFDokumen31 halamanTDIOilGasCatalog PDFakamalapuri388Belum ada peringkat
- Vibration Analysis in Reciprocating CompressorsDokumen11 halamanVibration Analysis in Reciprocating Compressorsakamalapuri388Belum ada peringkat
- The Art of InstrumentationDokumen64 halamanThe Art of Instrumentationakamalapuri388Belum ada peringkat
- PGR Gas Coalescing CartridgeDokumen2 halamanPGR Gas Coalescing Cartridgeakamalapuri388Belum ada peringkat
- Integrated Machine Monitoring System': Concepts and ApplicationsDokumen26 halamanIntegrated Machine Monitoring System': Concepts and Applicationsakamalapuri388Belum ada peringkat
- Dial IndicatorDokumen20 halamanDial Indicatorakamalapuri388Belum ada peringkat
- T2pg94 102 PDFDokumen9 halamanT2pg94 102 PDFakamalapuri388Belum ada peringkat
- Corporate Presentation - 18mar PDFDokumen80 halamanCorporate Presentation - 18mar PDFakamalapuri388Belum ada peringkat
- NFG Gas CartridgesDokumen2 halamanNFG Gas Cartridgesakamalapuri388Belum ada peringkat
- Resources Specs-At-A-Glance by CT2 Staff - June 12, 2018Dokumen2 halamanResources Specs-At-A-Glance by CT2 Staff - June 12, 2018akamalapuri388Belum ada peringkat
- Gas Machinery Conference 2011 October 3-6, 2011, Nashville, TNDokumen15 halamanGas Machinery Conference 2011 October 3-6, 2011, Nashville, TNakamalapuri388Belum ada peringkat
- Mahle FiltrationDokumen9 halamanMahle Filtrationakamalapuri388Belum ada peringkat
- LRT JakproDokumen21 halamanLRT JakproAzzah Auliya Ardindasari100% (1)
- Acids and Bases Part 3 (Weak Acids) EdexcelDokumen2 halamanAcids and Bases Part 3 (Weak Acids) EdexcelKevin The Chemistry TutorBelum ada peringkat
- By George G. Meyerhof, F. Asce: J. Geotech. Engrg., 1983, 109 (6) : 797-806Dokumen10 halamanBy George G. Meyerhof, F. Asce: J. Geotech. Engrg., 1983, 109 (6) : 797-806PoYing HuangBelum ada peringkat
- Recent Developments in Crosslinking Technology For Coating ResinsDokumen14 halamanRecent Developments in Crosslinking Technology For Coating ResinsblpjBelum ada peringkat
- Student Manual of Damped & Un DampedDokumen3 halamanStudent Manual of Damped & Un DampedaqibBelum ada peringkat
- Excel 2016: Large Data 1 : Sorting and FilteringDokumen19 halamanExcel 2016: Large Data 1 : Sorting and FilteringSapna JoshiBelum ada peringkat
- App 3.3 Scaffolding Measurement 20200512 FINALDokumen15 halamanApp 3.3 Scaffolding Measurement 20200512 FINALharshkumar patelBelum ada peringkat
- Host Interface Manual - U411 PDFDokumen52 halamanHost Interface Manual - U411 PDFValentin Ghencea50% (2)
- Technical Data For Elevator Buckets - Bucket ElevatorDokumen1 halamanTechnical Data For Elevator Buckets - Bucket ElevatorFitra VertikalBelum ada peringkat
- CTLG MINI08engDokumen48 halamanCTLG MINI08enggadacz111Belum ada peringkat
- PeopleSoft Doc UpdateDokumen20 halamanPeopleSoft Doc UpdateupenderBelum ada peringkat
- 360-Pungue Iwrm Strategy PresentationDokumen30 halaman360-Pungue Iwrm Strategy PresentationEdyz Piedadis PereiraBelum ada peringkat
- ManpasandDokumen16 halamanManpasandJacob MathewBelum ada peringkat
- 2ND 3RD Typical Floor Plan PDFDokumen1 halaman2ND 3RD Typical Floor Plan PDFSamuel ZaraBelum ada peringkat
- Tda - 2002 PDFDokumen19 halamanTda - 2002 PDFJose M PeresBelum ada peringkat
- Elvax 460Dokumen3 halamanElvax 460ingindjorimaBelum ada peringkat
- ARRI SkyPanel - DMX Protocol Specification V4.4Dokumen88 halamanARRI SkyPanel - DMX Protocol Specification V4.4Quan LyBelum ada peringkat
- BEC198 (Finals)Dokumen180 halamanBEC198 (Finals)Lorenz BerroyaBelum ada peringkat
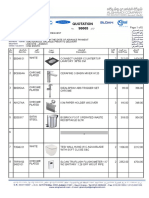
- Quotation 98665Dokumen5 halamanQuotation 98665Reda IsmailBelum ada peringkat
- Computer SoftwareDokumen3 halamanComputer SoftwareCyrine CalagosBelum ada peringkat
- Lifting Plan For CranesDokumen9 halamanLifting Plan For CranesBibin JohnBelum ada peringkat
- Quarter-Wave Impedance TransformerDokumen4 halamanQuarter-Wave Impedance TransformerEric SkinnerBelum ada peringkat
- Draft ITP Pipeline Recertification Pearl OILDokumen3 halamanDraft ITP Pipeline Recertification Pearl OILIrsyad RosyidiBelum ada peringkat
- VX HX - 7 22 08Dokumen12 halamanVX HX - 7 22 08aaafafaBelum ada peringkat
- Parth Valves and Hoses LLP.: Test & Guarantee CertificateDokumen1 halamanParth Valves and Hoses LLP.: Test & Guarantee CertificateSURYAKANTBelum ada peringkat
- EM000039Rev1 PDFDokumen1 halamanEM000039Rev1 PDFGustavo RiveraBelum ada peringkat
- Experiment SCDokumen5 halamanExperiment SCnitinmgBelum ada peringkat
- McLaren Artura Order BKZQG37 Summary 2023-12-10Dokumen6 halamanMcLaren Artura Order BKZQG37 Summary 2023-12-10Salvador BaulenasBelum ada peringkat
- Reverse Logistics: Overview and Challenges For Supply Chain ManagementDokumen7 halamanReverse Logistics: Overview and Challenges For Supply Chain ManagementSri WulandariBelum ada peringkat
- Form WorkDokumen12 halamanForm Workdharul khairBelum ada peringkat