Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Skid Steer Safety and Maintenance ChecklistDokumen2 halamanSkid Steer Safety and Maintenance Checklistvishal100% (1)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- 1996 Club Car DS Golf Cart Owner's ManualDokumen48 halaman1996 Club Car DS Golf Cart Owner's Manualdriver33b60% (5)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- HMV 105-02 H2 42559 e 11.10 CDokumen9 halamanHMV 105-02 H2 42559 e 11.10 Cxxsh100% (2)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Em - 1110 2 2104Dokumen75 halamanEm - 1110 2 2104Mohd BilalBelum ada peringkat
- D348 INDUSTRIAL & MARINE ENGINES CaterpillarDokumen32 halamanD348 INDUSTRIAL & MARINE ENGINES Caterpillarjosef67% (3)
- Redress KitDokumen1 halamanRedress Kitsong LiBelum ada peringkat
- Centrifugal PumpDokumen2 halamanCentrifugal Pumpsong LiBelum ada peringkat
- Compact BurnerDokumen2 halamanCompact Burnersong LiBelum ada peringkat
- 82SXN 'SXN' Running Tool Operation Manual: Design OverviewDokumen7 halaman82SXN 'SXN' Running Tool Operation Manual: Design Overviewsong LiBelum ada peringkat
- 82SXO "Ticr" / "Ticx" Running Tool Operation Manual: Design OverviewDokumen6 halaman82SXO "Ticr" / "Ticx" Running Tool Operation Manual: Design Overviewsong LiBelum ada peringkat
- Selective Shifting Tool Operation Manual: DescriptionDokumen3 halamanSelective Shifting Tool Operation Manual: Descriptionsong LiBelum ada peringkat
- 82CT Communication Tool For 3 1/2-In. Rod-Piston TRSV Operation ManualDokumen10 halaman82CT Communication Tool For 3 1/2-In. Rod-Piston TRSV Operation Manualsong Li100% (1)
- International Symposium On Safety Instrumentation in Oil & Gas IndustryDokumen4 halamanInternational Symposium On Safety Instrumentation in Oil & Gas Industrysong LiBelum ada peringkat
- 82SSJ SSJ Pulling/Running Tool Operation Manual: Design OverviewDokumen3 halaman82SSJ SSJ Pulling/Running Tool Operation Manual: Design Overviewsong LiBelum ada peringkat
- Chairman's Address 7AGMDokumen5 halamanChairman's Address 7AGMsong LiBelum ada peringkat
- Biodiesel: Feedstock & Technology Options: Dr. R. K. MalhotraDokumen37 halamanBiodiesel: Feedstock & Technology Options: Dr. R. K. Malhotrasong LiBelum ada peringkat
- Owen Oil Tools: Min. Restriction 1-25/32" 2-3/16" 2-19/32" Pressure Rating Temperature See Table 375° FDokumen2 halamanOwen Oil Tools: Min. Restriction 1-25/32" 2-3/16" 2-19/32" Pressure Rating Temperature See Table 375° Fsong LiBelum ada peringkat
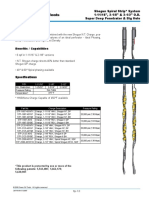
- Owen Oil Tools Scalloped Gun System, 1-11/16" O.D. 6 SPF, 60° Spiral BH, DP & SDP - NT3Dokumen2 halamanOwen Oil Tools Scalloped Gun System, 1-11/16" O.D. 6 SPF, 60° Spiral BH, DP & SDP - NT3song LiBelum ada peringkat
- Ethanol: Economics, Pricing & Incentives: International Symposium On Bio-Fuels 25 / 26 Sep 2007Dokumen19 halamanEthanol: Economics, Pricing & Incentives: International Symposium On Bio-Fuels 25 / 26 Sep 2007song LiBelum ada peringkat
- Flow Head Master ValveDokumen1 halamanFlow Head Master Valvesong LiBelum ada peringkat
- Reservoir Geochemistry - Reservoir Engineering Perspective, ENGLAND W.ADokumen11 halamanReservoir Geochemistry - Reservoir Engineering Perspective, ENGLAND W.Asong LiBelum ada peringkat
- Challenges and Technologies in Reservoir ModelingDokumen23 halamanChallenges and Technologies in Reservoir Modelingsong LiBelum ada peringkat
- Present Status of Feedstock Management & Technology Developments in Ethanol SectorDokumen22 halamanPresent Status of Feedstock Management & Technology Developments in Ethanol Sectorsong LiBelum ada peringkat
- Choke Manifold Adjustable ChokeDokumen1 halamanChoke Manifold Adjustable Chokesong LiBelum ada peringkat
- Tight Gas Sands 2008Dokumen1 halamanTight Gas Sands 2008song LiBelum ada peringkat
- Pressure Drop CalculatorDokumen5 halamanPressure Drop Calculatorsong LiBelum ada peringkat
- Flow Head CrossoverDokumen1 halamanFlow Head Crossoversong LiBelum ada peringkat
- RH1 PackerDokumen1 halamanRH1 Packersong LiBelum ada peringkat
- Pressure Drop1Dokumen15 halamanPressure Drop1song LiBelum ada peringkat
- Introduction To Measurement While Drilling (MWD) : Study QuestionsDokumen55 halamanIntroduction To Measurement While Drilling (MWD) : Study Questionssong LiBelum ada peringkat
- Repair Manual ZF 63 Iv - ZF 80 Iv - ZF 80-1 Iv - ZF 85 IV Code 310.01.0009hDokumen110 halamanRepair Manual ZF 63 Iv - ZF 80 Iv - ZF 80-1 Iv - ZF 85 IV Code 310.01.0009hEdwin Enrique OsorioBelum ada peringkat
- 2013 Wright Specifications CatalogDokumen189 halaman2013 Wright Specifications CatalogcenicercBelum ada peringkat
- P PH Hy Ys Siic Ca All P Prro Op Pe Errttiie Es S: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MDokumen4 halamanP PH Hy Ys Siic Ca All P Prro Op Pe Errttiie Es S: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MIon PopescuBelum ada peringkat
- Computational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubeDokumen15 halamanComputational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubebhuniakanishkaBelum ada peringkat
- Aggregate Crushing Value Test For AggregateDokumen2 halamanAggregate Crushing Value Test For AggregateQuality JamBelum ada peringkat
- International - VT365 (2002-06)Dokumen6 halamanInternational - VT365 (2002-06)Gerard RamBelum ada peringkat
- Theory of Plates Mechanic of MaterialDokumen25 halamanTheory of Plates Mechanic of MaterialisafeeneyBelum ada peringkat
- 2gr-Fse Cooling - Cooling System - On-Vehicle Inspection PDFDokumen1 halaman2gr-Fse Cooling - Cooling System - On-Vehicle Inspection PDFJohn LockeBelum ada peringkat
- CadDokumen15 halamanCadBikila JemalBelum ada peringkat
- Spare Parts For Powerplant-And Marine Diesel EnginesDokumen3 halamanSpare Parts For Powerplant-And Marine Diesel EnginesJavedBelum ada peringkat
- CE 249 MidtemDokumen6 halamanCE 249 MidtemJepoy EliseoBelum ada peringkat
- Levers in Musculoskeletal SystemDokumen22 halamanLevers in Musculoskeletal SystemGlenn JohnstonBelum ada peringkat
- Compressed Air System Gyanendra Sharma Npti DelhiDokumen12 halamanCompressed Air System Gyanendra Sharma Npti DelhiNPTIBelum ada peringkat
- Overall DimensionDokumen1 halamanOverall DimensionjanetBelum ada peringkat
- ZL-7901A en V2.6b PDFDokumen8 halamanZL-7901A en V2.6b PDFElio Jose Burgos Brieva100% (1)
- Superhero ExampleDokumen8 halamanSuperhero Exampleapi-343241309Belum ada peringkat
- MR810 Torsional Rigidity and Beaming Stiffness Test Procedure 8.14Dokumen4 halamanMR810 Torsional Rigidity and Beaming Stiffness Test Procedure 8.14Maduka SmartBelum ada peringkat
- Sistema Separado BSSCE96 CB Manual SC BGH Serie BDokumen104 halamanSistema Separado BSSCE96 CB Manual SC BGH Serie BAriel EbbekeBelum ada peringkat
- 0K4291-E SG 100 9.0L INDUSTRIAL H-100 9 Sep 2017 PDFDokumen6 halaman0K4291-E SG 100 9.0L INDUSTRIAL H-100 9 Sep 2017 PDFGustavoCalderonBelum ada peringkat
- Flue Gas Analyzer O&M Manual ROENDokumen2.353 halamanFlue Gas Analyzer O&M Manual ROENAnonymous bSpP1m8j0nBelum ada peringkat
- 204 Spring 2011 PDFDokumen283 halaman204 Spring 2011 PDFcombatps1Belum ada peringkat
- LR1300 PDFDokumen20 halamanLR1300 PDFKazim NawazBelum ada peringkat
- AFRC - Improving Performance of Coker HeatersDokumen29 halamanAFRC - Improving Performance of Coker Heatersashutosh_garg_10Belum ada peringkat
- Ductulator: S.P. Loss (Per 100 FT.) (In. of W.C.) Width (In.) X Duct Velocity Height (In.) (FPM)Dokumen8 halamanDuctulator: S.P. Loss (Per 100 FT.) (In. of W.C.) Width (In.) X Duct Velocity Height (In.) (FPM)joabjim8392Belum ada peringkat