Anda mungkin juga menyukai
- Tarea 1 Grupo 243008 9Dokumen30 halamanTarea 1 Grupo 243008 9SM GESTION Y CONSULTORIA SASBelum ada peringkat
- Control Analogo - Evaluacion FinalDokumen8 halamanControl Analogo - Evaluacion FinalFERNANDO PEREZ0% (1)
- Etapa 2 TelecontrolDokumen14 halamanEtapa 2 TelecontrolYuber ZapataBelum ada peringkat
- Fase 5 - Componente - 203049 - 4Dokumen22 halamanFase 5 - Componente - 203049 - 4javier100% (2)
- Tarea 3 - Dibujar Piezas Con Software EspecializadoDokumen8 halamanTarea 3 - Dibujar Piezas Con Software EspecializadoCristianCamilo100% (1)
- FASE 2aporte2Dokumen29 halamanFASE 2aporte2german.toro3885Belum ada peringkat
- Tarea 2 - ConmutacionDokumen14 halamanTarea 2 - ConmutacionJames Mora MosqueraBelum ada peringkat
- Grupo 31-Fase 2Dokumen13 halamanGrupo 31-Fase 2Jaime AlmanzaBelum ada peringkat
- Analizar Los Requerimientos para El Diseño Del ProyectoDokumen11 halamanAnalizar Los Requerimientos para El Diseño Del Proyectoalexis pedrozaBelum ada peringkat
- Grupo 12 Fase 1 203039Dokumen26 halamanGrupo 12 Fase 1 203039MANUEL RINCON GONZALEZ100% (1)
- Etapa 1 Yenny SantamariaDokumen8 halamanEtapa 1 Yenny SantamariaSM GESTION Y CONSULTORIA SASBelum ada peringkat
- Actividad 0Dokumen9 halamanActividad 0Diego MontoyaBelum ada peringkat
- Aporte Individual 1Dokumen8 halamanAporte Individual 1JefferssonFlorezMenesesBelum ada peringkat
- Wilson Ijaji Grupo3 Tarea4Dokumen11 halamanWilson Ijaji Grupo3 Tarea4wilson ijajiBelum ada peringkat
- Fase1 LeonOtero PDFDokumen5 halamanFase1 LeonOtero PDFDuvan VasquezBelum ada peringkat
- 1 Aporte Telemetria UnadDokumen2 halaman1 Aporte Telemetria UnadERME666100% (1)
- FASE3 - Tecnologia - Involucradapara Solcuion de TelemetriaDokumen11 halamanFASE3 - Tecnologia - Involucradapara Solcuion de TelemetriaKaterin HoyosBelum ada peringkat
- Tarea 1 203038 1Dokumen28 halamanTarea 1 203038 1aps sopo100% (1)
- Modulaciones Multiportadora 2020 PDFDokumen26 halamanModulaciones Multiportadora 2020 PDFDavid Alexander Molina MezaBelum ada peringkat
- TAREA 3 - CNC - Grupo - 243008 - 13Dokumen5 halamanTAREA 3 - CNC - Grupo - 243008 - 13alberto100% (1)
- Fase 6 - Presentar Los Resultados y Comprobar La Solución GeneradaDokumen11 halamanFase 6 - Presentar Los Resultados y Comprobar La Solución GeneradaJuan David Quilindo100% (2)
- Tarea 3 - 203038 - 21 - CompiladoDokumen20 halamanTarea 3 - 203038 - 21 - CompiladoYuber Parraci0% (1)
- Telemetria Fase 3 Componente PracticoDokumen15 halamanTelemetria Fase 3 Componente Practicoleosignare100% (1)
- Etapa4 IndividualDokumen13 halamanEtapa4 IndividualWilmar Jacobo Jordan RiosBelum ada peringkat
- Tarea4 JavierrodriguezDokumen11 halamanTarea4 JavierrodriguezJAVIER RODRIGUEZ SALAMANCABelum ada peringkat
- Fase 3 - Integrar El Potencial de Las Comunicaciones Industriales AvanzadasDokumen20 halamanFase 3 - Integrar El Potencial de Las Comunicaciones Industriales AvanzadasMiguel Rodriguez100% (1)
- Telemetría Fase 3Dokumen4 halamanTelemetría Fase 3jerryBelum ada peringkat
- Tarea 2 - Implementar Las Tres Etapas de La Adecuación de Señales Análogas.Dokumen5 halamanTarea 2 - Implementar Las Tres Etapas de La Adecuación de Señales Análogas.Diego LealBelum ada peringkat
- Etapa 4 - IndividualDokumen4 halamanEtapa 4 - Individualivan alejandro lopez moralesBelum ada peringkat
- Fase1 - GRUPO - 12Dokumen21 halamanFase1 - GRUPO - 12jhon alexander yasno saenzBelum ada peringkat
- Tarea 1 - Reconocer Coordenadas en Planos Cartesianos y TridimensionalesDokumen6 halamanTarea 1 - Reconocer Coordenadas en Planos Cartesianos y TridimensionalesCristianCamiloBelum ada peringkat
- Fase 1 - Reconocer El Sentido de La Investigacion AplicadaDokumen5 halamanFase 1 - Reconocer El Sentido de La Investigacion AplicadaShanny Hardingth50% (2)
- Fase 1 Gamaliel MuñozDokumen4 halamanFase 1 Gamaliel MuñozGamaliel MuñozBelum ada peringkat
- Fase 2 Entrega 203041 6 Jhon GarciaDokumen8 halamanFase 2 Entrega 203041 6 Jhon Garciaalex garciaBelum ada peringkat
- Fase 3 - MarcosNievesDokumen4 halamanFase 3 - MarcosNievesjavierone xporBelum ada peringkat
- Fase 3 MetrologiaDokumen4 halamanFase 3 Metrologiajessica rojasBelum ada peringkat
- Etapa 4Dokumen11 halamanEtapa 4Yuber ZapataBelum ada peringkat
- Tarea 3 - Santiago Rafael PalaciosDokumen4 halamanTarea 3 - Santiago Rafael PalaciosMiguel JiménezBelum ada peringkat
- Tarea 1 - Conceptos Básicos Del CNC y Comparación de Máquinas HerramientaDokumen21 halamanTarea 1 - Conceptos Básicos Del CNC y Comparación de Máquinas Herramientajulián Andrés ToroBelum ada peringkat
- Guia de Actividades y Rúbrica de Evaluación - Fase 6 - Elaborar Un Working Paper Donde Se Presente El Diseño Del Inversor SPWMDokumen5 halamanGuia de Actividades y Rúbrica de Evaluación - Fase 6 - Elaborar Un Working Paper Donde Se Presente El Diseño Del Inversor SPWMDaniel CMBelum ada peringkat
- Paso 1Dokumen19 halamanPaso 1Mauricio RozoBelum ada peringkat
- Unidad 2 - Fase 3 - Yaneth - Argoty - 208006A - 954Dokumen26 halamanUnidad 2 - Fase 3 - Yaneth - Argoty - 208006A - 954Andrea1082Belum ada peringkat
- Pretarea Intento2 1Dokumen3 halamanPretarea Intento2 1Juan100% (1)
- Sistemas de Comunicaciones Tarea 7 Grupo - 8Dokumen29 halamanSistemas de Comunicaciones Tarea 7 Grupo - 8Ivan BolañoBelum ada peringkat
- Fase 2 - Carlos AlayonDokumen7 halamanFase 2 - Carlos AlayonCarl Agust SolanoBelum ada peringkat
- Tarea4 DanielMadrigalDokumen14 halamanTarea4 DanielMadrigalClaudio Santiago Condor DiestraBelum ada peringkat
- Tarea 4 - Giovanny LievanoDokumen14 halamanTarea 4 - Giovanny LievanoJOHN GARCIABelum ada peringkat
- Fase Cuatro - Grupo 10Dokumen39 halamanFase Cuatro - Grupo 10Raul Andres CastañedaBelum ada peringkat
- Ariel Feria Grupo 16 Fase 2 Seleccion de AntenasDokumen9 halamanAriel Feria Grupo 16 Fase 2 Seleccion de AntenasjerryBelum ada peringkat
- Unidad 3 - Fase 4 - Diseñar y Ejecutar Un Plan para Solucionar El Problema Planteado2Dokumen13 halamanUnidad 3 - Fase 4 - Diseñar y Ejecutar Un Plan para Solucionar El Problema Planteado2Francisco SaenzBelum ada peringkat
- Cristian Castaño-Tarea3Dokumen13 halamanCristian Castaño-Tarea3Cristian Castaño100% (1)
- Tarea - 1. Conceptos Previos de ControlDokumen13 halamanTarea - 1. Conceptos Previos de ControlClaudio Santiago Condor Diestra100% (1)
- Ejercicio 4 Colaborativo 1Dokumen3 halamanEjercicio 4 Colaborativo 1IngridMirandaBelum ada peringkat
- Tarea3 Grupo62Dokumen42 halamanTarea3 Grupo62Anonymous wDfkOwV2Z100% (3)
- Metrologia CarlosDokumen2 halamanMetrologia CarlosCarlos Arroyo100% (1)
- Paso3 Grupo22 Javier VargasDokumen19 halamanPaso3 Grupo22 Javier VargasEDGAR JAVIER VARGAS SOSA100% (1)
- Fase0 Richard VelasquezDokumen6 halamanFase0 Richard VelasquezArturo Carlos100% (1)
- Aporte IndividualDokumen14 halamanAporte IndividualIssor VargasBelum ada peringkat
- Ingeniería Industrial: Temas Selectos de La Ingenieria IndustrialDokumen8 halamanIngeniería Industrial: Temas Selectos de La Ingenieria Industrialisaac oceu lozano arriagaBelum ada peringkat
- Unidad 1. Manufactura.Dokumen10 halamanUnidad 1. Manufactura.Carlos Martinez VazquezBelum ada peringkat
- Formato Informe IndividualDokumen12 halamanFormato Informe IndividualJoan GarciaBelum ada peringkat
- Guia de Actividades y Rubrica de Evaluacion Tarea 1 - Conceptos Basicos Del CNC y Comparacion de Maquinas HerramientaDokumen10 halamanGuia de Actividades y Rubrica de Evaluacion Tarea 1 - Conceptos Basicos Del CNC y Comparacion de Maquinas HerramientaJoan GarciaBelum ada peringkat
- Etapa 1 - Analizar y Generar Luvia de Ideas - ColaborativoDokumen15 halamanEtapa 1 - Analizar y Generar Luvia de Ideas - ColaborativojoanBelum ada peringkat
- Formato Informe IndividualDokumen12 halamanFormato Informe IndividualJoan GarciaBelum ada peringkat
- Control Automatico Solucionario 160701194406Dokumen4 halamanControl Automatico Solucionario 160701194406Joan GarciaBelum ada peringkat
- Etapa 1 - Analizar y Generar Lluvia de Ideas (Foro de Discusión)Dokumen6 halamanEtapa 1 - Analizar y Generar Lluvia de Ideas (Foro de Discusión)Joan Garcia100% (1)
- Modulo Control Numerico ComputarizadoDokumen143 halamanModulo Control Numerico ComputarizadoJoan Garcia100% (1)
- Guía de Actividades y Rúbrica de Evaluación - Etapa Pre-Saberes - Reconocer Los Presaberes Del CursoDokumen7 halamanGuía de Actividades y Rúbrica de Evaluación - Etapa Pre-Saberes - Reconocer Los Presaberes Del CursoJoan GarciaBelum ada peringkat
- Control Optimo Fase1 2Dokumen9 halamanControl Optimo Fase1 2Joan GarciaBelum ada peringkat
- Fase 4 - Discusión y Reflexión - Entrega de La Actividad TareaDokumen7 halamanFase 4 - Discusión y Reflexión - Entrega de La Actividad TareaJoan GarciaBelum ada peringkat
- Fase 3 - Diseñar La Etapa de Potencia y Filtrado - Entrega de La ActividadDokumen12 halamanFase 3 - Diseñar La Etapa de Potencia y Filtrado - Entrega de La ActividadJoan GarciaBelum ada peringkat
- Paso 3 - Programar Por Medio de Software Los Movimientos de Un Robot - Entrega de La ActividadDokumen11 halamanPaso 3 - Programar Por Medio de Software Los Movimientos de Un Robot - Entrega de La ActividadJoan GarciaBelum ada peringkat
- Bagazo de CañaDokumen11 halamanBagazo de CañaSegundo Arana YoplacBelum ada peringkat
- Plan de Seguridad y Salud en El TrabajoDokumen20 halamanPlan de Seguridad y Salud en El TrabajoCristhian Alberto GómezBelum ada peringkat
- 09 Gestion de Calidad en La Construccion Unfv 2016Dokumen65 halaman09 Gestion de Calidad en La Construccion Unfv 2016MAG. ING M. HAMILTON WILSON HUAMANCHUMOBelum ada peringkat
- FilmArray Torch Ficha TecnicaDokumen2 halamanFilmArray Torch Ficha TecnicaJosé Sánchez NiñoBelum ada peringkat
- Perfil de Tesis Uajms 2016 Metodologia II UltimoDokumen9 halamanPerfil de Tesis Uajms 2016 Metodologia II Ultimojesus marquez arvaezBelum ada peringkat
- Licencia de ConstruccionDokumen2 halamanLicencia de Construccionedu300Belum ada peringkat
- DISPOSITIVOS PERIFERICOS ResumidoDokumen2 halamanDISPOSITIVOS PERIFERICOS Resumidorudy_batenBelum ada peringkat
- Tarea para Folder de Vargas Semana 3Dokumen15 halamanTarea para Folder de Vargas Semana 3Ronaldiño Limas CadilloBelum ada peringkat
- Siemer - MartinDokumen20 halamanSiemer - Martinanon_401034369100% (1)
- Tabla Tipos de Encuestas Cap 5 PP 153 A 164 Optim PDFDokumen1 halamanTabla Tipos de Encuestas Cap 5 PP 153 A 164 Optim PDFÁngel García AbreuBelum ada peringkat
- Internet LAN CANTVDokumen14 halamanInternet LAN CANTVXabierz0% (1)
- LABORATORIO N°4 Rozamiento 1-CorregidoDokumen6 halamanLABORATORIO N°4 Rozamiento 1-CorregidoMartín PérezBelum ada peringkat
- Rectificador TrifasicoDokumen12 halamanRectificador TrifasicoCarlos Quintero100% (3)
- Check List Equipos IluminacionDokumen4 halamanCheck List Equipos IluminacionM Alejandra Moya CàceresBelum ada peringkat
- Pi2796 01 - Es EsDokumen5 halamanPi2796 01 - Es EsMICHAEL ANDRES HERNANDEZ ORTIZBelum ada peringkat
- Deber 4 - Nelson Carreño PDFDokumen2 halamanDeber 4 - Nelson Carreño PDFNelson Carréño AcostaBelum ada peringkat
- GCOT-0024-2023 - MX-RES-N-14149 - Fire Control System NV ReformaDokumen2 halamanGCOT-0024-2023 - MX-RES-N-14149 - Fire Control System NV ReformaCarlos Manuel Badal AlmeidaBelum ada peringkat
- Solicitud de Inicio ObraDokumen7 halamanSolicitud de Inicio ObraUriel aramburuBelum ada peringkat
- Transmisión Automática de 6 Velocidades (At) - 09E - 09L - 0AT - 0B6 - Secuencia de Adaptación y Manejo - Ross-Tech WikiDokumen2 halamanTransmisión Automática de 6 Velocidades (At) - 09E - 09L - 0AT - 0B6 - Secuencia de Adaptación y Manejo - Ross-Tech WikiRubens PerazaBelum ada peringkat
- Ingenieria de Manufactura 1 Material Did 3er ExamenDokumen38 halamanIngenieria de Manufactura 1 Material Did 3er ExamenFer LaraBelum ada peringkat
- Memoria de Cálculo - Muros de Contención Rincón Del SolDokumen40 halamanMemoria de Cálculo - Muros de Contención Rincón Del SolEdgar Martin Gonzalez GarciaBelum ada peringkat
- Iglesia Santa Maria MagdalenaDokumen35 halamanIglesia Santa Maria MagdalenaFrank Bustamante VidaurreBelum ada peringkat
- Lab Evaporador VacioDokumen2 halamanLab Evaporador VacioGuillermo Andres Velasco AlvarezBelum ada peringkat
- Componentes Estructurales de Las AeronavesDokumen10 halamanComponentes Estructurales de Las AeronavesAndres Felipe Ospino CatañoBelum ada peringkat
- EDILKAMIN Estufas Pellet TarifaDokumen80 halamanEDILKAMIN Estufas Pellet TarifaBib GmzBelum ada peringkat
- LatonesDokumen28 halamanLatonesJose Luis Fuchinecco75% (4)
- Taller Leyes de NewtonDokumen3 halamanTaller Leyes de NewtonKetty Maria Assia PadillaBelum ada peringkat
- Taller Semana 2 AuditoriasDokumen11 halamanTaller Semana 2 Auditoriasivonnesaray50% (2)
- Tarea 2 - Janie PalominoDokumen8 halamanTarea 2 - Janie PalominoJanie PalominoBelum ada peringkat
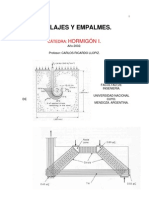
- Anclajes y EmpalmesDokumen26 halamanAnclajes y EmpalmesramilianBelum ada peringkat