Anda mungkin juga menyukai
- How To Trap Flash Tanks: Safety FactorDokumen2 halamanHow To Trap Flash Tanks: Safety FactorrajneeshBelum ada peringkat
- Water Hammer in Condensate LinesDokumen5 halamanWater Hammer in Condensate LinesAatish ChandrawarBelum ada peringkat
- How To Properly Size A Steam Trap: 'T Confuse The Size 'S EndDokumen4 halamanHow To Properly Size A Steam Trap: 'T Confuse The Size 'S EndAdam JinBelum ada peringkat
- Ayvaz Flash Vessel Tank SystemsDokumen4 halamanAyvaz Flash Vessel Tank SystemsKumarBelum ada peringkat
- SpiraxSarco B14 Condensate RecoveryDokumen80 halamanSpiraxSarco B14 Condensate RecoveryGabriel BarbosaBelum ada peringkat
- What Is Flash Steam and Why Should It Be Used?Dokumen15 halamanWhat Is Flash Steam and Why Should It Be Used?Asri IskandarBelum ada peringkat
- Reboiler and Condenser Operating Problems PDFDokumen6 halamanReboiler and Condenser Operating Problems PDFparmindarranaBelum ada peringkat
- Pages From 112006967 PRV Sizing For Exchanger Tube Rupture 3Dokumen1 halamanPages From 112006967 PRV Sizing For Exchanger Tube Rupture 3Ghasem BashiriBelum ada peringkat
- Manual Boiler Feed IND 20 PDFDokumen1 halamanManual Boiler Feed IND 20 PDFHicham IdrisiBelum ada peringkat
- Compressor Anti-SurgeDokumen4 halamanCompressor Anti-SurgestreamtBelum ada peringkat
- For Exchanger Tube Rupture PDFDokumen3 halamanFor Exchanger Tube Rupture PDFNikhil DivateBelum ada peringkat
- For Exchanger Tube Rupture PDFDokumen3 halamanFor Exchanger Tube Rupture PDFNikhil DivateBelum ada peringkat
- Flash Steam: International Site For Spirax SarcoDokumen10 halamanFlash Steam: International Site For Spirax SarcolBelum ada peringkat
- Facts at Your Fingertips-200509-Steam HandlingDokumen1 halamanFacts at Your Fingertips-200509-Steam Handlingonizuka-t2263Belum ada peringkat
- Vertical Flash TankDokumen2 halamanVertical Flash Tankkingathur26681Belum ada peringkat
- What You Should Know About Flash TanksDokumen4 halamanWhat You Should Know About Flash TanksFrancois HamiauxBelum ada peringkat
- Condensate Recovery Pump SystemsDokumen8 halamanCondensate Recovery Pump SystemsSandi AslanBelum ada peringkat
- Flash SteamDokumen9 halamanFlash SteamMuhammad RofiBelum ada peringkat
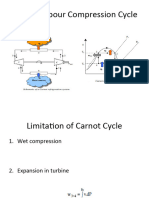
- Vapour Compression Refrigeration Systems: Performance Aspects Performance Aspects D L Difi I and Cycle ModificationsDokumen47 halamanVapour Compression Refrigeration Systems: Performance Aspects Performance Aspects D L Difi I and Cycle ModificationsEasy StudyBelum ada peringkat
- Specific Fuel Oil ConsumptionDokumen2 halamanSpecific Fuel Oil ConsumptionLagon AinBelum ada peringkat
- Dead Head HeatingDokumen6 halamanDead Head HeatingSimon TudorBelum ada peringkat
- PDF Steam Condensate Return LinesDokumen5 halamanPDF Steam Condensate Return Linesjesus_manrique2753Belum ada peringkat
- Dunham BushAFHX 5CR R134aDokumen32 halamanDunham BushAFHX 5CR R134aBaltik2672Belum ada peringkat
- 14.5 Lifting Condensate and Contaminated CondensateDokumen4 halaman14.5 Lifting Condensate and Contaminated CondensateJose VerdezotoBelum ada peringkat
- 5 09b e Adcamat Apst ppt14 Pump Traps Understanding Stall ConditionDokumen4 halaman5 09b e Adcamat Apst ppt14 Pump Traps Understanding Stall ConditionIan B. YtomBelum ada peringkat
- Multi Pressure SystemsDokumen14 halamanMulti Pressure SystemsDeepakBelum ada peringkat
- Dunham Bush Model AFHXDokumen24 halamanDunham Bush Model AFHXSteve PfefferBelum ada peringkat
- Column Relief Loads Calculations 1653386984Dokumen9 halamanColumn Relief Loads Calculations 1653386984WillyOroscoMariscalBelum ada peringkat
- 02.understanding Process Equipment For Operators & Engineers-68Dokumen5 halaman02.understanding Process Equipment For Operators & Engineers-68rahulBelum ada peringkat
- Flash SteamDokumen10 halamanFlash Steamsayansaesue2514Belum ada peringkat
- The Pivotrol Pump Selection and Sizing: How To Select and SizeDokumen4 halamanThe Pivotrol Pump Selection and Sizing: How To Select and SizeCarlos MtzBelum ada peringkat
- Flash Steam: Are You Venting (Flash) Steam To Atmosphere?: Best PracticesDokumen3 halamanFlash Steam: Are You Venting (Flash) Steam To Atmosphere?: Best PracticesVictor VazquezBelum ada peringkat
- 3-Multipressure Systems PDFDokumen17 halaman3-Multipressure Systems PDFjamkzieBelum ada peringkat
- Manual Instruction CPAM-EKA AIR C16 EKA KOOL V2Dokumen8 halamanManual Instruction CPAM-EKA AIR C16 EKA KOOL V2Tam DuongBelum ada peringkat
- Sizing Steam TrapsDokumen4 halamanSizing Steam Trapsjesus_manrique2753Belum ada peringkat
- Lack of Compressor Capacity Analysis of The Symptoms PDFDokumen31 halamanLack of Compressor Capacity Analysis of The Symptoms PDFNor Firdaus Yunus100% (1)
- Refrigeration Cycles PDFDokumen106 halamanRefrigeration Cycles PDFيزيد عبد الحميد منصورBelum ada peringkat
- PSV ASME2Dokumen4 halamanPSV ASME2Giancarlo Cerna VienaBelum ada peringkat
- Condensate Water System-SKMDokumen37 halamanCondensate Water System-SKMShubham VermaBelum ada peringkat
- PAC-3 Advanced Chiller Training September 2015Dokumen32 halamanPAC-3 Advanced Chiller Training September 2015muhammad ahmad100% (1)
- Cpa10-Eka Air C16 - NewDokumen8 halamanCpa10-Eka Air C16 - NewTam DuongBelum ada peringkat
- Vapor Compression Cycle: Heat ExchangersDokumen23 halamanVapor Compression Cycle: Heat ExchangersPrince NeoBelum ada peringkat
- MS0463B Regarding PaperDokumen24 halamanMS0463B Regarding Papernani6868Belum ada peringkat
- Optimising Fouled Distillation UnitsDokumen6 halamanOptimising Fouled Distillation Unitsselwyn sagarBelum ada peringkat
- Thermo II Lecture 21Dokumen16 halamanThermo II Lecture 21Jamil Flt LtBelum ada peringkat
- Air ConditioningDokumen38 halamanAir ConditioningmikialeBelum ada peringkat
- Thermostatic Expansion Valves - Alco: Operating Principles ProcedureDokumen34 halamanThermostatic Expansion Valves - Alco: Operating Principles ProcedureMeher YoussfiBelum ada peringkat
- Choudari Et Al. (2012) - Distillation Optimization Vapor RecompressionDokumen5 halamanChoudari Et Al. (2012) - Distillation Optimization Vapor Recompressionvazzoleralex6884Belum ada peringkat
- Untuk Apa Di Pasang Sight Glass Pada SteamDokumen4 halamanUntuk Apa Di Pasang Sight Glass Pada SteamArbi IndrawanBelum ada peringkat
- Calculation of An Oil/air CoolerDokumen1 halamanCalculation of An Oil/air CoolerFabianEnriquePerezVarelaBelum ada peringkat
- Cap. 6. Seader Adsorcion y StrippingDokumen32 halamanCap. 6. Seader Adsorcion y StrippingJuan PortillaBelum ada peringkat
- Mixing and Cooling Modelling of Cryogenic Fuel in Liquid Fuel Rocket Engine TanksDokumen5 halamanMixing and Cooling Modelling of Cryogenic Fuel in Liquid Fuel Rocket Engine Tanksait oubella marouaneBelum ada peringkat
- Supplementary Paper 4 - Set B Regn No: - NameDokumen16 halamanSupplementary Paper 4 - Set B Regn No: - NameAnuj ShahiBelum ada peringkat
- RAC Lecture 3Dokumen19 halamanRAC Lecture 3Islamic world 360Belum ada peringkat
- TIN 818699 00 INFO C1 2 Utilization of The Sensible Heat of Condensate enDokumen6 halamanTIN 818699 00 INFO C1 2 Utilization of The Sensible Heat of Condensate enhappale2002Belum ada peringkat
- Example 10B - 1 - Ideal Ammonia Vapor-Compression RefrigeratorDokumen22 halamanExample 10B - 1 - Ideal Ammonia Vapor-Compression RefrigeratorAshfaq Ali KhanBelum ada peringkat
- Yokogawa Application NoteDokumen2 halamanYokogawa Application Noteudiptya_papai2007Belum ada peringkat
- Capilares Diferentes GasesDokumen14 halamanCapilares Diferentes GasesWalter RuedaBelum ada peringkat
- QADokumen10 halamanQASheeraz JunejoBelum ada peringkat
- Mock Interview SessionDokumen102 halamanMock Interview SessionShaheryar Akram KangBelum ada peringkat
- Armstrong Svoemmervandudladere Katalog PDFDokumen22 halamanArmstrong Svoemmervandudladere Katalog PDFShaheryar Akram Kang100% (1)
- Maintenance ManagementDokumen35 halamanMaintenance ManagementShaheryar Akram KangBelum ada peringkat
- Introduction To Nondestructive TestingDokumen45 halamanIntroduction To Nondestructive TestingShaheryar Akram KangBelum ada peringkat
- Ec2203-Unit IV Memory Devices Digital ElectronicsDokumen38 halamanEc2203-Unit IV Memory Devices Digital ElectronicsKarthikeyan_Go_952567% (6)
- Sensor Gaurd Installation and Maintenance ManualDokumen57 halamanSensor Gaurd Installation and Maintenance ManualCapacitacion TodocatBelum ada peringkat
- LS Retail Data Director User GuideDokumen28 halamanLS Retail Data Director User GuideJad EL HittiBelum ada peringkat
- Reliability Analysis Center: Practical Considerations in Calculating Reliability of Fielded ProductsDokumen24 halamanReliability Analysis Center: Practical Considerations in Calculating Reliability of Fielded ProductsNg Wei LihBelum ada peringkat
- Maths Shortcuts by DayTodayGKDokumen20 halamanMaths Shortcuts by DayTodayGKAnand KesarkarBelum ada peringkat
- Chapter 11Dokumen53 halamanChapter 11Vijendhar ReddyBelum ada peringkat
- DefaultDokumen49 halamanDefaultmaruka33100% (1)
- P103154 - 7.00 - Doc - Manual - 8000 WindlassDokumen43 halamanP103154 - 7.00 - Doc - Manual - 8000 WindlassDanBelum ada peringkat
- Lec.5 (Prameters of OHTL Pt.2)Dokumen10 halamanLec.5 (Prameters of OHTL Pt.2)AbdullahBelum ada peringkat
- Astm A106-2002Dokumen13 halamanAstm A106-2002henryBelum ada peringkat
- Question & Answers: Unity Solutions Specialist Exam For Implementation EngineersDokumen6 halamanQuestion & Answers: Unity Solutions Specialist Exam For Implementation EngineersAhmad Abd-dayeemBelum ada peringkat
- Python Fundamentals SheetDokumen29 halamanPython Fundamentals Sheetwp1barabaBelum ada peringkat
- FELPRO - Tablas-de-Torque - 035Dokumen1 halamanFELPRO - Tablas-de-Torque - 035Clodoaldo BiassioBelum ada peringkat
- Career Indecision and Career Anxiety in High SchooolDokumen19 halamanCareer Indecision and Career Anxiety in High SchooolP.CBelum ada peringkat
- MS Word 3Dokumen2 halamanMS Word 3Misha RaviBelum ada peringkat
- Medical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterDokumen5 halamanMedical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterlinggaBelum ada peringkat
- 4-6 Practice: The Quadratic Formula and The DiscriminantDokumen1 halaman4-6 Practice: The Quadratic Formula and The Discriminantasdfasdfasdfasdfasdf0% (1)
- ACPS CP S1 01 FDA SlidesDokumen78 halamanACPS CP S1 01 FDA SlidesBlueSagaBelum ada peringkat
- AssociationBetweenBRAFV600EMutationand MortalityDokumen9 halamanAssociationBetweenBRAFV600EMutationand MortalityMade RusmanaBelum ada peringkat
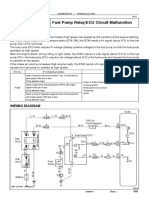
- DTC P1200 Fuel Pump Relay/ECU Circuit MalfunctionDokumen4 halamanDTC P1200 Fuel Pump Relay/ECU Circuit MalfunctiononealBelum ada peringkat
- LSM330DLDokumen54 halamanLSM330DLalexanderBelum ada peringkat
- Processing Sequence When Posting An EventDokumen5 halamanProcessing Sequence When Posting An EventSrinivas ManchiBelum ada peringkat
- Effect of Moisture Absorption On The Properties of Natural FiberDokumen6 halamanEffect of Moisture Absorption On The Properties of Natural FiberIsmadi IsmadiBelum ada peringkat
- MMW (Data Management) - Part 2Dokumen43 halamanMMW (Data Management) - Part 2arabellah shainnah rosalesBelum ada peringkat
- PDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressDokumen6 halamanPDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressJulia Navarro CheroBelum ada peringkat
- Tarea Stereonet-HelpDokumen32 halamanTarea Stereonet-HelpJosueHuillcaPortilloBelum ada peringkat
- 7 Market EquilibriumDokumen4 halaman7 Market EquilibriumAdeeba iqbalBelum ada peringkat
- Unit Iv Ce 6405Dokumen13 halamanUnit Iv Ce 6405HanafiahHamzahBelum ada peringkat
- Cobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionDokumen53 halamanCobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionAsk NameBelum ada peringkat