Anda mungkin juga menyukai
- Experiment 2Dokumen11 halamanExperiment 2shathishBelum ada peringkat
- Lab Report Distillation Column PDFDokumen26 halamanLab Report Distillation Column PDFGebrina RizkiaBelum ada peringkat
- Expt 4Dokumen9 halamanExpt 4Hannah Kristen NimoBelum ada peringkat
- CHE504 Lab Report Distillation Column Group 1Dokumen25 halamanCHE504 Lab Report Distillation Column Group 1Jaymac0% (1)
- Proposal Exp 1 - GRP 2Dokumen11 halamanProposal Exp 1 - GRP 2fathimashariffdeenBelum ada peringkat
- Distillation Column Lab ReportDokumen14 halamanDistillation Column Lab ReportWahida Shukori67% (3)
- Climbing Film GanganDokumen20 halamanClimbing Film GanganAdeniran Joshua50% (2)
- Sep Lab Exp 1 LatestDokumen20 halamanSep Lab Exp 1 LatestChan Chun ChenBelum ada peringkat
- v01 I01 07Dokumen7 halamanv01 I01 07SuperbankBelum ada peringkat
- 1.0 1.1 Experimental BackgroundDokumen13 halaman1.0 1.1 Experimental Backgroundpanteraa60Belum ada peringkat
- Zheng 2016Dokumen12 halamanZheng 2016PriamdanduBelum ada peringkat
- Chem 31.1 DistillationDokumen3 halamanChem 31.1 DistillationMonroe OrlinaBelum ada peringkat
- Climbing FilmDokumen34 halamanClimbing FilmTunji Aminu100% (1)
- Ki 2 A - Eche 461 Fa 17 Group 2 Per I Exp BdeDokumen72 halamanKi 2 A - Eche 461 Fa 17 Group 2 Per I Exp Bdeapi-402256428Belum ada peringkat
- Cooling Tower Lab ReportDokumen13 halamanCooling Tower Lab ReportCody MYBelum ada peringkat
- Experiment 5 CHM258Dokumen5 halamanExperiment 5 CHM258MUHAMMAD AMIRUL FITRI AB RAZAKBelum ada peringkat
- Group 6 - Final Report - BDIST - Rev0Dokumen18 halamanGroup 6 - Final Report - BDIST - Rev0dhani7Belum ada peringkat
- Experiment 2: Distillation (Bubble Cap) : No SectionDokumen16 halamanExperiment 2: Distillation (Bubble Cap) : No Section090333% (3)
- Cebu Institute of Technology - University: CHE501-V1 Group 2Dokumen11 halamanCebu Institute of Technology - University: CHE501-V1 Group 2Joshua ClimacoBelum ada peringkat
- CHE501V1 Group#4PUEBLASdistillationDokumen8 halamanCHE501V1 Group#4PUEBLASdistillationChris Thel MayBelum ada peringkat
- Separation of DiDokumen19 halamanSeparation of Dinikhvidwans16Belum ada peringkat
- Formal Report Distillation of ALcoholic BeveragesDokumen12 halamanFormal Report Distillation of ALcoholic Beveragespatricia_moran_4Belum ada peringkat
- International Journal of Chemtech ResearchDokumen5 halamanInternational Journal of Chemtech ResearchBashar Al ZoobaidiBelum ada peringkat
- 2 Full ReportDokumen19 halaman2 Full ReportAhmad IzzuddinBelum ada peringkat
- Lab Report 6Dokumen21 halamanLab Report 6Nisha FareenaBelum ada peringkat
- FT 151-5Dokumen6 halamanFT 151-5kweeniegeneBelum ada peringkat
- Lab Report Exp 4 G13Dokumen25 halamanLab Report Exp 4 G13WanIntanNadiah50% (2)
- Toaz - Info Packed Bed Distillation Column Lab Report PRDokumen13 halamanToaz - Info Packed Bed Distillation Column Lab Report PRHusna Hafiza Bt. R.AzamiBelum ada peringkat
- Packed Bed Distillation Column Lab ReportDokumen13 halamanPacked Bed Distillation Column Lab ReportShamini Sathivel100% (6)
- Soun Ho Lee., Michael J. Binkley., 2011. OPTIMIZE DESIGN FOR DISTILLATION FEEDDokumen3 halamanSoun Ho Lee., Michael J. Binkley., 2011. OPTIMIZE DESIGN FOR DISTILLATION FEEDRoger FernandezBelum ada peringkat
- Universiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Dokumen14 halamanUniversiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Heather Jarvis100% (2)
- Talib Al Hemeri 2019 IOP Conf SerDokumen16 halamanTalib Al Hemeri 2019 IOP Conf SerShurooq TaibBelum ada peringkat
- Simple and Steam Distillation Exp3.Dokumen5 halamanSimple and Steam Distillation Exp3.paoloBelum ada peringkat
- Lab 2 - Distillation Column CompleteDokumen18 halamanLab 2 - Distillation Column CompleteHadiChan100% (1)
- Cahpter Ii Literature Review 2.1. DistillationDokumen9 halamanCahpter Ii Literature Review 2.1. Distillationyuvita fauziBelum ada peringkat
- Diesel Fuel Combustion Under Steam Gasification CoDokumen6 halamanDiesel Fuel Combustion Under Steam Gasification CoecihatBelum ada peringkat
- Liquid Liquid Extraction Using The Composition-Induced Phase Separation ProcessDokumen9 halamanLiquid Liquid Extraction Using The Composition-Induced Phase Separation ProcessRafiHunJianBelum ada peringkat
- Exp - 7Dokumen8 halamanExp - 7Ron PascualBelum ada peringkat
- Distillation Column - Group5 - Eh2204aDokumen23 halamanDistillation Column - Group5 - Eh2204aatikah hasnorBelum ada peringkat
- Air RemovalDokumen12 halamanAir RemovalwilxjBelum ada peringkat
- Effect of Operating Conditions On The Solvent Recovery by The Method of EvapoDokumen6 halamanEffect of Operating Conditions On The Solvent Recovery by The Method of EvapoIAEME PublicationBelum ada peringkat
- Effect of Two Liquid Phases On The Separation Efficiency of Distillation ColumnsDokumen8 halamanEffect of Two Liquid Phases On The Separation Efficiency of Distillation ColumnsSaad ArifBelum ada peringkat
- Binary Distillation ManualDokumen9 halamanBinary Distillation ManualMico AnonuevoBelum ada peringkat
- CHM 207 Experiment 2Dokumen7 halamanCHM 207 Experiment 2MUHAMMAD AFIQ SAMSURIBelum ada peringkat
- Manipal International University: Lab ReportDokumen12 halamanManipal International University: Lab ReportPavan ChinnaBelum ada peringkat
- Single Phase Steam Ejector Investigation Effect Different Area Ratio Throat To Entrainment RatioDokumen8 halamanSingle Phase Steam Ejector Investigation Effect Different Area Ratio Throat To Entrainment RatioGregorius Bryan H RBelum ada peringkat
- Chemistry Laboratory Experiment-10 DistillationDokumen2 halamanChemistry Laboratory Experiment-10 DistillationAseel KhaledBelum ada peringkat
- 5 Distillation Final ReportDokumen7 halaman5 Distillation Final ReportElzubair EljaaliBelum ada peringkat
- CHM 125 Exp 2Dokumen6 halamanCHM 125 Exp 2lyananafishaBelum ada peringkat
- Studying Effect of Feed Vapor Fraction On Consumption Energy in Distillation ProcessDokumen5 halamanStudying Effect of Feed Vapor Fraction On Consumption Energy in Distillation ProcessStive BrackBelum ada peringkat
- Distillation Lab Manual PDFDokumen12 halamanDistillation Lab Manual PDFIdil DoreBelum ada peringkat
- Northbrook CollegeDokumen10 halamanNorthbrook CollegeDaniyal AsifBelum ada peringkat
- Experiment 6Dokumen24 halamanExperiment 6Ahmed SameerBelum ada peringkat
- Phys Chem Exp 6Dokumen11 halamanPhys Chem Exp 6Cucu AlbertBelum ada peringkat
- Chemistry Investigatory ProjectDokumen19 halamanChemistry Investigatory ProjectDivya Vatsa50% (4)
- EVAPORATIONDokumen7 halamanEVAPORATIONLavenia Alou MagnoBelum ada peringkat
- Climbing Film EvaporationDokumen26 halamanClimbing Film EvaporationSharmeen Muniandy100% (3)
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesDari EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesBelum ada peringkat
- Glass Transition and Phase Transitions in Food and Biological MaterialsDari EverandGlass Transition and Phase Transitions in Food and Biological MaterialsBelum ada peringkat
- Solar PV Individual ReportDokumen7 halamanSolar PV Individual ReportshathishBelum ada peringkat
- KNU 1073 Assignment 2: Nama: Shathishkomar Ramesh Matrik No: 57831Dokumen1 halamanKNU 1073 Assignment 2: Nama: Shathishkomar Ramesh Matrik No: 57831shathishBelum ada peringkat
- Shathish Solar PVDokumen7 halamanShathish Solar PVshathishBelum ada peringkat
- KNU 1073 Assignment 2: Nama: Mutamilselvi Muthukumar Matrik: 57831Dokumen1 halamanKNU 1073 Assignment 2: Nama: Mutamilselvi Muthukumar Matrik: 57831shathishBelum ada peringkat
- Minute Meeting (Jan 31, 2019) - UPDATEDDokumen2 halamanMinute Meeting (Jan 31, 2019) - UPDATEDshathishBelum ada peringkat
- Classification of HazardsDokumen44 halamanClassification of HazardsshathishBelum ada peringkat
- Comment On Shathish EIA DraftDokumen1 halamanComment On Shathish EIA DraftshathishBelum ada peringkat
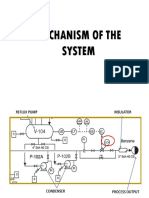
- Mechanism of SystemDokumen2 halamanMechanism of SystemshathishBelum ada peringkat
- CH03 & CH04 Technical DataDokumen32 halamanCH03 & CH04 Technical DataKSBelum ada peringkat
- Mekflu Lect4A Basic Pump and PumpingDokumen42 halamanMekflu Lect4A Basic Pump and Pumpingbima0407Belum ada peringkat
- Clarky TutorialDokumen8 halamanClarky Tutorialmano121Belum ada peringkat
- Similarity Solutions For Boundary Layer Flows On A Moving Surface in Non-Newtonian Power-Law FluidsDokumen10 halamanSimilarity Solutions For Boundary Layer Flows On A Moving Surface in Non-Newtonian Power-Law FluidsSalam AlbaradieBelum ada peringkat
- Forged Steel High Pressure ValvesDokumen32 halamanForged Steel High Pressure ValvesMukiara LuffyBelum ada peringkat
- Cre LabDokumen4 halamanCre LabAtif MehfoozBelum ada peringkat
- Chemistry Equilibrium WorksheetDokumen5 halamanChemistry Equilibrium WorksheetMarkBelum ada peringkat
- The Moving Bed Biofilm ReactorDokumen12 halamanThe Moving Bed Biofilm ReactorCừu Điên Loạn100% (1)
- Gas Entrainment at A Propagating Slug Front: Ruben SchulkesDokumen19 halamanGas Entrainment at A Propagating Slug Front: Ruben SchulkesAzizBelum ada peringkat
- Evergreen Chiller Performance Outputs: Tag Name: 23XRV 350TRDokumen1 halamanEvergreen Chiller Performance Outputs: Tag Name: 23XRV 350TRcalvin.bloodaxe4478Belum ada peringkat
- Aux Power CalculationDokumen22 halamanAux Power Calculationssheart_mindBelum ada peringkat
- Nitrogen Blanketing For Storage and TransportationDokumen5 halamanNitrogen Blanketing For Storage and Transportationwferry27100% (2)
- ICONE20-POWER2012-54612: Three-Dimensional Numerical Study On Condensation-Conduction-Evaporation Coupled Heat TransferDokumen4 halamanICONE20-POWER2012-54612: Three-Dimensional Numerical Study On Condensation-Conduction-Evaporation Coupled Heat TransferSasank KomarlaBelum ada peringkat
- Study of Characteristics of CR O Casting Applications: Ycrn Duplex Coatings For Aluminum DieDokumen6 halamanStudy of Characteristics of CR O Casting Applications: Ycrn Duplex Coatings For Aluminum DieMohsaidBouamreneBelum ada peringkat
- Process - Activated Carbon Powder and Granular Suppliers - Activated Carbon - Activated Carbon Plant & Machinery PDFDokumen5 halamanProcess - Activated Carbon Powder and Granular Suppliers - Activated Carbon - Activated Carbon Plant & Machinery PDFCleverSeyramKetekuBelum ada peringkat
- 56 TOP Cables - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive ExamsDokumen14 halaman56 TOP Cables - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive ExamsJevan A. CalaqueBelum ada peringkat
- Tut 1 (CH 1-Intro FM) PDFDokumen6 halamanTut 1 (CH 1-Intro FM) PDFCairo WaliidBelum ada peringkat
- Sanyo Scroll CompressorsDokumen18 halamanSanyo Scroll CompressorsinsalatinaBelum ada peringkat
- Surface Engineering of Nanomaterials: Lecture 01: Tribology & Its ClassificationDokumen19 halamanSurface Engineering of Nanomaterials: Lecture 01: Tribology & Its Classificationhrana287Belum ada peringkat
- Ch04 Linear Momentum PDFDokumen16 halamanCh04 Linear Momentum PDFLeo WongBelum ada peringkat
- The Calculation of The Mean Radiant Temperature of A Subject Exposed To The Solar Radiation-A Generalised AlgorithmDokumen9 halamanThe Calculation of The Mean Radiant Temperature of A Subject Exposed To The Solar Radiation-A Generalised AlgorithmGiulia SantoroBelum ada peringkat
- TAM435 SyllabusDokumen4 halamanTAM435 SyllabusSandeep Ravikumar MurthyBelum ada peringkat
- Water Supply Engineering Quiz-1Dokumen3 halamanWater Supply Engineering Quiz-1Dr. Akepati Sivarami Reddy100% (1)
- Scale-Up - Right First TimeDokumen4 halamanScale-Up - Right First TimeDoddappa Anekal0% (1)
- Schematics and ValvesDokumen16 halamanSchematics and ValvesDan LandryBelum ada peringkat
- Psi OmegaDokumen10 halamanPsi OmegaPranav VyasBelum ada peringkat
- Thermo 5th Chap05 P001Dokumen26 halamanThermo 5th Chap05 P001Jøse Clemente Martinez RamøsBelum ada peringkat
- 03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1Dokumen6 halaman03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1rupesh soniBelum ada peringkat
- Cooling System in I.C. Engine: Prepared By: Kothari Kushal Limbasiya JigarDokumen10 halamanCooling System in I.C. Engine: Prepared By: Kothari Kushal Limbasiya JigarHot DealsBelum ada peringkat
- Msds 13X-PGDokumen1 halamanMsds 13X-PGNduong NguyenBelum ada peringkat