Anda mungkin juga menyukai
- MANUAL DEL OPERADOR. Dinamometros Modelos - 200, 375, NEB200, 400, 600 y 800Dokumen39 halamanMANUAL DEL OPERADOR. Dinamometros Modelos - 200, 375, NEB200, 400, 600 y 800Jose Antonio Montoya Gonzalez TayniBelum ada peringkat
- AW Dynamometer, Inc. 1001 W. North St. Pontiac, IL 61764 Teléfono - (800) 447-2511 Fax - (815) 842-3025Dokumen16 halamanAW Dynamometer, Inc. 1001 W. North St. Pontiac, IL 61764 Teléfono - (800) 447-2511 Fax - (815) 842-3025Jose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Engine_Fuel_Systems_OverviewDokumen64 halamanEngine_Fuel_Systems_OverviewJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Mricroencapsulacion Con Alginato en Alimentos. Tecnicas y AplicacionesDokumen22 halamanMricroencapsulacion Con Alginato en Alimentos. Tecnicas y AplicacionesfolskanBelum ada peringkat
- InstrumentosDokumen45 halamanInstrumentosJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- SollllllDokumen5 halamanSollllllJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Instalacion de TerracuttaDokumen1 halamanInstalacion de TerracuttaJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- C04d Comerc MAGNUMDokumen3 halamanC04d Comerc MAGNUMJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Temas ElectricosDokumen5 halamanTemas ElectricosJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- C04d Comerc MAGNUMDokumen3 halamanC04d Comerc MAGNUMJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- MicroencapsulacionDokumen16 halamanMicroencapsulacionAgroinconsu Compañia LimitadaBelum ada peringkat
- TS 17 26Dokumen5 halamanTS 17 26Jose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Motor Combustion Intern ADokumen48 halamanMotor Combustion Intern ADr. CBelum ada peringkat
- Proceso de AlginatoDokumen7 halamanProceso de AlginatoJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Parámetros de conversión de ácido algínicoDokumen11 halamanParámetros de conversión de ácido algínicoJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Manual de Usuario Administrador de OJSDokumen23 halamanManual de Usuario Administrador de OJSJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Analisis AndonyDokumen4 halamanAnalisis AndonyJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Dialnet ElMetodoDelArco 4814454Dokumen16 halamanDialnet ElMetodoDelArco 4814454Jose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Estructura ReportesreDokumen3 halamanEstructura ReportesreMark NO A LA MinaBelum ada peringkat
- Análisis DFMA de un ensamble para optimización de costosDokumen6 halamanAnálisis DFMA de un ensamble para optimización de costosJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- La Situación de La Agricultura Mundial y Sus Efectos en América LatinaDokumen5 halamanLa Situación de La Agricultura Mundial y Sus Efectos en América LatinaCIES: Consorcio de Investigación Econimica y SocialBelum ada peringkat
- Pruebas Eval MADokumen16 halamanPruebas Eval MAJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- NMX O 182 SCFI 2003 - ImplementosDokumen40 halamanNMX O 182 SCFI 2003 - ImplementosJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- AlginatosDokumen10 halamanAlginatosPablo Raul Tun OjedaBelum ada peringkat
- Capitulo7 PDFDokumen16 halamanCapitulo7 PDFGutierrez Hernandez NaiieBelum ada peringkat
- Reporte 2 FinalDokumen18 halamanReporte 2 FinalJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Dialnet ElMetodoDelArco 4814454Dokumen16 halamanDialnet ElMetodoDelArco 4814454Jose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Dialnet ElMetodoDelArco 4814454Dokumen16 halamanDialnet ElMetodoDelArco 4814454Jose Antonio Montoya Gonzalez TayniBelum ada peringkat
- E-5 Diseño de Engrane HelicoidalDokumen1 halamanE-5 Diseño de Engrane HelicoidalJose Antonio Montoya Gonzalez TayniBelum ada peringkat
- Cuchilla Desconectadora Operacion en Grupo - COMANELDokumen6 halamanCuchilla Desconectadora Operacion en Grupo - COMANELFernando TamayoBelum ada peringkat
- 03 Cinematica PDFDokumen126 halaman03 Cinematica PDFEduardo cañolaBelum ada peringkat
- 20 Universidades con más Premios NobelDokumen15 halaman20 Universidades con más Premios NobelAngel Quiroz SorianoBelum ada peringkat
- Aspirina ProyectoDokumen21 halamanAspirina ProyectoEduardo Garcia100% (1)
- El Principio de Conservación de La MasaDokumen9 halamanEl Principio de Conservación de La MasaFernando Avendaño GomezBelum ada peringkat
- ITrans2 - User Manual - ES - Rev 6.0 - 0Dokumen112 halamanITrans2 - User Manual - ES - Rev 6.0 - 0danielmercadoiq0% (1)
- Ejercicio 3 Ingeniería de Control - 2da Edición - W. BoltonDokumen2 halamanEjercicio 3 Ingeniería de Control - 2da Edición - W. BoltonFabricio CalapiñaBelum ada peringkat
- Aforo de SólidosDokumen5 halamanAforo de SólidosRaeghoBelum ada peringkat
- Informe Masa ResorteDokumen36 halamanInforme Masa ResorteCarlos LuisBelum ada peringkat
- 225252653-Introduction-to-Microcasting-Techniques-for-MicroManufacturing-convertido ESDokumen42 halaman225252653-Introduction-to-Microcasting-Techniques-for-MicroManufacturing-convertido ESOneill Vasquez AmayaBelum ada peringkat
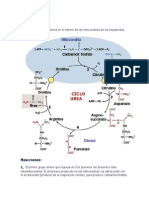
- Ciclo de La UreaDokumen5 halamanCiclo de La UreaMartinezHuertaMaryBelum ada peringkat
- Poliuretano y EnsayoDokumen2 halamanPoliuretano y EnsayoAlexMorenoBelum ada peringkat
- Campo Eléctrico y Carga en ConductoresDokumen4 halamanCampo Eléctrico y Carga en ConductoresBruce Lumbe AquiñoBelum ada peringkat
- SassanoDokumen29 halamanSassanoJuan Pablo Galvez Gonzalez100% (3)
- Practica de Instr 06 MARLEnyDokumen11 halamanPractica de Instr 06 MARLEnyVanessa Quispe SulcaBelum ada peringkat
- Corriente GalvanicaDokumen11 halamanCorriente Galvanicaceleste pulidoBelum ada peringkat
- Cómo Iluminar Espacios Oscuros Con Luz NaturalDokumen20 halamanCómo Iluminar Espacios Oscuros Con Luz NaturalElitzaveruEryzoBelum ada peringkat
- CAPITULO - I (INTRODUCCION) Modelos-Errores PDFDokumen24 halamanCAPITULO - I (INTRODUCCION) Modelos-Errores PDFAnonymous Szx8zyCmJgBelum ada peringkat
- Calor específico experimental de muestras a altas y bajas temperaturasDokumen6 halamanCalor específico experimental de muestras a altas y bajas temperaturasJohann RooaBelum ada peringkat
- Dinamica FuerzaDokumen4 halamanDinamica FuerzaIsai Rocha RodriguezBelum ada peringkat
- 4E Brochure Aire AcondicionadoDokumen3 halaman4E Brochure Aire AcondicionadoTEODOROBelum ada peringkat
- LCB2 2010 2manualDokumen59 halamanLCB2 2010 2manualKaoru Eduardo AtouyatzinBelum ada peringkat
- Reconocimiento de Las Propiedades de Algunos CarbohidratosDokumen26 halamanReconocimiento de Las Propiedades de Algunos Carbohidratospatricia hurtadoBelum ada peringkat
- Unidad 1 Riesgos ERGONOMIADokumen26 halamanUnidad 1 Riesgos ERGONOMIAfredBelum ada peringkat
- Túnel de VientoDokumen3 halamanTúnel de VientoAlex VilcapomaBelum ada peringkat
- 449 Ed 827 A 6345Dokumen584 halaman449 Ed 827 A 6345Mian ChancahumBelum ada peringkat
- Ensayo de corte directo: resultados y conclusionesDokumen21 halamanEnsayo de corte directo: resultados y conclusionesChristian PachecoBelum ada peringkat
- Mecánica de fluidos II - Ecuación de ManningDokumen7 halamanMecánica de fluidos II - Ecuación de ManningJorge Ronaldo Gallegos CondoriBelum ada peringkat
- Reporte de ProyectoDokumen14 halamanReporte de ProyectoGeneral SalazarBelum ada peringkat