Anda mungkin juga menyukai
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDari EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- QDokumen12 halamanQJoseph Peter100% (1)
- All Combine Merged Questions CBT Welding and PipingDokumen57 halamanAll Combine Merged Questions CBT Welding and Pipingdada shaik100% (11)
- CBT Piping Questionnaire-1Dokumen3 halamanCBT Piping Questionnaire-1kumarBelum ada peringkat
- Piping Inspector QuestionsDokumen10 halamanPiping Inspector QuestionsRichard Periyanayagam100% (1)
- CBT Welding QuestionDokumen57 halamanCBT Welding QuestionRishiBelum ada peringkat
- Aramco Piping QuestionsDokumen6 halamanAramco Piping Questionschandu666creator88% (8)
- Piping Latest Aramco QuestionsDokumen2 halamanPiping Latest Aramco Questionschandu666creator0% (1)
- Piping Inspector Questions - 1Dokumen6 halamanPiping Inspector Questions - 1Sreejith Sreeraman100% (2)
- Saudi Aramco Piping QC Inspector Sample Interview QuestionsDokumen6 halamanSaudi Aramco Piping QC Inspector Sample Interview QuestionsRichard Periyanayagam100% (3)
- Saudi Aramco Piping QC Inspector Sample Interview Questions & Answers..Dokumen5 halamanSaudi Aramco Piping QC Inspector Sample Interview Questions & Answers..Ch SIB100% (1)
- Welding Inspector Interview ReviewDokumen5 halamanWelding Inspector Interview ReviewLuttpiBelum ada peringkat
- Piping Q & ADokumen8 halamanPiping Q & AvenkateshBelum ada peringkat
- Piping Inspector Questions 1Dokumen6 halamanPiping Inspector Questions 1Badiuzzama786100% (1)
- Aramco Piping Interview Question and AnswersDokumen8 halamanAramco Piping Interview Question and Answersenergy8001100% (4)
- Sa (Valves and Fittings Exam)Dokumen6 halamanSa (Valves and Fittings Exam)rajaksekar100% (2)
- Piping QuestionnaireDokumen10 halamanPiping QuestionnaireRahman100% (2)
- General Question For Pipe: 1. What Is Pipe? AnswerDokumen19 halamanGeneral Question For Pipe: 1. What Is Pipe? AnswermohamedqcBelum ada peringkat
- Question For InterviewDokumen4 halamanQuestion For InterviewJlkKumar100% (2)
- CBT Piping Question Paper With AnswerDokumen7 halamanCBT Piping Question Paper With AnswerSARANGMUMBAI50% (2)
- Qa/Qc Welding Inspector CBT Muhammad Waqas / Muhammad TabishDokumen76 halamanQa/Qc Welding Inspector CBT Muhammad Waqas / Muhammad TabishAli100% (1)
- Aramco Interview Questions-4Dokumen21 halamanAramco Interview Questions-4chandu666creator100% (4)
- Mechanical General QuestionsDokumen57 halamanMechanical General QuestionsZain Sani Butt100% (1)
- CBT QuestionsDokumen5 halamanCBT QuestionsAris Bulaong100% (1)
- CBT Questions For PipingDokumen41 halamanCBT Questions For PipingarulselvamBelum ada peringkat
- Aramco CBT Questions-Answere For QAQC WeldingDokumen10 halamanAramco CBT Questions-Answere For QAQC WeldingAbdul HafeezBelum ada peringkat
- TR IntervieweDokumen28 halamanTR Interviewemohamedqc100% (1)
- Aramco CBT Questions-Answere For QAQC Welding-PART-04Dokumen14 halamanAramco CBT Questions-Answere For QAQC Welding-PART-04Abdul Hafeez50% (2)
- Valves & Fittings PDFDokumen24 halamanValves & Fittings PDFFahad AhmadBelum ada peringkat
- Aramco CBT Questions-Answere For QAQC Welding-PART-03Dokumen11 halamanAramco CBT Questions-Answere For QAQC Welding-PART-03Abdul Hafeez100% (1)
- General Mechanical-2 PDFDokumen6 halamanGeneral Mechanical-2 PDFAhmed Shaban KotbBelum ada peringkat
- Welding Inspector Interview QuestionsDokumen5 halamanWelding Inspector Interview Questionsவிஷ்ணு ராஜசெல்வன்Belum ada peringkat
- CBT QustionDokumen3 halamanCBT Qustionneelapu mahesh reddyBelum ada peringkat
- Welding Questionarie & Ans.Dokumen6 halamanWelding Questionarie & Ans.Deepak DineshBelum ada peringkat
- Interview ASME SEC IX & General QUESTIONSDokumen45 halamanInterview ASME SEC IX & General QUESTIONSabdo50% (2)
- QM Number TableDokumen1 halamanQM Number TableBaskaran Subramaniyan100% (1)
- Piping, Hydro QC List-InterviewDokumen8 halamanPiping, Hydro QC List-Interviewtayyab100% (1)
- PIPING QUESTIONAIRE (Interview) - Google Groups PDFDokumen11 halamanPIPING QUESTIONAIRE (Interview) - Google Groups PDFKurian Jose100% (1)
- Valves & Fittings Question - 02Dokumen3 halamanValves & Fittings Question - 02mohamed elmasry100% (1)
- CBT TanveerDokumen5 halamanCBT TanveerBapiBelum ada peringkat
- UG Piping, Hydro QC List-InterviewDokumen6 halamanUG Piping, Hydro QC List-InterviewSyed M. Imran Ali100% (1)
- Selected Questions From General Mechanical: Q No. Question AnswerDokumen17 halamanSelected Questions From General Mechanical: Q No. Question AnswerMushtaq ahmedBelum ada peringkat
- 5 6327619470013497823Dokumen4 halaman5 6327619470013497823shaijukvBelum ada peringkat
- Piping Inspector QuestionsDokumen7 halamanPiping Inspector Questionsnike_y2k100% (1)
- LINE Pipes - QuestionsDokumen2 halamanLINE Pipes - QuestionsTariq Hussain79% (14)
- CBT 02-20Dokumen3 halamanCBT 02-20Manoj Kumar100% (1)
- Aramco-Guide Testing QC Candidates (Piping-Hydro-Welding - Part 2 PDFDokumen8 halamanAramco-Guide Testing QC Candidates (Piping-Hydro-Welding - Part 2 PDFanon_585140390100% (1)
- Most Important Question Regarding Welding CBTDokumen16 halamanMost Important Question Regarding Welding CBTPooja ManiBelum ada peringkat
- API 570 - Asme B31.3 Q&ADokumen29 halamanAPI 570 - Asme B31.3 Q&AShaalan Ali100% (1)
- CBT Questions-1Dokumen2 halamanCBT Questions-1kumarBelum ada peringkat
- Welding Inspector Interview QuestionsDokumen5 halamanWelding Inspector Interview QuestionsValli Raju91% (23)
- Interview Ques & Ans - KNPCDokumen8 halamanInterview Ques & Ans - KNPCStephen RajBelum ada peringkat
- Piping-Cbt Question With Answer.Dokumen1 halamanPiping-Cbt Question With Answer.Md Sharique100% (7)
- Aramco Interview QuestionsDokumen38 halamanAramco Interview QuestionsMd Sharique83% (6)
- Aramco Q&aDokumen5 halamanAramco Q&aEzhil Arasan100% (2)
- Q & A 2023Dokumen10 halamanQ & A 2023Ehab AhmedBelum ada peringkat
- Questions & Answers: NDT Viernes, 15 de Septiembre de 2017Dokumen7 halamanQuestions & Answers: NDT Viernes, 15 de Septiembre de 2017Percy Junior Berrios MuñozBelum ada peringkat
- Questions Related To CodesDokumen10 halamanQuestions Related To CodesMayur Mandrekar100% (1)
- Welding QuestionsDokumen10 halamanWelding Questionsbalakumar rajaram100% (1)
- Aramco Interview Questions PRDokumen11 halamanAramco Interview Questions PRhemant1284100% (2)
- Heera Redevelopment Phase-Iii Project (Hrp-Iii) : Innovative Synergy SolutionDokumen7 halamanHeera Redevelopment Phase-Iii Project (Hrp-Iii) : Innovative Synergy SolutionsarathBelum ada peringkat
- Procedure For Determining Conformance To Steel Profile/Surface Roughness/Peak Count RequirementsDokumen7 halamanProcedure For Determining Conformance To Steel Profile/Surface Roughness/Peak Count Requirementssarath100% (1)
- British Steel Universal Beams Ub DatasheetDokumen6 halamanBritish Steel Universal Beams Ub DatasheetsarathBelum ada peringkat
- Sspc-Pa 16-2012 PDFDokumen2 halamanSspc-Pa 16-2012 PDFRaul Sebastiam100% (2)
- TWI Training - V5 - 29 Sept 2017 - Low ResDokumen94 halamanTWI Training - V5 - 29 Sept 2017 - Low RessarathBelum ada peringkat
- CSWIP 3.2 Course Material 2016Dokumen418 halamanCSWIP 3.2 Course Material 2016skychurch97% (30)
- New Microsoft Office Word DocumentDokumen16 halamanNew Microsoft Office Word DocumentsarathBelum ada peringkat
- New Microsoft Office Word DocumentDokumen16 halamanNew Microsoft Office Word DocumentsarathBelum ada peringkat
- Automatic TransmissionDokumen350 halamanAutomatic TransmissionStuart FerreiraBelum ada peringkat
- Diff-Limit State & Working StressDokumen2 halamanDiff-Limit State & Working StressRoshin99100% (1)
- Ha1005 PDFDokumen18 halamanHa1005 PDFhidraulic50% (2)
- Flow Types: - Base of SpillwayDokumen6 halamanFlow Types: - Base of Spillwaygizem cenikBelum ada peringkat
- Parker IPS Catalog 1816-3Dokumen256 halamanParker IPS Catalog 1816-3Mario DuranBelum ada peringkat
- Miniature Flowmeters For Analytical Process DK 700: Installation and Operating InstructionsDokumen2 halamanMiniature Flowmeters For Analytical Process DK 700: Installation and Operating InstructionsMateusz SynowieckiBelum ada peringkat
- OPENSEESDokumen41 halamanOPENSEESJUAN URGILESBelum ada peringkat
- 6stroke EngineDokumen5 halaman6stroke EngineMitesh KumarBelum ada peringkat
- GAS KIT Installation GuideDokumen25 halamanGAS KIT Installation Guidealrounder57% (7)
- Sampel Mech - CalculationDokumen36 halamanSampel Mech - CalculationMuhammad Farizan Praevia100% (1)
- MTRL MasterDokumen386 halamanMTRL MasterSourav MaitraBelum ada peringkat
- PHY Acceleration ProblemsDokumen4 halamanPHY Acceleration Problemsminna1208Belum ada peringkat
- XDV Xtra Duty V BeltsDokumen3 halamanXDV Xtra Duty V BeltsJohel ClBelum ada peringkat
- 1K 2K Service Manual 4th GenDokumen305 halaman1K 2K Service Manual 4th GenElectronica coetc100% (1)
- L-1 Butterfly Valve InstallDokumen9 halamanL-1 Butterfly Valve InstallgerardtrBelum ada peringkat
- 19S 414 이제욱Dokumen3 halaman19S 414 이제욱Ahmed KhairiBelum ada peringkat
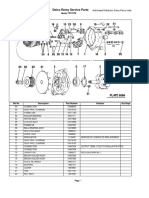
- Delco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaDokumen2 halamanDelco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaWilson AcostaBelum ada peringkat
- To Match Tie-Ins Location: See SHT 200-PB-13F-219-BK1 SHT 1 F4 G5 B6Dokumen1 halamanTo Match Tie-Ins Location: See SHT 200-PB-13F-219-BK1 SHT 1 F4 G5 B6ABDERRAZZAKBelum ada peringkat
- Valtra T121-T191 EngineDokumen29 halamanValtra T121-T191 EngineJakaBelum ada peringkat
- Service Bulletin - Water - Pressure - Valve - AssemblyDokumen3 halamanService Bulletin - Water - Pressure - Valve - AssemblylicavitosBelum ada peringkat
- Lab 3 - Measuring Mass of EarthDokumen7 halamanLab 3 - Measuring Mass of EarthJacob AltmillerBelum ada peringkat
- Service Manual MIL-9000 and MIL-12000: Electric WinchesDokumen29 halamanService Manual MIL-9000 and MIL-12000: Electric WinchesGlen C. ChadwickBelum ada peringkat
- Grav Fields A2 M4Dokumen55 halamanGrav Fields A2 M4aby251188Belum ada peringkat
- Mechanical SealDokumen16 halamanMechanical SealRAJEDIA ABDULLAHBelum ada peringkat
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 22-Jan-18 MechDokumen2 halamanSaudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 22-Jan-18 MechaneeshBelum ada peringkat
- Manual 6a32Dokumen24 halamanManual 6a32Buho FielBelum ada peringkat
- Physics Problem Solving ExampleDokumen3 halamanPhysics Problem Solving Examplenathaniel borlazaBelum ada peringkat
- Dws Info Sheet Gd31mo Alloy Slicklines For Highly Corrosive Well MediaDokumen1 halamanDws Info Sheet Gd31mo Alloy Slicklines For Highly Corrosive Well Mediaerwin atmadjaBelum ada peringkat
- Kruger Tunnel Ventilation Products BrochureDokumen12 halamanKruger Tunnel Ventilation Products BrochureMarino AyalaBelum ada peringkat
- DesignBuilderPrintableManualv4 5A4Dokumen1.192 halamanDesignBuilderPrintableManualv4 5A4ElviraMartinez100% (1)