Referance For Marine Engineers by Min Zar Tar
Diunggah oleh
mgbouneJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Referance For Marine Engineers by Min Zar Tar
Diunggah oleh
mgbouneHak Cipta:
Format Tersedia
Reference for Marine Engineers
REFERENCE FOR
MARINE ENGINEERS
Compiled by Min Zar Tar
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
BEDPLATE
Bedplate provides the rigid seating of the crankshaft, which is absolutely essential for
satisfactory engine operation. Modern engine bedplate is boot shape or 'H' shape construction.
Design feature:
The bedplate is constructed of deep longitudinal girder [running along the length of the engine]
and transverse or cross-girder [across the engine].Transverse and longitudinal girders are joined
together by welding:
(1) Cross girder: Cast construction and made of Cast Steel.
B The central portion of the transverse girder is called the bearing saddle, which form the main
bearing seating.
B The transverse girders particularly the bearing saddles are the most heavily loaded part of the
engine structure.
B The static load of the running gear and dynamic load down the piston and connecting rod are
transmitted through the crank journal to the bearing saddle of the cross-girder.
B There is no support at the centre of the cross girder
B The support is only at the two sides with the aid of chocks.
B Tie rods are fitted near to the centre of cross girder.
B Each main bearing of the engine is fitted at the centre of the cross girder.
(2) Longitudinal girder: Fabricated construction and made of Mild Steel
The longitudinal girder plays an important role in maintaining the longitudinal rigidity and
strength of the bedplate. This in turn keeps the crankshaft aligned in longitudinal direction.
Areas of bedplate which require special attention during inspection:
1. Bearing saddle: The bearing saddle is the most heavily loaded part of the engine structure. The
static load of the running gears and the dynamic load down the piston and connecting rod are
transmitted thorough the-crank journal to the bearing saddle of the cross girder. There is no support at
Compiled by Min Zar Tar
Reference for Marine Engineers
the centre of the cross-girder, the maximum bending moment is at the centre. So cracks may take
place at the centre portion of the cross-girder and round the saddle.
2. Junction weld: It is extremely important to pay close attention to the junction welds between
transverse, and longitudinal girder during inspection. The cross girder has no support at the centre. So,
during &ring of the engine the transverse girders are subjected to bending moment, which is
transmitted to the longitudinal girder as it is welded-to the transverse girder. So, the junction welds are
subjected to high load, where cracks may take place at the weak paints.
3. Tie bolt holes: Tie bobs are fitted to keep the engine structure under compression. They are
subjected to a high cyclic stress due to the firing force. So, there is possibility of cracking to take place
in the way of tie bolt holes and round the holes.
4. Lightening holes: Special attention should be given the areas of lightening holes for crack
distribution due to stress concentration.
5. Base of main bearing keeps: During the bedplate inspection, the base of the main bearing keeps
should be checked for hacks.
6. Chocks: The chocks are used to compensate for the natural unevenness of the tank top. The whole
bedplate sits on number of chocks, so, incase of loose or if fretting occurs in number of adjacent
chocks, severe crankshaft damage can take place due to misalignment.
7. Holding down bolts: Holding down bolts is always under tensile stress. During the running of the
engine; they are subjected to a high fluctuation of stress. So, they may run loose and consequences
of running an engine with slack bolts are disastrous. So, during inspection, maximum attention should
be given to loose bolts.
Material
①. Prefabricated steel.
②. Cast iron.
③. Hybrid arrangement of cast steel and prefabricated steel. (Fabricated mild steel for
longitudinal girders and cast steel for transverse girders.)
Machined surfaces
①. Top of frame attachment.
②. Side for side chocks and entablature cover plates.
③. End for thrust block housing, turning gear and end chocks.
④. Bottom for chocks, tie bolts, oil sump pan.
Likely Areas of Cracks on Bedplate:
R Central portion of fabricated transverse girder (main bearing saddle) and around the saddle.
R Junction welds between transverse and longitudinal and all the welded points.
R Radially Tie bolt holes and around the holes (top of the transverse girder).
R Around lightening holes.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
R Base of main bearing keeps.
Faults in bed plate.
①. Crack.
②. Oil leaks.
③. Loose chocks.
④. Loose frames.
Force on Main Engine Bedplate:
R Fluctuating gas pressure from the engine cylinder and through the connecting rod, crankshaft to
the bedplate.
R Inertia forces from the reciprocating masses [piston],
R Static weight of all engine parts B side thrust from guide faces.
R Torque reaction from propeller.
R Hull deflection.
R Vibration forces due to torque fluctuations and shock loading.
R Thermal stresses.
R Weight of all engine parts located above bed plate
R Forces due to movement in heavy sea.
Reasons for Failure and Cracks:
R Excessive vibration.
R Slack tie bolts.
R Overloading of main bearings due to wear.
R Poor welding.
R Loose chocks.
Cause of bed plate failure.
①. Excessive vibration.
②. Slack tie bolts.
③. Overloading because of excessive bearing wear.
④. Poor welding.
⑤. Not properly stress relieved.
⑥. Stress risers on welds.
Repairs
Mild steel and cast steel - Crack should be chipped out and welded. Care not to distort the part. Use
ductile electrodes which give deposit close to base metal.
Cast iron - Small crack - Arrested by drilling.
Compiled by Min Zar Tar
Reference for Marine Engineers
Serious crack - Metal locked.
Describe how the Cross-girder is connected to the Longitudinal girder?
I Cross girder is connected to longitudinal girder by welding, casting or bolt.
I Modern engines use welding for this connection to avoid repair difficulties and to reduce risk of
distortion.
I Welding results a lot of defects in the welded structure Therefore, precautions should be taken
to minimize defects before wielding:
a) The welding must be of a very high standard, carefully controlled and inspected.
b) Number of joints should be minimum to avoid stress concentration at the joint points.
c) Joints should be double welded butt joint.
d) One plate or slab to reduce joining point or welding.
e) No intricate shape, if then casting is recommended.
f) Continuous full strength welding should be carried out without difficulties.
g) Minimum intersection.
h) No abrupt change of plate section. If there is a change it should be done gradually, sudden
section change causes high stress concentration.
i) Single plate transverse 'girder - plate extension is necessary at joining points.
After welding has been done, a non-destructive test to be carried out to detect the defects.
This can be done by using ultrasonic or magnetic method. Then it should be taken for stress relieving
heat treatment i.e. annealing, normalizing, hardening and tempering.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
FOUNDATION CHOCK
Function.
1) Any variation in the surface of the tank top does not cause misalignment.
2) Individual adjustment of chocks can be carried out.
3) Any distortion can be corrected.
4) End chocks absorbs collision loads. In case of integral thrust block, it absorbs propeller thrust and
propeller excited vibration.
5) Side chocks absorb side loads due to components of unbalanced reciprocating forces. It helps
holding down bolts to resist the lateral forces when the vessel is rolling.
Materials
B Metal chocks Cast iron
Steel
B Epoxy Resin chocks.
Purpose
01) To avoid misalignment on tank top surface
02) To carry out adjustments on individual chock
03) To correct any distortion
04) To absorb collision load by end chocks
05) To absorb side load, due to unbalanced reciprocating forces, by side chocks
Holding Down Arrangements
Ÿ The engine bedplate is supported on a series of chocks.
Ÿ Chocks are made of either mild steel or epoxy resin.
Ÿ Chocks are fitted at particular interval along the periphery of the base of the bedplate after the
engine is aligned with the intermediate shafting.
Ÿ The chocks sit, on the inner bottom plating of the hull stricture, which forms the part of the engine
seating.
Ÿ The chocks are fitted more closely to the cross-girder as there is no support at the centre of the
cross girder.
Ÿ Modem main propulsion engines are fitted with side and end chocks in addition to main
supporting chocks.
Ÿ Holding down studs pass through the bedplate, chock and tank top plating.
Ÿ The studs in most of the modern propulsion engines are free through the bedplate, chocks and
tank top plating.
Ÿ Holding-down bolts are made of High UTS steel.
Compiled by Min Zar Tar
Reference for Marine Engineers
Design Feature of Holding Down Bolts:
a) UTS Steel: The bolts are made of high UTS steel. So they are having high fatigue strength.
b) Long Studs: The bolts are longer, therefore they can be stretched without failure (higher tensile
strength).
c) Thin Elastic Bolts: Percentage of elongation is more, which increase fatigue strength
d) Free Studs: The bolts are free through the matting surfaces, so there is no stress concentrations
e) Spacers: The bolts are fitted with long spacer tubes, which give vibration-damping effect.
f) Naked Section: The holding down bolts invariably carry a naked section with outside diameter
smaller than the diameter at the root of the threaded section` The potential for failure at the root of a
thread is thus alleviated
g) High Degree of Surface Finish: The matting surfaces of bedplate, chocks and tank top are given a
high degree of surface finish. This reduces the bending stress in the holding dawn bolts.
b) Side and End Chocks: Modern engines are fitted with side and end chocks addition to main
supporting chocks. This reduces shear stress in holding down bolts.
Factors result in fatigue failure of holding down bolts:
The holding down bolts are subjected to fatigue failure, became of fluctuation of stresses. The main
factors, which result in fatigue failure of holding down bolts, are:
a) Under tightened bolts: If the bolts are subjected to less stress or less pretension during initial
tightening, the stress fluctuation will increase, which will lead to fatigue failure of holding down
bolts.
b) Slack studs: The studs may get slack due to over loading of the engine, which will increase the
fluctuation of stress.
c) Damaged studs: Any scratch, pop marks or surface flaw of the naked section of the stud can lead,
to the localizing of stress that can cause fatigue failure.
d) Slack chocks: Slack chocks will also cause the bolts to be slack. Slackness of bolts increases
stress fluctuation.
e) Fretting of mating surfaces. Severe fretting on mating surfaces of bedplate, chocks and
foundation plate will cause he bolts to run loose, which will lead to fatigue failure.
Explain why holding down bolts often ran loose?
R Holding down bolts often run loose due to vibration. Vibration is due to torque fluctuation and
shock loading
R When the ship is subjected to severe load the deformation occurs. When that load is removed
the ship tends to go into its original position. This action Continues and the ship is called vibrating.
R Due to this vibration the bedplate will be under severe stress and fretting will occur between the
mating surfaces of bedplate and chocks and in long run bolts will get loose
R Main causes are Vibration, Overloading of engine; Slack chocks and Hull deflection.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Explain the effect of running a main propulsion engine with slack holding down
bolts for a prolonged period.
The holding down bolts pass through the holes in the bedplate, chocks and foundation plate. They are
subjected to fluctuation of stress. So they may often rut loose and the consequences of running
engine, with slack bolts are disastrous. The effects are:
a) Vibration: Excessive vibration and abnormal movement of the upper part of the engine occur if the
bolts run loose.
b) Fretting: Continuous operations with slack bolts allow severe fretting on the matting surfaces of
bedplate, chocks and foundation platen
c) Damage to engine seating: Fretting results in severe and permanent damage to engine seating.
d) Crankshaft misalignment: If fretting occurs in number of adjacent chocks severe crankshaft
damage can take place through misalignment. Crankshaft can go unnoticed for a considerable
period of time with serious effect on the engine and safety of the vessel.
e) Bending stress: Slack bolts will increase bending stress on bolts, which lead to failure of bolts.
f) Cross girder cracking
Why the engine is carried on number of chocks rather than resting directly on
inner bottom plating?
The engine is carried on a number of chocks fitted around the underside of the periphery of
the bedplate.
2 The chocks are used to compensate for the natural unevenness of the tanktop.
2 The chocks sit on the foundation plate, which forms part of the inner bottom plating of the bull
structure.
2 Any vibrations of the tanktop surface will not cause misalignment as the bedplate is supported by
chocks and ship deflection is transmitted to engine through a minimum number of points.
2 These chocks can be individually adjusted in case of any chaffing or fretting taking place. Any
distortion after fitting due to settlement can also be corrected.
2 The chocks also absorb some of the stresses due to heavy seas, which would be transmittal to
the bedplate.
2 They have very good vibration damping properties.
2 The chocks are closely spaced in the location of cross girder, so that, good support is given to
the area of the bedplate, which is supporting the main bearing and engine "A" frame. This
prevents any localized distortion or sag in the bedplate.
Non-metallic chocking arrangement suitable for main propulsion engine:
2 Modern highly rated main propulsion engines are using epoxy resin as non-metallic chocks.
2 Chocks are fitted after the engine alignment with intermediate shaft.
2 The epoxy resin comes as a pourable fluid into, which is mixed a hardening agent. The fluid then
can be poured into preformed retaining dams under the engine bedplate setting without any
Compiled by Min Zar Tar
Reference for Marine Engineers
contraction in dimension
2 Greased dowels or thin metal sleeves are used to protect bolt from filling up with the liquid resin.
After pouring the resin is allowed to cure completely, taking about 48 hours when the
temperature of the surrounding is 16 'C
2 The area of the resin chocks is naturally, lags than that used for metallic chocking and may cover
several holding down bolts at a time.
2 The epoxy resin used must be approved by the appropriate classification society.
2 By intermitting the matching of surfaces it Lives excellent load bearing and avoids possibly of
fretting
Merits and Demerits of non-metallic chocking over conventional design:
Merits:
01) Reliable and permanent alignment without machining foundation, bedplates or chocks.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
02) Provides uniform precise mounting for superior retention of critical alignment.
03) Resists degradation by fuels, lubricants, eliminates corrosion in chock area.
04) Non-fretting condition permanently.
05) Reduces noise levels, maintaining alignment and hold down bolt tension.
06) The modulus of resin helps to maintain crankshaft deflection and machinery alignment during
hull distortion.
07) Can be used on all sizes and types of engines
10) Installation time is measured in hours, not in days (Quick installation.)
08) Withstands the temperature up to 80°C
10) Gives chock thickness of up to 40 mm.
11) Vibration damping high
12) Running hours 200 million++
13) Used for engines 15000 BHP ++.
Demerits:
(01) Problem in case of fire.
(02) Specialized method of chocking.
(03) . Maximum temperature limit at 80 °C.
Check Foundation Chock
①. Check according to running hour
②. Regular retightening done or not
③. Check for crack, fretting, piece or rust, scale etc
Compiled by Min Zar Tar
Reference for Marine Engineers
④. Check for slackness by hammer testing.
Fitting of chocks.
# Record crank shaft deflection.
For metal chocks.
# Machined slightly over size and then hand filed and scraped to fit. Surface contact 70%.
# Record crank shaft deflection.
For Epoxy Resin chocks.
# Cleaned surfaces.
# Apply thin film of zinc to machine base and foundation for corrosion resistant.
# Prepare dam in chock area. Greased up holding down bolts, inserted and hand torqued prior to
pouring.
# Chocking area is maintained at not less than 16°C by hot air blowers.
# Resin is mixed and poured into position. Care that heating does not cause local hot spot.
# When chock fast hardens, bring chock and adjacent plate to 16°C or higher for 48 hours. Ensure
chocks are below 38(C before tightening bolts.
Why side and end chocks are incorporated in addition to holding down bolts in
large main engines?
Most of the modern engines are fitted with side and end chocks in addition to main supporting chocks.
Longitudinal and transverse movement of the bedplate is prevented by end and side chocks.
Side chocks are provided:
v To absorb side load due to unbalanced reciprocating forces.
v To prevent chaffing of the supporting chocks and tank top.
v It helps the holding down bolts to resist the lateral forces when the vessel is rolling.
End chocks are provided at each end of the longitudinal girder:
v To position the engine.
v To absorb the collision load
v To absorb propeller thrust in case of integral thrust block
v To absorb propeller excited vibration.
I If the side and end chocks are not fitted, the holding down bolts will have to take up the
longitudinal and transverse movement of bedplate, causing shear stress onto the holding down
bolts.
I With the chocks in place, the holding down bolts will only have to hold the bedplate rigidity to the
ship structure
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
FRAMES:
Material:- Mild Steel Plates & Tubes.
Construction:
2 Individual frame is fitted to each cross girder.
2 Plates are fitted in spaces between frames.
2 Strong transversely & flexible longitudinally.
2 Alignment of cylinder block & bedplate vary.
2 Overall structural weakness.
Modified Approach to Construction (Box Girder) Effects:
2 Bedplate is required to contribute 17% o overall structural strength. Conventional engine
bedplate contributes 60°/9 of overall strength.
2 High degree of stiffness.
2 No discontinuities in engines.
2 Cylinder liners remain at clamping points.
B Piston performance improvement.
B Liner wears rate low.
B Torque reaction guide plane reduced.
2 Rocking & Twisting of engine reduced.
2 Modern engine with high firing pressure results local vibration.
Stiff frame maintains natural frequency high-beyond excitation range.
2 Improved fabrication.
2 Engine smaller & lighter compared to Cast Iron Construction.
B Higher Power : weight ratio.
Welded Structure defects: Cracking Cold Cracker
Mostly poor workmanship - Lack of penetration & fusion. -Heated zone near fusion line.
- Overlap - Poor run fusion - Results in severe stress concentration. - Martensite formation. .
- Undercut - Poor side fusion - Location - weld metal. Surface defect rectification
- Porosity - Trapped gases - Parent metals (heated zone). - Grinding & Re-welding.
- Cavities Hot cracking Defect identification
- No root penetration Porosity-moped - Ultrasonic, Radio-graphics etc.
- Welded metal- Sulfur.
Cast Structure:
2 Without proper facilities: Unreliable and Unpredictable.
2 X-rays identify blowholes & cavities.
2 Some defects show during service.
2 Main consideration or cast construction: Intricate shape and Cost.
Compiled by Min Zar Tar
Reference for Marine Engineers
Defect in Cast Structure:
Blowholes Segregation of Impurities
R Furnace gases dissolved in metal R Solidify last
R Gas dissolved in molten metal – Less soluble during R Remains on crystal boundaries
solidification. On solidification – Gases liberate and result in R Overall brittleness
trapped Bubbles & Blowholes Shrinkage:
Porosity: On Solidification
R Steel not completely de-oxidized R Volume decrease
R Carbon tends to reduce oxide, FeO + C = Fe + CO R Out side surfaces solidify
R Initial stage solidification – Pure Fe R Leaves Cavities
R Excess FeO & C = Trapped CO, Results in Blowholes R Solution: Shape of the mould
Faults in Structures
Cracks Misalignment Structural Misalignment Indications
R Behind guides R Settling of structure R Overheated bearings & guide shoes
R Bearing pockets R Fire R Uneven wears of liner
R Welding places R Grounding R Piston slapping / Piston misalignment
R Bolts & Dowels R Collision R Excessive engine vibrations
R Holes R Slack tie bolts R Excessive wears of stuffing box
R Distortion in structure R Excessive wears of piston rod
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
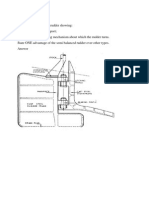
TIE BOLTS
Material: High UTS Steel.
I Large slow speed engines are fitted with tie bolts.
I The tie bolts are placed between the cross girders of the bedplate & top of the cylinder block, on
either side.
I Bolts are free through cylinder blocks, frames & bedplate.
I Tie bolts are as close as possible to engine center line to minimize bending moment.
I Tie bolts are always under tension.
Function:
The functions of tie bolts are to -
B Bind the cylinder block, A-frame & bedplate firmly together.
B Keep the structure under compression.
B Keep load on structure within admissible limits.
B Prevent fretting between the components.
B Transfer firing load to Cover Studs È Cylinder Block È Tie bolt ÈCross Girder ÈShip Structure
Effect of Running Engine with Slack Tie Bolts
v Cylinder block flex and lilt.
v Landing aces rest.
v Machine faces destroy.
v Fitted bracing bolts slacken.
v Uneven fretting cylinder block landing results in piston misalignment.
v Uneven fretting nut landing face results excessive bending on tie bests.
v Damage bed plate axe girder.
v Rigidity of structure destroys.
v Guides / Bars possible slackening
Checking pretension of Tie Bolts
The pretension of the tie bolts should be checked regularly according to engine manual to check that
tie bolts are not slack.
(01) Take the crankshaft deflection reading
(02) Ensure that the clamping screws are slack.
(03) Remove the thread-protecting hood from all the tie rods and dean the contact face of the
intermediate ring.
(04) Screw both the pre-tensioning jacks on the two rods opposite each other until the lower part of
the jack cylinder rests on the intermediate ring; and the work should from the centre tie bolts in
pair or as shown in figure.
(05) Connect the jacks to high-pressure pump and vent the system.
(06) Operate the pump until tendon pressure is reached and maintained this pressure.
Compiled by Min Zar Tar
Reference for Marine Engineers
(07) Using a feeler gauge, check the clearance between the tie rod nuts and intermediate ring. If
clearance exists tighten the nuts with tommy bar until it rests firmly on the intermediate ring.
(08) Check the clearance again and then release the pressure:
(09) If no clearance exists the pressure can be released immediately and the pre-tensioning jacks
removed.
(10) After checking the pre-tension, smear the threads with acid free grease and fit the protective cap.
Tighten the damp screws and take crankshaft deflection and compare with earlier reading
Tie Bolts Pretension Procedure
Explain why modern engines use UTS steel bolt.
(01) In modern highly rated engines, the bolts are given high degree of pretension during tightening
to minimize the fluctuation of stress. This minimizes the possibilities of fatigue failure. High UTS
(Ultimate Tensile Strength) alloy steel and long thin elastic bolts are used for higher fatigue
strength. Any material will fail at a much fluctuating load than a steady higher load. That's why
stress in modem engine bolts are high but engines designers have taken effort to keep
fluctuation of stress low.
(02) The UTS bolts have ductility property, which enable it to be drawn easily into wire form.
(03) The UTS bolts have toughness property to sustain variable load condition without failure.
(04) UTS alloy steel permits full hardening and tempering thus a wide range of property is available
thereby.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
CONNECTION ROD BOLTS
Connecting rod bolt design features:
(01) High UTS alloy steel having higher fatigue strength.
(02) Long thin elastic bolts for higher percentage of elongation and fatigue strength.
(03) High degree of surface finish bolts is used to reduce stress concentration.
(04) Bolts are free with very little fitted portion, to reduce the stress concentration.
(05) Shank of bolts is less in diameter than the core diameter at the bottom of the thread by 10%,
which increases extensibility.
(06) Well formed fillet at places of change 6f section and between the shank and bolt head to prevent
stress concentration.
(07) Bolt has smooth change of section.
(08) Bolt stiffness is less than component stiffness.
(09) Rolled thread and 3 or 4 additional threads and gradual transition.
(10) Dowel pins are fitted to reduce shear load on bolts and bolts are provided with interlocking
arrangement
Factors contribute to connecting rod bolt failure:
The connecting rod bolts are subjected to high fluctuation of press, which lead to fatigue
failure. The following factors contribute to the bolt failure:
(01) Stress concentration: Due to damage of surface finish and fillets
(02) Over-tightening: Over-tightening or over-stretching of bolts resulting in permanent damage
(plastic deformation)
(03) Inadequate tightening: During running condition, inadequate tightening will cause high
fluctuation of stress leading to fatigue &Dare.
(04) Uneven tightening: Uneven tightening results some of the bolts being overloaded.
(05) Improper seating: Improper seating of bolt bead or nut will induce bending stress.
(06) Corrosive attack: Corrosive attack will damage surface finish and loss of strength of material
Compiled by Min Zar Tar
Reference for Marine Engineers
Explain the difference between the connecting rods of large slow speed engines
and medium speed trunk type engines.
(01) The loads cane onto connecting rods are the result of gas loads on the pistons and inertia loads
from the piston, piston, rid, x -head and skirt. The inertia forces from the reciprocating parts are
connecting to gas loads depending on their action.
a) In 2-stroke engines: Gas load on piston is unidirectional in single acting 2-stroke cycle
0
engine, the load from the end thrust on the connecting rod is usually purely compressive.
b) In 4-stroke engines: Load reversal takes place at the end of exhaust stroke. The end
loading on the connecting rod may be "push-pull". The connecting rod being subjected to high
compressive loads in the "push" stage of power stoke and low-tensile loads in the "pull" stage
of exhaust stroke
(02) In service, swing movement of the connecting rod sets up inertia loads on the connecting rod in
a transverse direction and the inertia loads depends on mass and velocity.
a) In 2-stroke engine: The transverse inertia loading is not so much and the round section
connecting rods of normal length arc strong enough to sustain the connected gas loading in
slow speed engines.
b) In 4-stroke engine: The transverse inertia loading is of such magnitude that the weight of
the connecting rod must be considered together with its strength to resist these loads.
Rectangular and I -section connecting rods fulfill this satisfaction in the best manner. And this
is the reason for using I-section connecting rod in spite of higher manufacturing cost.
Explain why bottom end bolts; particularly in medium speed engine are prone
to failure under normal conditions.
Connecting rod bottom end bolts keep the two halves of the bottom end bearing together.
These bolts are subjected to complex nature of stresses as follows:
a) Tensile stress: Tightening of nuts stretches the bolts and subject them tensile stresses,
which helps the two components together and under compression
b) Fluctuating tensile stress: The tensile stress set in the bolt while tightening is of higher
degree to reduce fluctuating stress in modern highly rated engines.
In 4-stroke engine, at the end of exhaust stroke the inertia load is acting upwards. As a result,
piston has a tendency to fly out. Therefore, momentary load reversal taking place in the
bearings. At this period, the load is on top-half at main bearing, bottom-half at bottom end
bearing and top-half at top end bearing which is jug opposite to normal load condition. This load
reversal continues at every cycle.
This has a significant effect on bottom cad bolts, because the whole connecting rod is under
tension at the stage of load reversal Therefore, bottom end bolt is subjected to additional tensile
stress at the end of exhaust stroke resulting in severe stress fluctuations during the cycle.
c) Shear stress: The two halves of the bottom end of the connecting rod have a tendency to go
apart. This results in shear stress in way of the bolt, keeping the two parts together.
d) Bending stress: Bending stress of fluctuating nature also takes place while the bottom end is
distorting. During power stroke, the bolts bend outward and during exhaust stroke the bolts tend
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
to bend inwards.
As these fluctuation stresses lead to the fatigue failure of bottom end bolts; this is why the
bottom end bolts are prone to failure under normal condition in medium speed engines.
Explain how tendency of failure of bottom end bolt can be minimized by proper
maintenance.
The connecting rod bolts are subjected to high fluctuation of stresses, which lead to fatigue failures:
The following proper maintenance can minimize the bolt failure:
(01) Proper surface finish: The bolt is given a good surface finish to reduce stress raisers. Bolt
surface and threads must not be damaged by rough handling.
(02)Proper tightening:
a) Bolts should be tightened according to manufacturer's instruction. A high degree of
penetration is given during tightening to keep the fluctuation of stress low.
b) Tightening must be done in stages.
c) Should not flog the bolt with the hammer in the direction of tightening
d) The landing faces of the bolt-head nut should be leaned
e) During tightening, measurement of extension is essential for correct stretch
f) Always change the bolts in pair.
(03) Apply proper lubricant: Should apply proper grade of lubricant on the head during
tightening according to manufacturer's instruction. If the lubricant used has lower viscosity than
recommended and nuts are tightened to recommended torque, the bolts in tact left a little slack.
On the other hand, using a higher viscosity lubricant induces additional bending stress.
(04) Should check the bole for cracks, damage etc.
(05) Sounding testing by hammer to identify internal flaws and cracks. It should be healthy noise.
(06) Locking of the nuts should be checked thoroughly.
During inspection this is identified that the bolt locking is intact but the bolt is
loose. State with reasons the actual problem associated with bolt.
v The bolt locking intact indicates that the nut is not displaced from the tightening position. As the
bolt is loose, it indicates that the bolt has been permanently deformed (plastic deformation). This
happens due to over tightening the bolt.
Compiled by Min Zar Tar
Reference for Marine Engineers
v In 4-stroke engine, the load reversal at the end of exhaust stroke has significant effect on
connecting rod bolt. At this stage, the bolt is subjected to additional stress as because the whole
connecting rod is under tension. If the bolt is given a high pretension than recommended, then
the additional tensile stress plus the pre-stress may be high enough to lead the bolt to plastic
deformation. The bolt has stretched so much that it looses its elasticity to its original form.
Explain why connecting rod bolts require special attention and renewal if
particularly 4-stroke engine inadvertently over-speed.
v In 4-stroke engine, at the end of exhaust stroke the inertia loading of piston acting upwards
overcome the exhaust gas load on piston acting downward. Therefore, the connecting rod is
pilled 2nd it is under tension at this stage. This has a significant effect on the connecting rod
bottom end bolt. Bottom end bolt is subjected to additional stress in severe sass fluctuation. This
continues is every cycle.
v But the inertia loading is dependent on mass and angular velocity. So, when a 4-stroke engine
inadvertently over-speeds the inertia loading will be higher imposing additional stress on the bolt.
The fluctuation of stress is also higher, this high fluctuation of stress can cause fatigue failure:
v So, connecting rod bolts require special attention if a 4-stroke engine inadvertently over-speeds.
V-Type Connecting Rod
1) Side by side 2) Articulated 3) Fork and Blade.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
CYLINDER LINER
Function
The compression of air and the combustion of fuel/air mixture take place inside the cylinder
liner, so it forms part of the combustion chamber.
Material: Pearlitic Grey Cast Iron.
Properties of Liner Material
B Materials for liners must provide adequate strength and fatigue life.
B Resists abrasion, corrosion and must readily transfer heat.
B Be able to retain a film of lubricating oil on working surfaces.
B Have a rate of thermal expansion compatible with adjacent parts.
I To meet these requirements liners are cast in Pearlitic Grey cast irons to which alloying
elements such as Vanadium and Titanium are added to enhance strength , war and corrosion
resistance Chromium Plating of the internal surfaces can be carried out to reduce near and
corrosion further. Chrome plated liners have extended life but initial cost is higher.
I Chromium plated piston rings must not be used with chromium plated liners.
Construction feature of Liner
# Liners are designed to give extensive working life with long periods between overhauls.
# They must maintain low wear rates and frictional losses from the sliding motion of the piston
rings under fluctuating pressure and temperature.
# The upper end of the liner forms a flange of sufficient strength to support it. This flange is
secured between the cylinder cover and the jacket or engine entablature, leaving the lower end
of the line free for thermal expansion.
# The liner thickness must give adequate strength to resist the internal gas load but is limited by
the necessity to transfer heat rapidly to reduce thermal strength. The thickness may be reduced
towards the lower end where pressure and temperature are less.
# In large two-stroke engine liners scavenge air ports are cut or cast in near the lower end [for loop
or cross scavenge systems exhaust ports are also required]. There is no scavenge or exhaust
port in four-stroke engine.
# Modern engine liners are using bore cooling, otherwise external cooling system is required to
remove excess heat, limit thermal stress and maintain a surface temperature
# All ports are shaped to direct the flow.
# Silicon rubber rings are fitted into the grooves in the liner to make a watertight seal at the lower
end while sill allowing freedom for thermal expansion of the liner. The upper end of the liner is
sealed by the landing face of the liner flange.
# External bossing may be added to accommodate seal rings, lubricator connections etc.-
Compiled by Min Zar Tar
Reference for Marine Engineers
Cylinder liner Cooling
B Referred to as jacket cooling and is carried out by circulating fresh water between the outer
surface of the liner and the cylinder jacket.
B The water space extends over the upper part length of the liner and water enters at the lower end
of the jacket, flowing upwards and leaving at the top to pass on to cool the cylinder cover.
B Modem liners are using bore cooling to maintain acceptable temperature in the liner at its top
flange where the metal thickness is greatest.
Bore Cooling
Bore cooling is the term used when a number of individually small holes are bored within the
thickness of a part so that water can be passed close to the heated surface. Straight holes drilled at
an angle through a curved thickness give very effective cooling with little lass in strength of the part.
The small holes angled upwards maintain the velocity of the cooling water. As cooling takes place
near the hot surface; the thermal stress is greatly reduced
Due to the reduction in area for the cooling water flow through the drilled holed the velocity of
the water increases. The increase in water velocity gives much better rates of heat exchange between
the surfaces being cooled and the cooling water.
Cylinder Lubrication
B Cylinder liners require adequate lubrication to reduce piston ring fiction and wear. The oil film
also acts as a gas seal between the liner and piston rings and act as a corrosion inhibitor. Some
oil is forced into piston ring grooves, reducing wear on the piston surfaces and rings and keeps
them free to move within their grooves and follow the contour of the liner.
B The cylinder liner is forced in against the gas pressure in the cylinder by a small pump. The oil
passes through a fitting, which is called the oil quid or cylinder quill. The quill is usually
screwed into a hole tapped into the cylinder liner. Some quills are fitted with a non-return or
check valve within the quill, others have the non-return valve fitted external to the quill.
Stress on Liner
①. Tensile Stress B Due to compression and combustion pressure of gas within liner.
②. Thermal Stress B Due to temperature difference and expansion restriction.
③. Bending Moment B Due to cylinder head hardened down by uneven tightness of studs
(at the upper flange).
④. Cyclic Hoop Stress BThe material of the cylinder liner is subjected to cyclic hoop stress as
the gas pressure in the cylinder changes throughout a cycle.
Consideration of Liner diameter
The factors that govern the maximum possible diameter of a diesel engine cylinder are as follows:
①. The maximum working pressure within the cylinder.
②. The strength of the cylinder liner material. The maximum pressure and the strength of the
material govern of the cylinder liner, which must be sufficient to keep the hoop stress within
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
acceptable limits.
③. The thickness of the cylinder liner governs the rate of heat flow from the hot side of the liner to
1H
the cooling water. The beat flow must be sufficient to keep the working side of the liner cool
enough to prevent lubricant breakdown and hold the thermal stress within safe limits.
Factors Limit the Temperature of the Liner
①. The working part of the liner, in which contact is made with the piston rings, must be kept at a
temperature sufficiently low so that break down of the oil film does not occur.
②. In the area of the liner above the piston rings the temperature must also be kept low enough to
prevent high thermal stress.
Liner Flame / Fire Ring
B Flame rings are made from alloy steel, which withstands high temperature without burning or
scaling.
B Flame or fire rings are fitted in the upper part of the cylinder liner, which forms part of the
combustion chamber space.
B The purpose of these rings is to protect the cylinder liner from high temperature, which occur
when injection and combustion of fuel take place.
B The upper part of the liner is recessed and the flame ring fits loosely in the recess. The bottom of
the recess is kept above the uppermost position of the top piston ring.
Liner Grooves and Sealing Rings
B The cross-section area of the groove must be greater in amount than the cross-sectional area of
the rubber ring. This is to allow distortion of the ring to take place and effect a good seal without
the ring becoming volume bound in the groove.
B If oversize nitrite rubber rings are used in the grooves, they fill the grooves completely and it will
be very difficult to take out the liner during overhauling.
B Oversize sealing rings can be a cause of engine fracture when the engine is started and come up
to the working temperature
B The size of the sealing rings must be accurate to_ prevent jacket-cooling water leaking and to
prevent all other consequences.
Cylinder Liner Wear rate
Liner wear rate is high during the running in period after which it will come to a uniform wear
rate within most of its service life.
Finality the wear rate increases as wear becomes excessive and rapidly due to difficulties in
maintaining the rings gas tight.
Wear rate can be high about 0.75mm/1000 hrs in large slow speed engines using residual fuel
oils which contain in excess of 1.5% of Sulphur
Compiled by Min Zar Tar
Reference for Marine Engineers
Wear rate being lower about 0.02 mm/1000 hrs in medium speed engines, due to burning low
Sulphur fuel oils.
When the Vanadium is added during manufacturing, the wear rate could be significantly
reduced to 0.025mm-0.50mm/1000 hrs.
Maximum wear allowance of liner = 0.7% to 1% of original bore for large output engines
v Maximum wear of liner before renewal is usually 0.6 - 0.8 % of original bore diameter.
v In two-stroke engine normal wear rate is 0.025~0. 050 mm / 1000 running hours.
v In four-stroke engine normal wear rate is 0.0125 ~ 0.025 mm / 1000 running hers.
Pattern of Liner Wear
v The pattern of wear over the length of the liner differs according to engine type.
v Maximum wear is at upper limit of tope ring travel, at the top of piston stroke adjacent to the
combustion space, where pressure and temperature are greatest.
v Liner-wear reduces towards the lower end of the stroke, but increases at the exhaust and
scavenge ports.
Results of proper well-run ship
v Good liner wear rate: < 0.1 mm / 1000 hrs. after running-in period
v Good ring wear rate : < 0.4 mm / 1000 hrs.
v Economical level of cylinder oil feed rate : < 1.0 gm /Bhp / hr. after running-in period
Reasons for maximum wear at top of the stroke being:
(01) The gas load behind the ring is maximum
(02) It is the hottest region
(03) Viscosity of oil film is low and liable to breakdown under heavy load and high temperature
(04) Abrupt Change in direction of piston rings, at dead ends of reciprocating motion.
(05) Corrosive wear
(06) More liable to be attacked by acids.
Reason of maximum wear around the ports
Due to leakage of hot gases past the top ring into the ports and these hot gases will tend to
burn off the oil film.
Effect of liner Wear
v If the cylinder is operated with excessive wear, the rate of wear rapidly increases.
v Gas blow past may remove the lubricating oil film, piston rings may distort and break; piston
slap may cause scuffing.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
v Compression is reduced causing incorrect combustion with fouling of the exhaust system.
v Unburned oil may be blown into scavenge spaces giving rise to scavenge fires.
How to maintain minimum liner wear ?
(01) By use of good quality cylinder oils (with detergent additives of proper TBN valve) and correct
quantity.
(02) By use of corrosion resistant liner materials with some proper percentage of Vanadium,
Titanium, Chromium and chrome plated liners.
(03) By maintaining good Fuel injection condition (timing, efficient cleaning of F.O, Correct F.O
temp:, Correct F.O grade, well manage fuel storage)
(04) By maintaining Jacket water temperature as high as practical to avoid dew point condensation
of acid products and lubricating oil temperatures.
(05) By maintaining proper feed rate of cylinder oils.
(06) Correctly fitted piston rings.
(07) Correct warming through prior to starting.
(08) Correct scavenge air temperatures
(09) Engine load change carried out gradually.
Points to remember:
(1) Lubricator timing
(2) Position of quills
(3) Oil feed rate
(4) Oil refreshing rates
(5) Oil film thickness
(6) Engine load
Factors Cause Cylinder Inner Wear.
Low wear rates have been achieved as a result of a number of factors such as:
B The development of high alkaline lubricating oils to neutralize the acids formed during
combustion.
B The development of load dependent temperature control of cooling water which maintains the
cylinder liner temperature at optimum level.
B The use of good quality cast iron with sufficient hard phase content for cylinder liners.
B Careful design of piston ring profiles to maximize lubricating oil film thickness.
Compiled by Min Zar Tar
Reference for Marine Engineers
B Improvements in lubricating-oil distribution across Cylinder liner surface. This includes multi-
level injection in two-stroke engines and forced lubrication system in 4 stroke engines.
B Improved separations of condensate from scavenge air.
Cylinder Lubrication
The principal objects of cylinder liner lubrication are:
B To separate sliding surfaces with an unbroken oil film.
B To form an effective seal between piston rings and cylinder liner surface to prevent blow past of
gases.
B To neutralize corrosive combustion products and thus protect' cylinder liner, piston and piston
rings from corrosive attack.
B To soften deposits and this prevent wear due to abrasion.
B To remove deposits, to prevent seizure of piston rings and to keep engine clean.
B To hot surfaces without burning
In practice some lubricating oil burning will take place, if excessive this would be indicated by
blue smoke and increased lub oil consumption As the oil burns it should leave as little and soft a
deposit as possible, Over lubrication should be avoided.
When the engine is new or piston rings and / or liner are renewed, the cylinder liner
lubrication rate should be greater than normal running condition. Reasons for this increased
lubrication are:
I Surface asperities will [due to reduce high local temperatures] cause increased oxidation of the
oil and reduce its lubrication properties.
I Sealing of the rough surfaces is more difficult.
I Worn off metal needs to be washed away.
The actual amount of lubricating oil to be delivered into a cylinder liner per unit time depends
upon: stroke, bore and speed of engine, engine load, cylinder temperature, type of engine, position of
cylinder lubricators and type of fuel being burnt.
Position of the cylinder lubricators for injection of cylinder lub oil:
B They must not be situated too near the ports; oil can be scraped over edge of ports and blown
away.
B The, should not be situated too near the high temperature zone; otherwise the cylinder oil will
burn easily.
B There must be sufficient points to ensure as even and as complete a coverage as possible.
Explain with reasons the contribution made by the following to cylinder liner wear
a) Piston speed: The motion of the piston is simple harmonic i.e. at the end position the piston speed
is zero whereas at the mid-position speed is highest. The higher the relative speeds the greater
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
the tendency towards the hydrodynamic lubrication thus low wear rate. At TDC or BDC, the
relative speed of the piston decreases to zero, so at this position boundary lubrication take place
instead of hydrodynamic lubrication. Because of boundary lubrication, frictional wear takes place
at the end position. At mid-position of the liner, the relative speed of the piston is highest, so due
to hydrodynamic lubrication less wear and tear take place. Lower piston speed leads too more
frictional wear.
b) High sulphur content: Hugh sulphur content leads to high cylinder liner wear. During combustion
process, sulphur content with the water vapour lead to production of sulphuric acid. The dew point
of sulphuric acid depends on the sulphur content and the maximum pressure in the cylinder. For
the same Pmax, dew point increases with the increasing sulphur content. So, high sulphur content
lead to higher due point
If the cylinder wall temperature is lower than that of dew point, sulphuric acid condensation takes
place in the cylinder wall. The condensation of sulphuric acid leads to liner wear.
c) Low cooling wrier temperature: Low cooling water temperature contributes to the liner wear. Low
cooling water temperature reduces the liner metal temperature If the liner metal temperature falls
below the corresponding dew point of sulphuric acid, then the condensation of sulphuric acid
vapour in the liner metal takes place. This condensed sulphuric acid leads to corrosive wear of
the liner.
d) High maximum pressure: At maximum pressure, liner wear rate is highest. The gas pressure acts
behind the piston rings and pushes those outwards towards the liner. This gas pressure is
significantly high at TDC. The maximum gas load behind the piston rings increases frictional wear
on the liner surfaces as lubrication boil under this condition is extremely difficult
Give two indicators with reasons during operation that liners wear is excessive.
a) Blowpast: Excess liner wear reduces the effective sealing by piston ring. The radial pressure
exerted by the piston ring on the liner is reduced. Blow past of hot combustion gases takes place.
b) High Exhaust Temperature: As liner wear is excessive piston ring cannot maintain effective
sealing, consequently leading to lower compression pressure and after burning which will cause
high exhaust temperature.
State with reasons when the liner is considered to replace.
The maximum amount of wear normally allowed on a cylinder is one percent of the diameters.
The liner is considered to replace when liner wear is 1% (0 - 4% ~ 0 – 8% for 2-stroke engine) of bore
diameter. Because-
v Blowpast
v Low compression pressure.
v High exhaust temperature.
v Chances of scavenge fire
v Crankcase explosion
v Low Pmax
Compiled by Min Zar Tar
Reference for Marine Engineers
v Reduced power output
Explain why liner wear rate should be minimum at middle of the piston travel
The piston has a simple harmonic motion. At the end of the strokes, piston speed is zero and
increases to maximum at mid travel of piston. At mid travel of piston, relative speed is maximum; for
this higher relative speed, piston has a tendency towards hydrodynamic lubrication. In hydrodynamic
lubrication, the sliding surfaces are completed separated by oil film. Therefore, liner wear rate should
be minimum at the middle of the piston travel.
Causes of Liner Wear
Wear in cylinder liner mainly due to friction abrasion and corrosion, although under severe
conditions adhesion may occur. Each of these may have a number of causes.
¨ Frictional wear:
B Due to metal-to-metal contact with very high surface asperities under marginal lubrication
condition.
B Frictional wear takes place between the sliding surface of cylinder liner and piston rings.
B It depends upon the materials involved, surfaces conditions, efficiency of cylinder lubrication,
piston speed, engine loading with corresponding pressures and temperatures, maintenance of
piston rings, combustion efficiency and contamination of air or fuel.
¨ Corrosion:
B Corrosion occurs mainly in engines burning with heavy fuels, particularly with high sulphur
content. (Due to H2SO4acid attack owing to products of combustion of Sulphur within a fuel.
Only about 0.1% of the Sulphur in the fuel causes corrosive wear, like hot and cold corrosion,
and the remainder escapes with exhaust gases.)
B It is caused by acid formed during combustion and this may be neutralized by the use of
alkaline cylinder oil. Sulphuric acid corrosion may be caused in the lower part of the liner if the
jacket cooling water temperature is too low. This may allow vapour present after combustion to
condense. The moisture formed absorbs any sulphur present to form sulphuric acid. This can
be prevented by maintaining jacket temperature above the corresponding dew point.
B Water vapour will be present from the combustion of hydrogen together with any water present
in the fuel. It may be increased if water passes from the charge air cooler.
B Due to Hydrochloric acid attack because of salts in air, charge air cooler leakage, sea water in
fuels and lube oils.
B Sulphuric acid dew point = 120°C to 160°C
B Hot corrosion occurs at 460°C
¨ Abrasion:
B Abrasion may take place from the products of mechanical wear, corrosion and combustion - all
of which from hard particles.
B Ash may be present in some heavy filets, as well as catalytic fines, which may act as an
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
abrasive.
All other related causes may be due to:
(A). Improper running-in-during first few hours, 10 to 20 hours, the piston rings have to form an
effective seal against the passage of destructive blow by gases. Surfaces of rings and liner
slide freely against one another without the asperities welding together when engine is
under load. Metallurgical changes take place on the metal surfaces during the initial
running- in that a thick work hardened layer is formed, which has good anti-wear properties
in subsequent operation.
(B). Misalignment of piston, or distortion of liner, preventing bedding-in of piston and liner.
(C). Inadequate oil supply or unsatisfactory arrangement of cylinder lubrication.
(D). Lube oil is too low in viscosity or too low in alkalinity (Grade of cylinder oils).
(E). Incorrect piston rings clearances.
(F). Unsuitable liner material (quality).
(G). Unsuitable piston and ring materials.
(H). Contamination of lube oil by abrasive materials.
(I). Cylinder wall temperature too high or too low.
(J). Engine overload.
(K). Scavenging air temperature too low, resulting in excessive quantities of condensed water
entering the cylinder (leading to dew point corrosion).
(L). Inefficient combustion, promoting deposits formation and degradation of the lube oil.
(M). Use of low Sulphur fuel oil in conjunction with high (TBN) alkalinity lubes oil.
Micro seizure
Appearance 2 Micro-seizure resembles abrasive wear since the characteristic marks run axially
on the liner surface.
Cause 2 This is due to irregularities in the liner and piston rings coming into contact during
operation as a result of a breakdown of lubrication due to an. insufficient quantity of lubricating oil,
insufficient viscosity or excessive loading.
Effects 2 This results instantaneous seizure and tearing taking on the liner surface and on
the piston rings surfaces. Micro-seizure may not always be destructive, indeed it often occurs during a
running-in period It becomes destructive if is persistent and as a result of inadequate lubrication.
Types of wear
Scratching: Small Scratch may develop in the region of ring travel due to small particles entrapped
between the bore and rings. Those particles originated from the machined surfaces of the mating pair.
Scoring:
Compiled by Min Zar Tar
Reference for Marine Engineers
Score confined to the region of ring travel and may extend to the region swept by the piston.
Scoring being developed from Scratching and the origins is similar to Scratching.
Adhesion / Scuffing:
B Scuffing is a condition develops in the ring travel on the thrust side of the liner and depends on
the efficiency of the Lubrication, speed and Loading.
B Adhesion or scuffing is a form of local welding between particles of the piston rings and liner-
rubbing surface, resulting in rapid wear.
B It may occur if the lubricating oil film between piston ring and liner is removed due to excessive
temperature, insufficient supply or incorrect distribution of oil, piston blow past etc.
B Engines operating on some low sulphur grades of fuel may be prone to scuffing damage.
Clover leaf pattern:
Some liners wears irregular ovality patterns but some gives "Clover-Leafing" pattern of
longitudinal corrosive wear at several points around the liner concentrated between the lubrication
orifices.
The cause is owing to combined effects of incorrect feed rate of cylinder oils (inadequate) and
acidic effect of combustion products (or low TBN lube oil). The wear concentrated between the points
of lube oil quills.
In actual practice, wear never takes place concentrically, and it depends on heel and trim of
the ship in service, and effective guide clearance
In tankers and bulk carriers, where long ballast passage are made with the trim aft, Maximum
wear will be in the fore and aft plane, and especially on aft side of the liner.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Cloverleafing is a form of wear damage on cylinder liner due to high sulfur content in the fuel
oil. Cloverleafing takes place between each pair of lubricating quills. Cylinder oil is injected with
maximum alkalinity from the quills and as it goes down alkalinity reduces and acidity increases. This
results acidic corrosion on liner surface as in the figure which is called cloverleafing.
Inspection of Cylinder liner
1 Measure wear amount of cylinder liner inside diameter using the bore dial gauge every times
pistons are drawn out and confirm whether the wear amount is appropriate or not.
1 Check if there is no carbon accumulation around scavenging ports of the cylinder liner. Remove
carbon and clean if necessary.
1 Check if the inside surface of the cylinder liner is smooth. The upper step area of cylinder liner,
the cylinder liner lubricating hole and the scavenging air port shall be checked if they are fires
from burr. Remove it with oilstone if necessary. Check visually if chamfer [roundness] remains on
upper and lower verge of scavenge port; if the verge is sharp finish it by chamfering with a
portable grinder and a file & sand cloth.
1 Check if the gasket-inserting surface of the cylinder liner is not damaged. Remove damaged part
smoothly with oilstone if it is found Renew the gasket if necessary.
1 Replace all the O-rings with new ones at every overhaul and coat them with molycote or copper
slip.
Why liners are generally thinner at the bottom than at the top?
The hoop stress on the liner is dependent on the gas pressure within the cylinder; as the
piston progresses downwards the gas pressure decreases. Any section of liner has therefore to be
strong enough to resist gas pressure above the top piston ring as the piston descends on the power
stroke. The liner may therefore be made progressively thinner in sectional thickness to suit the lower
gas pressure towards its lower part.
By making the liner progressively thinner, the rate of heat transfer from the thicker section is
increased as the heat flows downwards to the thinner section which is cooler, both by reasons of gas
temperature and because the thinner, section transfers heat more easily to the cooling water.
Sign of liner crack
(01) Fluctuation of pressure and temperature of jacket C.W system
(02) F.W coming out from the scavenge drains
(03) Overload at that particular unit (high in exht: temp: and Jacket temp)
(04) Expansion tank foaming
Causes
(01) Due to rapid contraction of metal
(02) High difference in Jacket water (working) temperature
Compiled by Min Zar Tar
Reference for Marine Engineers
(03) Insufficient cooling
(04) Over tightening of cylinder head bolts
(05) Design failure
(06) After effect of immense Scavenge fire
(07) Due to loosened out foundation chocks resulting tie bolt slackening and Hoop Stresses on
Cylinder liner increases
(08) Due to very high injection viscosity
Cause of cylinder liner crack
1. Excessive thermal & mechanical load.
2. Poor material & design.
3. Piston seizure.
4. Localized scavenge fire.
6. Over or Uneven tightening of cylinder cover nut.
7. In loop & cross scavenging, high temperature gradient.
8. Water side corrosion reduce liner strength.
Prevention
(01) Use torque spanner
(02) Maintain C.W temp: at a level within a limit
(03) Close watch on temp: and press: of gases, Fuel oils and C.W ETC…
(04) Renew cylinder liner when worn down beyond limit about 0.7% more than original bore.
Consequence of excessive liner & piston ring wear
1) Blow pass occur & scavenge fire can occur
2) Blow pass occur & crankcase explosion can occur
3) Over heat on liner & liner crack & piston seizure & piston breakage may occur
4) Engine become unbalance & power loss
5) Turbocharger surging may occur
Removing and refitting the liner
Before removing
1) Immobilisation permit taken from port authority
2) Vessel in upright position
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
3) Lifting gears and tools in good working order
4) All spares are ready.
5) Persons grouped for assigned jobs.
Removing the liner
1) Drain CW from cylinder jacket
2) All lubricator quills removed
3) Cylinder cover, piston and stuffing box removed in usual way
4) Cover the piston rod stuffing box seating with special cover
5) If liner is to be reused, liner wear should be measured and recorded
6) Position of liner, relative to cylinder jacket, properly marked
7) CW outlet pieces to cylinder cover removed
8) Attach the liner withdrawing tool as per instruction, and tighten the upper nut until liner
comes in contact with upper supporting bar [strong back bar]
9) With overhead crane and sling arrangement, liner is drawn out
Before refitting
01) If old liner is to be reused, clean thoroughly
02) Landing surface of quills checked for damage and carbon deposits on oil holes cleaned.
03) Rubber sealing ring groves, cleaned with old round file until to bare metal
04) Surface inside jacket, coated with anti-corrosive paint, and sitting surfaces cleaned.
05) Sharp edges inside jacket, chamfered slightly to prevent cutting rubber sealing rings.
06) If new liner is to be fitted, gauged before fitting
07) New liner is to be lowered down into position, without sealing rings fitted, to ensure it is correct
size. Liner should not only drop freely by its own weight, but there should be slight radial
clearance between liner and jacket to allow for expansion.
08) Radial clearance at lower end, < 0.2 mm for 750 bore liner
09) Radial clearance at top, < 0.001 mm/mm of liner bore.
10) Rubber sealing rings should grip firmly around liner, and a 10% stretch would be adequate
11) If there is no original reference mark on liner, quills should be fitted and mark the correct
position of liner relative to cylinder jacket.
12) Remove the liner again and sealing rings fitted.
Refitting liner
1) Soft soap or similar lubricant to be applied to rubber sealing rings for easy fitting
Compiled by Min Zar Tar
Reference for Marine Engineers
2) Fit in correct position as per instruction
3) New liner re-gauged after final landing to check any distortion and recorded
4) Refit quills and test lubrication. All parts refitted in usual way
5) Fill cylinder jacket and check water-tightness under pressure.
Running in During the first 10~20 hours
1) Cylinder oil feed rate at maximum
2) Engine load reduced
3) Reduce oil feed rate to normal and increase the load stepwise
4) Liner checked from inspection door and scavenge space, at first opportunity
Fitting cylinder liner
1) Clean close fitting parts, L.O fittings, rubber sealing ring grooves.
2) Clean inside the jacket and coated with anti corrosive paint.
3) Chamfered slightly sharp edges inside the jacket.
4) Soft soap or similar lubricant apply to rubber ring and fitting surfaces.
5) For new liner first lowered into position without fitting rubber ring to check the fitting clearance
and fitting of cylinder lubricator.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
CYLINDER HEAD
Function
Cylinder heads form the top part of the combustion space. The primary function of the
cylinder cover is to close the end of the cylinder and to seal the gases involving extreme pressures
and temperatures. The cover is exposed to high mechanical and thermal stresses.
Material: Pearlitic or Nodular Graphite Cast iron / Cast Steel.
Properties:
B Must be of sufficient strength to withstand the gas load at maximum pressure.
B Resist bending and be symmetrical in shape.
B Have a rate of thermal expansion compatible with adjacent parts and transfer heat readily.
Design Feature:
R The cylinder head / cover forms the top part of the combustion space
R The head is of intricate design.
R The cover lands on the top of the cylinder liner flange and is secured to the cylinder block by a
number of cover studs and nuts. These are tightened hydraulically to maintain a gas-tight seal
under fluctuating pressure and temperature conditions.
R The cover must also locate & support all the valves required to operate the engine together with
securing studs.
R Large two-stroke engine coves are machined from solid steel forging drilled to give bore cooling,
R They are circulated with fresh water from the jacket cooling system which maintains moderate
temperatures and allows intensive cooling of exhaust valve seating while making separate fuel
valve cooling unnecessary.
R Four-stroke engine covers are usually formed front a casting, which may be of pearlitic or
nodular graphite cast iron, or in some cases cast steel
Cylinder Head Problems:
Cracking ¨ Due to overheating, casting strain. Hairline crack between fuel valve and exhaust
valve apertures
Burning ¨ Due to flame impingement.
Distortion ¨ Due to uneven tightness of holding down studs, overheating unrelieved casting
strain the cylinder head can be distorted.
Deposits & Corrosion ¨ Due to excessive scaling from untreated water.
Hot Corrosion:
B Vanadium Penta-oxide (V2O5) melting point 690 °C and is a corrosive liquid.
B Complex of Sodium (Na), & Vanadium (V) salts melting point 550 °C and is a corrosive liquid.
B At high temperature slug deposits on the valve seat, neck, casing and on cylinder head.
Compiled by Min Zar Tar
Reference for Marine Engineers
B When temperature reaches at this melting point, slug melts and creates hole at this place.
B This type of burning of exhaust valve and cylinder head is called hot corrosion:
Check point when overhaul
1) Taken to make a thorough examination to the underside of the cylinder head. (Crack, burning )
2) Check Cooling space of fouling due to corrosion, scaling and sludges and cleaned inside
3) Check gasket landing surface
4) Check cooling water ‘O’ ring & replace
5) Check abnormal distortion
6) Defects must be searched thoroughly by using Dye penetrant and hydraulic test about 7 bar.
7) All the pockets and apertures must be cleaned and properly ground in.
Maintenance of cylinder head
# Evenly tighten down cylinder head bolts
# Make regular cooling water treatment
# Check & Clean cooling passage @ every overhaul
# All the parts have to be thoroughly cleaned until exposure of bare metal.
# Coolant treatment must be regularly carried out as per regular and accurate test.
Safety Devices on Cylinder Cover
« Indicator cock
« Cylinder head relief valve. (Setting 20 ~ 30% above normal working pressure)
« Safety Cap
« Flame trap
« Exhaust gas thermometer
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
CYLIND ER REL IEF VALVE
Function
To protect the cylinder against excessive pressure. The blow-off pressure should be adjusted
20 to 30% above the normal working load.
Causes of Relief valve Opening while Starting
1) Manoeuvring handle being moved too far causing fuel injection excessive.
2) Incorrect fuels pump timing causing over-fuelling.
3) Incorrect adjustment of fuel valve opening pressure (low).
4) Incorrect governor setting causing over-fuelling.
5) Fuel oils remain on top of the piston owing to:
A. Improper priming operation
B. Fuel valve renewal period
C. Fuel oil injected in previous fail-start operation still remaining on piston top.
Causes of lifting in service
V Incorrect fuel pump timing,
V Air start valve stuck open or wrongly timed.
V Incorrect camshaft timing, chain breakage or Governor Fault especially in heavy seas.
Action if relief valve leaking
L Inform bridge & reduced engine speed
L Cut out fuel to concerned cylinder
L Rotate the spindle on its seat until leakage stops
If it remained out of action
L The engine stopped at 1st movement opportunity for replacing it with spare valve.
Immediate action ****
If leakage occur
S Hot & abrasive gases come out, the valve & seat may be burnt
S Minor leak may proceed to major leak and fire risk may occur
Why M/E cylinder relief valve are sometimes explored during the period of maneuvering.
Accumulated fuel oil due to
①. Incomplete combustion. (Remaining fuel in combustion chamber.)
②. Fuel valve dribbling.
③. Incorrect timing of fuel pump.
Remaining fuel combustion ~ excess pressure than normal.
Blow off pressure should be adjusted 20% to 30% above the normal working pressure.
Compiled by Min Zar Tar
Reference for Marine Engineers
EXHAUST VALVE
Function
It is used for expelling the burnt gases from the engine cylinder it seals gases on compression
and combustion periods.
Exhaust Valve Material
Valve seat B satellite material
Valve Lid B Nitride/Nimonic
Valve Spindle B Nimonic material
Valve Cage B Pearlitic cast iron
Valve guide B Pearlitic cast iron
Valve Bush B Bronze
Material Properties
High tensile strength & creep resistance properties
Resistance at high temperature properties
Resistance to high temperature corrosion.
Exhaust Valve Improved Design
Bore cooling for efficient cooling system (as low as 327°C at full load)
Valve rotational mechanism
Heat and corrosion resistant material used
Hydraulic push rod with controlled valve landing speed
Air spring (or increase number of spring with improved material ) to reduce valve bouncing
Guide bush is sealed by pressurized air
For less obstruction of gases, use valve seat angle 30°instead of 45°.
Exhaust valve Stress
Thermal stress 3 times greater than mechanical stress
Thermal stress in radial direction greater than axial direction
Largest mechanical stress at the flame face centre (A)
Highest thermal hoop stress (B)
Largest mechanical stress in the radial direction along the blend radius circumferentially (C)
Maximum combined stress at the valve neck points. (C& D)
Stress Failure
Circumferential and radial cracks around head radius
Breaking at the neck
Radial crack at the seat
Dishing in the head
Crack at the flame face
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Why need to rotate the exhaust valve ?
@ To distribute evenly wear on valve & seat
@ To loosen the seat deposited
@ To extend the valve operation life
@ To reduce wear of valve seat
Why exhaust valve burn ?
1) Incorrect valve closing (or) incorrect tappet clearance
2) Insufficient cooling
3) Incorrect fuel valve spray angle
4) Overload running
5) Poor combustion
6) Vanadium attack due to use of bad fuel
7) Valve spindle not rotate
8) Unsuitable material
Cause of Exhaust valve burning
Continuous overloading of engine or particular unit
Poor combustion (or after burning) of fuel due to dirty fuel injectors, incorrect fuel injection
pressure, incorrect fuel temperature , late fuel injection timing , air starvation, water or impurities
in fuel.
Valve not closing properly due to incorrect tappet clearance or starvation of closing air.
Insufficient cooling water supply may cause the valve to overheat
Hot corrosion due to bad quality fuel, which contains high vanadium, sodium etc.
Unsuitable material used.
Compiled by Min Zar Tar
Reference for Marine Engineers
Indication of Exhaust leaking
SYMPTOMS
High exhaust temperature in that unit
Noise
Smoky operation
Low Pmax
Low Pcomp
Abnormal light spring diagram showing pressure dropping down
Low compression pressure and low peak pressure can be a cause of shortage of air supply, but in
that case scavenge air or supercharging air pressure will increase abnormally.
CAUSES
Cylinder power in excess of design rating
Poor combustion of fuel (after burning)
Valve not closing properly due to incorrect tappet clearance
Insufficient cooling
Incorrect hardening down of exhaust valve on cylinder head leading to valve seat distortion
Incorrect valve seat material
RESULTS
Disturbance to Voyage
Burning of exhaust valve and seat by high velocity hot gas
Surging of turbocharger
Fouling of exhaust system
Uptake fire
PREVENTION
Avoid excessive power and combustion efficiency
Regular and proper Overhaul
Regular check of Tappet clearance
Proper hard facing material for valve and valve seat so as to avoid hot corrosion leading to
leaking exhaust valve
Proper Bore cooling arrangement
Proper Valve rotation during service
Correct valve and seat angle
Proper Design (Inner contact or any late coming practice)
Exhaust Valve Problem
Burning due to high temperature : Use bore cooling
: Use valve rotational mechanism
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
: Use Nimonic material
Seat trumping and wear
Valve bouncing : Use air spring &hydraulic actuator
: Or increase number of spring with improved material
Hot corrosion and erosion at the valve seat & its underside
Possibility of scaling due to poor water treatment
Thermal stress due to heating and cooling
Cracks at the seat and centre of the flame face
Braking at the valve neck
Cause of high exhaust gas temperature read at engine operational faults
Explain exhaust valve burning process.
A small leakage results in local overheating of the leakage area, which builds up relatively
slowly. The increased temperature, combined with the flow through the leakage, gives a higher
corrosion/ erosion rate, gradually expanding the leakage and starting the vicious circle 1 that the valve
0F
spindle being sometimes burned beyond repair.
When engine is smoking, detect one unit fault or all units ?
Particular unit smoke may be detected by shutting fuel off from each cylinder by open each
unit indicator cock and allow to blow on wet rag a deposit will show, it cause to smoke. (smoking unit
or all unit fault)
What point to be check when engine is smoking ?
Check Fuel pump
Charge air temperature and pressure (check by light spring)
T/C suction air filter
Fuel Valve
Draw card to be taken
Excessive tappet: Late open, close early
Cause B Noise; reduce maximum lift of the valve, damage from impact on working surface
Insufficient tappet: open early, close lately
Cause B Increase maximum lift prevent valve closing completely, hot gases to blow pass valve
faces & burn the valve
1
A situation in which one problem cause another problem which then makes the first problem worse.
Compiled by Min Zar Tar
Reference for Marine Engineers
Purpose of tappet
To allow for thermal expansion of valve spindle
To ensure that positive closing of the valve.
Why two spring fitted ?
To prevent falling exhaust valve if one spring damage
To prevent bouncing effect when it close
To long the exhaust valve life
Rotator or vane fitted
Sufficient cooling provided
Satellite coating at valve seat
EXHAUST VALVE KNOCKING (For two stroke)
Exhaust valve knocking is caused by insufficient cushioning in the hydraulic system.
This is due to three different reasons. Basically,
01. Deficiencies in the oil supply
02. Errors in the air spring
03. Excessive leak in the high pressure oil system
01. Deficiencies in the oil supply can, for instance, be:
1a). Air in the oil (foaming), most possibly caused by air being drawn-in at the pump via suction
side
1b). Too low supply pressure
1c). Too high oil temperature, giving low viscosity
02. Errors in the air spring system can be:
2a) Incorrect supply air pressure (too high)
2b) Defective safety drain valve
Supply air pressure Safety Valve opening pressure
5.5 bar 17.5 bar
7.0 bar 21.0 bar
03. Excessive abnormal leakage in the high-pressure oil system can, for instance, be:
3a) A maladjusted or defective throttle screw
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
3b) The oil cylinder piston rings, on either cams or exhaust valve sides
3c) The oil cylinder safety valve, on the cam side
3d) The punctured or leaked non-return valve
3e) High-pressure pipe joints
3f) The venting valve at the top of the exhaust valve
Compare Conventional Exhaust Valve and Hydraulic Exhaust Valve:
Conventional Hydraulic
1 Used in 4/S Engine ( Pielstick PC 2–6 ) 2/S Engine ( B&W, L–MC/MC E )
Valve is opened by oil pressure (160 bar)
Valve is opened by Cam peak, push rod and created, when Cam pushes Actuator Pump
2 rocking lever, which bears the valve spindle, piston up and displaces specific volume of oil,
pushing downwards. and Hydraulic Piston push down the valve
spindle.
3 Valve is normally kept closed by Spring Normally kept closed by compressed air
force, pushing the Spindle upwards. (5–7 bar) under Air Spring Piston.
Rotocap is rotated by increased Spring force Valve Rotator is rotated by small vanes, made
4 during valve opening, together with steel ball, possible by Pneumatic Spring.
spring and spring plate.
Safety Valve on hydraulic oil line opens when
5 No Safety Valve fitted.
pressure reaches 300 bars.
6 Valve opening stroke depends on Tappet Opening stroke adjusted by oil volume
Clearance. discharged by Actuator Pump.
7 Lubrication system required. Separate Lubrication System not required.
8 Higher noise level. Low noise level.
9 Regular maintenance required and tappet Less maintenance.
clearance to be checked
10 More wears and tears. Less wears and tears.
How to do rotocap overhaul of cages exhaust valve ?
01) Take out rotocap from valve spindle after removing cotters.
02) Remove circlips of rotocap
03) Remove spring cover, Belleville washer (spring plate) springs and balls
04) Clean all parts in diesel oil
Compiled by Min Zar Tar
Reference for Marine Engineers
05) Check Belleville washer and balls for no wear
06) Check springs tension
07) Place balls and spring into the rotocap body, by means of fitting direction mark
08) Then place Belleville washer and spring cover
09) Then fit circlips, check rotate or not
10) Fit the rotocap to valve spindle with cotters.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
PISTON
Function of Piston
Piston forms the lower of the part of combustion chamber.
Piston seals the cylinder and converts gas force to mechanical power by reciprocating motion
Shape of piston is governed by combustion chamber
In Trunk Type engine: Piston skirts take up the side thrust due to connecting rod angularity and
guide the whole piston in the liner.
In Cross Head Type Engine: The side thrust due to connecting rod angularity is not on the liner.
The side thrust is taken up by the guide and guide shoe
Constructional Feature of Piston
Composite pistons are made in two parts and used in highly rated slow and medium speed engines.
@ Crown : Top part of piston
@ Skirt : Bottom part of piston
Crown
Concave or convex shape external contour
Concave crown is suitable for proper combustion
Convex crown is suitable for high mechanical stress due to thick material
Thin crown is for low thermal stress.
Tapered on top of piston ring to allow for thermal expansion.
Subjected to high mechanical and thermal stresses.
Carries compression rings in the grooves
Heat resistance material e.g. Cr-Mo Steel / Alloy Steel used for highly rated engines
Extensive cooling is essential for piston crown
Modern engines are made of thick crown with ‘Bore’ cooling & lub oil cooled.
Skirt
Takes up side thrust due to connecting rod angularity (trunk type engine)
Guides piston in the liner and prevents rocking
Accommodates oil scraper ring in the groves
Provided with wearing ring in some design
Made of wear resistant & low co-efficient of expansion material e.g. Cast Iron
Reasons for Convex or Concave shape
v Self supporting under load than flat surface
v Change of shape under load is less
v Fatigue significantly reduced
v Governed by compression ratio and live air ratio
v Curvature depends on fuel nozzle spray pattern
Compiled by Min Zar Tar
Reference for Marine Engineers
Reasons for Tapered Piston Crown
v Allowance for thermal expansion & distortion
v For gas to find way behind piston rings for sealing
v Plays no role in sealing
Modern diesel engine piston crown is usually concave in shape due to
B the design gives additional strength & self supporting construction
B allowing increased volume of air
B permits conical atomization
B permits "squish" effect which produces better combustion
Piston Wear Ring
v Acts as guide
v Serves as running-in process
v Prevents hot upper side wall of piston making contact with liner
v Usually made of bronze alloy with lead
v Provides rubbing surface with low frictional characteristics
Piston cleaning ring (PC ring)
R The development of the new standard of a high top-land and a lower height of the Cylinder liner
was, to allow the Cylinder head to bear the brunt of the harsh conditions in the cylinder.
R This resulted in a lot of carbon formation on the upper part of the Piston crown, which lead to
increased wear.
R The purpose of the Piston cleaning ring is to scrape off excessive ash and carbon formation on
the piston top-land and thus prevent contact between the Cylinder liner and these deposits, which
would remove part of the cylinder oil from the liner wall.
R 'Bore polish' may be a decisive factor in the deterioration of the cylinder condition, especially for
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
high-rated large engines. PC rings are now standard on the most recent large bore MC engines.
R The Piston cleaning ring is located on the top edge of the Cylinder liner, just below the Cylinder
head.
R With the increasing mean indicated pressure, the traditional angle-cut ring gap may result in
increased thermal load on the cylinder liner.
R With the new CPR or Controlled Pressure Relief piston ring, the thermal load on the cylinder liner
is significantly reduced as no gas will pass through the double lap joint.
R The relief grooves ensure an almost even distribution of the thermal load from the combustion
gases over the circumference of the liner and, as a consequence, the thermal load on the cylinder
liner as well as the second piston ring is reduced. This has been confirmed by temperature
measurements.
R With the CPR piston ring, it is possible to choose the total area of the relief grooves and the
optimum number of relief grooves, so as to provide the optimum pressure drop across the whole
piston ring pack.
R A running-in layer of Aluminium Bronze has recently been introduced on the piston rings to
facilitate running-in, so no special running-in procedure is now required, thus saving tins and
costs
Crown Thickness Considerations
Higher strength & heat resistance properties of material
Rigidity to withstand thermal & mechanical loading without distortion
Mass to be controlled to limit inertia forces and should have heat dissipation capacity
Properties of Crown Material
Higher mechanical strength and higher fatigue strength
High thermal conductivity and high creep resistance property
High surface property i.e. hardness, anti-corrosive
Low co-efficient of expansion
Piston material
2 stroke Crown; Heat resistance Chrome Molybdenum steel
Compiled by Min Zar Tar
Reference for Marine Engineers
Skirt: Special Pearlitic steel
4 stroke Both Crown and Skirt; Silicon Aluminium alloy
Aluminium alloy (Si Al)
It is for smaller single piece pistons
Of medium and high speed engines
R High thermal conductivity
R Light
R Reduced inertia force
R Better balance
R Resistance to corrosion
R Coefficient of linear expansion is high ( twice steel)
Composite Piston
I Crown - forged alloy steel of Ni-Cr-Mo
v nickel adds strength
v chromium adds surface property (corrosion & wear resistance)
v molybdenum adds creep resistance
I Skirt - nodular cast iron
I self lubricating
I superior wear resistance
Piston Cooling
Necessary to preserve mechanical strength & restrict thermal expansion. Heat transfer takes
place by following means:
I Piston to liner jacket cooling water thru piston rings
I Scavenge air flow
I Lube oil sprayed on the inner surface of piston from bearing lubrication system
I Coolant circulated thru cooling passages in the piston by separate cooling system
v coolant oil ¨Specific Heat 2 temperature 10(C
v coolant water (Specific Heat 4 temperature 14(C
Modern engines use oil cooled piston although oil circulated is about 2.8 times of water to
obtain same cooling effect.
Crown Cooling Passage Design
Boring of cooling passage closer to combustion chamber surface
Cooling passage to cover optimum surface are to maintain piston temperature within safe
limit.
Cooling passage design should be such to prevent formation of vapour pockets, sludge &
choking.
To maintain designed flow rate of coolant.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Piston Cooling Design
It should be capable of lub oil splash by a jet from top of connecting rod.
Should have chambers & passages in the crown through which coolant is conducted
In some design ducts run full, and passages are of small sectional area to obtain high
coolant velocity
Other designs use large chambers to operate coolant partially full and to promote violent
splashing due to piston motion termed as cocktail shaker design.
Cooling Flow Pattern
Coolant enters at the lowest part of the cooling space & leaves from the upper most part.
Upward movement of the coolant is uniform on opposite sides of the piston to prevent
distortion.
The flow direction is in such a manner that the piston is always full of coolant and the
underside of the crown is always in contact with coolant.
Piston is partially filled with coolant at slow running of the slow speed engine
Cocktail Shaker (splash method) cooling effect
Modern engine is bore cooling and equipped with jets for slow running
Advantages and Disadvantages of coolant
Fresh Water cooling system Lube Oil cooling system
Advantages Advantages:
Ability of water to absorb large amount of heat Thermal stress of piston material is less than
Relatively easy to obtain water cooled piston
Does not require special reserve storage facility. No risk of system oil contamination
Simplicity of the system
Disadvantages Disadvantages:
Danger of contamination crankcase lube oil Large power requirements of pumping oil
Piston cooling system must be separated from Large amount of cooling oil required, if oxidation
JCW sys. is to be avoided.
Risk of scaling and corrosion Increased period of time to cool down after
stopping ME, if coking in piston is to be avoided.
Capacity of Coolant Pump
To maintain designed coolant flow rate
Low flow rate will cause overheating of piston and consequences
High flow rate will cause under cooling of piston and consequences i.e. poor combustion; cold
corrosion and effect scavenge temperature
Difference between Water Cooled and Oil Cooled Piston
Oil Cooled Piston Water Cooled Piston
Compiled by Min Zar Tar
Reference for Marine Engineers
No risk of contamination Chance of water contamination in oil
No extra pump or pipes required Extra pump and pipes required
Costly, excess oil required No cost of water
Low specific heat capacity (2) High specific heat capacity (4)
Low temp difference with piston crown High temperature gradient with crown
No chance of deposit is if cooling water is
Carbon deposits at high temperature
treated
Oil oxidized at high temperature Can operate at high temperature
No hardness scale formation May form hardness scale
Stress on Piston
Piston is subjected to compressive and tensile stresses caused by bending action due to gas
pressure, inertia forces and thermal stresses.
The top surface of the crown will be subjected to compressive loading & bottom surface to tensile
loading in fluctuating nature.
The thermal stress set up in a piston is caused by the difference in temperatures; this stress Is
greatest where the difference in temperature of the material across any section is greatest.
When the crown of a piston is subjected to gas pressures the top surface of the piston is under
compressive loading and the lower surface is under tensile loading.
At the end of the stroke when retardation occurs, the inertia effect tends to cause the piston to
how upwards so that the top surface of the piston, together with the sides, is under tensile
loading and the lower surface of the crown is under compressive loading.
When the piston is retarded on its approach downwards to BDC, the piston crown tends to how
downwards, and its upper surface & the piston walls are in compression and the lower surface of
the crown is then in tension.
Diametrical Clearances of Piston
Piston diametrical clearance in liner is necessary to take up thermal expansion due to
thermal load & distortions due to mechanical load in admissible range. The body of the piston must be
reasonably good fit in the cylinder in order that the piston rings have a minimum overhang.
The actual diametrical clearance depends on the followings:
(01) Operating temperature of the piston.
(02) Arrangement of piston cooling
(03) Materials of piston crown and skirt
(04) Coefficient of thermal expansion of piston material
(05) Bore and size of piston
(06) Actual engine type and rating
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
(07) Type of fuel used
@ In 2 stroke engine piston diametrical clearance is 0.2% of cylinder bore
@ In 4 stroke engine piston diametrical clearance is 0.1% of cylinder bore.
Clearance for steel piston Clearance for aluminium piston
0.4% - 0.5% of bore at top part 0.8% - 1% of bore at the top part
0.1% - 0.125% of bore in way of skirt 0.3% - 0.375% of bore in way of skirt
These figures may be increased when wear rings are fitted but excessive clearance between
piston & liner can be extremely detrimental due to
Defective piston ring action
High lubricating oil consumption
Blow past of gases (may lead to c/c explosion in trunk type engine & scavenge fire in cross head
type engine)
Scuffing and excessive wear of piston rings
Seizure of piston in the liner in extreme cases.
Inspection of Piston
1 Piston crown B Burning at top part and wear at side wall of crown & ring grooves
B Cracking at top (thermal & mechanical due to high temperature
corrosion)
B Hot corrosion at top surface and acidic corrosion at lower part
1 Piston ring & groove B Free movement of piston rings
B Ring clearance / groove clearance
B Wear stepping and scuffing
1 Top ring groove & side wall - for crack / deformation and wear
1 Other ring groove - for distortion wear
1 Piston skirt & side wall B Any rubbing marks
B Wear down of wear ring
1 Cooling passage B Scaling due to poor water treatment
B Cocking due to high temperature
1 Locking bolts & wires, studs and 'O’ ring condition
1 Wear ring
Compiled by Min Zar Tar
Reference for Marine Engineers
Inspection & Maintenance
1 Periodical inspection through scavenge ports
1 Overhauling accordingly or as per PMS
1 Conditions monitoring through process analysis
Gudgeon Pin Boss Failure
1 Above boss circumferentially
1 Longitudinally top of boss
1 Lower ring groove closely above pinhole
Piston Repair
# Gauge piston crown and ascertain shape & wear down beyond recommended limit
# Examine for fractures or cracks, piston rings grooves & general condition
# The crown will be welded up with proper weld metal to correct shape & height above datum
# Piston rings to be welded up and examine after welding is completed
# If it is in order it will be heated up
# Piston crown & grooves to be machined
Operational Problems
I Cracking and burning of piston crown
I Distortion and cracking in way of top ring groove
I Deposits on piston
I Piston running hot / seizer
I Gudgeon pin boss failure
I Direct/catalytic oxidation
I Wet corrosion
Actions in case of Piston Running Hot
In case a piston is running hot during operation, following immediate steps are essential:
Inform bridge & reduce engine speed, Sudden stopped can result in seizure of piston
Cut out fuel to the affected cylinder to prevent further addition of heat to the piston
If possible, do not stop engine & allow piston to cool down before stopping
In case the engine has to be stopped, turn engine by Turning Gear until piston cools down to
normal.
Piston Related Problems
Faults in Piston Cause of Piston Running Hot
@ Cracking: Piston crown and upper piston wall @ Inadequate circulation of coolant
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
mainly @ Excessive deposits in cooling passage
@ Burning : Piston crown top surface @ Poor cylinder lubrication
@ Sealing : Piston cooling chamber and @ Faulty piston rings
passage @ Cylinder liner distortion
@ Stepping: Edge of piston ring grooves @ Piston misalignment
@ Wear : Wear ring, piston skirt and side wall @ Engine/Unit overloading
@ Corrosion: Hot corrosion on piston crown and @ Excessive water in fuel
acidic corrosion under crown @ Insufficient combustion air
@ Late fuel injection
Main Reasons: @ Poor combustion
@ Sever thermal & mechanical stresses
@ Fluctuating gas load Piston Crown Burning
@ Excessive scaling @ Poor combustion conditions
@ Cavitation erosion @ Closely directed fuel sprays
@ High coolant temperature @ Fuel valve characteristics
@ Local impingement from fuel @ Alterations of air swirls – directing flame front
@ Poor atomization & high penetration fuel @ Towards crown
@ High water content in fuel (slow down @ Heavy local cocking on crowns
combustion)
Causes of piston seizer
1. Heat of combustion.
2. Heat of piston ring rubbing against liner.
These heat must be conducted away by piston cooling system, jacket cooling system and
scavenge air system, and supply sufficient cylinder oil.
The piston would become so hot due to cooling not sufficient, excessive deposits in cooling
spaces, insufficient lube oil, low temperature of cylinder cooling water, misalignment of piston rod,
distorted liner, excessive slackness of crosshead guide or insufficient air from turbocharger.
Then the lubricating oil on the cylinder wall would be vaporized and the friction of the piston
rings becomes so great that the metal would fuse and seizure occurs.
Contributing Factors Piston Crown Reconditioning
a Physical properties of coolant
R Specific heat
R Specific gravity
R Viscosity
R Velocity
R Boiling point
a Physical properties of Crown Material
R Mechanical strength
Compiled by Min Zar Tar
Reference for Marine Engineers
R Thermal conductivity
R Surface property (hardness, anti-corrosive)
R Expansion coeff.
R Fatigue strength
R Creep resistance
a Crown Cooling Passage Design
R Boring of cooling passage closer to combustion chamber
R Allow optimum surface area to maintain piston temp within safe limit
R Prevent formation of vapour, sludge
R Maintain designed flow rate of coolant
Factors causing Piston Crown burning and cracking
The piston is subjected to compressive and tensile stress caused by the bending action due
to gas forces and thermal loading. When a piston crown is subjected to high thermal load, the material
at the gas side attempts to expand but it is partly prevented doing so by the cooler metal under and
below it. This leads to compressive stress in addition to the stress imposed mechanically due to
variation in cyclic pressure.
At very high temperature the metal can creep to relieve this compressive stresses and when
the piston cools, residual tensile stress is set up, hence residual thermal stress. If this stress is
sufficiently great, cracking of the piston crown may result.
Cracking and burning of piston mainly takes place due to:
①. Unsuitable material.
②. Improper cooling due to carbonization, cocking or scaling.
③. High coolant temperature.
④. Local impingement by fire due to fuel injector malfunctions.
⑤. Poor atomization and high penetration of fuel.
⑥. High water content of fuel; which slows down the combustion resulting in overheating.
⑦. Slow and late combustion of fuel during the expansion stroke.
⑧. Early ignition causes heavy shock load may lead to cracking of piston.
⑨. Direct-oxidation at high temperature at the surface owing to flame impingement lead to
burning of crown.
Repair Procedure of a Cracked Piston Crown
# The piston should be cleaned thoroughly.
# Piston crown, diameter of piston etc, should be gauged.
# Deepness of the crack is assessed and machining is carried out.
# Then the crown is welded up with a deposit of weld metal to bring it to its correct shape and
height above datum, may be slightly over sized.
# After welding, beat treatment is carried out to relieve residual stresses within the welded
structure. This includes annealing, tempering and normalizing.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
# After beat treatment, the crown is fully machined to its original size.
# Then non-destructive test is carried out to check for cracks.
# If found satisfactory, then the piston is ready for use.
Remedial actions against burning away
When the piston crown burns down the following checks to be made:
Fuel system : heating temperature, kinds of fuel, pureness of fuel,
standard of maintenance of fuel pump and fuel valve.
Reduce water contents in F.O (be sure purification),
fuel injection timing must actuate
High load :overload or over-torque during adverse weather
Lowering of cooling effect : abnormality in cooling passage, degree of pureness
of cooling medium, deposits on under crown area and
preventive control for corrosion.(regular test and
treatment of C.F.W must carried out)
Lack of air :dirty scavenge air and exhaust gas system
The additional countermeasures to be taken are:
I Proper selection of material
I Higher rate of cooling
I Proper surface treatment
I Installation of jet cooling system to the cooling side of the crown
I If when the wear deeper than (6.0 mm/ 11.0 mm/ 12.0 mm) or 30% to 50% of the crown
thickness, Build-up welding of special alloy steel (INCONEL) to the flame side of the crown can
be introduced along with proper heat treatments.
I In case where only light burnt off positions are ingrained, grinding or filing them down and
smoothing out the sharp edge zones with emery cloth will be sufficient.
Piston crown wear, burn
@ Clean the piston crown
@ Check the crown wear by means of template (maker supply wear down gauge[template]) &
feeler
@ The permissible burn away is shown on maker supply wear down gauge.
Compiled by Min Zar Tar
Reference for Marine Engineers
Measurement at unit overhaul unit survey
# Liner calibration (maximum wear 0.75 % to 1.0 %of bore dia)
# Piston crown wear & ring groove
# Piston ring gap clearance (0.2 % to 0.5 % of bore diameter, maximum allowance is 3 times the
original
# Piston ring vertical clearance (0.2 to 0.25 mm)
# Piston ring radial thickness (1/30 of bore diameter)
# Stuffing box sealing & scraper ring gap clearance (6 mm at each gap)
Trunk engine piston seizure
1) Blocked coolant supply to piston
2) Overheating of the unit
3) Exhaust valve damaged
4) Rings damaged
How to pressure test when piston overhaul ?
a After cleaning the piston, externally and internally reassemble the piston will new two synthetic
rubbers ‘O’ ring.
a Invert the piston crown on the platform
a Fill L.O into the oil outlet pipe of the piston rod until oil is fully to outlet and inlet pipe.
a Fit the piston rod with special test flange which consist of the connection pipe
a Connect the hydraulic pump to the connection pipe of the flange after air is purged out
a Apply the pressure 1.5 times the working pressure for more than 10 minutes
a Check L.O leakage between piston crown and piston skirt, piston skirt and piston rod.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
PISTON RING
FUNCTIONS
(01) To provide an efficient reciprocating gas seal with proper radial wall pressure (blow by control)
without scuffing.
(02) To prevent excessive build up of pressure in the crankcase which will cause crankcase
explosion in the case of dry sump engine.
(03) To act as a scraper and oil control avoiding excessive oil consumption which could result if
lubricant is allowed to leak past into the combustion chamber.
(04) To conduct heat away from the piston into the liner wall.
(05) To assist spreading of lube oil over liner.
Classification of Piston Ring
Compression ring or Pressure ring
I sealing the gases above the piston & preventing gas leakage
Scraper or Oil control ring
I controlling the amount of lobe oil passing up or dawn the cylinder wall, or spreading evenly
around the cylinder
Operating Environment of Piston Rings
 Piston rings operate in a hostile environment under fluctuating load
 At TDC the rings an at their slowest speed and highest temperature
 Ring should be located such that it operates at an acceptable temp.
 If the rings were fitted too high, the high temp would rapidly burn off CLO and the ring would
seize in their grooves
 If rings were fitted too low abrasive wear would take place due to accumulation of ash /carbon in
the tapered area of the piston
 Rings must withstand corrosive combustion products
 Rings must also main tension at lower combustion pressure
Working Principle
Compression Ring Sealing
R Achieved by gas pressure above & behind piston ring
R Gas pressure from top forces piston ring down against bottom of ring groove
R Gas pressure from behind forces piston ring outwards against the cylinder wall
Compiled by Min Zar Tar
Reference for Marine Engineers
Pressure exerted behind the piston ring is initial radial pressure and gas pressure. At these
tow pressure; initial radial pressure is most important.
 as it creates initial seal between ring & liner as compression commences
 if too weak, it will cause unstable condition
 resulting ring fluttering & breakage
Requirement of piston ring
1) Have spring action
2) Have low coefficient of linear expansion
3) Can resist high temperature & pressure
4) Good wear resistance
Construction
# Piston rings are either cast as single piece / machined from cast cylinder
# Rings are pretensioned to achieve required wall pressure which is done by hammering the inner
surface
# By varying amount of hammering, amount of outward spring pressure can be varied
# Modern method is cam turning process, so that it has varying radii at different angular position to
give uniform pressure against the cylinder like hammered ring
Piston Ring Materials
Cast Iron Alloy /Ordinary Grey Cast Iron / Spheroidal Graphitic Iron
Ordinary grey cast iron
R Good wear resistance and self lubricating property with large amount of graphite present in the
structure
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
R But it reduces its strength
R Heat treated to improve strength and hardness without affecting graphite
Alloyed cast iron
R Molybdenum, nickel-copper or vanadium-copper are alloyed with iron to give finer grained
R structure used in highly rated 2-stroke and 4-stroke engine
Spheroidal Graphitic iron
R Good wear resistance
R Not as self lubricating as ordinary grey cast iron
R Usually given a protective coating, e.g. chromed etc. to improve running-in
2H
A typical composition of a modern two stroke piston ring:
Element % Element %
Carbon 3.15 Chromium 0.15
Silicon 1.55 Molybdenum 0.60
Phosphorous 0.20 Copper 0.75
Manganese 0.90
Piston ring Material Properties
High mechanical strength to prevent breaking easily
good retaining tension to give good seal properties
Elasticity and wear resistance with low friction
Must be corrosion resistance and resistance against high temperature
Self lubricating properties and compatible with cylinder material
Compatible with piston for thermal expansion to maintain ring groove clearance
Piston Ring Design Factors
Piston ring surface temperature, liner surface temperature and ring groove temperature
Piston ring surface finish and cylinder liner surface finish
Compiled by Min Zar Tar
Reference for Marine Engineers
Engine design feature to ensure adequate cooling
Optimum Sealing of Piston Rings
Piston ring should be well lubricated and must work with minimum lubrication
Piston ring should move freely in the groove
Piston ring & groove and cylinder wall should be proper shape
Must seal under condition of high temperature & pressure
Must be extremely compatible with the bore / surface of the cylinder
Must have sufficient strength to withstand high shock loads owing to firing impulse
Must be of free shape to conform cylinder bore at operating temperature of minimal high pointing
around its periphery.
Types of Piston Rings
 Square section
 Rectangular section
 Rectangular section with elliptical working face
 Rectangular section with chrome 'plated working face
 Rectangular section with copper or bronze insert
 Quick seating piston ring
 Single or double scraper ring
 Conformable double scraper ring
Types of ring joint end
But (Vertical cut) joint – gives a robust joint for top rings
Scarfed (Diagonal/Angle cut) joint – better gas sea l/ - less robust
Lap / step joint – good gas seal / - vulnerable to breakage
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Piston Ring Clearances
I Rings require clearance in their grooves to ensure free movement
I Clearance should be as small as possible to ensure that rings remain squarely in the grooves.
I Too large axial clearance may cause rings to twist as gas press. increases.
I This can cause sharp edge to remove oil film from liner, resulting excessive wear / ring breakage.
I Too little clearance may result in build-up of deposits causing rings to jam in grooves.
Butt / Gap clearance
1 Requires to accommodate ring expansion as it heats up.
1 Butt clearance 0.4 ~ 0.5 % of cylinder bore and it is measured by placing ring squarely in ring
gauge
1 Should be as small as possible (as per maker’s instruction) but should never close completely
1 If the ring gap is inadequate the ring may break due to a restriction on its free expansion when
coming up to working temperature. Whether a ring breaks or not, it may scuff the liner due to
heavy wall pressures causing the oil film to break down or at least causing large increase in liner
wear
Too small – butts come together as ring expands
-- cause large radial press on liner, break down of oil film and increasing scuffing
wear
Too large – Excessive gas leakage
Back / Radial clearance
1 Allows press to build up behind ring
1 Must be as small as possible
1 Large clearance is conducive to oil pumping
Compiled by Min Zar Tar
Reference for Marine Engineers
Groove / Axial clearance
1 It is essential for free movement during operation
1 Allows pressure to build up behind ring.
1 Allows oil to flow into the groove
1 Insufficient vertical clearance will stick or break in the groove when they come up to working
temperature
1 To be kept minimum to avoid ring hammering / ring groove wear
Too small – ring will stick in groove
- results in poor sealing
- cause blow by, burn away oil and scuffing
Too large - ring flutter & possible breakage
Ring Joint Ends may be:
1 But (Vertical Cut) – Gives a robust joint for top rings
1 Scarped (Diagonal / Angle Cut) – Better gas seal but less robust
1 Lap / Bayonet Joint – Good gas seal, vulnerable to breakage & used in lower rings
Reasons for Rings Replacement
/ If piston rings wear rate is such that it will be unsafe up to the next maintenance schedule.
/ If a piston rings is found stuck in the ring groove and if it wears more on one side than another.
/ If the axial height of the rings is reduced so that a large clearance is found
/ If performed piston rings having pressure variations around their circumference are fitted in any
groove and micrometer measurements show variation in the radial thickness of the ring
/ If the chrome layer on chromium plated piston ring is worn through or worn very thin.
Reasons for piston Rings failure
/ Insufficient piston rings and grooves clearances, which cause the ring to jam in the groove at
working. (vertical clearance 0.4 mm for top ring 0.2 mm for lower rings)
/ Insufficient cylinder lubrication.
/ Large amount of wear in cylinder liner.
/ Excessive diametrical clearance between the piston and cylinder liner
/ Excessive wears on piston rings landing face in the piston ring groove
/ Excessive relieving at ring edge (Oil wedge action cannot be attained)
/ Excessive lubrication (Excessive ring zone deposits and fouling of grooves and micro seizure
may occur)
/ Ring gap too small. This usually leads to ring breakage, but could ultimately lead to disastrous
consequences. (butt clearance 0.5 % of cylinder bore, for moderate rating and 1.0% for higher
rating. Over 500 mm bore)
/ Incorrect preparation of ends of piston ring adjacent to gap.
/ Radius at top and bottom of exhaust and scavenge ports in cylinder liner inadequate, the ring
then receiving a shock when sliding past the port edges.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
/ Wear on the port bars relative to cylinder liner working surface is such that surface of the bar is
below the surface of the liner.
/ Ring sticking in ring grooves
/ Improper ring material
/ Improper fitting
/ Misalignment of piston
/ After burning
Piston Rings Inspection
In good condition Sticking
Running surfaces will be bright Thick and hard deposits of carbon
Move freely on grooves Cannot move freely in grooves
Not unduly worn, and it should be well oiled Due to lack of sealing i.e. gas blow by
Edges will be sharp without burns
Breakage / collapse
Micro-seizure / Scuff Blackish appearance
Scuffed and hardened Lack of ‘Elastic tension’
Good ‘mirror surface’ deteriorated
Appearance of vertical strips / sharp burrs if Piston ring blow-by
extensive seizure occurs Black dry areas on rings
Black dry zones on upper part of liner wall
Piston rings scratched
Due to hard abrasive particles or catalytic fins Deposits on Piston
Enters cylinder via fuel On the side of piston crown
Can have serious consequences On the ring lands
Lack of gas sealing is cause blow by
Lubrication condition
Piston Ring Surface Treatment
Surface treatments fall into two categories:
I Those which are expandable and used to resist corrosion while in storage and to assist the
runing in process.
This surface treatment is usually achieved by chemical processes which produce oxides or phosphates of
various metals such as iron, zinc and manganese, Copper or chrome plating may also used.
I Those which improve the wear resistance of the ring for its operating life.
This is achieved with chrome plating, flame hardening or plasma spraying.
Chromium Plating
v It is a electrolytic process; perhaps the most common and is often seen on 4-stroke engine but
not used in chromium plated liner
Compiled by Min Zar Tar
Reference for Marine Engineers
v On the running surfaces of compression rings and the sharp edges of scraper rings.
v Ring grooves can also chrome plated
v Provides very smooth surface and prevents to built up deposits.
Plasma Coating
v Extremely hard coating applied on piston rings by Plasma flame Spraying process method at
Plasma State (4th state of matter)
v In this process ceramic is fed in powder form into spraying torch where plasma gas, is ionised by
an arc causing high temp to melt the ceramic powder
v The velocity of gas caries the melted particles on to the rings being coated
v These rings exhibit excellent running characteristics
With regards to wear
Avoidance of burn marks
v Gas mixture È N2 & H2 or Argon gas at temperature 10,000 – 15,000(C most materials &
mixture melt
v Molybdenum È High resistance against scuffing but poor heat resistance, Copper È
Suitable for running in.
v Compound of Cr, Ni, Mo & Cr Carbide (high resistance to corrosion, wear, abrasion and scuffing
Plasma Coating Process
# A high temperature plasma stream is created by ionising argon or nitrogen with small additions of
hydrogen and helium.
# In an ionised gas tree electrons have been stripped from the atoms and recombination releases
very high thermal energy.
# Plasma stream can reach temperature of 10,000-50,000°F
Nitriding
v It's a surface hardening process carried out by heating piston ring in the atmosphere of
nitrogen or ammonia.
v Some piston rings are nitrided to give increased hardness as well as improved wear and
fatigue resistance.
v As the surface is porous it tends to retain oil for lubrication.
Copper Plating
Ferox Coating & Phosphating
Wear Ring
@ Material F Bronze Alloy
@ Wear rings are fitted into circumferential –machined grooves
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
@ They are usually fitted in two pieces with good clearance at the butts to allow for thermal
expansion.
@ They provide rubbing surface with low frictional characteristics and they prevent the hot upper
side wall of the piston making contact with the working surface of the liner.
@ Working clearance is maintained by wear ring.
@ In trunk piston engines the use of wear rings allows the detrimental effects of trunk distortion,
caused by the interference fit of gudgeon pins in the piston trunk. They are fitted above and
below the gudgeon pin location.
Types of Piston Compression Ring Types of Piston Scraper / Oil Control Ring
a) Square section a) Barrel face: with chrome / copper
b) Rectangular section b) Serrated: with chrome / copper
c) Wedge shaped / Keystone c) Plain: with copper plated
d) Rectangular with inside bevel d) Bronze insert
e) Elliptical / Barrel shaped e) Single edge oil scraping
f) Chromium plate barrel shaped f) Double edge with oil drain holes
g) Chromium plating g) Spring loaded double edge with oil drain holes
Top Piston Ring Position and Working Condition
@ Piston rings give the best result when their working temperature is the lowest practicable.
@ So, it is necessary for the top piston ring, which has the severest duty to perform, should be well
clear of the hottest part of the piston.
@ This is then imposes a limit to the minimum distance from the top of the piston to the upper most
grooves.
@ The space formed between the side of the piston crown and the cylinder liner above the top
piston rings is an area where carbon and ash from lubricating oil may encrust and build up
@ Working temperature should be as low as possible but too low temperature form carbon and ash
deposits.
@ If carbon and ash flake away cause rapid abrasive wear on landing face of piston rings as well as
liner.
@ Chromium plated piston rings is fitted only in the top piston ring groove.
Piston Ring Problems
I Ring Wear
v Abrasive
v Corrosive
v Metallic
I Scuffing
I Ring Breakage
v Inserting the ring incorrectly
Compiled by Min Zar Tar
Reference for Marine Engineers
v Excessive / insufficient groove clearance
v Poor quality of fuel
v Heavy starting
v Cloverleafing of finer
Which material is harder between Piston ring and Liner ? Why ?
Piston rings material are made harder than the material of cylinder liner in which they work
This has the advantage of giving the piston ring a long working life by reducing the redial wear
rate.
How can the life of a Piston ring and Cylinder liner be increased ?
Piston ring life can be increased with an increase in cylinder liner life, by fitting the top piston
ring groove with chromium plated piston ring. This increases the hardness of the surface that makes
contact with the working surface of the cylinder. Thus improve anti-friction conditions and
consequently increasing piston ring and liner life.
Causes of piston ring sticking
1) Continued overload running
2) Defective oil filtration
3) Excess sulphur & ash content in fuel
4) Faulty fuel combustion
5) High rate of cylinder lubrication
How will you check piston ring breakage?
1) By listening by stethoscope (running)
2) By taking compressing card
3) By checking its spring action form peed holes (during stopping engine)
Scuffing
Defined as a form of damage occurring between two sliding surfaces, when there is a
breakdown of lubricating oil film separating the surfaces.
When scuffing occurs, the breakdown of lubrication in way of the high points or surface
asperity is caused by very high-localized pressure on the high points. The heat generated by the
friction between the high points on the cylinder liner and the piston rings causes the high points to
weld together.
The movement of the piston and piston rings causes the weld to break away as soon as it is
created and a roughened surface then results.
Indicating of Scuffing
Appearance of
Slight roughening of the surfaces with light score marks
Brownish to very dark brownish – Gray colour
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Increased hardness value of piston ring rubbing surface by hardness test
Factors Causing Scuffing
Scuffing may occur at any time, but it is more likely when cylinder liners, piston rings etc are new. Any
factor, which cause or allows the lubricating oil film between the working surfaces to become
disturbed, is likely a cause of scuffing. Some of the common factors are as follows:
Materials for liner & piston rings are not compatible.
Surface finish of liner is too smooth, and thus has inadequate oil retention properties. [The
surface of the liner must be smooth, but the honing marks at 45陈 to its axis should be deep
enough to retain some lubricant and allows it to spread.]
Unsuitable cylinder lubricant i.e. viscosity too high or too low. (Too high viscosity with too low
cooling water temperature or too low viscosity with too high cooling water temperature)
Defective cylinder lubricator or defective lub oil pipe to cylinder from lubricator
Improper cylinder cooling water temperature
Defective piston rings or high localized wall pressure on liner during running in period
Improper scavenge air temperature or malfunction of scavenge air water separator
Poor combustion or may be engine over loading.
Compiled by Min Zar Tar
Reference for Marine Engineers
PISTON ROD GLAND (Stuffing Box)
Function
To prevent the piston rod taking up oil from the crankcase and to counter act the leaking out
of scavenge air.
Where fitted : At the bottom of the scavenge air boxes.
Piston rod gland consists of
Upper gland group Lower gland group
Scraper ring Oil scraper ring
Seal ring Scraper ring
Guide ring Coiled garter spring
Coil garter spring
Upper section rings act as scavenge air sealing and scrape of dirty oil from piston rod on its
downward stroke
Lower section rings act as oil control rings and scrape of excess crankcase oil from piston rod
during upper stroke.
How to check it during engine running ?
1 By watching the outlet from test cock on manoeuvring platform.
1 Leakage of air indicates that sealing rings are defected
1 Excessive oil outlet means that the scraper ring need overhaul
Check point when overhaul
1 Check clearance of rings (vertical, gap)
1 Check spiral spring tension
1 All drain holes cleaned
1 Check the fitting bolt. Renew locking washer, Renew ‘O’ ring.
Scraper Rings and Sealing Rings; Upper section – Bronze
Lower section – Cast Iron and Bronze.
Total Gap Clearance: 18 mm for 3 Segments
24 mm for 4 Segments
Groove Clearance: 0.07 to 1.20 mm
1. Gap clearance: 4 mm at each joint.
2. Vertical clearance 0.08 – 0.14 mm for Scraper rings.
0.12 – 0.16 mm for Sealing rings.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
New designs incorporate the following
l Additional gas-tight top Scraper package, with a large drain area.
l Stronger springs.
l Modified position for the neutral space.
l Modified channel drains.
l Ring of Bronze.
l Hardened piston rods (in way of stuffing box).
l Two way dismantling (upwards and downwards).
Compiled by Min Zar Tar
Reference for Marine Engineers
CRANKSHAFT
Function
@ Device for converting the reciprocating motion of the piston, driven by expansion of the gases,
to rotating motion.
@ Power produced by the engine is taken off the crankshaft by a transmission.
Types of crankshaft
(01) Solid Forged (One piece) (02) Fully Built (03) Semi Built (04) Welded
Solid Forged Fully-built Semi-built
Use of Crankshaft
_ Slow Speed Engines R Semi Built forged with CGF (Continuous Grain Flow).
_ Medium Speed Engines R One Piece mostly with CGF R Semi Built design is also available.
_ High Speed Engines R One Piece with CGF.
Material
L Low alloyed Cr - Mo Steel ¨ Tensile Strength 590 - 680 N/mm2.
L Unalloyed Carbon Steel (Normalized).
L Mild Steel {cast throw) :C = 0.19 ~ 0.21%, Mn = 0.7%, Si = 0.34%, P = 0.02%, S = 0.02%.
L Carbon Steed (forged or cast):C = 0.4%, Mn = 0.6%, Si = 0.15 ~ 0.6%, P = 0.04%, S = 0.04%
L Nickel Steel (forged) Ni = 3 %.
Properties of Crankshaft Material
v Besides strength, the material should have a higher endurance limit to fatigue failure.
v The material should be capable of good surface finish.
v Must be hardened to resist wear of journals-and crank pins.
v Must be tough (on the crank webs) to carry load.
v Must be rigid to resist bending of the shaft.
v But it should be flexible to conform to bearing line alignment.
Solid Forged Q The whole crankshaft is forged from a single piece steel billet.
Properties More resistance to fatigue failure due to continuous grain flow
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
More cranks throw options.
Fatigue strength is increased 10 - 20% by CGF.
Shaft is lighter and no shrink fits.
Used in small high speed engine
Disadvantage Cannot repair in section (Repairs difficult)
Cost expensive
Crankshaft is extremely rigid
Tolerance to misalignment is less
Fully Built Q All components of the crankshaft (pin, webs and journal) are made separately and
then assembled into a complete crankshaft by means of shrink fit.
Manufacturing
(01) Raw material melted in Cupola Furnace.
(02) Refined to remove impurities, by decarburising, controlling carbon amount and soaking time.
(03) Degassed in Vacuum Furnace, to remove H₂ and N₂.
(04) Molten metal is then poured into prepared mould.
(05) Removed from mould, after slow cooling, and casting is rough-machined.
(06) Normalised to improve grain structure, and tempered to remove stresses.
(07) Rough-machined to final dimensions.
(08) Cold roll the crank pin fillets, to increase bending and corrosion fatigue resistance.
(09) Finish machining.
(10) Shrink-fitting process follows. [Shrinkage allowance: 1/570 to 1/660 of journal diameter.]
(11) Set upon a large lathe, and journals checked for throw, and throw errors machined out.
Properties Easy to manufacture
Can be repaired in section
Used for large marine engine
Semi Built Q Crank throws and journals are made separately and then assembled into a
complete crankshaft by means of shin fit only at the journal.
Properties Lighter than fully built, because web size become less
Can be repaired in section
Continuous grain flow between crank pin & webs (popular design), so
increase fatigue strength
Used slow speed engine
Flexible to conform to bearing line deflections
Compiled by Min Zar Tar
Reference for Marine Engineers
Welded A number of parts (A crankpin and two webs, with a half length of journal
on each web) are forged or cast separately and then welded together to form
a complete shaft.
# Die-forged crankthrow, consisting of thin webs and crankpin in one piece, having half a main
journal on each side.
# Welds are placed and welded at the middle of all main journals, to make complete crankshaft.
# High technology Narrow gap welding process applied.
Properties Easy to manufacture
Can be repair in section
Has resistant to fatigue failure
Why welded on Mid of journal ?
There is a low load area on mid of journal, where it is welded.
In large marine engine which type is used and why ?
Usually Semi-built is used because
L Only on shrink-fit between web and journal [less chance of slippage]
L Can get grain flow in way of web and pin
L Webs are smaller [no shrink-fit]
L Can be repaired section by section when damage occurred
Effect on Fatigue Limit by Special Treatment
High Frequency Hardening Cold Rolling
Hardening is provided to pin &journal surface to Increases fatigue properties by work hardening.
increase compatibility between thin shell bearing Extensively used at fillets, threads.
& pin surface
Hardening process reduces fatigue limit.
Hardening is not to be done on the fillet.
Shrink Fitting Process
B Shrinkage allowance 1/570- 1/660.
B Temperature around bore in the web 377 °C.
B Web to be heated uniformly and once.
B Bore in the webs and corresponding parts of pin & journal to be provided equal co-efficient of
friction.
B Webs &journal in way of shrink fitting are subjected to shear force Results slipping in abnormal
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
cases.
CRANKSHAFT STRESSES
B Load 11 - 14 % TDC load
B Parts of crankshaft are subjected to maximum loading at TDC position at neutral axis.
B Stresses in crank webs are greatly changed.
B Stress distribution at Fillet under bending load is increased due to misalignment.
B Initial loading due to Compression of air & Combustion of fuel.
B Initial forces due to Reciprocating masses
Crank pin B Bending
Crank web B Bending
Crank web BTensile at 90°
Journal BBending + Twisting
Stresses in Crankshaft
①. Bending of crank pin, causes tensile, compressive and shear stresses. (Due to gas load)
②. Twisting moment of journal, causes shear stress.
③. Compressive stresses set up in journals and pins. ( Due to shrink-fit)
④. Tensile stresses set up in webs. ( Due to shrink-fit)
⑤. Torsional stresses due to power transmission fluctuate widely. ( In heavy sea)
⑥. Shock loading on crank pin. ( Sudden fluctuation of engine speed )
Types of Crankshaft Stresses
I Static: Hoop Stresses (residual stress) ≥Semi-built & fully built C/S due to shrink fitting.
: Weight of running gears ≥Weight of all running gears acting on it.
I Dynamic Bending &Shear Stress ≥ Due to compression & combustion.
:Inertia Forces ≥ Primary inertia forces = mω2 r cosθ
≥ 2ndary inertia forces = mω2 r cos(2θ/ n), ( n =1 / r )
: Axial Vibration Forces ≥ Due to propeller thrust.
Compiled by Min Zar Tar
Reference for Marine Engineers
: Torsional Stress ≥ Due to wind & unwind by gas force ( Wind up
means twisting along its length ).
≥ Torsional stress is a result of applied force by con
rod.
: Stress due to Misalignment B Main bearing not aligned.
B Bedplate / Tie rod not in good condition.
B Hull deflection.
HOOP STRESS
The residual stress is caused during shrink fitting.
B Webs hole is smaller than journal pin diameter.
B Web is heated up to 400°C
B Journal pin put into the expanded web hole.
B Cools down slowly.
B Allowance 1 / 500 ~ 1/ 700 of shaft diameter.
White metal bearing failure
Causes:
①. Edge carrying wear [Due to out of true of bearing bore, or deviation from journal geometry]
②. Striations wear [Striation and embedding of foreign particles on running surfaces.]
③. Overheating of layer [Due to lack of lubrication and contamination of LO.]
④. Erosion wears [Some abrasive particles carried along with LO.]
⑤. Electro erosion [If crankshaft is inadequately grounded.]
⑥. Corrosion [Contamination of LO with SW.]
Stages of Fatigue Failure
1st Stage 2nd Stage 3rd Stage
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
B Distinct crank initiation at B Additional cyclic stresses B Crack penetration is deep
site(s) B Initial cracks grow & B Unable to withstand cyclic
B Tiny crack at point of stress propagate over 80% of loading
concentration surface area B Brittle failure
B Smooth even lines from B Appearance Smooth darker B Appearance Coarse surface
cracks & lighter bands
Usual Points of Crankshaft Failures
B Lip of oil hole in crank pin or journal B Due to severe cases of torsional vibration .
B Several crank pins & journals crack 45° to shaft axis.
B In way of crank pin &.we4fWetunderside BDue to torsional vibration
B Cracks at parallel portion of crank pin & journal BDue to overheating of bearing caused by poor
lubrication
B Flange coupling conventional design
B Coupling fillets.
Causes of Crank shaft Misalignment
(01) Main bearing damaged
(02) Main bearing pocket cracked / housing distorted or cracked etc.
(03) Wear of main bearing lower shell
(04) Wear and ovality of main journal pin or damaged
(05) Bedplate deformed (engine foundation deformed) – transverse girder damaged
(06) Engine structural deformation
(07) Slack or broken tie bolts
(08) Foundation chocks _ loose, broken, cracked, or fretted
(09) Foundation bolts loose or fracture
(10) Defective propeller shaft bearing
(11) Weakening of structure due to corrosion
(12) Distortion of supporting ship’s structure
(13) Lifting of flywheel side
(14) Hull deformation due to:
a. Excessive bending moment caused by carried cargo.
b. Grounding, and
c. Fire
RESULTS OF MISALIGNMENT
(01) Bending of crankshaft
(02) Fatigue failure owing to cyclic stresses
(03) Undue Vibrations within the engine
Compiled by Min Zar Tar
Reference for Marine Engineers
(04) Damage to main bearings
What will happen if a bearing is high or low ?
@ When a bearing between two cranks is higher than those on either side of it, both sets of crank
webs will tends to open out, when the cranks are on BDC, and close in when on TDC.
@ Vice versa, if there is a low bearing between two cranks
Requirements when taking crankshaft deflection
I Hull deflection not excessive
I Bed plate not distorted or bearing pockets not worn
Cause of Excessive Engine Vibration
v Incorrect power balance
v Operation at critical speed
v Crank web slipping / twisting
v Holding down bolts & chocks loose
v Main or shaft bearing damaged Due to
v Heavy weather
v Light ship with improper ballasting
v Presence of running machinery
Crankshaft Twisting / Slipping
Takes place in way of journal & web with serious consequences.
B Main Causes # Action to tank
B On starting engine with cylinder full of water ¨ B Fuel timing to be adjusted accordingly
After long standby / stoppage turn engine by B Exhaust timing to be adjusted accordingly
Turning Gear with indicator cocks open & B Scavenge timing will be affected nothing to do
watch closely for any leakage on board
B Seizure of running gear component B Critical speed may change due to changing
B Bottom end bolt failure timing of fuel & exhaust take care of that
B Staring engine with turning gear engaged B Exhaust temperature should be monitored
B Propeller collision with submerged object B Scavenge pressure & temperature should be
B Extreme and certain overloading of unit / units monitored
B Due to crash / unscheduled stop B Turbocharger condition should be monitored
B Eye should be kept on vibration
Entablature Fracture or Broken
The main causes of entablature fracture or broken are as follows
B Slacken bottom end bearing bolt.
B Weak deck structure:
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
B Broken bottom end bolt.
B Wrong location of auxiliary engine.
B Unbalance engine load.
Crankshaft Alignment Method
I Bridge Gauge B This method is satisfactory if
L Hull deflection is not excessive.
L Bedplate is not distorted.
L Bearing housing is not excessively worn.
I Measurement of Main Bearing Bottom Shell
I Crankshaft Deflection B Combination of Bridge Gauge & Deflection reading is satisfactory.
Crankshaft Scoring / Seizure / Breakage
The main causes of crank shaft scoring ore as follows-
B Dirty lubricating oil. B Wrong assembly of bearings.
B Starvation of lubricating oil. B Ovality of bearing housing or keeps.
B Fuel oil or diesel oil dilution. B Using imitation parts,
B Emulsification of lub oil. B Crank shaft misalignment.
B Reductions in lubricating viscosity due to dirty cooler or B Faulty lubricating pump.
starvation of cooling water. B Faulty lubricating pipes.
B Running on copper base of the bearings. B Unbalance engine load.
B Over tightening or under tightening of bearing bolts. B Others.
Action incase of Crank pin oval [Answer from MAN B & W Specialist]
# Make aluminum shell and lap the crank pin with it.
# For small engine, it can be grinded.
# For bigger pin /journal over 80mm, file it by hand and finally lap it by aluminum shell.
# Run engine with reduced speed.
# Next port; change bearing by special bearing shell made by manufacturer.
Explain why solid forged [one-piece] crankshaft is sensitive to misalignment
and require special attention.
v In solid forged crankshaft; the grain structure follows a path like the flow of water throughout the
length of the crankshaft.
v This results of continuous "grain flow" is higher fatigue strength by 10 ~ 20%.
v The crankshaft is extremely rigid and this rigidity makes it less flexible to conform to bearing line
Compiled by Min Zar Tar
Reference for Marine Engineers
deflection.
v So, the crankshaft cannot follow the bearing wear down and special attention is required.
Purpose of Crankshaft Deflection Measurement
v To monitor main bearing wear down.
v To determine the eccentricity of the crank and journal due to wear of the main bearing metal.
v To know vertical alignment of bearing with each other.
Why crankshaft deflection taken (or) purpose ?
V To detect the axis of crankshaft journal deviate from the theoretical shaft axis
V Interpretation of crankshaft deflection gives an indicate of high or low bearing
WHEN TO TAKE CRANKSHAFT DEFLECTION ?
(01) At initial installation and after 1000 R / H
(02) At subsequent annual intervals if normal (6000-8000hrs)
(03) At foundation chock repair or renewal
(04) At the time of major structure has been disturbed, such as:
a. Propeller bending or impounding with something
b. Ship grounding
c. Docking (before and after)
d. After fire breakout
(05) At the time of main bearing overhaul or renewal or removal for survey.
(06) Damage on bearing bracket, holding down bolt, chock
Factors Affecting Deflection Reading:
B Shaft must rest on lower half of main bearing B Direction of rotation of engine.
B Tie bolts pretension must be satisfactory. B Ship's draft, trim etc.,
B Holding-down bolts & clocks are satisfactory. B Loading or discharging stops.
B Engine running gears are in place. B Ship is not on blocks.
B Chain tension is satisfactory. B Ship's bull condition
B Engine temperature hot or cold. B Engine bed plate condition.
B Deflection gauge position.
What will you do/record before taking crankshaft deflection ?
(01) Ship's draught and trim must be checked and recorded
(02) Engine room and engine temperature (must be taken in warn condition.)
(03) The ship must always be afloat
(04) Ensure that at all main journal pins are true without excess ovality.
(05) Ensure that the main journal pins are resting on the lower halves of main bearings. The
bottom clearance must be almost zero.
(06) Ensure that foundation chock and bedplate alignment is true.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
(07) Ensure that all foundation bolts are not loosening and the engine is firmly bolted down.
(08) Ensure that flywheel and end coupling arrangement is true.
(09) Loading condition
(10) Sea water temperature
How to know the amount of crankshaft deflection ?
@ Difference between the values at TDC and BDC indicates the amount of crankshaft deflection,
during one revolution
@ Interpretation of crankshaft deflections gives and indication of high and low bearings
Action After Found Abnormal C / S Deflection
# Double check the reading to conform and check main bearing clearance.
# If main bearing indicates wear down same as deflection reading consult with C / E and ask C /O
about hull deflection due to uneven loading or grounding in port.
# Check pretension of tie bolts, foundation bolts and holding down bolts.
# Open main bearing and inspect, change the bearing if found too much wear down.
# Check tank top for hogging / sagging.
# Check bearing saddle, shaft bearing and thrust bearing condition and their support.
# Check deflection again.
# If still abnormal, consult with C / E and inform technical super to seek advice from engine builder.
Where to put dial gauge, if no punch mark ?
Fitted between adjacent webs (at a point in line with the outside of the journal furthest from
the crank pin) opposite the crank pin at the half diameter from the shaft centre
Crankshaft Deflection Measurement Procedure (How to take crankshaft deflection ?)
~ The best method for checking crankshaft alignment is the dial gauge deflection fitted between the
Compiled by Min Zar Tar
Reference for Marine Engineers
adjacent webs, opposite the crankpin at half of the diameter from the shaft centre.
~ The dial gauge measures the crank-web spread at different angular position of the shaft.
# Stop L.O pump, open crankcase doors both side, clean the oil @ entrance & on the webs
# Check dial gauge error &response
# Place the gauge at the punch mark on the webs
# Turned engine toward BDC with dial gauge close to connecting rod and set dial gauge zero
reading with slight pretension
# Turn crankshaft ahead by turning gear, stop at both horizontal crankpin positions and at TDC
from where gauge reading are taken plus or minus value are read & record.
# Turn crankshaft until clock gauge is close to the connecting rod on the other side. Record value
at this position.
# Similarly other unit’s reading taken and recorded, for the unit near flywheel before taking reading
a little reverse turn must be made.
# All reading are tabulated & calculate for BDC reading
# The difference between values at BDC & TDC indicates the amount of crankshaft deflection
during one revolution
# Interpretation of crankshaft gives an indication of high and low bearing
CRANKSHAFT DEFLECTION REPORT
MV ---------
Engine Running Hour ------------- Date: ------ Place: ------------
Standard Diameter ---------- Crankcase Temperature -------- Trim : ----
Adjusting value at assemble time -------- Engine room Temperature ----- List : ----
Max. Allowable value ------------ Sea water Temperature -----------
B1 (near bottom); C (camshaft side); T (top); E (exhaust side);
B2 (near bottom); 1/2 (B2+B1) = B
Cylinder No. & deflections
Crank positions
1 2 3 4 5 6 7
Near bottom ,camshaft side B1 -1 2 -2 2 -1 -2 -1
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Near bottom, camshaft side B2 0 0 0 0 0 0 0
Camshaft side C 7 2 5 4 -1 -3 -7
Exhaust side E 6 2 5 4 2 2 -2
Top T 14 3 8 10 1 3 -4
Bottom position (B1+B2) / 2 =B 0 1 -1 1 0 -1 0
Vertical Misalignment ( T-B = V ) 14 2 9 9 1 4 -4
Exhaust – Cam side (E-C) = H +1 0 0 0 -3 -5 -5
To obtain the reliable reading, accuracy of measurement could be checked as follow
T+B=C 12 4 12 -15 -12 3
P+C=D 12 4 13 -16 -12 7
Crankshaft Deflection Interpretation Graph
The results are tabulated from which the vertical misalignment is computed and the values
should not exceed the maximum specified by the engine builder.
The difference in readings between top and bottom is a measure of vertical misalignment of
that crank. Using this result each crank is drawn at the position according to the deformation of webs,
whether opening or closing. The imaginary crank thus plotted indicates curvature of the horizontal axis
of crankshaft. A horizontal base line representing the crankshaft-is taken as datum. The position of
main bearing number 1 is taken on the datum line.
The positive deflection readings are plotted above and negative deflection readings below
according to usual sign convention.
Value to be recorded = {Deflection (T) - Deflection (B)} x 1 / 100 mm.
Maximum C / S Deflection depends on:
S Stiffness of shaft, Stroke bore ratio, Engine temperature, Trim and Loading
S Max: Deflection 1.45 mm, Max Deflection ( 2 ~ 3) x Stroke / 10,000 mm.
Crankshaft inspection procedure
1) Stop L.O pump, open crankcase door both side, engine turning gear
2) To check appearance of all parts inside the crankcase
3) To check bearing axial play & wipe out
4) To check bolt tightness
5) Make chain inspection
6) To check loosening attachment
7) To check locking arrangement
To check L.O system by running L.O pump
Compiled by Min Zar Tar
Reference for Marine Engineers
8) To check metal chip in crankcase & on the perforated sheet
9) To check crankcase relief valve (flame trap, spring) After inspection, check thoroughly any
instrument & rags left in crankcase, closed the doors.
Identify with reasons the areas of crankshaft requiring special attention during inspection
The crankshaft is subjected to complex nature of alternating stresses due to the. reaction
from relative stresses due to the reaction from rotating & reciprocating masses, inertia force, static
load etc.. The following areas are required special attention during inspection:
①. Surface damage of journal and pin: Journals are subjected to:
a) Scoring: Due to solid impurities in lubricating oil and particles embedded in white metal.
b) Corrosion: Due to weak acids caused by oxidation of lubricating oil, products of combustion
etc..
②. Cracks at fillet radii and oil holes: The fillet radii, oil holes are weak part of the construction.
Stress concentration takes place at fillet radii, oil holes and other places by:
a) Cyclic torsional stress
b) Crankshaft misalignment
c) Engine over-loading
These areas should be checked for cracks.
③. Slipped shrink fit: Should check the reference marks on crank-web and pin for any slippage.
Slipped shrink fit caused by:
a) Liquid in cylinder during starting.
b) Propeller collision with submerged object.
c) Extreme and certain over-loading of unit or units
d) If the engine comes to rapid unscheduled stop
④. Ovality: Ovality primarily concerns the crank pin. It is caused by combination of reduced
effectiveness of Lubricating oil and directional thrust of connecting rod, which is at a maximum
somewhere around 450 after TDC, with a result the pin wears oval. Usually the maximum
allowable ovality is in the region one quarter of the working clearance of the bearing, any more
would begin to hydrodynamic lubrication.
Main Bearing Alignment (Autolog)
Deflection Curve with Chain Casing placed Aft End
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Compiled by Min Zar Tar
Reference for Marine Engineers
CAMSHAFT
Camshaft is used on diesel engine to operate the mechanisms connected with opening and
closing exhaust valves, air inlet valves, air starting pilot valves, driving fuel pumps etc. which control
the engine cycle. Each valve or pump is actuated by a cam follower, which rises or falls as the can
rotates beneath it
I Camshaft is driven by power transmitted from the engine crankshaft through roller chains or gear
trains.
I Camshaft rotation must be accurately synchronized with the crankshaft and this timing must be
checked periodically-and after any adjustment or repair is carried out.
I Camshaft speed is same as crankshaft speed in two-stroke engine.
I Camshaft speed is half of the crankshaft speed in two-stroke engine.
Construction features of a camshaft [B&W LMC Engine]
# Camshaft comprises of number of sections joined together at the couplings by fitted bolts.
# Camshaft section for each cylinder has fuel cam, exhaust valve cam and indicator cam.
# Camshaft is carried in under-slung bearings. The bearings are shell type, with hydraulic tightened
nuts.
# Coupling flanges and cams are shrunk on the camshaft dismantling the flanges is done forcing
lub oil between the shaft and the flange. Same procedure is used for turning coupling flange or
fuel cam for any adjustment,
# For reversing, position of rollers for individual fuel pumps is shifted in relation to the respective
cams thus altering the fuel pump timing.
# Pin gauges marks are provided on the engine, enabling camshaft timing to be checked and
readjusted if necessary.
# The whole camshaft is rigidly supported with substantial bearings and adequate lubrication.
Separate lubrication system is provided to prevent any possibility of fuel leakages passing into
crankcase,
Types of Camshaft Bearings
①. Slow speed engine camshafts are usually of journal type, operating in white metal lined or
bronze bearing shells or bushes.
②. In medium speed engines camshaft bearings may be shell type or roller bearings.
③. In large engines where camshaft is under-slung bearing keep bolts must be inspected for
tightness. If bearing slackens or wears down it can after the engine fuel injection timing and
valve opening period and ultimately lead to camshaft failure.
Effects of slackens or wears down Bearings
R Late fuel injection
R Late opening and early closing of exhaust valve with reduction in valve lift.
R Fatigue stress in camshaft, ultimately leading to camshaft failure. -
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Camshaft Bearing Lubrication
R Camshaft bearings are lubricated by oil supplied from and returning to the engine lubricating
system.
R The lubrication for the camshaft bearings is sometimes arranged as a separate lubricating
system in cases where fuel leakage from fuel leakage from fuel pump could contaminate the fuel
oil.
Function of a Cam
R A camshaft is necessary to operate the valves and fuel pumps, which control the engine cycle.
R Each valve or fuel pump is actuated by follower, which rises or falls as cam rotates beneath fit.
R The profile or shape of each cam is designed to give the correct timing, speed and height of lift to
its corresponding follower.
Construction of Cams
# Cams are made of steel with hardened surface to the profile in large engines, they are
3H
interference fit on the camshaft and it is possible to adjust or renew them hydraulically.
# The profile or shape of each cam is designed to give the correct timing, speed and height of lilt to
its corresponding follower.
# Camshafts may consist of a number of part lengths joined at flanges with fitted bolts.
# The whole shaft must be rigidly supported with substantial bearings and adequate lubrication.
Why is the clearance between the cam and the roller important on an air inlet and exhaust
valve cams?
The roller clearance setting is important because, if the clearance is insufficient exhaust
valves and air inlet valves will not seat properly and will quickly burn on the valve scaling face. The
roller clearances are set with feeler gauges when the engine is cold.
CAM PROFILES
Inlet and exhaust Cams
Cam profile is designed to provide rapid opening and closing of valve with precise timing. For
maximum efficiency from a diesel engine:
①. During the gas exchange process, unrestricted flow of charge air into the cylinder and exhaust
gas out of the cylinder is desired. These means inlet and exhaust valves must be fully open-
Compiled by Min Zar Tar
Reference for Marine Engineers
during the gas exchange.
②. Combustion gas pressure must act .on top of the piston for as long time as possible to extract
maximum power.
B Theoretically an ideal cam would have a square peak with strong spring to ensure roller follows
the earn.
B In practice this type of cam would be very noisy and subject to excessive wear and tear.
B Actual inlet and exhaust cams have a rounded corners 5r smooth operation.
B Cam profile will further vary for reversible and non-reversible engines and method of reversing.
Fuel Cam
Fuel injection systems are designed to raise pressure of the fuel to a sufficiently high value.
B To ensure adequate dispersion into the combustion chamber.
B To admit fuel into the combustion chamber at a precise moment and at a precise rate.
B To cut off fuel supply sharply, according to the output required from the engine. .
The profile of the fuel cam is designed to satisfy above requirements with.
B Smooth acceleration at the beginning of the stroke to avoid heavy mechanical load on the
injection system.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
B Provide uniform, velocity to the plunger during fuel injection. Once the needle valve opens.
There will be tendency for drop in injection pressure. Fuel pressure must be maintained for
uninterrupted injection
B Uniform deceleration to bring plunger to rest at the top of the-stroke.
B The return stroke of the plunger is the filling period, the requirement for the cam return profile
need not be same as that for injection. Unidirectional engine may have trailing flank designed for
slow return of plunger.
B If the engine is direct reversing, the fuel cam is made symmetrical.
Air Starting Cam
The cam of starting air distributor is designed to provide rapid opening and closing of air starting,
valve at precise timing keeping in view following points:
①. Air is admitted in the cylinder during the power stroke.
②. To provide a positive start from any crankshaft position, some overlap in timing is provided
between cylinders.
③. Starting air is admitted in the cylinders according to their firing order.
④. The effective opening of the air-starting valve is after TDC.
⑤. The air-starting valve must close before the exhaust commences.
Advantages of single cam and double cam
⑥. Single cam on camshaft is suitable for reversing of 2/S, large bore engine. But not suitable for
4/S engine, because reversing of 4/S engine requires turning of Inlet Valve cam, Exhaust
Valve cam, Fuel cam and arrangement for Starting air Distributor, with their correct timings.
⑦. Double cam on camshaft, is moved axially by means of servo system or manual system, so
that all cams get their correct timings, in 4/S engine. (Used also for 2/S).
Lost motion
Angular period between TDC points for Ahead and Astern running will be the “lost motion”
required for Astern running.
Compiled by Min Zar Tar
Reference for Marine Engineers
①. When reversing 2/S, exhaust ported engine, both Fuel Injection timing and Air Starting timing
must be changed.
②. Retiming is carried out by altering camshaft position radially, relative to crankshaft.
③. This is called “lost motion” of camshaft.
④. Same cam is used for ahead and astern running.
⑤. Reversing Servomotor, operated by Engine Reversing Controls, is fitted to camshaft drive
mechanism to do this.
⑥. Camshaft will lose motion or be retarded, through required angle (about 98°) by oil operated
Lost Motion Clutch, causing the Reversing Servomotor to rotate the camshaft.
⑦. Fuel Pump cam and Air Start cam will now operate the Engine in reversed direction.
⑧. Lost motion is carried out while the Engine is at rest.
⑨. For Uniflow Scavenge Engine, the second Servomotor is fitted to Exhaust Valve drive.
Why ‘lost motion’ necessary on some engine?
①. Some 2/S, large bore, exhaust ported engines are Direct Reversing.
②. Both Fuel Injection timing and Air Starting timing must be changed.
③. Camshaft has single cam design.
④. Retiming is carried out by altering camshaft position radially, (not axially), relative to
crankshaft, by means of servo system.
Why ‘lost motion’ not necessary on some engine?
①. Some 2/S and 4/S engines are Direct Reversing.
②. Inlet Valve cam, Exhaust Valve cam, Fuel cam and arrangement for Starting air Distributor,
with their correct timings, must be changed.
③. Camshaft has double cam design.
④. Retiming is carried out by altering camshaft position axially, from Ahead cams to Astern
cams, by means of servo and manual systems.
Camshaft Drives
Two forms of camshaft drive are in current use. Both methods have proved efficient and reliable.
B A train of gear wheels is arranged in positions and sizes to give appropriate speeds and
directions required. These are used in most medium speed engines and those in which the
distance between shafts is limited.
B A series of sprocket wheels connected by a roller chain gives reduction in weight, particularly
where the distance between shafts is large. These are used for large two stroke dines.
Advantages of gear drive
ø Allow the shortest possible engine
ø Cannot loose tension over the years of operation, so that readjustment of exhaust valve and
furl injection timing is not required.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
ø Not sensitive to axial vibration
ø Provide positive power transmission.
Disadvantages of gear drive
Ø Departure from pure rolling contact reduces gear efficiency.
Ø Increases heat at mating gear teeth, which to be carried away by lube oil
Ø Decrease in efficiency due to backlash causes heavy load on gears.
Ø Noise of gear due to wear can cause shock loading and give rise to tooth damage of failure.
Ø Oil contamination will cause abrasive wear with matt appearance and scratch.
Ø Pitting, caused by local welding by heat, indicates lubrication deficiency
Ø Spalling or flaking due to over loading, design fault, insufficient case depth
Ø Scuffing, galling or undercutting due to incorrect meshing or L.O failure.
GEAR DRIVE PROBLEM & INSPECTION
Gear drive problem
Departure from pure rolling contact reduces gear efficiency.
Increases heat at mating gear teeth, which to be carried away by lube oil
Decrease in efficiency due to backlash causes heavy load on gears
Noise of gears due to wear can cause shock loading and give rise to tooth damage or failure.
Oil contamination will cause abrasive wear with matt appearance & scratch
Pitting caused by local welding, indicates lubrication deficiency
Spalling or flaking due to overloading, design fault, insufficient case depth
Scuffing, galling or undercutting due to incorrect meshing or lube oil failure.
Check
1 Smooth polished appearance of teeth mating gears for rolling contact.
1 Abrasive wear with scratches ¨ Due to oil contamination.
1 Pitting ¨ At mid height due to lub oil deficiency.
1 Spalling / Flaking (loss of areas due to break) ¨ Due to overloading or design fault.
1 Scuffing / Galling ¨ Due to incorrect meshing or lack of tub oil.
1 Flow of lub oil from all points.
ROLLER CHAIN
v Roller chain forms a flexible drive, robust but light in weight with very small friction loss.
v It can accommodate a number of additional driven wheels rotating at different speeds or even in
opposite directions, and can be used to operate engine driven pumps.
v Roller chain consists of alternate pin links and roller links. Each pin link consists of two pins
riveted between two side plates. A roller link consists of two rollers free to rotate on two bushing
which are pressed fit into two side plates.
v Chains have a very high factor of safety to prevent stretching.
v Any loss in tension in the chain is due to wear while in use. Wear takes place between pins and
Compiled by Min Zar Tar
Reference for Marine Engineers
bushing, between bushing and roller and between rollers and sprocket wheel teeth
v Wear in wheel teeth can be checked by a profile-gauge while wear in the chain is measured by
its extension.
v The chain is adjusted to allow a limited transverse movement approximately equal to one link
pitch
v The chain is lubricated by means of oil sprayers, which direct a continuous stream of lubricating
oil into the chain bearings. This oil lubricates, cools the bearings and cushions fluctuating
stresses.
Chain Drive System: [B&W, KL – GF]
①. Used for camshaft driving, on any length between shaft centres with very small friction loss.
②. Fuel Pumps and Exhaust Valves are operated by Camshaft, driven from Crankshaft, by a
roller chain [main] running over each sprocket wheel, being bolted to both shafts.
③. Chain should wrap around at least 120°on both sprockets.
④. Upward-running-side chain passes over an intermediate wheel, on which Tensioning Device
is fitted.
⑤. On another intermediate wheel’s shaft, there is another chain wheel and chain [smaller], to
drive Start Air Distributor, Governor and Lubricators.
⑥. Chain is lubricated by oil sprayer jets, with continuous stream of oil onto the chain.
⑦. A roller chain consisting of side plates, bushing and rollers, and pin joints, which mesh with
tooted sprockets.
⑧. Shock-absorbing rubber clad guide bars, are provided to support the long chain, and to
prevent transverse vibration. (caused by torque vibration in camshaft and torsional vibration
movement of crankshaft)
⑨. Renew cam chain after 15 years life.
⑩. Factor of safety of chain: Never less than 25.
Indication of Slack Chain
S Excessive chain vibration and noise.
S Loss of power in all units indicated by power card.
S Out of phase diagram indicates low combustion pressure and late injection
S Light spring diagram indicates late closing of exhaust valve in all units
S Poor combustion in all units result high exhaust temperature & smoke.
S Slack part of chain in sprocket wheel side (tightening side).
Effect of Slack Chain
v Cause excessive vibration due to slack chain Imposing heavy additional mechanical load
v Adding to cyclic stresses which could result fatigue failure.
v Damages both chain system (chain link & sprocket) and engine frame.
v Can cause hot spot.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
v As the chain stretches and re-tensioned, the camshaft sprocket wheel is gradually retarded. This
effects the exhaust valve timing and fuel injection timing, Resulting:
Exhaust valve timing is retarded results late opening, less scavenging & less power.
Late injection of fuel result high exhaust temperature, knocking sound and power loss etc.
Excessive tension on chain will cause high loads and possible damage.
Routine Inspection of Chain Drives
1 Before 4000 running hrs and after lengthy voyage, chain tension is checked at mid span of slack
side, in transverse direction.
Limited transverse movement is ½ to one link pitch on slack side.
Excessive tension may cause chain breakage.
Excessive slackness may cause vibration and eventual failure.
1 Elongation [chain wear] is checked between 3000 – 5000 running hours.
Total length of 10 links drawn tight and measured, and chain-stretch calculated in % by
comparing with original length of 10 links.
Maximum elongation: ≯2%. Over 2%, the whole chain must be renewed.
Due attention given when elongation reaches 1.5%.
Stretching, is the results of pin and bushing surface wearing out and , must be measured
periodically.
Chain length is measured in terms of number of links.
1 Inspect Nozzle sprayers for oil flow and direction.
1 Inspect loose bolts & pipe connections and lube oil pipe for damage.
1 Check any seized up of rollers.
1 Every link checked for blemish, and bright marks on side plate due to misalignment of wheels.
1 Check teeth of Sprocket wheel and measure wear using straight edge.
1 Check abnormal wear takes narrow polished strips on the inside surface of the sprockets teeth.
Compiled by Min Zar Tar
Reference for Marine Engineers
1 Examine Rubber clad guide ways for cracks or damage. Replace if rubber has pushed off
1 Check chain for cracks on rollers and side plates on each single link
1 Check that chain rollers can run freely and that chain links can move freely on the pin and
bushing.
1 Check chain slackness and adjust if necessary.
Excessive tension – will cause high loads, possible damage and breakage of the chain system.
Chain slackness checking
Ï By measuring transverse displacement of chain at its mid point.
1) Turning (astern) the engine so that slack part of the chain is on the side of tension wheel.
2) Pull vigorously to and fro at the middle of the free length of the chain. Under normal condition the
chain should vibrate by half to one chain link.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
3) If the chain is slack it should be adjusted.
4) Measure @ the longest span.
5) By measuring the transverse displacement of the chain at its mid point between two designated
sprockets.
Allowance 1/2 to 1 link, more than 1 link - readjusted.
Ï By measuring reduction of spring compression.
A helical spring loading device is fitted on the lever. As chain stretches, amount of
compression on the spring is reduced, and restoring the spring compression to its proper
figure gives the chain its correct tension.
Elongation allowance
k Elongation more than 2% of original length - renew.
k Elongation more than 1.5% of original length - closely care.
How to check chain elongation
# Turn the engine to ahead direction, so as to set the tightness of chain.
# Measure the length of the chain between two fix points and count the nos. of chin link pitch. Then
original chain length can be calculated from instruction book.
Compiled by Min Zar Tar
Reference for Marine Engineers
# Calculate original chain length = Nos. of chain link pitch x Original pitch length
# Then compare with the original chain length and actual chain length.
Measure actual - Maker siven original
chain length chain length
Calculate elongation = x 100
Original chain length
# Maximum elongation on the chain should not exceed 2% and due to attention to be given when
elongation reaches 1.5 %.
Adjustment of Chain Dirve
Chains are tightened after sea trial, 500 hrs, 1000 hrs and 1500 hrs of service. There after
normal 4000 hrs of service .... ref. (B&W LMC Manual)
Means to compensate wear and it involves:
Ï Restoring correct chain tension
Ï Restoring correct camshaft position.
How to adjust chain tension
①. Tensioning device [chain tightener] is used, and adjusting is limited to removing a maximum 2
chain links.
②. Limited transverse movement is ½ to one link pitch on slack side.
③. When tightening, engine is to be turned ahead, that the slackness of chain is on tightening
side.
Advantages of Chain Drive over Gear Train
①. Unaffected by foreign particles as gear trains.
②. Class requires only a few links [6 links] for spares. The whole set required for gear train.
③. Even if the chain breaks, engine can still be operated after repair.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
④. Accuracy of camshaft drive is very high, because chain tightener can adjust and compensate
for inevitable mechanical wear. Gear train is non-adjustable.
⑤. Enable camshaft position to be placed higher, thus shorten the hydraulic connections of fuel
pumps and exhaust valves, and minimise timing error.
Advantages of Gear Drive Engine
(01) Higher propulsive efficiency due to flexible coupling drive with reduction gear.
(02) No scavenge fire.
(03) Reduction in no. of engine starts hence lesser compressor running time.
(04) No sudden injection of cold start air into hot cylinder, hence lesser thermal stress and liner
failure.
(05) Able to test engine full speed while vessel being alongside.
(06) Increased reliability by having more than one engine per screw.
(07) One engine can be shut down and overhauled at sea.
(08) Reduction in engine size reduces unit-overhauling time.
(09) Smaller engine size allows smaller ER, hence more cargo space available.
(10) Low initial cost.
(11) Simple bridge control with better manoeuvrability and less staff.
Disadvantages
(01) Working parts greatly increased.
(02) Extra care for governor due to higher speed, and one complete spare set must be
onboard.
(03) Complex piping arrangement.
(04) Higher fuel consumption rate and higher LO losses.
Compiled by Min Zar Tar
Reference for Marine Engineers
FUEL PUMP
Function
To supply accurate metering amount of fuel with sufficient pressure to open fuel injector in
correct timing.
Fuel cut out (Individually)
# Reduce the engine speed
# By lifting the pump roller form cam peak and securing the pump roller guide
# By making pump rack to zero position
Indication of incorrect timing
1 Difficult to start the engine
1 Abnormal exhaust temperature reading
1 Black smoke coming out
1 Irregular running of engine.
Check the fuel injection pump timing
Lock off the starring mechanism
Start L.O pump
Open all indicator cock
By hair line method-
ù Turn the engine so that the unit to be check is toward the TDC of compression stroke (plunger
upstroke) so that hair line on plunger & pump body are coincided.
ù When hair lines are coincided, stopped turning and check the mark on the fly wheel whether
timing is correct or not.
In hair line not given-
ù Take out fuel in/out pipe on pump (by removing binjo bolt)
ù By using hand torch & mirror on each side
ù Turn the engine so that the unit to be check is toward the TDC of compression (at plunger
upstroke) so that the light on mirror is disappearing ( ie torch light has gone on mirror )
ù AT this time, stopped engine turning & check the mark on flywheel.
By Goose net method (Recommended method)
ù Turn No. 1 piston to TDC at the beginning of firing stroke.
ù Turn backward to a point, a little earlier than fuel injection point.
ù Shut fuel supply to engine, remove No. 1 fuel pump delivery valve assembly and put a bent
pipe.
ù Open fuel supply and when fuel lever is put to running position, oil will flow out at bent pipe.
ù Turn engine towards TDC in its running direction slowly until fuel cease to flow.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
ù Check the marks on flywheel whether timing position is correct or not.
Adjustment
Small engine
# Slightly different variation can be adjusted-
# By adding or reduction shims on the pump base, or
# By turning the plunger up and down adjustment screw on the pump roller guide, or
# By shifting the coupling flange between the pump and the drive side of the engine in case of
combined unit system, (for small engine)
Large engine
# The timing can be altered by shifting the camshaft to the position relative to the crankshaft
(after removing the idler gear between the crankshaft and the camshaft.)
# For adjustable cam type engines timing can be altered by individual cams of the fuel pumps.
Remark
Individual unit timing checking up & adjustment required for movable cam type engine
For solid camshaft type, it is only required for checking on No. 1 unit.
If no TDC mark on flywheel, How will you check pump timing?
IN M/E
1) Make a marking between cross head and guide Shoe while they are before TDC and also mark at
the flywheel.
2) Turn the crank shaft in the same direction until the crosshead and guide shoe are at the previous
mark (coincide)
3) Make the second marking on the fly wheel. We got two marks on the flywheel mid point between
the two points is TDC.
4) I will divide 360C around the flywheel.
IN G/E
1) Remove the fuel valve
2) Insert the rod onto the piston (mark on rod and flywheel)
3) Turn crank until the rod previous mark
4) Make the second marking on the fly wheel
5) Mid point between the two points is TDC
Check on fuel pump and decide when overhaul
1 Check plunger guide wear & tear
1 Check spring (length & stiffness, crack)
Compiled by Min Zar Tar
Reference for Marine Engineers
1 Plunger & barrel wear & tear, check clearance (5 micro for DO, 15 micro for HO) by dropping
the plunger into the barrel it fall down slowly is OK
1 Check control sleeve and rack for crack
1 Check the Delivery valve face
1 Check ‘O’ ring of fitted.
Metering Of Fuel
Controlling the fuel amount in two ways, by means of a helix groove on the plunger or by
means of control valves. for effective stroke.
The quantity of fuel delivered is regulated by the vertical length of the helix where it is in line
with the suction port. This setting may be altered by rotating the plunger. In stop position, the vertical
slot of the plunger is in lined with the spill port where then ports are opened and thus no injection
occurred.
Variable Injection Timing
Ž Load-dependent start of fuel injection control system.
Ž Variable injection timing is a form of fuel pump control to operate an engine with the designed
maximum cylinder firing or compression pressure from approximately 75% power output to
maximum power.
Ž VIT mechanism automatically change the injection timing according to the load to maximum
combustion pressure at the engine load between 85 ~ 100%.
v This improves thermal efficiency and lowers fuel consumption of the engine. Reduction in SFOC
is about 2.0 gm / bhp / hr at 85% engine load.
v The fuel consumption for an engine at any load is related to the expansion ratio of the
combustion gases from their maximum pressure to the pressure at the commencement of the
exhaust blow down.
Maximum Pressure
Expansion Ratio =
Pressure at the start of Exhaust blow - down
v In an engine the maximum cylinder pressure is reached only at full power operation, whereas
with variable injection timing the maximum cylinder pressure is reached at about 75% of the full
load. The expansion ratio is therefore increased when the engine is operating under light loads
right up to full load.
v If the cylinder pressure is plotted against the engine load in an engine with variable injection
timing, the maximum allowable pressure is seen to be reached a approximately 75% of the full
load and then remains at a constant value for the remaining part of the graph. This increase in
efficiency flattens the specific fuel consumption [SFC] curve and reduces the fuel consumption at
part loads on the engine.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
In other words
U If an engine running at prolong period at reduced load, lower air temperature after
compression, will cause increase in ignition delay of injected fuel, subsequently causing knocks
and poor combustion.
U This problem can be reduced by adoption of VIT system, to advance the start of injection, then
allowing the same Pmax, at part load.
Advantage - Fuel save about 1.5 gm/kw-hr @ 85% load.
- Maximum combustion at its normal maximum value.
Describe how variable injection timing is effected
a) Fuel pumps with suction valve and spill valve controlling the fuel quantity: The
injection timing can be altered by changing the positions on the eccentrics, which controls the
suction valve and the spill valve of a fuel pump.
Fuel Quality Setting [FQS] lever is used for manual adjustment of VIT mechanism to alter
valves timing, according to ignition quality of fuel used. [If poorer quality fuel is used at same
valve timing, Pmax will drop, and with better ignition quality fuel, Pmax will rise.]
VIT mechanism is linked to Governor Load Setting Shaft and built-in cam system, which is
positioned by FQS lever.
B If the position of the tappet controlling the suction valve is lowered, the injection is
commenced earlier but the quantity will be increased.
B If the tappet controlling the spill valve is raised, the end of injection is made earlier
and the increased quantity of the fuel delivered is reduced and may be brought back to its
original level.
B The timing of the fuel injection is now advanced without any change in the quantity of fuel
Compiled by Min Zar Tar
Reference for Marine Engineers
delivered.
B The timing of the injection can be retarded by reversing the direction of eccentric movements.
Controls of the injection can be effected by mechanism means; but in modern engines it is
done through the computer controlling the operation, speed and manoeuvring of the engine.
b) Fuel pumps with helix and ports controlling the fuel quantity can have the timing of
injection advanced by lowering the pump cylinder or barrel relative to the highest and lowest
points of the ram movement. The top position and the bottom position of the ram stroke do not
change. The movement of the ram is controlled by the fuel-pump cam and return spring.
Commencement of the injection occurs when the ram moves upwards and closes off the inlet and
spill ports.
B If the pump cylinder is lowered the inlet and spill ports are cut off earlier and injection
commences earlier.
B In a similar manner the inlet and spill ports are opened earlier due to their lowered position,
and the end of injection takes place earlier with no change in the quantity of the fuel delivered,
provided the ram is not moved circumferentially.
B When it is required t retard the injection period the pump cylinder is raised.
B Movement of the rack forward or backward advances or retards the injection period relative to
the position of the crank by raising or lowering the fuel pump cylinder.
B The fuel cam is used to adjust the timing of the commencement of injection so that the
maximum allowable firing pressure is reached at about 75% of full load.
B The timing of the commencement of injection will then be retarded as the quantity of fuel
injected is increased. The amount of retardation necessary to hold the cylinder pressure
constant at the desired maximum value is designed into the control system.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
FUEL VALVE
FUNCTIONS
Fuel valve is one of the vital parts of the Diesel Engine due to their high precision in
manufacturing and the intricate duties it has to perform, to atomiser, penetrate and distribute as
swirling action achieved.
Atomization
Is the break up of the fuel charge into very small particles it is injected into the cylinder.
Injector: Requirements
①. Spray must be in atomised state, at all times, regardless of engine speed.
②. Pressure should be set at required value. [Too high – late injection: Too low – early injection].
③. Valve seat should not pass more than stated quantity of fuel, when testing, for a given period of
time.
④. Valve lift should not be excessive. [Excessive valve lift can cause hammer action to valve seat,
leading to permanent damage.]
⑤. There should be sufficient leak-off for lubrication.
⑥. Should be snap-seated and no dribbling.
Propose of cooling to nozzle tip
To prevent carbon trumpet (or) formation & needle valve seizure
To maintain the tip region temperature within acceptable limit
To avoid the malfunction of operation mechanism
Overcooling
1) Low temperature corrosion on the parts of the fuel valve having contact with combustion
gases.
2) Insufficient flow quantity
3) High degree of atomization
Under cooling means:
1) Cracking of fuel oils leading to clogging of sprayer holes, sticking of needle valves and
wearing and distortion of sprayer holes
2) Carbon trumpets formation of carbon petal formation on the tip around the sprayer holes.
These mask and disturb the fuel spray pattern to an extent that may affect the droplet size
and proper of fuel and air.
Check the fuel valve is OK or Not
1 Set pressure (on pressure gauge)
1 Atomization (visual check & listening jarring noise)
1 Spray pattern (by maker supply spray pattern plate, holes on it must not touch the oil or paper
method @ right angle to valve)
Compiled by Min Zar Tar
Reference for Marine Engineers
1 Dribble (sensing hand feel after correct pressure test)
Judge for further used
_ Check the needle valve for excessive lift, sticking, scoring, distortion, and the needle valve falls from
the body at only a slight tilting angle (30°) the whole sprayer must be renewed. (Tilting angle 60° the
needle valve falls down slowly and smoothly O.K)
_ Check the nozzle hole for wear, tear, choking and any distortion.
_ Check the cooling passage for internal corrosion.
_ Check the spring for broken, sticking and worn out.
_ Check the joint faces of the nozzle and the injector body to achieve optimum oil tightness.
_ Check the retaining nut has a ground surface to make a gas tight face for landing in the cylinder head.
_ Check the whole body and assembly for wear and tear.
_ Reassembly the valve to be tested with a pump for spray pattern, atomization, operation pressure and
also any form of weeping, dribbling and leakages.
Fuel valve overhaul
1) Test & check the old valve
2) Slacken the lock nut & adjusting screw to release spring pressure
3) Make upside down & remove retaining cap nut, take out nozzle & dowel pin fitting
4) Make upright, remove lock nut, adjusting screw, spring, spindle and spring retainer
5) Clean all parts with kerosene especially on nozzle holes check all parts thoroughly & renew if
necessary
Check point:
1 Nozzle atomisation hole diameter with pin gauge (Maker supply)
1 Needle valve surface (nozzle face and body with fine lapping paste for good sealing)
1 Valve lift
1 Spindle for straightness
1 Spring tension
1 Lock nut & pressure adjusting screw wear & tear
1 Body especially oil passage
1 Seat clearance (tilted 30° from horizontal position needle must not fall down)
1 Fuel line & Cooling Water line to be clear, (dowel pin fitting)
6) Reassemble correct sequence and set the pressure on test pump and check the following
a. Set pressure (some holding pressure)
b. Atomisation
c. Spray pattern
d. Dribble
Fuel Valve Testing
1 To pressure-test a fuel valve:
1 The valve is connected to a test pump with pressure gauge.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
1 The passages are primed by pumping oil freely and all air forced through the valve air vent when
the spring tension is low.
1 The correct lifting pressure is stated on the adjustment sheet for the engine.
1 The adjusting screw for the spring is now set so that the spindle lifts at this pressure: the screw is
then locked in position and the lift pressure rechecked. If everything is in order, the needle valve
will open suddenly when the correct pressure is reached.
1 Next, the nozzle is wiped thoroughly clean and pressure reapplied, this time to 10 kgf/cm2 below
the injection working pressure. If the pressure remains steady for a few minutes, the valve is tight.
A trace of oil at the nozzle holes is of no importance, as the valve will normally be worked-in
completely after a few minutes of running. However, should the nozzle become wet or should
drops appear, then replacement or regrinding of the valve is necessary.
1 Condition of the spray holes can be checked by placing a piece of cardboard just below the Tip
(not held by hand) and depressing the tester handle briskly once.
1 The pattern (for a symmetrical nozzle) should be symmetrical.
1 Observe whether the nozzle 'chatters' whilst the fuel is discharged.
1 Injectors should be tested when removed, as a diagnostic check on their condition, and after
recondition.
Opening pressures set too high can result in spring failure. If the opening pressure is
adjusted low, combustion gas can blow back into the injector and build up lacquer and
carbonaceous deposits.
Atomization test
y Test handle is to be pushed hard two or three times.
y To see fuel spray pattern is uniformly
y Not dripping
y Listing jarring noise.
Pressure drop test (Set pressure test)
300 kg/cm2 200 kg/cm2 (30 to 90 sec)
Dribbling test
y Maintain oil pressure of 10 kg/cm2 below opening pressure
y Check nozzle tip
Spray pattern test
y Original test bench has hole plate (same number with nozzle hole) when the spray can enter
into the hole without touching the plate.
y Paper method fuel valve and paper right angle position.
Causes and Effects on engine operation of Fuel injector faults
Incorrect spring pressure setting
It is due to
Compiled by Min Zar Tar
Reference for Marine Engineers
1) Broken spring
2) Loose pressure adjusting nut and loose lock nut
3) Incorrect initial pressure setting
4) Sticking of spring
5) Worn out spring
It may cause
ë Early injection (low pressure setting)
ë Late injection (high pressure setting)
g Early injection may causes knocking the engine unit. Shock heavy load on bearings.
g Late injection may causes high exhaust temperature with reduced engine output and
fouling of exhaust system.
Nozzle leakage
ë It is due to defective needle valve of partial opening of needle valve. It is due to defective delivery
valve of fuel pump that causes dribbling of needle valve.
y It may causes secondary burning, reduced combustion efficiency and high exhaust temperature.
It may cause trumpet formation of carbon on the nozzle tip.
Detect leaking fuel valve
@ Loss in power in affected cylinder (Power card)
@ Smoke at exhaust
@ Exhaust high temperature
@ There may be a knock or pressure wave in the injection system
@ Draw card show fluctuations of pressure during expansion process due to secondary burning of
fuel leaking, higher expansion line.
Affect of leaking fuel valve
@ Increase fuel consumption
@ Engine over loading
@ Knocking
@ High exhaust temperature
@ Lifting of cylinder relief valve.
Leak-off of a fuel valve
①. Amount of fuel oil, which seep past the needle valve and nozzle body and it is used for
lubrication.
②. Little Leak- off may seize needle in nozzle body.
③. Too high Leak-off reduce quantity of atomised fuel into combustion chamber.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Worn nozzle hole
ë It is due to erosion of fuel oil which contains abrasive particles. That is due to insufficient filtration
and purification or the fuel valve does not close snappily after injection.
y It affects the spray pattern and atomization. It cause burning away of piston crown due to the
fuel impingement and secondary burning and seriously effects engine performance.
Chocked nozzle cooling space
ë It is due to insufficient pressure of cooling liquid (if in separate system). It is due to choked cooling
line due to internal corrosion that is resulted from failure of anti-corrosive liquid to be added into
cooling water system.
ë It may be due to incorrect alignment of nozzle holder and nozzle. The choked nozzle cooling
carbonization of nozzle tips and clogging of nozzle holes.
* scale formation, sticking of nozzle needle*
Excessive needle valve lift
1) Spring failure
2) Impact damage between needle shoulder and thrust face & impact damage at the seat
3) Combustion gas may blow back into nozzle due to prolonging opening period
Too low/small needle valve lift
1) Restrict the flow
2) May overload the pump
How to decide nozzle is suitable for further used ?
@ By titling the nozzle body & needle valve assemble 30 ° from horizontal position.
@ If the needle valve falls from the nozzle body at only a slightly tilting angle the whole sprayer
must be renewed.
Needle Scores
Causes
①. Due to excessive valve lift. Normal valve lift is about 1.00mm.
②. Catfines carried over from purifier and filters can cause abrasion, and needle scores.
Effects
1.) Due to needle score, fuel leakage across the seat will occur during the cut-off period.
(Originally, the angle of needle valve and its seat is cut in difference of about
2.) 1°~ 2° to achieve point contact, thus preventing dribbling.)
3.) Carbon formation at nozzle tip interferes the spray pattern causing poor combustion, high
exhaust temperature, and increased fuel consumption.
4.) In excessive case, surface burning of piston crown, too much carbon deposits in combustion
space will occur.
Effect of trumpet formation ?
1) Interfere the spray pattern
Compiled by Min Zar Tar
Reference for Marine Engineers
2) Increase fuel consumption
3) Poor combustion resulting in black smoke
4) High exhaust temperature
Anti dribbling arrangement
As the valve closes at the end of pumping, the piston section of the pin, or unloading collar,
enters the valve seat bore to extract a small amount of fuel from the high-pressure line before the
valve is completely closed.
This extraction causes a negative pressure wave which travels along the fuel line to the
nozzle and ensures that the nozzle valve closes rapidly to give a sharp cut-off to the end of the
injection, to prevent dribble and secondary injections.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
GOVERNOR
Governor is a device which controls the speed of engine automatically in the prescribed limits.
The governor does its job in two steps.
a. measuring the speed and
b. control the a amount of fuel supply to the engine.
Function
Y To adjust the rate of fuel supply in such a way as to keep the engine running at a steady speed
regardless of the load .
Y To control the engine running at a steady speed under all conditions of load.
Governor droop
Reduction or change in speed, which occurs the difference between the no load speed and
full load speed is called governor droop.
Small droop rapid swing
Large drop slower response to change in speed.
Sensitivity(Deadband)
Ability to control the engine speed, within narrow limits
Stability
Governor is the governor's ability to maintain speed with either constant or varying load without
hunting.
Hunting
When engine load changed, governor tends to over-control and under-control, and this
causes fluctuation in rotational speed, which is referred to as 'hunting’.
Cause of engine hunting
It is unavoidable time lag between the movement of the governor act and the movement of
engine response.
Compensation
The use of temporary speed droop to prevent over correction of the fuel supply is called
compensation and it has two actions-
a. Droop application - as the fuel supply is changed
b. Droop removal - as the engine response to the fuel change and returns to original
speed .
Types of governors.
a. Mechanical governor.(with spring-loaded sleeves and flyweights)
b. Mechanical Hydraulic governor
Compiled by Min Zar Tar
Reference for Marine Engineers
c. Inertia governor [fitted on older slow speed engine]
d. Electronic governor
Y Constant speed governor X maintains the engine speed at a single set value, from 'no-load' to
'full-load' conditions.
Y Variable speed governor X maintains the engine at any set value, form 'no-load' to 'full-load'
conditions.
Y Speed limiting governor X does not control the speed but checks that engine does not
exceed the set value.
Y Load limiting governor X limits the load applied to the engine at any given speed, thereby
preventing overloading.
Y Electric load sensing governor X senses the electrical load directly and quickly adjust the
fuel.
Speed governor
X Varying fuel according to load.
X Maintain to get constant speed.
Overspeed governor:
U Only function automatically over 110% of speed ⇨ cut-off fuel ⇨ and speed reduced to 95% ⇨
cut-in fuel again.
①. Speed of ME is primarily controlled by fuel lever setting.
②. Fuel lever controls fuel pump settings, which in turn control the amount of
③. fuel injected / working cycle, into cylinder.
④. Speed of engine would remains constant for any fuel lever setting, provided the load on
engine did not change.
⑤. Overspeed Governor is fitted to ME, in order to keep engine speed within reasonable limits,
in the events of load change, like in heavy weather, propeller shaft fractured or propeller is
lost.
⑥. Governor is connected with fuel pumps or fuel pump suction valves.
⑦. When the speed of engine rises, governor reduces quantity of fuel injected, and when the
speed returns to normal, it restores the fuel pumps to the setting given by fuel lever.
⑧. Overspeed governor operates within ME speed limits of 5 ~ 10% below and 10% above
normal speed.
⑨. Hand adjusting gear is fitted, so that governor setting can be altered, while engine is running.
Four types of Overspeed Governor
①. Inertia (Fitted on older slow speed engine)
②. Centrifugal Mechanical [with spring-loaded sleeves and flyweights].
③. Mechanical Hydraulic
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
④. Inertia and Centrifugal combined
Overspeed trip
U At above speed rise more than 10 ~ 15% over normal speed, fuel is cut-off and stops the
engine.
U Overspeed trip is fitted on engine, where governor may not be safe.
U Its function is to shut-off fuel supply and stop the engine, when engine speed rises to
dangerous level.
U It protects the engine, when governor becomes inoperative, or shaft fractured or propeller is
lost or servere load change when loss of propeller in heavy sea. (sudden load change and
sudden increase in speed)
U Mechanism has to be manually reset, before engine can be started again.
Inertia Type Governor:
(01) Governor is fitted onto a swinging arm, with link connection to some reciprocating part of the
engine, such as crosshead pin.
(02) Governor then moves up and down through an arc of a circle with approximately 45°angle.
(03) Consists of a weight normally held down by a spring in lower position.
(04) When the speed of engine rises, the inertia of the weight is such that it overcomes the spring
force, and the weight moves from normal position, and the upper pawl is retracted and lower
pawl is extended outwards.
(05) Lower pawl engages with a lever and lifts it and this movement reduces the amount of fuel
injected.
(06) Lever is connected with fuel pumps or fuel pump suction valves.
(07) When speed returns to normal, weight returns to its normal position and reverses the pawls.
(08) Upper pawl then pushes the lever downwards and restores the fuel pumps to the setting given
by fuel lever.
(09) Lever has its fulcrum pin in same centre line position as the axis of swinging arm.
(10) Inertia type governor operates when engine speed increases 5% or more above normal speed.
(11) Only fitted on slow-speed directly coupled engines and found mainly on older engines.
(12) Has been superseded by centrifugal mechanical and mechanical hydraulic governors.
(13) Inertia Type Governor is one type of Overspeed Governor.
Why Inertia type Governor is not used nowadays?
ù Although very simple type, it requires an engine speed increase of 5% or more to make it
operate.
ù In some cases, increase of engine speed will bring into or near to critical speed, that can cause
severe vibration.
Compiled by Min Zar Tar
Reference for Marine Engineers
Hydraulic Governor
W For large Engine that requires powerful governor with quick response.
W Centrifugal ball head may be used as speed sensing mechanism.
W Its output signal is multiplied to a value, which will actuate fuel control racks by means of a servo
system, usually hydraulic.
W Built-in feed back system from fuel rack positioning piston is provided to give the stability of
governor.
Constant Speed (Isochronous) Governors:
C Able to maintain exactly constant speed, without hunting.
C Speed droop is employed to give stability while fuel is being corrected, and then gradually
removing the droop as the engine responds to fuel changes and returns to its original speed.
C Thus, speed droop for isochronous governor is temporary.
Governor Maintenance
1 Periodically check oil level
1 Change the governor oil
1 Grease the linkage and joint
Question and Answer
What types of governor used in G/E and M/E ?
G/E governor is a droop speed governor with over speed trip.
M/E governor is a constant speed governor with over speed trip.
Why fitted over speed trip in main engine ? *****
It is fitted to control the sudden load change and sudden increase in speed. e.g severe load
change when loss of propeller in heavy sea .Thus, to prevent engine parts damage, over speed trip is
provided.
Set the speed 15% more than MCR. It is attached at camshaft through gearing.
If engine speed rise more than 10 to 15% above the rated speed, It shut of fuel & stops the
engine. The mechanism has to be manually reset before engine start again.
Why hydraulic servo governor is widely used ?
Hydraulic governor is widely used because of their
a. sensitivity
b. isochronous and
c. having grater power to move the fuel control mechanism of the engine .
What is isochronous governor ?
It is a constant speed governor .It is able to maintain exactly constant speed without hunting.
This type of governor that has proportional and reset is called isochronous governor.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
What will happen when over speed occurred ?
Engine revolving and reciprocating parts may damage due to inertia effects.
Why will you test G/E over speed trip ?
It can be tested by increasing the engine speed by speed adjuster at no load condition. Over
speed trip will cut-out the fuel supply at 115% of normal speed.
Why speed droop governor is used at G/E ?
It is fitted to get load sharing ability isochronous governor gives constant speed, thus can not
sharing the load.
AVR is fitted at alternator.
Why over speed trip provided although governor fitted ? ******
Governor only control the engine speed in prescribed limits. When accidental sudden load
change that from full load to no load, engine speed become too high above 15% of rated speed. Due
to time delay of governor control, engine parts may become damage. Thus to prevent this effect over
speed trip must be provided to shut down the engine by cutting fuel.
Note : it need to reset before restart the engine.
How to operate/act Isochronous governor ? *****
It maintains constant speed without hunting. Speed droop for it is temporary
It acts 2 actions
1. Droop application (as fuel supply is changed)
2. Droop removal (as engine responses to fuel change and returns to original speed)
Compiled by Min Zar Tar
Reference for Marine Engineers
BEARING
Classification
1) Main bearing
2) Top end bearing = Cross Head / Gudgeon Pin bearing
3) Bottom End Bearing / Crank pin bearing
4) Thrust Pad bearing
5) Pedestal bearing (generator alternator side insulated bearing)
1. MAIN BEARINGS
Function : Support crankshaft and keep it aligned.
To remove heat produced by friction
2. TOP END BEARINGS
Cross head Engines: Transmit load from cross head pin to connecting rod
Allows relative movement of con rod & cross head pin
Trunk Piston Engines: Transmit load from gudgeon pin to connecting rod
Allows relative movement of con rod & gudgeon pin
3. BOTTOM END / CRANKPIN BEARINGS
Function: Transmit load from con rod to crankshaft
Allows relative movement of con rod & journal
Bearing Operation: Depends on
` Operating temperature of bearing
` Working temperature of bearing
` Minimum oil film thickness
` Rate of oil flow
` Rate of heat production
` Power loss of bearing.
Bearing Loads: Combustion forces, Inertia forces & Centrifugal force of rotating masses
Varying resultant load from gas forces & inertia forces
Two stroke engine No load reversal
Four stroke engine Load reversals at the end of exhaust stroke hence, wear uniform &
lubrication better.
Fluctuating gas force results fatigue failure in bearing
Bearing Material Properties
Mechanical Strength
a Fatigue & compressive strength to carry load – depends upon thickness
a 0.3 mm white metal can withstand 141 bar pressure and 0.08 mm white metal can withstand
211 bar pressure
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
a Thin lining has poor conformability and too soft material tends to flatten under heavy loads
a Too hard material withstands high loads, posses high frictional characteristics & may be brittle
with poor fatigue characteristics.
Soft & low melting point material
a Softness & modulus of elasticity of bearing alloy should be as low as possible but hard enough
to withstand heaviest continuous loading or chock loading without plastic deformation
a Soft metal flows locally without damaging the harder steel called conformability
a Allows abrasive particles to embed to prevent damage to journal
Corrosion resistance – to withstand corrosive attack from lub oil
Compatibility between bearing & journal under boundary condition
a Anti-weld & anti-score property between shaft & journal during start up & stop and by using
turning gear.
Antifriction & wear properties –depends upon type of oxide film that material forms on
reaction without lube additives.
Bearing Material
White Metal = Tin (Sn) +_ Antimony (Sb) + Copper (Cu)
a Thin walled bearings, stiff cross head assembly 88%Sn + 8%Sb + 4%Cu
a Thick walled bearing, flexible crosshead & Bottom end bearing 87%Sn + 9%Sb + 4%Cu
a Tin forms soft matrix to accommodate misalignment
a Antimony forms hard cubes to withstand load of journal. Tends to float and segregate during
casting
a Copper holds antimony in evenly dispersed pattern, solidifies first.
Copper Lead & Lead Bronze = Brass (Cu + Zn) & Bronze (Cu + Sn)
a Can withstand 3 times higher load than white metal
a Copper / Bronze matrix supplies the strength
a Lead remains in free state, provides bearing properties and Steel strips provides backing
a Overlay of 0.024 -0.04 mm thickness of lead –tin, lead –tin –copper.
a Running in prevents acid attack against lead but poor embeddability & conformability
Aluminum Tin = Al Matrix + Si (minor) + Overlay7 (Pb+Sn) + Steel Backing
a Soft Aluminum forms the matrix and provides embedability & conformability
a Tin held in suspension provides bearing properties
a Lead Tin Overlay of 0.02 mm for initial running in
a 3 times load carrying capacity than white metal but requires hardened journal
a Resistant to acid attack and fatigue strength same as Cu & Pb
Bearing – Lubricant – Shaft – Interaction
Compiled by Min Zar Tar
Reference for Marine Engineers
Bearing Lubricant Shaft
Composition Dimensional
Viscosity
Strength Surface Finish
Stability Composition Dimensional
Ductility Bore Profile
Compatibility Strength Surface Finish
Fatigue Strength Features
Adhesion Hardness Features
Conformability
Oiliness Compatibility
Compatibility
Additives Corrosion Resistance
Embeddability
Bulk Modulus
Corrosion Resistance
Bearing Material – Shaft Material – Lubricant
High local pressure at the point of contact
Localized welding at these points
Alloy formed at welds
Shear strength at welds.
Shear strength (alloy) > Shear strength (metal)
THIN SHELL BEARING
Wall thickness to diameter ratio varies 0.05 mm for 40 mm shaft diameter and 0.02 mm for
400 mm shaft diameter.
Interference fit or bearing crush
Fretting – Interference fit resists relative movement, prevents fretting.
Locating Tags - For correct axial location of shell but not intended to resist motion
- Recessed below bearing joint face.
Free spread - Bearing shell in snapped into bearing housing
- Bearing can be held in place when inverted during assembling.
Nip
The external circumference of a pair of bearing shell is slightly larger than the bore of
housing. The difference is called nip.
Advantages of Thin Shell Bearings
High load carrying capacity; approximately 5 time > conventional bearing
Uniform wall thickness permits better metallurgical control of white metal casting process.
High Bond Strength and ultrasonic method of bond testing between layers is accurate.
Reduced thickness & absence of keying grooves results in higher fatigue strength
Blistering on bearing surface due to H2 emission form is less.
Oil Grooves on Bearing Shell
The use of oil grooves in the pressure areas of bearing should be avoided as the pressure built up
within the oil films tends to escape from the high to the low pressure zones.
All the oil will have a tendency to escape in the groove.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Thus reducing the possibility of establishing hydrodynamic conditions on the bearing surface.
Circumferential grooves to compensate with increase length of the shell
A circumferential oil groove is used to convey oil to other bearings in some engines.
Longitudinal groove is not extended to ends to avoid excessive side leakage.
B Longitudinal oil groove should not extend to the end of bearing to prevent excessive side leakage.
B Grooving differs extensively between main bearing, connecting rod and top end bearing
Main Bearing Groove
Circumferential groove most effective and satisfactory
Oil supply at all angle and wide variation of load angle.
Oil inlet and supply
B Oil can enter the bearing surface only from the unloaded part i.e. oil enters main bearing from top.
B In case of bottom end bearing of large two-stroke engines, oil enters from the side.
B Correct oil flow through the bearing is essential for satisfactory operation.
v The journal or shaft surface of highly rated engines are hard and smooth. The hard surface
reduces embedment of din or other foreign matter.
v It is important to note that oil outlet through the side leakage must not be restricted under any
circumstances. Free low of oil at right quantity is the aim for satisfactory operation.
Bearing Housing Design Feature
☯ Bearing shells are in place by interference fit
☯ There is no relative movement of housing & shell
☯ Effective heat transfer between shell & housing is essential
☯ Cap holding bolts are to be closely pitched to prevent distortion
☯ Housing is robust to prevent excessive strains on shell.
☯ Housing is not too stiff to prevent localized load concentration on bearing.
No fretting marks at the back of bearing shell and crush at bearing shell ends within limits
Medium & High speed engine's Con Rod bottom end bearing housing tendency to distort.
BEARING CAPS
Load is always on down wards & construction is light
Load rotates but bearing cap is rigid
Bolts centers are kept close together.
Two halves of bearing housing is kept concentric by fitted bolts, stepped cap & serrate cap
BEARING BOLTS
Adequate tensile strength
Compiled by Min Zar Tar
Reference for Marine Engineers
High resilience, capacity to absorb maximum strain before yielding
Reducing diameter to bottom of thread over the length of the bolt reduces localized stress except
at fitted.
Different between conventional and thin shell bearing
a) Conventional bearing
(a1) It is made of forged steel and running face is lined with white metal.
(a2) Vertical clearance is adjusted by shims.
(a3) Not easy to replace and must be done remodeling.
(a4) Not easy to handle, transport and store.
(a5) Suitable oil grooves design is required.
(a6) Lower load carrying capacity.
(a7) More cost in manufacturing.
b) Thin shell bearing
(b1) It is made of tri-metal, they are steel shell, copper or lead alloy and thin layer of soft metal
surface.
(b2) Easy replacement incase of bearing worn out. ( Re-metalling method no longer required)
(b3) No need to adjust by shim (can not be adjusted by shims.)
(b4) Easy handling, transport and storage as spare.
(b5) Higher bearing load carrying capacity.
(b6) More economy in manufacturing.
(b7) No need to take lead reading.
Demerits of Thin Shell Bearing
①. Poor embeddability: Embeddability is the property of bearing metal such that the white
metal absorbs the contaminants like dirt and rust entering the bearing with the oil, thus avoiding
damage or scoring of the journal. The thinner the bearing lining, the poorer the embeddability.
②. Poor conformability: The softness and the modules of elasticity of a bearing alloy should
be as low as, possible but hard enough to withstand the heaviest continuous or shock loading
without plastic deformation. Under boundary lubrication and high local asperity contact
temperature, the low melting point constituents will enable the soften metal to melt and flow
locally and / or deform plastically without running or damage to the harder steel. This property
of the white metal is termed conformability. The thinner the bearing the poorer the
conformability.
③. If thin shell bearing is not fitted properly, it may run loose in the housing. As a result, there will
be fretting marks on the back of the shell. This can block lub oil passage with serious
consequences.
④. If the thin shell bearing is not interference fit, it may run loose in the housing causing Sing
marks on the back of the shell due to relative movement. This can block lub oil passage with
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
serious consequences.
⑤. Corrosion attack with tin-oxide.
⑥. Alternate cooling and heating of thin shell bearing surface results in bearing deformation.
⑦. Thin shell bearing is expensive.
INSPECTION OF BEARING & JOURNAL FOR DEFECTS
Bearing should be inspected at the overhaul / survey for the following defects
BEARING
1) Abrasive damage: Fine scratches caused by particles in the lub oil. Very common on HFO
burning engines
2) Erosion damage: Removal of the overlay in strips caused when the oil supply pressure is low
or rapid journal movements occur. More usual on medium speed engines.
3) Fatigue damage: The overlay becomes detached from the lining when the bearing load
becomes too high. The bearing surface loads cracked paving.
4) Corrosion: Discoloration and roughening of the bearing surface indicate4s that the oil has
become acidic.
5) Wiping: This is overlay removal by melting Wiping can be re-alignment of the bearing to journal,
but if too much metal has been removed then clear4aqnces may be affected.
JOURNAL
1) Cracks: These will appear at the high stress points of the fillet radii and oil holes. These cracks
may be removed by light grinding, but engine derating would be required if deep / numerous
cracks are found.
2) Scoring: Similar problem to the abrasive bearing
3) Overheating: As the bearing is weaker than the shaft, the bearing should fail first. However if
the engine is run on a failed bearing then shaft overheating will occur. This 'bluing' of the shaft
increases the hardness of shaft and hence the shaft is less able to resist crack growth.
Classification states a maximum hardness for crankshaft journal.
Bearing checking
1) Edge wear
2) Score & scratch (striation wear)
3) Overheating surface (blur/violent colour show heating cracks)
4) Cavitations & erosion (10% bearing surface)
5) Corrosion
6) Crack in galvanic layer
7) Pitting & fretting
Compiled by Min Zar Tar
Reference for Marine Engineers
Bearing Clearance: Depends on ---
J Desired operating temperature – extremely critical J Engine speed
J Oil flow ∝ (clearance) 3
J Oil film thickness
J Working viscosity of lubricant J Load carrying capacity
J Operating temperature J Engine ambient temperature.
Bearing Clearance Methods
It is important that regular checking of bearing clearance is carried out, as the clearance
determines the effectiveness of lubrication.
1 Lead wire > Traditional method, but requires that bearing are tightened just to
obtain clearance. Accurate as long as load is not over squeezed. Lead is not to squeeze blow
1/3rd of original diameter.
Turn the crank shaft and set the crank at TDC position.
Remove locking arrangements, mark the nut position.
Slacken the nut and lower the bottom half with bolts.
Then three lengths of lead wires would be laid circumferentially in the bottom half at three
places.
Place the bottom half into position and tighten the nut to its tightening torque.
Lower down the bottom half again.
Remove the lead wires and take the measurement.
It must have within the limit, if out of limit, the bearing shell must be replaced with new ones
or readjust the clearance by adjusting shims.
1 Feeler gauge > Quick method, but more difficult to be accurate when using the long
feelers as measuring point may not be the minimum point.
Turn the crank shaft and set the crank at BDC.
Insert the feeler gauge between lower half and crank pin.
Take the measurement readings.
1 Plastic gauge > Relies on the width of a plastic strip after compression. More accurate
than leads.
1 Bridge gauge > Depends on bedplate condition and crankshaft rigidity
Bridge gauge is an instrument for main bearing wears down measuring.
Remove the lube oil supply pipe.
Remove upper bearing half and fit the bridge gauge.
Then take the measurement by inserting feeler gauge.
1 Micrometer > More accurate
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Effect of excessive bearing clearance
@ Low LO pressure
@ Reduce load carrying capacity
@ Pounding will case and bearing will damage.
@ High impact load on crankshaft.
How to check the bearing ? (Bearing overhaul) ******
Before removal
a. Check locking device and nuts tightness.
b. Check for wiped out of loose white metal at bearing end.
c. Check bearing clearance ( roughly ) by tongue gauge.
After removing
a. Check pin or key or tag.
b. Check holding down bearing surface.
c. Check white metal bearing surface (crack and damage)
d. If over 30 % of wear or crack in the contact area it should be renewed.
e. Check oil grooves and passage holes.
f. Check pin diameter & pin ovality
What points to be check after removing main bearing ?
(01) Check bearing thoroughly ( tag, oil grooves and holes, bearing surface)
(02) Journal ovality-take measurement at least 3 spaces.
(03) Checking bearing clearance-0.4 to 0.6 mm for 550mm shaft diameter.
What points to be checked after removing big end bearing ?
(01) After cleaning, inspect the bearing thoroughly at crank pin ovility two halves of bearing
together with oil holes and grooves.
(02) Thoroughly, examined the bolts ( no cracks, no extension and no twisting )
(03) Check sign of movement of the joint point such as two halve of bearing joint and between top
halve and connecting rod foot.
(04) Bearing clearance.
What points do you check after removing upper half bearing ? ****
(1) Check upper half bearing & bearing keep
(2) Check the bearing wear down by using bridge gauge & feeler gauge ovality of journal pin
(3) Check crack pin condition, oil holes
(4) Check upper bearing clearance by lead wire method
(5) Visual check to edge of lower bearing half, bearing pocket
Compiled by Min Zar Tar
Reference for Marine Engineers
What points do you check after removing crank pin bearing ?
(1) Check pin ovality & oil holes
(2) Check two bearing halves with oil holes and grooves (tag, crack, wear,)
(3) Check the bolt (crack & stretching)
(4) Check the movement at the joining point such as two halves of bearing joint and between the
top half and connecting rod foot
What points do you check on thin shell bearing during overhaul ?
1. Visual inspection of any wiping & squeezing
2. Check axial play
3. Check of local temperature after test run
For new thin shell
1. Fit into housing and check the contact area after thorough cleaning
2. After clean, check bearing running surface (any crack, grooves, tap)
3. After renew test run for 30 minute and again, after 5 hours operation, manual checking bearing
temperature.
Check new bearing before fitted
1 Bearing thickness, length, crack, surface smoothness, edge, oil hole, groove, tap
1 Casing & keep surface
1 Pin ovality,
How to decide that shell to be replaced ?
1. Shell with galvanic layer worn down over 30% of developed working surface to be replaced (X
head 5% )
2. Running hour excess of 40, 000 to be replaced in any case (O/H or not)
3. Running hour excess of 30, 000 to be replaced when engine overhaul
Main bearing removing procedure.
y Measure bearing clearance.
y Turn crank shaft to efficient position.
y Remove lube oil pipe, locking arrangement and nuts.
y Took out bearing keep with thrust nut by means of wire sling and chain block or special tool.
Took out upper bearing shell.
y Took out lower bearing shell.
1. By fitting lower bearing taking out tool fitted at oil hole at crankshaft or adjacent crank web
and turn the crank shaft (the direction is according to the maker instruction, usually opposite to the
ahead running direction.)
2. By use of hydraulic jack to lift the crankshaft just clear, about 0.1 to 0.3mm and turn the
bearing shell without rotating the crank shaft.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Eye bolt fitted to the back of the shell and lift it out of the engine.
Big end bearing removing and fitting procedure
1) Measure bearing clearance.
2) Turn TDC position.
3) Remove locking arrangement and slackened the nuts. The bottom half lower a few and took out bearing
clearance adjusting shim, each set being tied separately and note taken of the side to which each set
belongs.
4) Chain blocks connected to eye bolts, screw into each bolt. After removing two nuts, bottom half lowered
into the sump. If necessary it can be taken out from crankcase.
5) Putting hanging bar in position, connect chain blocks to crankcase door frame and eye bolts which is
screwed into each side of the top half. Then turn the crankshaft to the position where the top half can be
taken out.
6) Inspection on crank pin, bearings, oil holes, grooves, bolts cracks, sign of movement and elongation.
How to check bearing wear down (Main bearing) without bearing removal ?
(1) Remove LO pipe connection from keep a bore has in the keep
(2) Hole also be provided in upper bearing half
(3) Clean holes & insert the depth gauge & take reading
The different of present reading & previous reading give lower bearing wear down
Bearing Problems & Diagnostics
Types of bearing defects
(01) Crack
(02) Fatigue failure of white metal
(03) Squeezing of white metal, so oil grooves are partially blocked.
Compiled by Min Zar Tar
Reference for Marine Engineers
(04) wiping
(05) Faulty casting and faulty machining.
(06) Tin oxide Corrosion
(07) Acid Corrosion
(08) Thermal Ratcheting
(09) Electrical Potential
(10) Fretting
(11) Cavitation Erosion
ITEM CLEARANCE (MM)
Main bearing 0.25-0.40
Crankpin bearing 0.40-0.65
Crosshead bearing pin 0.40-0.60
Crosshead Guide shoe
0.20-0.55
A+B
Crosshead Guide piece
1.40-2.00
C1+ C2 + D1 +D2
Crosshead Pin thrust
0.10-0.70
E+F
Thrust bearing 0.50-1.00
Camshaft bearing 0.10-0.30
Wiping of Bearings Surface
Wiping is a slight transient phenomenon & is undetected until the machinery is opened up for
survey.
In serious cases, complete bearing failure occurs due to over heating of bearing metal which
occur owing to -
Temporary lack of oil ` Very slow start up of engine
Too small bearing clearance Misalignment of pin and bearing
Fabricated cross girder of bedplate Tin oxide corrosion
Nitride surfaces
Surface to be machined at least by 0.025 mm to prevent bearing damage.
Stainless steel shafts & white metal bearing surface – wiping, pick up & seizure
Failures – Due to lack of compatibility and the problem is worst at high specific load.
Ni or Cr Plating: on journals / pins must be voided which results in scuffing seizure.
Fretting
In dynamic loaded bearings / pivoted pad bearing i.e. thrust pads of thrust bearing
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Fretting occurs on the back of support surface where the interference fit / nip is insufficient for
dynamic forces involved.
Caused by the housing, which is insufficiently rigid for the load cycle involved.
Fatigue
Bearings carrying high dynamic loads are liable to fatigue damage
Caused by a concentration of load due to mechanical imperfection i.e. poor geometric form,
misalignment and distortion.
White metal bearings are particularly prone to fatigue since any high loading not only increases
the stress in the lining, but the associated temperature rise reduces the strength.
Causes of fatigue cracking is due to poor bonding of white metal to its steel shell.
Tin Oxide Corrosion
Tin oxide is extremely hard & brittle and corrosion takes place at tin phase of white metal
This breaks off rapidly, causing wear of the surfaces & breakdown of oil film
Appearance – Grey at initial stage, becomes darker as its thickness increases & particle become
detached.
With high loads when the oxide layer becomes thick, the bearing temperature may rise
sufficiently to melt the underlying metal & failure occurs by wiping.
Cause - Water mixes with LO promoting electro chemical reaction.
Prevention – Regular & continuous removal of water from lubricating oil prevent tin oxide
formation.
Acid Corrosion
Takes place in high temperature condition
Bearing alloy is attacked by acid (condensation of SO2) form high 'S' content fuel.
Steel working parts corrode more than bearing alloy
Solution – Add rust & corrosion inhibitor in lub oil and select proper material.
Thermal Ratcheting
Caused by alternate cooling & heating of bearing
Results in bearing deformation
Indication of high bearing temperature
Place mainly in thrust pad bearing surface
Electrical Potential
This type of damage occurs frequently in electrical machinery due to stray currents.
The damage consists of uniformly distributed pitting, the pits being generally hemispherical with
the intensity increasing to a maximum in the zone of thinnest oil film.
Caused by incorrect earthlings system which cause spark erosion damage.
Compiled by Min Zar Tar
Reference for Marine Engineers
Prevention – Insulate the non-drying end bearing (pedestal bearing) of electrical machines and
sometimes in both bearings.
Cavitation Erosion
Severe damage to complete bearing area.
Cavities are usually around at low pressure areas i.e. oil groove or oil holes.
Caused by an implosion of gas or air bubbles released from a lubricating oil film under particular
conditions
The pressure set up locally during theses implosions are very high , possibly 220 bar & may
cause a pitting / cavitation
Prevention – May be reduced by viscous oil because of damping effect high viscous oil &
viscosity must be in limit.
Cause of white metal squeezing is when bearing metal is pressed out into the oil groove due to
load on bearing exceed its compressive strength.
Cause of faulty casting and machining is due to premature failure even under normal running
conditions.
White metal bearing failure:
Causes:
①. Edge carrying wear [Due to out of true of bearing bore, or deviation from journal geometry]
②. Striations wear [Striation and embedding of foreign particles on running surfaces.]
③. Overheating of layer [Due to lack of lubrication and contamination of LO.]
④. Erosion wears [Some abrasive particles carried along with LO.]
⑤. Electro erosion [If crankshaft is inadequately grounded.]
⑥. Corrosion [Contamination of LO with SW.]
Causes of bearing overheat
@ Improper viscosity of oil (lower)
@ Insufficient lubrication
@ Improper oil clearance
@ Foreign matters in oil
@ Misalignment of shaft and bearing
@ Scored journal
@ Poorly fitted bearing
Big end/crank pin bearing bolts failure
1. Over stressed on bolts (due to piston seizure, over tightening, propeller strike some
obstruction)
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
2. Too long in service (renew after 10 years)
3. Wear of bolts & enlarge of holes can cause the easing of nuts.
4. Too much clearance of bearings, shock resulting fatigue in bolts
Cause of thin shell bearing shifting
(01) Defective tag
(02) Insufficient nip clearance
(03) Suddenly applied extreme load.( pounding)
(04) Improper fitting
(05) Incorrect size of bearing use
(06) Due to over tightening bolts
(07) Frictional force from the back of the shell and keep.
CAMSHAFT BEARING
Type
①. Slow speed engine camshaft bearings are usually of the journal type, operating in white metal
lined or bronze bearing shells or bushes.
②. In medium speed engines the camshaft bearing may be similar to the slow speed engine or
may be roller or needle roller bearings
③. In high speed engines the bearings are usually needle roller type.
Lubrication
Camshaft bearing are lubricated by oil supplied from and returning to the engine lubricating
system. In cases where fuel leakage from fuel pumps could contaminate the engine lubricating oil, the
lubrication for the camshaft is sometimes arranged as a separate system.
Inspection
1 The bearing keep fastenings and locking devices should be regularly inspected. This is
particularly important when the camshaft is under-slung and the cam loads are placed on the
bearing keeps. If the bearing keep slackens it can alter the engine timing and valve opening
periods, and ultimately lead to camshaft failure.
1 The fastenings holding the bearing housings and fuel pump foundations also require daily
inspection, and should these fastenings slack and damage the locating dowels, the housing will
need careful re-alignment.
Compiled by Min Zar Tar
Reference for Marine Engineers
THRUST BEARING
Function
I To prevent axial movement of the crankshaft which would result from the thrusting effort of the
screw propeller.
I It is designed that the total thrust is conveyed to the hull of the ship by the lower half casting.
Location
The thrust bearing is always fitted at the aft end of the of the main engine crankshaft. The
main thrust bearing controls the correct location of the crank pins relative to the centre of the cylinders.
Consist in
@ Thrust shaft
@ Collar
@ Bearing pad (forward & aft)
@ Pad carriers
@ Adjusting liner (or) distance piece
Why pivot line on pads provided ?
For to tilt & to form wedge shaped film between the faces of collar and the pad.
Type
In propulsion machinery, the thrust bearing most commonly used is tilting-pad type.
In tilting-pad type of bearing a thrust collar is forged integrally with the thrust shaft. On the forward and
aft sides of the thrust collar, the thrust pads arc fitted. The thrust pads are lined with white metal and
face on to the finely machined and polished surface of the thrust collar. The back of the pad has a
radial ridge, which forms a fulcrum on which the pad can tilt. The tilting fulcrum on the back of the pad
comes in contact with a solidly constructed housing. The housing is rigidly held in the thrust-bearing
casing.
This type of bearing builds up an oil pressure between the white metal face of the thrust pad
and the thrust collar when the shaft revolves. The oil pressure is due to the formation of an oil wedge,
which can build up only when the thrust collar is supplied with oil and is revolving. As the pad is able
to tilt it becomes self-adjusting to the shape of the wedge.
The radial ridge on the back of the pad, which becomes the fulcrum for the tilting action is
often made off centre. If the thrust pads are viewed from the top, the tilting point is away from the
centre moving in the direction of rotation of the thrust collar.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
1 Press the crankshaft against the free end or the driving end to make the thrust collar come into
contact with the thrust pad
1 The reading is the clearance of the thrust bearing usually 0. 35 ~ 1. 0 mm.
1 When measuring the clearance, inspect whether there are no loosening in the bolts for each
thrust pad retainer.
Inspection and measurement of Thrust bearing clearance
1) Remove top covered
2) Insert a feeler gauge between face of collar and the pad (both ahead & astern) take the reading
3) Force the shaft aft by means of a screw jack placed between casing and the back of the
coupling until the collar is hard up on the pads.
4) Check position of the shaft is truly central in the journal bearings.
5) Test also that both liners are bearing equally on the casing.
6) Take a micrometer (a dial gauge) reading of the shaft position.
7) Repeat this operation, moving the shaft forward, and take a second micrometer reading.
8) The difference in the two readings is the total clearance. (about 1 mm being typical)
9) If clearance is excessive or less, it can be adjusted by subtracting or adding shims to the
distance pieces on the back of the pad carriers.
Feelers can be used as an alternative between thrust ring and casing. Use of
feelers in the thrust pad/collar gap is likely to cause damage and may give a false
reading.
Compiled by Min Zar Tar
Reference for Marine Engineers
The radial clearance of the journal bearing can be measured by taking lead reading
or roughly by means of a feeler gauge after removing oil seal on the end cover.
Axial clearance = 1 to 2 mm [0.5 ~ 1.0 mm for new engine and for
engine in service it must not exceed 2.0mm]
Radial clearance = 0.5 to 0.8 mm for 440 mm diameter
Thrust bearing excess clearance correction
1 The adjustment of excess clearance of thrust bearing is carried out on the forward side of the
bearing.
1 The crankshaft or intermediate shaft is pushed aft so that the thrust collar is hard on the astern
pads; this laves the ahead pads free.
1 Ensure that the cover is off we thrust-bearing casing, the oil spreader and other Ioose fitting parts
arc lifted cut.
1 The stopper piece on the top of the bearing is dismantled, leaving the forward pads free.
1 ln large bearings a long eye-bolt is screwed into the contact piece on the side of the pad & lifted
out with tackle
1 The pads remaining are then pushed round in their housing to the lifting out position and lifted
out.
1 Care must be exercised in removing the thrust pads to avoid damage to fine finish on the thrust
collar.
1 The pads must be checked for marked numbers as they are removed and they must be
reassembled in their original locations.
1 The pad housing is turned out of the casing and lifted out. The screws on the back plate are
removed, shims and liners are made up the amount that the clearance is to be reduced, fitted
between the back plate and the housing.
1 The pad housing is then replaced. The pads are reassembled and the new clearance is
confirmed with feeler gauge readings.
1 The rest of the parts are then are replaced. After adjustment of clearance the oil flow to the
bearing is checked and must be kept under observation for the first few hours of running.
Advantages of Tilting Pad Bearing
Have ability to absorb, change in direction of load, more readily
Have greater flexibility to absorb shaft deflection or misalignment
Tilting of pads, allow oil to form wedge shaped film, between faces of collar and pads.
Wedge shaped oil film prevents metallic friction and enables the thrust pads to carry loads.
Disadvantages
Each pad in a set must be exactly the same thickness and even a ‘thou’ difference might result
in a single pad carrying the entire load, thus increasing the risks of failure.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
CROSSHEAD
Function
@ To minimize the force imposed upon the cylinder liner by the piston
@ To provide long stroke of piston & get more engine output
@ Causing the piston move centrally in liner
Crosshead Bearing Construction Features.
Thin shell bearings are used and bearing on either end of crosshead pin.
No shim used with thin shell bearing
Oil grooves or gutter used on bottom half to distribute oil.
Grooves do not extend to end and grooves are small because of loaded half.
Grooves to be limited otherwise reduce bearing surface.
Lubricating oil is directly supplied to crosshead bearing
Bearing material usually Sn-Al with Pb-Sn overlay.
Crosshead problem
Load -High specific load & uneven load acting downward on lower bearing half.
L.O problems -
a). No chance for LO entering due to unidirectional load
b). Boundary lubrication due to oscillation movement (no relative movement)
Crosshead Bearing Working Condition
High sudden load – Effect of combustion is directly on bearing
High bearing pressure – Bearing is placed high in engine. - Space limitations. – Assembly
reciprocating.
Diameter & length – Diameter & length of bearing are low. – Bearing area limitations. –High
specific loading
Possibility of bearing distortion – Bending moment & deflection are maximum at centre. Pin bored
at centre (earlier model engines). Less stiffness & high stress concentration. – Bearing surface
deflection. – Alignment difficulty.
Lubrication – Unsatisfactory due to following factures
Slow oscillating movement where connecting rod swings through 25 ~ 30°, hence it is
difficult to build up full fluid film
Reciprocating movement where oil supply is disturbed by vertical movement of pin and
bearing.
Oil supply disturbed – Difficult smooth & uninterrupted oil flow.
2 stroke engine – Unidirectional load / no load reversal, which does not help the oil flow into the
loaded part of the bearing.
Compiled by Min Zar Tar
Reference for Marine Engineers
Modification of Crosshead Bearings Over Last Few Decades:
C o n j u g a t e D e f l e c t i o n – Sulzer Engines (crosshead pin bored at center) Bearing deflection
follows that of crosshead pin. Natural deflections of pin and bearing remain inline, resulting in
lower specific load
Crosshead mounted mechanical lub oil pump – MAN Engines (oil supplied when load is lowest &
oil film is not broken at highest pressure)
Continuous full length bottoms half of crosshead bearing – MAN B & W, Sulzer Engines. LOw
specific load on bearing. Load is transmitted directly downwards.
Eccentric bored bearing & machining shell – One of the finest designs for crosshead, which gives
the same effect of load reversal (GMT engines) Fiat Engines
Large diameter stiff crosshead pins L/D ratio less (small con rod and crank throw ratio. Sliding
velocity high & lub oil film improved), but pin deflection is minimum for uniform distribution of oil
films over the whole bearing width.
Hardened cross head pin high degree of surface finish - Surface finish is preferably better than <
0.1μ
Thin shell bearing & improved material - Bearing is renewable and pin is detachable. Produces
high load carrying capacity, and better resistance against fatigue failure. Thin shall gives true
circular shape, which improves lubrication characteristics.
C /E's Procedure for Complete Inspection
of a Crosshead Emphasizing Areas of Significant Interest (extract form B & W manual)
The cross head bearings consists of steel shells with 1.0 to 1.5 μmm of white metal (WM) having
a 25 μm lead based overlay for running in.
Complete inspection may be carried out on a time basis i.e. after 8000 operating hours, for a 4
years survey of following inspection carried out without opening up.
1. Check without opening up
1 Just after stopping feel over bearing, check that uniform oil jets appear form all the oil outlet
grooves in the lower shell.
1 Check clearance (on top) with feeler gauge and compare with records.'
1 Visually inspect sides of bearing for signs of white metal squeezed / missing
1 Dismantle & inspect if oil jets are oblique / twisted / reduced / missing / if white metal gives cause
for concern or if clearances have increased.
If the following are noticed, the Crosshead bearing needs to be dismantled
# Oil jets reduced / absent or twisted.
# Excessive clearance.
# Signs of damaged white metal.
# Bearing running hot.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
2. Inspection & Overhaul
1 Crosshead opened up, condition of white metal and journal surfaces noted and entered in engine
room log. White metal should be checked for wear / wiping / cracking / discoloration due to
corrosion / bonding defects.
1 It is quite normal for the overlay to be disturbed at the most highly loaded areas.
1 Overlay or WH squeezed into the oil wedges and oil grooves or small spots, which have loosened,
can be removed with a scraper.
1 If wiping is less than hand size scrape to blue marking cracks formation which will eventually
cause WM to become loosened and dislodged may be due to lack of bonding strength or
geometric irregularities causing local overloading.
1 Areas of small local crack formation discovered at an early stage should be relieved by scraping.
1 The back side of the shell should be inspected for even contact fretting or cavitation.
1 Journals to be inspected for roughness and ovality; slight ovality is acceptable.
1 Change journal if _
a Loaded part is heavily worn
a More than 1/3 of the contact area is scratched.
a Roughness has caused a large area of the WM to be wiped
a Manual polishing with hemp rope will not then be satisfactory.
1 Coin test for roughness, No vibration heard or felt when lightly held coin is passed over the
surface
1 Surface roughness J New 0.05 μm, J Run in 0.1 μm, J Trouble possible 0.125 μm.
1 Roughness will most likely be due to abrasive or corrosive (acid or SW) contamination of the lube
oil.
1 Note that 1% SW contamination of the lub oil can promote galvanic attack of the WM formation of
very hard black tin oxide (Sno) which will roughen journal surfaces.
Compiled by Min Zar Tar
Reference for Marine Engineers
What point to be check after removing X head bearing ?
(01) Check bearing thoroughly.
(02) Check X head pin ovality.
(03) Check bearing clearance.
(04) Lubrication system and oil holes.
(05) Check Guide shoe wear down.
Types or Crosshead Bearing failure:
Various types of failure occur in cross head bearing lining. If it is found early, can be rectified
and continue in service. Failure of the white metal in less- severe forms usually progress so that the
bearing must be remetalled.
Cracking of white metal
Fatigue failure of white metal
Squeezing of white metal so that oil grooves are partially blocked; oil holes may be partially
blocked or wholly blocked in extreme cases.
Failure of white metal when the bearing surface of the white metal becomes plastic or even melts.
Corrosion depends on the nature of the contamination of the lubricating oil.
Causes of Crosshead Bearing failure:
Bearing failures may result from any one or combination of the following causes.
Deterioration of surface finish or cross head pins.
Poor quality of white metal
Insufficient supply of lubricant
Impure lubricant or water contamination
Excessive firing pressure in cylinder
Misalignment of the running gear
Explain why lubricating oil often presents problem in Crosshead Bearing:
①. Slow oscillating movement: Connecting rod swings through 25° ~ 30° [depending upon
lubrication] due to insufficient sliding velocity between surfaces.
②. Reciprocating movement: Oil supply is disturbed by vertical movement of pin and bearing. So it
is difficult, to get smooth and uninterrupted flow of oil as the relative movement is very low at
the end
③. Unidirectional load: In two-stroke engine, no load reversal takes place, which is unhelpful to the
oil flow into the loaded part of the bearing. Load is always on the lower part of the bearing,
which makes it difficult for lub oil to flow in for an effective film
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
SCAVENGING
Scavenging is the process of removing exhaust gases from the cylinder after combustion and
replenishing the cylinder with fresh air.
R Efficient scavenging is necessary for good combustion of fuel in the engine cylinder.
R The passage of scavenge air will also assist cooling of the cylinder, piston and valves.
R Time available for scavenging process in 2-stroke engine is less than 4-stroke engine.
R Ideal-engine 100% purity of charge air.
R No loss of air --- unattainable.
Satisfactory Scavenging Depends on
R Efficient evacuation of exhaust gases.
R Exhaust ports or valves open before scavenge ports.
R Scavenge ports close after process of gas exchange.
R Loss of fresh air through exhaust passage to be minimum.
Importance of Scavenging
R Overall efficiency.
R Power output per unit weight
R Fuel consumption per unit power.
R Incomplete scavenging results in poor combustion.
R Lubricating oil contamination.
R Wear piston rings & liner.
R Mean temperature of cylinder high
Significance of Satisfactory Scavenging
I Air in the cylinder is the working fluid.
I Air : Fuel ratio = 15 : 1 to 20:1 & more.
I 2 stroke engine excess air ¨ 50:1 (full load).
I Degree perfection depends en scavenge efficiency.
Scavenge Ratio
B Mass of air supplied =
Mass of air to fill up
B Scavenge efficiency ¨ High
B Scavenge ratio ¨ Low
I Uniflow scavenging is most efficient.
Scavenging efficiency
Wt of air enter into the cylinder
Scavenging efficiency =
Wt of air for stroke volume
Important Scavenging
Overall efficiency
Compiled by Min Zar Tar
Reference for Marine Engineers
Power output per unit weight
Fuel consumption per unit power
Improper combustion
Lub oil consumption
Wear rings and liners
Thermal stress
Different Stages of Scavenging
v 1st Stage ¨ Blow Down Period.
R Sudden opening accelerates exhaust gases to exhaust manifold.
v 2nd Stage ¨ Scavenge Period.
R Begins after scavenge ports open.
R Scavenge air sweeps gases out.
R Pressure difference between Scavenge Trunking & Exhaust System is important
I 3rd Stage ( Effort made to contain air in the cylinder.
Types of Scavenging
①. Uniflow Scavenging is the gas exchange process in which the charge air passes straight up
through the length of the cylinder, forcing the exhaust gas through ports or valves at the top of
the cylinder. The air inlet and exhaust ports are arranged at the same end of the cylinder liner
and they are placed opposite to each other. Scavenging efficiency is 0.75 to 0.8.
①. Loop Scavenging is the gas exchange process in which the charge air passes over the piston
crown and rises to form a loop within the cylinder, expelling exhaust gas through exhaust ports
cut in the same side of the liner above the scavenge ports. The air inlet and exhaust ports are
arranged at he same end of the cylinder liner but the exhaust ports are on the top of the inlet
ports. Scavenging efficiency is (0.8 to 0.9).
②. Cross Scavenging is the gas exchange process in which the charge air passes is directed
upwards, passing under the cylinder cover and down the opposite side, expelling exhaust gas
through exhaust ports on that side. The air inlet ports and exhaust ports or valves are arranged
the opposite ends of the cylinder liner.
Major requirement for the loop system
@ The inlet air ports are angled to give rotary swirling effect to the incoming air.
@ It also required long piston skirt or exhaust timing v/v to prevent scavenging air leak into
exhaust while the piston is at top of it’s stoke.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Disadvantages of cross and loop scavenging
@ The air inlet and exhaust ports are arranged at the same end of the cylinder.
@ The air and exhaust gas change in direction in passing through the cylinder.
@ Short circuiting or excessive mixing may occur.
@ Thus reduce the scavenging efficiency.
@ It require long piston skirt or exhaust timing v/v is necessary to prevent scavenge air leak into
the exhaust while the piston is at top of its stoke.
@ It has thermal stress between scavenge and exhaust ports.
Three Principal Variations of Scavenging
I Cross scavenging: This system is obsolete now.
I Loop Scavenging. Scavenging efficiency is 90%.
B Advantage È Simplicity, Reliability & Cylinder cover simplified.
B Disadvantage È Temperature gradient exhaust to scavenge ports.
È Exhaust back pressure higher with deposits.
È Possibility intermixing air &gases.
È Piston and liner distortion and uneven piston ring wear due to ports.
È Scavenge efficiency is lower than uniflow scavenge efficiency at all
scavenge ratios.
I Uniflow Scavenging.
v Air enters at the bottom of the cylinder & gas leaves from top of the cylinder.
v Air and gas do not change direction.
v Suitable for long stroke engine È Large area of escape.
v Three Type È Two pistons working in one cylinder. È Exhaust piston. ÈPoppet valve in
cylinder cover.
v Advantage ø Highest scavenging efficiency at all Scavenge Ratio.
ø Drop scavenge efficiency lowest with high scavenge pressure.
ø Most suitable for pressure charging.
ø Greater area for air & gas flow.
ø Possibility short circuiting & mixing less.
Low cylinder wear
Low flow resistance
Low heat load
Effective fuel distribution
Safe low load operation
Compiled by Min Zar Tar
Reference for Marine Engineers
v Disadvantage Ø More moving part
Ø Higher costs.
Some fresh air charge is lost in exhaust gas, during overlapping time of exhaust valve
opening.
Additional driving gear for exhaust valve required.
SUPERCHARGING / PRESSURE CHARGING
Supercharging is a process of charging air into the engine cylinder used to indicate that the weight
of air supplied to the engine is increased by the density of the charge, to burn more fuel to get more
output power of the engine.
I At the beginning of compression stroke, the cylinder is hill of air at atmospheric pressure. If the
pressure at this point is increased above atmospheric pressure is called pressure charged or
super charged.
I Amount of air in naturally aspirated engines breath limited by area of inlet passage & attainable
air velocity.
I Power developed by diesel engines depends on:
v Quantity of air in engine breadths per unit time.
v Proportion of air utilized.
v Thermodynamic efficiency of cycle.
I Two methods increase quantity of air rotational speed of engine & increasing air density at intake.
I Supercharging increases Mean Indicated Pressure (MIP].
I Power output is increased by thermal efficiency (Higher comp. ratio increases thermal efficiency
& Pmax).
I In case of supercharging:
v Rate of increase of MIP > Rate of increase of Pmax.
v Rate of increase of Pmax > Rate of increase of Tmax (comp ratio).
v Results in lower mechanical & thermal loading.
I Improves scavenging and combustion and lower exhaust temperature.
I Increases pressure & temperature of inlet air / scavenge air.
I Reduces ignition delay (1st stage of combustion).
I Quiet & smooth combustion (2nd stage combustion).
I More air is supplied per cycle for given swept volume hence mechanical efficiency is better.
TURBOCHARGE SYSTEM
Modern engines are fitted with turbocharged to increase the power output and efficiency. The
efficiency of the system is increased by fitting a charge air cooler after the compressor. This will cool
the air at constant pressure, increasing its density before supplying it for compression in the engine
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
cylinders. The mass of air per cycle is increased and the quantity of fuel injected is raised to give a
corresponding increase in engine output and thermal efficiency.
Exhaust gas from the cylinders operates the gas turbine, giving up some of its heat energy to
do so. The turbine drives a directly coupled air compressor, which draws air from the atmosphere,
compress it and then cools in the charge air cooler before supplying it to the engine through scavenge
ports.
The turbocharger is 'free running' at any engine speed the exhaust gas energy must cause
the turbine to run at a suitable speed at which the compressor will supply the correct mass of air to the
engine. A turbocharge system may be designed to operate on either the pulse or the constant
pressure exhaust system.
Pulse Pressure System
This system gives a rapid buildup of turbine speed when the engine is started or manoeuvring.
Makes full use of the higher pressure and temperature of the exhaust gas during the blow down
period and rapidly opening the exhaust valves
exhaust gas leave the cylinder at high velocity as pressure energy is converted into kinetic
energy to create the pressure wave or pulse in exhaust, lead to the turbocharger.
Exhaust pipe, so constructed in small diameter, is quickly pressurized and boosted up to form
pressure pulse or wave
Pressure waves reach to turbine nozzles and further expansion takes place.
To maintain the pulse, exhaust connections are of limited diameter, no sharp bends are used
and the turbocharger is fitted close to the engine. To prevent back-flow into these, it is necessary in
multi-cylinder engines to subdivide the exhaust between a number of manifolds, each connected to a
separate nozzle box at the turbine.
TC arrangement
Interference exists between exhausting and scavenging among cylinders
To prevent this, cylinder are grouped relatively with connections to two or more exhaust pipes
Pipes are arranged, in small diameter to boost up pressure pulse and in short, straight length to
prevent energy loss
Number of exhaust branch depends upon firing order, no: of cylinders and TC design
Advantage
v Rapid acceleration due to load change
v Space limited.
v Satisfactory performance at low speed and part load (Still efficient when Bmep is < 8 ba
v No need assistant of scavenge pump and blower at any load change.
v High available energy at turbine
v Good response to any load change
Compiled by Min Zar Tar
Reference for Marine Engineers
Disadvantage
v Low pressure ratio turbines.
v Complicated exhaust manifold.
v long exhaust gas waves not effective
v Different sizes of exhaust pipes are needed for spare.
v Less than 3 cylinder entrance to turbine is unsatisfactory.
Constant Pressure System
All cylinder exhaust eaters into a common manifold large enough to convert pulses to a
steady pressure. This system has one connection to the turbine, which due to the common nozzle ring
and steady pressure conditions can be designed to operate at a high thermal efficiency. High
4H
efficiency turbochargers can operate effectively down to about 25% of full engine power.
This system is slower in its buildup of pressure when starting and insufficient air is available
for two-stroke engines during manoeuvring or operating at low speed. To overcome this difficulty
modern engines have electric driven centrifugal compressors fitted to augment the air pressure in the
scavenge trunk when necessary. They draw additional air through the main turbocharger air intake
and charge air cooler and discharging it through non-return valves to the engine scavenge trunk.
TC arrangement
No exhaust grouping
Exhaust gases enter into large common manifold and then to turbine
Firing order not considered
Advantage
æ Exhaust gases from cylinder expand through valve without doing any work.
æ Blow down energy is converted to work in turbine (recovery of energy).
æ Good performance in high load (Efficient when Bmep is above 8 bar)
æ More suitable for high output engine.
æ Turbine pressure ratio it high
æ High turbine efficiency due to steady flow.
æ The work transfer at the turbine wheel is smooth.
æ Recovery of exhaust energy & Fuel consumption significant (reduction in SFOC of 5% ~ 7%).
æ Satisfactory system with sure port timing as naturally aspirated engine.
æ Engine speed not limited by pressure waves.
æ Simple piping design. (There is no need to group the cylinders exhaust into multiple of three)
Disadvantage
Ø Larger diameter exhaust manifold & piping-
Poor response to load change.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Ø At part load efficiency is poor (When running at reduced speed and starting up).
Ø Require scavenge assistant
Under piston pressure
1) It is a type of constant pressure charging system
2) Air charged by T/C is passed through CAC into first stage manifold, and then through non-
return valves into second stage and under piston space
3) In down stroke, piston under side compress further the scavenge air
4) Differential pressure shuts the inlet non-return valves as scavenge ports are uncovered, and a
pulse effect is given to cylinder
Advantages
Assist tangential swirl and ensure complete evacuation of remaining exhaust gas
No auxiliary blower may be required, during manoeuvring
Exhaust tunning
Exhaust tunning means by arranging the exhaust pipes with suitable length and suitable valve
timing to exhaust into the same pipe without disturbance.
When the exhaust valve of a diesel engine opens, the cylinder rapidly expands, and gain
velocity and kinetic energy as they pass into the exhaust pipe.
The kinetic energy of the mass of exhaust gas carries it along the exhaust pipe, and causes a
pressure build up ahead of the mass of gas and a partial vacuum behind it. This principle is
used in a tuned exhaust system. The partial vacuum created by exhaust from one cylinder is used to
help exhaust expulsion from the following cylinder.
Grouping of exhaust pipes depends upon the firing order, length & diameter of exhaust pipe.
EXHAUST GAS TURBOCHARGER
R Single stage impulse turbine is axial flow.
R Centrifugal compressor is radial flow.
R Cooled or uncooled casing.
R Nozzle ring directs gas to turbine at high velocity.
R Passage of gas changes direction trough turbine blades n: exerts forces.
R Air enters after filter guided by splitters or vanes; air enters into blower axially and leaves
radially.
R Air from blower enters into diffuser at high velocity & converts to high pressure
R Labyrinth sections are supplied with air to prevent leakage.
R Thrust bearing is placed at one end
Compiled by Min Zar Tar
Reference for Marine Engineers
TURBOCHARGER
Turbocharger consists of a single stage, axial flow exhaust gas driven turbine mounted on a
common shaft with a centrifugal air compressor. The turbine has a nozzle ring followed by a rotating
disc with a single row of turbine blades. These blades are attached to the disc by fir-tree shaped roots
and have free room to expand when heated. Binding wires are fitted to the blades to reduce vibrations.
Blades and nozzles arc manufactured of heat resisting steel or nickel alloy.
The air compressor is consists of a radial flow impeller disc together with an inducer, both of
aluminium alloy. The impeller discharges air through a diffuser to a volute casing. Compressor casing
is made of aluminium. Air is drawn from the engine room atmosphere through inlet filters. Air inlets are
streamlined and fitted with insulation internally to reduce noise.
Two labyrinth seals are fitted to the shaft, one between thrust be ring and air compressor and the
other between turbine and bearing. They are scaled with air under pressure from the compressor
discharge through internal passage and restriction plugs. Air from the glands then passes to the
atmosphere or assists cooling of the turbine disc. The seals prevent possible of oil leakage into the
turbine or compressor or exhaust gas info the corresponding bearing oil. Some air will pass down the
back of the impeller through a labyrinth arrangement along the turbine shaft assisting cooling and
leaving with the turbine exhaust gases.
Two shaft bearings are fitted, one at each end allowing accessibility and cooling. End thrust is
taken at the compressor bearing, allowing the turbine bearing free thermal expansion of the shaft.
Bearings may be of either plain sleeve type on hardened steel shaft sleeves or, alternately ball or
roller type. These reduce frictional drug but are susceptible to vibration and fatigue, both when
running and by vibrations from outside sources transmitted while the engine is stopped. They must be
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
fitted in resilient mountings, which use springs and oil damping in both axial and radial directions.
Lubrication of the bearings may be by various means. Self-contained gear type pumps operated
from the shaft and drawing oil directly from the independent bearing sump may lubricate, ball or roller
bearings. The bearings may be lubricated by external systems, either by connections from the engine
lubricating system through a fine filter or by an independent system of pumps, cooler, filters, oil sump
and alarms.
The turbine casing is in two parts, both of cast iron with adequate water-cooling or lub oil cooling
spaces. The turbine casings are normally water cooled, but modern two-stroke slow speed engines
with relatively low exhaust gas temperatures the casings are uncooled. Uncooled casings retain more
heat energy in the exhaust gas in the waste heat boiler so improving the overall plant efficiency.
Attachment of Turbine Blades to Rotor Disc
a Blade roots are 'fir tree' shape.
a Machining tolerance of the blade is fine.
a Blades are loosely fitted in the slots.
a Segmented binding wire near tip of turbine blade is loosely fitted.
a The sliding fit of the blade root in large turbocharger gives a large amount of damping to the
blade to reduce the risk of blade vibration
a The blades are held in their slots by upsetting or raising a caulked edge on the rotor at the
innermost part of the root slot; this end prevents the blades sliding out
Reasons of Fir-tree Shape of Turbine Blade Rat
I The fir-tree root shape is superior to the blade fastening because there is less stress
concentration at the junction between the root and blade.
I There is more even distribution of stress at the blade root, hence there is less chance of blade
failure in this region.
Purpose of Binding Wire
a The binding wire is made in short lengths, each of which extends through four to six blades.
a The binding wire passes through holes near the taps of the blades and at is loosely fitted.
a Each segment of binding wire is fastened by welding it to the first blade of the group in which it is
fitted.
a When the rotor is moving at high speed, the flexibility of the binding wire is such that the action of
centrifugal force causes it to bear against the outside of the holes through which it passes
a If the turbine rotates at a high speed at which the blades would vibrate, the friction between the
binding wire and the sides of the holes in the binding tips damps out the vibration and prevents
ultimate failure.
a Turbochargers used in engines running at constant speed, such as diesel generators, do not
have binding wire.
Compiled by Min Zar Tar
Reference for Marine Engineers
Effect of Increasing Turbocharger Efficiency
a The overall effect of increased turbocharger efficiency has been and will continue to be shown as
decreased in fuel consumption.
a The increased turbocharger efficiency has reduced the heat input requirement making it possible
to open the exhaust valves later and get a greater amount of work from the fuel due to a greater
expansion ratio of the combustion gases.
a As fifty percent of the energy in the fuel passes through the turbine of the turbocharger there is
still plenty of heat available for exhaust gas boilers although in the heating surfaces of the boiler
is increased to accommodate the lower temperature gases.
Precautions to minimize Thermal Stresses in Turbocharged Engines
S The modern highly rated engines require large amount of cool air to pass through the cylinders
during the overlap period of the inlet and exhaust valves, in 4-stroke engines; and during the
period that scavenging is taking place, in two-stroke engines.
S To maintain this air flow at a maximum it is necessary to keep a careful watch on the air suction
pressure to the turbocharger blower. Any reduction in this pressure from normal indicates that
the suction filters need to be cleaned.
S The turbine speed and exhaust temperatures must be carefully watched and any indication of
fouled blade should be investigated and rectified.
S The temperature of the air entering and leaving the cooler must be observed, and any decrease
in the difference is rectified by cleaning the coolers.
S The grid fitted in the gas passages to the turbine may require cleaning if combustion has been
poor at any time.
S Automatic valves fitted in scavenge receivers and under piston scavenge pumps require careful
attention and regular cleaning to prevent restriction of air flow.
Turbocharger Fouling
S Contaminated turbines and compressors have poor efficiency and lower performance, which
results in higher exhaust temperatures
S In 4-stroke engine turbochargers, the charging pressure is increased due to the constriction of
the flour area through the turbine resulting in unacceptable high ignition pressures. .
S To maintain turbocharger efficiency it is important to ensure that all operating parameters are
maintained correctly.
S If the compressor draws air from the machinery spaces then steps must be taken to maintain as
clean an atmosphere as possible since leaking exhaust gas and/or oil vapour will accelerate the
deterioration of efficiency.
Turbocharger Surging
v Surging is a phenomenon that affects centrifugal compressors when the mass flow rate of air falls
below a sustainable level for a given pressure ratio. It may be defined as the irregular running of
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
the turbocharger with noise and pressure pulsation in the system.
v The symptoms of turbocharger surging are repeated, irregular, violent thud from the air intake to
the blower and rapid variation in the scavenge air pressure.
v Causes of surging are due to:
1.) Dirty air intake filters, which restrict the flow of air to the blower and the amount of air
discharged.
2.) Pressure pulsation created by the opening and closing of the scavenge ports, and the
irregular air flow from this cause ; chocked scavenge / exhaust ports
3.) Heavy weather when the propeller comes out of the water and the governor shuts the fuel off
almost instantaneously.
4.) Variation of exhaust gas supply to the turbocharger due to unbalanced output from cylinder
units and mechanical damage to turbine blading, nozzles or bearing, etc.
5.) Individual cylinder misfire
6.) Scavenge space fire / Exhaust trunking fire
7.) Poor scavenging or leaky exhaust valve
v Action:
1.) The engine speed must be reduced immediately.
2.) The air filter must be cleaned thoroughly as soon as possible.
To obtain efficient and stable operation of the charging system it is essential that the
combined characteristic of the engine and blower are carefully matched.
When the turbocharger operates under unstable conditions any reduction of air demand on
the discharge side of the compressor causes the pressure to fall. If this occurs the pressure falls
rapidly and air flows back from the scavenge air trunk to the diffuser. The increase in pressure then
causes an increase in the air flow. As the engine can not use this air the pressure starts to fall again
and the action is repeated. This condition will continue until the air demand is increased and the
turbocharger is allowed to operate under stable condition again.
To prevent this conditions arising the scavenge trunk capacity should be large enough to
reduce pressure fluctuations, and the capacity of the turbocharger must be carefully matched to the
engine. It will then operate in the stable range under normal conditions.
Pressure ratio refers to the pressure rise across the air section of the turbocharger.
Air density ratio refers to the change in density, which occurs when the temperature of the air rises
when undergoing compression.
What will you do in case of TC failure ?
1) Rotor to be block
2) Exhaust gas to be by-passed the TC
3) Run engine with reduced speed with remaining TC
4) Use Auxiliary Blower
5) Maintain all temperature and pressure fuel, cooling water and lubrication within limit
Compiled by Min Zar Tar
Reference for Marine Engineers
6) Discuss with Captain for manoeuvring difficulties
Procedure for cutting of turbocharger
When it is necessary to cut-off T/C due to heavy vibration, bearing failure, etc. cutting
procedure should be done as per engine maker’s instruction
Cutting-off operation depends on number of T/C installed and number of T/C damaged
1. Remove the nozzle ring
2. Lock of the rotor shaft
3. Blank off the blower discharge
Running for longer periods with the Turbocharger out of operation
If it is required to run for a longer period, the rotor of the turbine needs to be locked. If there is
any fault in the Turbocharger, it may be temporarily cutoff by inserting the blanks, as shown in the
sketch below:
# Lock the rotor, with the tool provided.
# If the engine has more than one turbocharger, insert orifice plate in the compressor outlet, and
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
blanks in the turbine inlet and outlet sides, as shown in the sketch.
# There are restrictions on the load, depending on how many turbochargers are present.
# If there is only one, and it is locked, reduce to 15% of MCR power or less.
# If one out of two turbochargers is to be locked, reduce to 50% of MCR power or less.
5H
# If one out of three turbochargers is to be locked, reduce to 66% of MCR power or less.
# At this time, if one of the auxiliary blowers is out of action, reduce to 10% of MCR power.
# Temperature of the exhaust gases should not exceed 350°C.
Following procedures are in accordance with Sulzer RT engine practice
Case I: Failure of one T/C, with Exhaust by-pass piping
1) Lock rotor by locking device as per T/C manual
2) Blanking plates are inserted inlet and outlet of turbocharger.
3) Remove blank flange in by-pass exhaust piping
4) Open covers of scavenge air trunk
5) Auxiliary blowers must be running during operation
6) Engine running with reduces speed & load with auxiliary blower running depending upon
the engine condition.
7) If casing is cracked, stop T/C cooling
8) If T/C is supplied with external lubrication, shut L.O supply
Case II: Failure of one T/C, of two T/C engine
1) Lock rotor of damaged T/C
2) Remove expansion joints of both exhaust inlet and air outlet of damaged T/C and ppt blank
flanges
3) If casing is cracked, stop T/C cooling
4) If T/C is supplied with external lubrication shut L.O supply
Output 15% RPM 50%
Case III: Failure of all T/C of an engine, without Exhaust by-pass piping
1) Lock rotors of all T/Cs
2) Open all covers of scavenge air trunk
3) Auxiliary blowers must be running during operation
4) If casing is cracked, stop T/C cooling
Compiled by Min Zar Tar
Reference for Marine Engineers
5) If T/C is supplied with external lubrication shut L.O supply
Output 15% RPM 50%
Running for short periods without blanking the turbine
If there are heavy vibrations, bearing failure or some other mechanical fault in the
turbocharger:
I Require to stop short period
I To lock the rotor of the defective turbocharger.
I If there are two or more turbochargers, one of which is to be cut-off, an orifice plate is inserted in
the compressor outlet, so as to supply enough air flow to cool the impeller, small gas flow to
prevent condensation.
I As there will be a loss of exhaust gas through the damaged turbocharger, the maximum power
will be limited to 15 % of MCR.
I Also check the exhaust gas temperatures, which should not exceed the maximum specified.
I Reduce the lubricating oil pressure for the damaged turbocharger and continue circulating the
cooling water, as well as the sealing air for bearings.
Procedure for T/C O/H (VTR 161, 201, 251, 321)
# Lock off the engine staring mechanism.
# Remove the T/C air fitter.
# Drain off the oil from both drain plugs.
# Remove the bearing covers from both sides.
# Remove the locking wires.
# Unscrew the hexagon screws and remove oil suction pipes.
# Tighten again the hexagon screws of the bearing boxes.
# Check the deflection of the divergent nozzle by using pick tester and magnet stand.
# Remove the divergent nozzle by screw driver.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
# Measure the K value at the blower side by using depth micrometer or caliper and straight edge
and compare the value with stamped one on bearing cover.
# Lock the rotor with special tool.
# Extract the lubricating disc.
# Extract the both bearings by bearing extractor.
# The various parts should be warped in waxed paper to protect them against dirt and moisture.
After removing Rotor shaft
1. Decarbonize Turbine and Blower blades, and check the blade condition.
2. Check Labyrinth seals.
3. Check bearing clearances: 0.2 ~ 0.3 mm for Axial: 0.15 ~ 0.2 mm for Radial:
4. Check Nozzle Ring condition.
After refitting Rotor assembly
1. Push Rotor from Turbine side to Blower side, and measure ‘K₁’ at Blower side.
[‘L’ = 0, at this time]
2. Push Rotor from Blower side to Turbine side, and measure ‘K₂’ at Blower side.
[‘M’ = 0, at this time]
Compiled by Min Zar Tar
Reference for Marine Engineers
Use Depth micrometer or calliper and Straight-edge
After adjusting Rotor’s smooth optimum rotation
1. Secure the locknut (hexagonal screw) of Blower side bearing.
2. Measure ‘K’ value at Blower end. [By Depth Micrometer or Calliper and Straight Edge].
3. Calculate ‘L’ and ‘M’ values.
[L = K – K₁] and [M = K₂ – K] and compare them with actual values.
T/C overhauling checking
1 Blade condition.
1 Labyrinth seal.
1 Bearing clearance.
0.2 ~ 0.3 mm axial
0.15 ~ 0.2 mm radial
1 Nozzle ring.
1 After reassemble, check for balance & deflection.
1 Check impeller & casing clearance. (K value)
What parts will you check when G/E T/C overhauled ?
1 Check the deflection of divergent nozzle.
1 Measure the K value at blower side.
1 Change the bearing on both sides with the new one (because bearing service life is same as
T/C overhauling time).
1 Clean blower and turbine side with chemical and inspect carefully.
1 Check the labyrinth seal.
1 Made clear the labyrinth seal air line
1 Check the casing for crack & wear
1 Blade condition
After reassembled
1 Check Static Balance
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
1 Check Impeller and Casing clearance
When will you change TC Bearing ?
# As per Running Hour
# As per clearance
# When damaged
# When vibration is heavy
How to check deflection of divergent nozzle ?
By using (1) Pick tester &
(2) Magnet stand
When G/E T/C overhaul, what measurements do you taken ?
K value, it is a distance between the rotor shaft end and the flange of bearing cover measure
at blower side (axial clearance).
Check radial clearance (at plane bearing), by placing clock gauge on the shaft from the top
and clamp by screw driver from bottom, record the clearance.
Rotor and Casing clearance (for new casing or new rotor) (L & M values)
What is K value ?
It is a distance between the rotor shaft end and the flange of bearing cover measured by
blower side.
Purpose of K value ?
To ensure that rotating impeller does not to touch the stationary blower casing cover in case
of thrust bearing worn out.
How to measure TC axial and radial clearance ?
Axial Clearance : Push the shaft by screw jack and measure by Depth Gauge (0.2 – 0.3
mm)
Radial Clearance : Lift the shaft radially and measure by Dial Gauge (0.15 - .02 mm)
Turbocharger Washing
1.) In Slow Speed Large Output Engines, running on HFO, only Turbine Side Cleaning is
necessary, owing to poor quality fuel (but some engines use Compressor cleaning.)
2.) In Medium Speed Engines, running on Distillate Fuel, Turbine Side Cleaning is not essential
but Compressor Side Cleaning must be done daily, under full steaming condition.
Purpose of T/C washing
@ To ensure efficient functioning of turbocharger.
@ To prevent the compressor and turbine from contamination (Deposits).
Compiled by Min Zar Tar
Reference for Marine Engineers
@ Carried out periodically at 250 ~ 1000 running hours, depending on running condition.
Carry out T/C turbine and blower side washing
Blower side water washing
Æ Cleaning effects by mechanical breakaway of deposits, when small drops of water strike the
surface.
Æ ME at normal full load speed.
Æ Fixed quantity of FW is injected into air stream by compressed air, before compressor.
Æ Fixed quantity used depends upon blower size, to prevent water ingress into engine.
Æ Open air cooler drain and scavenge drains.
Turbine side water washing procedure
(01) Cleaning effects by mechanical breakaway of deposits, when small drops of water strike the
surface.
(02) Normally carried out when the sea is calm.
(03) ME speed to be reduced, with permission from Bridge.
(04) Reduce ME speed to recommended speed (avoiding critical speed)
(05) Exhaust gas temperature at turbine inlet < 300°C: TC speed ≈ 2000 rpm.
(06) Open T/C drain valve.
(07) Warm FW is supplied slowly, and pressure (about 1 bar) depends on exhaust gas
temperature and volume, not to vaporise all the water.
(08) Water washing must be made until the clean water coming out, and then stopped the water
supply.
(09) After washing TC kept running at same reduced speed for 3 ~ 5 minutes until all parts are
dry.
(10) Then inform to the bridge and increase ME rpm slowly, to normal rpm.
The turbine side water washing is usually at departure after manoeuvring time.
For usual practice cleaning is done at every 500 hr, running hour depending on the
cleanliness of the T/C.
Cereal Grains or Activated Charcoal particles cleaning of Turbine (Dry Cleaning)
1) Turbine side cleaning is superseded by coconut Charcoal particles, with grain size of 12 to 34
mesh
2) No speed reduction required and cleaning can be done at full speed, once every 240 hours
3) Compressed air of (3 -5 bar) us used to help the grains strike the deposited Turbine Blades and
Nozzles, giving effective cleaning of hard particles
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
4) Air supply pipe is fitted to solid grain container, and grains are injected into exhaust system by
air pressure, at the same point (as in water washing ) just after exhaust grids
5) Turbine casing drain kept open during cleaning time of (about 2 minutes only) until drains
become clear
Disadvantages of T/C water washing to turbine side
Engine speed has to lower.
Thermal stress and corrosion usually occurred.
Longer cleaning time.
Very fine hard deposits and residues can not be removed easily with water washing.
Advantages of solid (crystal) cleaning
Not required to reduce engine rpm, thus not effect on scheduled voyage
No used of water, so no corrosion and thermal stress.
Cleaning time is short about 2 minutes only.
Not wear turbine blade.
Effectively removed combustion residues and hard particle.
Why T/C exhaust outlet lower than inlet temperature ?
Some exhaust gas heat & pressure energy is transferred to mechanical rotating energy, thus
pressure become decrease and temperature lower.
What will occur is oil leak in T/C system ?
@ If oil is leaked into the air system the cooling surface are covered with oil which are insulated &
cooling efficiency will be reduce (ie. Scavenge temp: drop ; Exht: temp: high)
@ Also there will be deposits on the blow and blower efficiency will be reduced
@ If oil leaked into exhaust side, Carbon deposits on the nozzle & turbine blade. It cause surging,
reduces blowers efficiency and fire in the exhaust piping (uptake fire)
TC over run
Causes:
@ Happened in constant pressure turbo-charged engine
@ Caused due to fire and /or detonation of scavenge space
@ Exhaust trunk fire due to accumulation of leaked or excess LO and unburned fuel
Effects:
@ TC bearings, casing damaged
@ ER fire
Prevention:
@ Scavenge space regular cleaning
Compiled by Min Zar Tar
Reference for Marine Engineers
@ Exhaust gas pipe regular cleaning
@ Maintain complete combustion of fuel
@ Liner, piston and rings, fuel vales, cylinder lubrication, maintained in good order
@ Avoid operating ME under reduced load for long term
TC Vibration
@ Unbalanced
@ Bearing defects
@ Deposits in nozzle ring
@ Impingement
@ Surging, Scavenge Fire, Overloading
TC Balancing
@ Static balance
@ Dynamic balance
CHARGE AIR COOLER
v Charge air coolers are fitted in supercharged engines to reduce the temperature of the air
between the turbocharger and the engine inlet manifold, causing increased air density at lower
temperature.
v Increased air density will rise scavenge efficiency and allow a greater mass of air to be
compressed; more fuel to be burned giving an increase in power.
v The engine is maintained at safe working temperature and the lower compression temperature
reduces stress on piston, piston rings and cylinder liner.
Effect of inter cooling the charged air
Advantages
The effect of cooling reduces the scavenge air temp and increase the density of air delivered
to the cylinders, thus increasing the power out put delivered by the engine. It can increase the output
by about 10%.
Cooled scavenge air reduces cylinder and exhaust gas temperature at a given power level
and these temperatures thus remain within the acceptable limits.
Air Cooler Fouling and its effect on Engine
When air coolers become fouled, less beat will be transferred from the air to the cooling water.
This is indicated by temperature changing in the air and cooling water and pressure dropping of the
air passing through the cooler. The amount of change will depend on the degree and nature of the
fouling.
v The symptoms of air-side fouling are as follows:
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
B Decrease of air temperature difference across cooler.
B Increasing of air pressure drop across cooler.
B Rising scavenge air temperature.
B Rising exhaust gas temperature from all cylinders.
B A smaller rise in cooling-water temperature across the cooler.
v The symptoms of cooling-water side fouling are as follows:
B Rising scavenge air temperature.
B Reduction in the difference of the air temperature across the cooler.
B Reduction in the temperature rise of the cooling water across the cooler if the fouling is on
all tubes.
B Rising exhaust gas temperature from all cylinders
B Increase in the temperature of the cooling water if fouling or choking materially reduces the
amount of water flow.
Purpose of Drain Corks on the air side of the Air Coolers
I To check the tightness of the air cooler against water leakage from the cooling side.
I To drain off any condensation that may occur in the cooler.
Note: The cocks should be regularly used at sea and left open in port what the engine is shout down.
Attention to Exhaust Gas Silencer
I The internal spaces and the baffle plates of exhaust gas silencers become fouled after a period
of service.
I The dirt on the baffle plates increases the back pressure on the engine exhaust system, and
must therefore be cleaned off at regular intervals so that the back pressure is kept at a minimum.
I The silencers are fitted with doors at the sides or bottom of the silencer outlet casing to facilitate
cleaning.
I Accumulations of dirt are dangerous. If the dirt ignites, burning carbon particles and sparks may
be discharged with the exhaust gases from the funnel.
Compiled by Min Zar Tar
Reference for Marine Engineers
LUBRICATING OIL
Function of a lubricant *****
01) Separate entirely the working surfaces, thus reducing static and dynamic friction to a
minimum and preventing wear.
02) Remove heat, generated either within the bearing or from an out side source, preventing
overheating, seizure and possible breakdown.
03) Protect against corrosion
04) Flush away contaminants.
05) Dampen noise.
06) In some case; act as a sealant.
Properties of crankcase lube oil
(a) Viscosity (Suitable) (b) Viscosity index (Hight)
(c) Pour Point (low) (d) Flash point (high)
(e) Oxidation stability (f) Carbon residues (low)
(g) Total acid number (TAN) + Total basic number (TBN)
(h) Detergency (i) Dispersancy
Viscosity
@ A measure of its internal resistance to flow.
@ Viscosity of oil changes with temperature, falling when temperature rises and vice versa.
@ Crankcase L.O – 130 to 240 seconds, Redwood No-1 at 60 °C.
@ For cylinder oil, viscosity is 12.5 – 22 Cst
Viscosity index (VI)
(1) The rate of change of viscosity of an oil in relation to change of temperature.
(2) Low viscosity index has greater change of viscosity with change in temperature than the oil of
high VI.
Good crankcase oil = VI scale is 75 to 85.
For cylinder Oil, VI is 85
(3) Highest VI of mineral oils is about 115 and with special additives, this may be raised to about
160
(4) Hydraulic oils, used in remote control hydraulic circuits must have very high VI; otherwise
erratic response to the controls can be troublesome (Telemotor hydraulic system oil has VI of
110)
Pour point
(1) It’s the lowest temperature at which an oil will barely flow.
(2) Pour point indicates that oil is suitable for cold weather or not.
(3) Pour point of engine crankcase should be -18°C
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Cloud Point
B It is a temperature at which waxes begin to form.
B The figure is important because as the wax crystallizes there is always a possibility that filters will
become clogged with the wax crystals.
Flash point ? ***
It is the lowest temperature at which the oil will give off a sufficient inflammable vapour to
produce a flash when a small flame is brought into the surface of the oil.
Close flash point for crankcase LO is around 220°C.
Why flash point is important ?
FO It is important, fuel oil flash point is to be fairly high because of they were low,
there would be a possibility of fire in storage.
LO Engine crankcase oil flash point should be as high as possible to prevent
crankcase explosion.
(For safe storage) to limit the oil storage tank heating temperature at least 14 °C lower than
its F.P prevent fire.
Average Closed Flash Points
Petrol = -20 °C 70cSt Fuel Oil = 71 °C
Paraffin = 40 °C Lube Oil = 220 °C
Diesel Oil = 65 °C
TAN and TBN
It is the neutralization value of used engine lube oil.
The ability of an oil to react with a base reagent which indicates the acidity expressed as TAN.
The ability of an oil to react with acidic reagent which indicate the alkalinity expressed as TBN.
Expressed intern of milligrams of potassium hydroxide (KOH) required to neutralise one gram of
sample oil for both TAN and TBN.
TBN for an oil used for
≥ Crosshead type diesel engine crankcase is 8mg KOH/gram of oil.
≥ For trunk type engine using heavy oil is 30mg KOH/gram of oil.
What type of engine are using high TBN and why ?
At trunk type engine using heavy fuel oil if blow pass occur incomplete combustion products
reach directly into the crankcase and may cause the contamination with acid easily. Thus in this type
of engine to neutralize the acid contamination must be used high TBN oil.
Detergency / Dispersancy
It is a chemical compound called detergent which has property of preventing the deposition of
carbonaceous deposit and wash away with the lube oil.
01. Deposits occur in engine crankcase or ring zone, due to semi-solid precipitation from LO.
02. High temperature effect accelerates the rate of such deposition.
Compiled by Min Zar Tar
Reference for Marine Engineers
03. To reduce formation of such deposits, oil is treated with Detergent/Dispersant Additives, for
keeping the system clean and trouble-free.
04. When using conventional mineral oils, these deposits block exhaust passage and prevent free
movement of piston rings.
05. Addition of Detergent Additive prevents deposition of such deposits and washes them away with
LO.
06. By addition of Dispersant Additive, tiny particles are carried in colloidal suspension, and
dispersed evenly throughout the bulk of oil.
07. Detergent/Dispersant Additives are complex chemical compounds, such as metallic based
Sulphonates, Phosphonates, Phenates and Salicylates.
Cause of lube oil film breakdown
v Viscosity: Higher the viscosity greater the tendency towards hydrodynamic lubrication. So, drop
in Viscosity causes to oil film breakdown.
v Relative speed: Higher the relative speed greater the tendency towards hydrodynamic
lubrication. So, drop in relative speed leads to oil film breakdown.
v Bearing load: Increase of bearing load can cause failure of oil film.
v Bearing clearance: Larger clearance causes excessive end leakage and bearing knocking
sound, This impulsive loading increases pressure between the surfaces and can cause boundary
lubrication and possible seizure could result.
Oil flow α (clearance)3
v If the clearance comes down by two times, the oil flow comes down by eight times seriously
affecting bearing performance.
Prevention of oil film breakdown
v Use high viscosity index oil to maintain viscosity within close range at high temperature differential.
v Maintain constant speed operation
v Should not overload bearing.
v Use correct grade elf tube oil for correct machinery.
v Amount of lubricant should be as per recommendation.
v Bearing clearance should be optimum
Types of Lubrication
Hydrodynamic - Full fluid film lubrication.
Boundary - Thin film lubrication
Hydrostatic - Thick film lubrication
Elasto-hydrodynamic - Thin film or square film lubrication.
Hydrodynamic lubrication
Hydrodynamic lubrication is said to exist when the moving surfaces are separated completely by the
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
pressure of a continuous unbroken film or layer of lubricant. The load is taken completely by the oil
film.
v The basic of hydrodynamic lubrication is the formation of oil-wedge of lubricant between surfaces.
When the journal rotates, it creates an oil tapper or wedge between the two surfaces, the
pressure build up with the oil film supports the load
v Hydrodynamic lubrication depends on the relative speed between the surface, oil viscosity, load
and bearing clearance
v In hydrodynamic lubrication the oil film thickness is greater at inlet than outlet, pressure at inlet
increases quickly, remains fairly steady having a maximum value a little to the outlet side of
bearing centre line and then decreases quickly to zero at outlet.
v Thickness of film 0.025 – 0.10 mm.
v Lubrication for Journal Bearing, Bottom End Bearing, Tilting Pad Thrust Bearing
Film thickness and pressure distribution in
journal bearing operating under hydrodynamic conditions
Essential factor effecting the establishment of hydrodynamic lubrication ? *****
01) Viscosity of oil - the higher the viscosity the more readily will the fluid film be formed.
01) Load acting on the bearing - the higher the load the more difficult it is to achieve fluid
film lubrication.
02) Surface smoothness of moving parts
03) Speed of rotating - the higher the speed the easier it is to form the fluid film.
04) Continuous LO supply
05) Bearing clearance, bearing length and pin diameter.
06) There must be convergence between fixed end and moving surface.
Typical Bearing Pressures:
Crank pin bearings 91 bar (Max)
Top end bearings 138 bar (Max)
Compiled by Min Zar Tar
Reference for Marine Engineers
Guide shoes 5 bar (Max)
Michell thrust bearing 30 bar (Max)
Hydrostatic lubrication
The hydrostatic lubrication, is essentially a form of hydrodynamic lubrication, a from of thick film
lubrication, the metal surfaces are separated by a complete film of oil but instead of being self-
generated, the separating pressure is supplied by an external oil pump.
v Example: X-head pin or gudgeon pin bearing. In crosshead bearing, load is very high and the
motion is no-continuous as the bearing oscillation is fairly short; thus hydrodynamic lubrication
can not be achieved. Under such condition, hydrostatic lubrication offers advantage. The oil is
supplied under pressure at the bottom of the bearing. The oil pump pressure is related directly to
the load, the bearing clearance and thickness of the oil film required, but usually in the order of 35
- 140 kg/cm2.
Boundary lubrication
Ï It exists when a full-fluid film lubrication is not possible.
Ï The sliding surfaces are separated by only a thin film of lubricant.
Ï High friction between the surfaces and some degree of metal to metal contact occurs
Ï Lubricant oil film decreases, until asperities of mating surfaces touch
v The oil film thickness is so small that oiliness becomes predominant factor for boundary
lubrication,
v Example: - Guide and guide shoe.
B During starting and stepping period at the journal bearing,
B Piston ring and cylinder liner at TDC / BDC position when piston direction changes &
relative speed is very low.
v Condition of boundary lubrication:
B High load Oil film can get ruptured.
B Low speed Prolong operation of the engine at low speed can damage the bearings
because full separation between shaft and bearing do not take place.
B Low viscosity lubricant This results in thin film between bearing and shaft
B Insufficient clearance ¨ Oil flow through the bearing gets affected resulting high bearing
temperature and lower lubricant viscosity.
B Rough surfaces ¨High points of bearing and shaft come in contact.
B Misalignment between bearing and shaft ¨ Some of the bearings get overloaded resulting
in poor lubrication,
B Irregular surfaces
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Elasto-hydrodynamic lubrication
(1) Applies to line contact or nominal point between rolling or sliding surfaces, such as rolling
contact bearings and meshing gear teeth.
(2) Thin film or squeeze film lubrication limits metal to metal contact.
(3) Elastic deformation of the metals occurs, and there is effect of high pressure on the lubricant.
Use of additives in Lubricating Oil
These are chemical compounds, which are added for various purposes, mainly they are
added to improve protection to the machinery and to increase life of lube oil. Additives are two types:
Physical Modifiers
Physical modifier additives aid in the oil's performance and lubricating ability.
R Viscosity Improvers
R Friction Modifiers
R Antifoam agents
R Oiliness and Extreme Pressure Agents Pour Point Dispersant
Chemical Modifiers
Chemical modifier additives extend the usable life of oil and provide protection from engine
deposits by controlling contaminants.
R Detergents
R Dispersant
R Antioxidant
R Corrosion Inhibitors
R Anti-Rust Formation
Viscosity Index Improver
This is added to help maintain the viscosity of the oil as near constant with temperature variation as
possible.
Antifoaming Additive
When air is entrained into the oil, this could be due to low supply head or return lines not
running full, etc.., foaming could result which can lead to break down of the load carrying oil film in
bearings.
An antifoam additives are silicone polymers. They attach themselves to small air bubbles, forming a
Compiled by Min Zar Tar
Reference for Marine Engineers
weak spot in the bubble. The-small bubbles then join into larger bubbles which rise to the surface and
release their air.
Oiliness and Extreme Pressure Additives
These additives are added to reduce friction and wear under most severe load condition and
where oil film is difficult to maintain. They may form chemically, with the metal reaching welding
temperature, a film which has a lower shear strength than the base metal, hence welding and tearing
of the metal is prevented. These additives would be important during the running in and at starting
and stopping of engine. Other additives could include emulsifying and demulsifying agents, tackiness
agents and metal deactivators.
Pour Point Depressant
Added to keep oil fluid at low temperatures. The additive coats wax crystals as they form
when temperature is reduced preventing the formation of larger crystals.
Detergents
These keep metal surfaces clean by solubilising oil degradation products and coating metal
surfaces, due to their polar nature, hindering the formation of deposits. They also neutralise acids.
Antioxidant
v When oil comes in contact with hot engine components it tends to oxidise.
v Oxidised molecules of oil set up a chain reaction promoting more oxidation.
v Oxidation rate doubles for approximately every 7°C rise in temperature and at temperatures
above 80°C approximately oxidation rapidly reduces the life of the oil.
v Viscosity usually increases due to oxidation products and some of the products can help to
stabilise foam, thereby preventing the formation of a good hydrodynamic layer of lubricant
between the surfaces in a bearing and reducing the load carrying capacity.
v Oxidation products cause lacquering on hot metal surfaces; they form sludge and possibly
organic acids which can corrode bearings.
v Anti-oxidants stop the chain reaction and stabilize the oil.
v Oil + Heat + Air B Oxidation
Corrosion Inhibitor
v An alkaline additive is used to neutralize acidity formed in the oil and in the case of cylinder
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
lubricants for diesel engines to neutralize sulphuric acids formed from fuel combustion. This
additives increases the Total Base Number [TBN], preventing rusting of steel and corrosion of
bearings
Anti-Rust Additives
v Water is introduced in to the oil through combustion process and condensation. During shut down
period water can cause rust formation on bearing journals and cylinder liner etc.
v Rust inhibitors act to form insulating film on components in contact with water.
v Additives used in modern diesel engines have less ability to tolerate water. Thus a small amount
of water in tube oil can cause additive depletion ["drop out"].
Significance of oil viscosity and oiliness in forming a lubricating film between moving
parts
Viscosity: The higher the viscosity the greater the tendency towards the hydrodynamic lubrication. If
a layer of fine thickness of oil film exists without material contact, then friction is determined by
viscosity of lubricant. If viscosity is too high, fluid friction will significantly increase.
Oiliness: Oiliness is a form of bond between molecules of lubricant and material surface in which the
lubricant is absorbed by the material. The absorbed film is very thin and once formed is very difficult to
remove, Oiliness becomes the predominant factor for the boundary lubrication. If oil layers of the film
is only a few molecules thick, then oiliness is the main factor.
State the effect of temperature on oil viscosity and how it is controlled.
v Viscosity and temperature is closely related for oil.
v If the temperature increases the viscosity of oil reduces.
If the temperature decreases, the viscosity of oil increases
v Viscosity is controlled by
Maintaining temperature, Putting additives.
Preventing contamination Changing oil when viscosity changes 5%.
Viscosity increases with oxidation and levy oil and reduces with diesel oil contamination.
CONTAMINATIONS AND TESTS
The care of system oils essentially means controlling of the contamination levels to minimum
which will undoubtedly occur during service.
The system oils care consists of:
(01) Regular and proper use of Filters and Centrifuges
(02) Frequent use of Renovating tank
(03) Monitoring of oil condition by routine analysis.
Compiled by Min Zar Tar
Reference for Marine Engineers
Contaminants in LO
(1) Water:
Causes
①. Owing to condensation of water vapour in crankcase.
②. Leakage from cooling water system for cylinder or piston.
③. Leakage for the sump tank heating steam coils
Effect
(1) Promotes Microbial degradation [Reduce centrifuging efficiency, promote local pitting and
corrosion]
(2) Promotes thickening of an oil
(3) Reduces lube oil properties, and TBN of oil
(4) Promotes formation of an Emulsion
(5) If contaminated by Sea water
5a) Accelerate oil oxidation (tend to form organic and inorganic acids)
5b) Promotes corrosion (Tend to corrode machined surfaces and thereby increase the
roughness of bearing journals and piston rods, etc.)
5c) Tend to form tin-oxide on white metal and tin aluminium.
(6) Combined with sulphurous products of combustion to form Sulphuric Acid, in trunk engine.
(7) Can cause corrosion on M/C parts.
Remedies
# Proper purification with minimum throughput
# Batch purification if heavy contamination
Maximum allowable % of water in LO
For crosshead engine, < 0.2 % is satisfactory
If water content exceed 0.5 ~ 1.0 % , immediate action should be taken
If > 1%, engine can be damaged
For trunk type engine, < 0.1% is satisfactory
If > 0.5 %, immediate action should be taken and
It is maximum permissible content
(2) Fuel Dilution:
Causes Poor atomization of a fuel injector and back leak through the fuel injector
p/p plunger and barrel.
Effects Fuel dilution usually diesel oil.
Lower viscosity and low fresh point
Lower viscosity LO reduces this properties ( e.g load carrying capacity )
Lower fresh point will case crankcase explosion.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
(3) Oxidation Products:
①. Mineral oils react with oxygen in air and form oil-soluble organic acid, lacquers, resin and
sludge, depending upon temperature and degree of contact with air.
②. Accelerated by contact with copper and iron, which act as catalyst.
(4) Fuel Combustion Products:
①. Mainly acids and incompletely burnt fuel form sludge and deposits.
②. Inorganic acids from combustion of high-sulphur residual fuel.
(5) Foreign Mineral Matters:
①. Rust and scales from storage tanks and pipes, etc.
②. Dust from surrounding atmosphere.
③. Wear debris from lubricated surface [not entirely hydrodynamic], and from corrosion of
cylinder liner.
(6) Biological contamination:
①. Associated with ‘wet oil’ caused by leakage from cooling system.
②. It causes formation of organic acids, sludge and additive depletion, corrosion of shaft and
bearings.
③. If happened, complete oil change may be necessary, thorough sterilisation and cleaning out
of cooling system, and leakage to be stopped.
④. Addition of biocides to both oil and water, helps.
Symptoms
« Persistent demulsification in lube oil system.
« Rancid or sulphite smell
« Increase acidity
« Rapid filter plugging
« Rapid corrosion of newly machined surfaces
« Rapid growth in engine coolant system
« Brown/grey/black deposits on pins and journals
Symptoms of LO Contamination
« Increased Sump sounding (severe SW contamination).
« Change in pressure and colour (Emulsification of oil, with water and residues of treated
cylinder oil from diaphragm or scrapper box leakage).
« Change in pressure (Reduction in viscosity and flash point, due to fuel oils.)
« Frequent choking of filters due to sludge formation and Additive depletion, due to biological
contamination.
« Darkened oil colour and yellowish colour film on surface, pungent smell & sludge formation,
due to microbial degradation.
Compiled by Min Zar Tar
Reference for Marine Engineers
« Particles of rust and scales, mostly ferrous, trapped in magnetic filter (Corrosion of shaft and
bearings, due to water, fuel combustion products.)
« Wear debris, and welding spatter trapped at magnetic filter (Contamination of foreign mineral
matters.
Cause, Effect and Corrective Action
1. Change in viscosity:
Cause:
a) Fuel contamination ± Viscosity increases due to HFO and viscosity decreases due to DO
contamination
b) Contamination of insoluble.
c) Oxidation ± Increases viscosity.
d) Contamination by other lubricant È Due to accidental topping up of wrong grade of lube oil
e) Less quantity of tube oil in circulation
Effects:
a) Unable to form a lubricating film and losing the lubricating property.
b) Increase in friction and wear and bearing damage.
c) Over heating due to break down of tube oil film.
d) Acid corrosion occurs if contaminated by high sulphur content HFO.
e) Contamination with diesel oil reduces the flash point.
Corrective action:
a) Preheating of lubricating oil.
b) Purifier efficiency reduces contamination of insoluble and water.
c) Sufficient quantity of lube oil in circulation
2. Drop in alkalinity:
Cause:
a) High sulphur content of fuel [contamination with fuel oil and combustion products in x-head
engines].
b) High lube oil contamination.
c) TBN value of new oil is different.
d) Water contamination.
e) Less quantity of lute oil in circulation
Effects:
a) If TBN is reduced, it will be unable to neutralize sulphuric acid and corrosive wear takes place in
different engine parts i.e. piston, piston rings, liner etc.
Corrective action:
a) If system capacity below 200 litres, replace the oil.
b) If system oil capacity above 200 litres, replace sufficient oil to restore TBN to above minimum
value.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
c) Maintain fuel system correctly, so that fuel does not find its way to crankcase.
d) Top up at short intervals and in small quantity.
e) Prevent water leakage.
3. Microbial degradation
R Microbial degradation is a process whereby microorganism increases in number and decomposes
a hydrocarbon fuel or lubricant eventually rendering it unfit.
R Infestation at early stage may not be harmful but incase of severe infestation, corrosion within
machinery parts may arise.
R Complete oil change is necessary.
Indication:
a) Creation of sulphurous gases, having similar smell to bad eggs (Pungent smell).
b) Dark colour of lubricating oil and tends to become opaque, with a milky appearance.
c) Plugging of tube oil filter due to thick sludge (Sludge formation).
d) Inability of the centrifuge to separate water from the oil due to the creation of stable emulsion.
e) Build up of yellowish colored film inside the crankcase and the polished steel surfaces.
Cause:
a) Presence of water together with other favorable environmental conditions including temperature,
acidic condition of oil, nutrients [some additives in-case of lube oil].
b) If free water is present in crankcase, micro-organisms may grow, at oil water interface
Effects:
a) Break down of bearing lining alloy.
b) Corrosive attack, in the form of pitting on bearing and bearing journal,
c) Destroying lubricating oil property.
Corrective action:
a) Brocades and fungicides can be used to kill and prevent the spread of microorganisms.
b) Preheating the lube oil during continuous separation treatment to a temperature as recommended
by supplier.
c) Prevent leakage of cooling water into system oil.
d) Improve TBN value.
4. Increase insoluble:
Cause
a) Insoluble products of combustion from
B Piston ring blow by in trunk piston engines.
B Leakages through defective stuffing box in cross bead engines.
b) Oxidation and thermal break down of oil itself-gummy products.
c) Metal-wear products from engine parts.
d) Rust corrosion products.
e) Impurities from air.
Compiled by Min Zar Tar
Reference for Marine Engineers
Effects.
a) Increased viscosity of oil, so oil film may break and metal to metal friction may occur.
b) Scoring on liner, bearing, journal and crankpin.
c) Lose of lubricating properties.
d) Filters will be choked.
Corrective action:
a) Correctly operated centrifuge keeps insoluble at 1%.
b) Check operating condition of centrifuge, gravity disc and throughput. Check for water before and
after purifier, this indicates separating efficiency.
c) Carry out batch purification.
d) Check lube oil filters, fuel combustion, fuel pump, fuel injectors, turbocharger, compression and
firing pressure
e) For oil cooled piston, monitor inlet and outlet temperature. Overheating causes degradation and
oxidation. .
f) Obtain advice from oil supplier, system oil may have to be improved by adding fresh oil or replace
in -extreme case.
5. Oxidation:
Cause:
a) When lube oil comes in contact with hot engine, the circulation changes the fundamental chemistry
of oil and oxygen compounds formed.
b) Oxide molecules of oil set a chain reaction promoting more oxidation.
c) Oxidation rate is double for approximately every 7 °C rise in temperature and above 80 °C
approximately; this rapidly reduces the life of oil.
Influenced by:
a) High temperature.
b) Presence of catalyst i.e. Cu, rust, sludge etc.
c) Less oil in circulation.
d) Not continuing circulation after stopping.
Effects:
a) Oxidation causes lacquering i.e. oxidation combine with corrosion products and contaminants lead
to hard deposit over piston, piston sing grooves and skirt.
b) Increase viscosity, so possibilities of lube oil film breakage.
c) Increase foaming and prevents hydrodynamic lubrication.
d) Above 80 °C, oxidation rapidly reduces the properties of lube oil.
Corrective action:
a) Maintain enough quantity of tube oil in the system for circulation.
b) Continue circulation for several hours after stopping.
c) Maintain proper oil temperature in the system.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
6. Fresh water and sea water contamination:
Cause:
a) Purifiers: Leaky water seat valve or supplying washing water.
b) Heating coil leaks.
c) Cylinder liner cooling water leaks.
d) Piston cooling water leaks.
e) Bilges leak, manholes and sounding gauges leak
f) Lubricating oil cooler leaks.
g) Condensation of moisture if sump tank temperature falls below 20 °C.
Effects:
a) Reduction in load carrying capacity of oil film, leading to bearing damage and in extreme case
crankcase explosion.
b) Easy passages of stray electric current leading to pitting of crankpin and journal.
c) Promotion of bacterial infection.
d) Water emulsified with highly alkaline additives resulting in TBN depletion during centrifuging.
e) Damage to paint of crankcase with painted interiors.
Corrective action:
a) Centrifuge the oil with 1/3 throughput at 80 - 90 °C.
b) Test sample for water content before and after lubrication
c) Batch purification every six months.
d) In case of gross contamination, batch purification is given immediate priority.
e) Find and stop leakage.
With reference to lub oil, list 4 types of contaminants, which are called insoluble
and state their sources.
Four types of contaminants, which are called insoluble and their sources are:
①. Insoluble products of combustion from
B Piston ring blow by in trunk piston engines.
B Cylinder oil leakages through defective stuffing box in cross bead engines.
②. Oxidation and thermal break down of oil itself-gummy products.
③. Metal-wear products from engine parts.
④. Metal / Rust corrosion products.
⑤. Air borne contaminants like sand, rust etc.
State the minimum limit of insoluble in circulating oil
a) The insoluble are usually stated at:
b) Benzene insoluble: These are solid contaminants and their maximum limit is 1 %.
c) Pentane insoluble: The maximum limit of pentane insoluble is 2%.
d) Pentane insoluble - Benzene insoluble = Oxidation of oil [Degree of oxidation].
Compiled by Min Zar Tar
Reference for Marine Engineers
REMOVAL OF CONTAMINANTS
Filtering - Removed large oil insoluble matter
Gravity separation - Heavy matters, sludge and water
Adding special additives - Reduce acids, sludge, finer oil insoluble matter
Centrifuging - Sludge, foreign matter and water
Water washing - Only for straight mineral oil or oil without additives, can
remove acids.
Water washing
①. It can be carried out on straight mineral oil but not for detergent / dispersant type oil
②. The purpose is to remove acids, salts and other impurities from the oil.
③. Water should be injected before purification at a rate of 3% to 5% of oil flow.
④. Oil temperature should be around 75˙C and water temperature about 5˙C higher than oil
temperature.
How do you make batch purification ?
@ Firstly take the immobilization permit from the port authority.
@ The entire oil charge should be pumped by the purifier or by main circulation p/p into
renovating tank.
@ It should be allowed to settle for at least for 24 hours with heating about 60°C (60°C).
@ Water and sludge should be drained out periodically.
@ Cleaned the interior of the sump tank and carefully examined.
@ The oil should be passed through the purifier at its optimum efficiency and than pump
back into the sump tank.
@ When sump tank empty, its interior should be cleaned and examined.
When periodic batch purification make ?
ÿ If the oil is suspected from containing strong acids,
ÿ High insoluble contents due to poor combustion or water due to leak cooling system.
ÿ It is also made at least once a year when cleaned and examined for sump tank.
What will you do if LO is contaminated with FW or SW ?
(1) Batch Purification must be done
(2) Renovating Tank heating and regular draining
(3) For SW contamination, Water Washing is required
(4) Sump to be opened and thoroughly wipe out.
If LO is contaminated with SW
1) When sump oil is contaminated with SW, find sources of leakage (may be from LO cooler during
ME stopped) stoppage and rectified
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
2) In port or while ME is stopped, transfer contaminated oil through purifier or transfer pump into
Renovating Tank, settled for at least 24 hours at about 60°C, and water and sludge drained out
periodically
3) Oil passed through purifier at 78°C with optimum efficiency, and pump back to Renovating Tank
4) When sump tank is empty, interior cleaned and examined
5) Purified oil sent to laboratory and tested
6) During this time, new oil should be used
7) Oil should be reused, if lab results recommended that it is fit for further use. (Straight mineral oil
3% water washed. Additive oil1% water washed)
LO TEST ONBOARD
Tests carried out on used diesel crankcase oil
①. Viscosity {changes caused by dilution with fuel oil}.
②. Closed flash point {changes caused by dilution with fuel oil}.
③. Insoluble
④. Water content
⑤. Acidity.
(1) Viscosity determination
ÿ Viscosity and closed flash point will fall by fuel oil contamination.
ÿ Changes in these values are a measure of dilution, and up to 8% contamination can be
tolerated.
Three Tubes Rolling Ball Viscometer:
01) Assume that system oil is SAE 30.
02) One tube filled with minimum safe viscosity, SAE 20.
03) One tube filled with maximum safe viscosity, SAE 40.
04) Last tube filled with test sample.
05) All tubes placed in warm water, until at same temperature.
06) All tubes placed on tilted board and inverted, so that internal hollow balls rise to surface, with
different time taken.
07) If time taken for test sample is between upper and lower limit oils, this sample oil is fit for
further use.
r If the viscosity is reduced this could be due to dilution by distillate fuel.
r Heavy contamination due to carbon and oxidation would cause the viscosity to increase, as
would contamination by heavy fuel oil.
r If variations in viscosity of 30% from initial viscosity are encountered the oil should be renewed.
Another method
①. Four equal used drops of oil: one used, one of the same grade unused, one with higher viscosity
and one with lower viscosity than unused oil are placed in a line along the edge of an aluminium
plate.
Compiled by Min Zar Tar
Reference for Marine Engineers
②. When sufficient time has elapsed so that they are all at room temperature, the plate is inclined
from the horizontal and when oils have run down about 7.5 cm, the plate is returned to the
horizontal.
③. By comparing the distances traveled by the sample of used oil with the three reference oils an
estimation of viscosity is possible.
(2) Insoluble Content
ÿ Insoluble are soot, dust, metallic particles, asphaltene, oxidation products, and products of
deterioration.
Blotter Test:
01) Single drop of sample oil is released from a given height onto a sheet of Special Filter Paper.
02) The result is compared with Standard Test Paper, of similar oil with known varying insoluble
content.
03) Test oil should be below the upper limit:
Upper limits of insoluble are: 1.00% to 1.5% for Straight Mineral Oil,
5% for Detergent/Dispersant type Oil.
(3) Water , Dispersiveness and other contaminants by
Crackle Test:
01) Pour a known amount of sample oil into a test tube.
02) Hold the test tube over small spirit lamp, shaking it while doing so.
03) If there is no crackling, the oil is dry.
A slight crackle indicates a trace of water.
A heavily crackle indicates diluted with water heavily.
A drop of oil is placed on to blotting paper and the shape, colour and distribution of the spot gives
indication of oil condition.
r An irregular shape indicates water is present in the oil.
r A uniform distribution of contaminants indicates good dispersiveness of oil. If they are
concentrated at the centre of the oil spot, dispersiveness is poor.
r If the colour of theoil spot is black, heavy contamination is the cause.
(4) Acidity Determination
01) Tested by extracting the acids from sample oil, by means of shaking with known amount of
distilled water, in a test tube.
02) Acidic extract is placed on a watch glass, with Indicator Solution of known strength.
03) The mixture is drawn into a glass tube, and compared with Colour Standards, each
representing a known pH value. Sample can be determined quite accurately.
Another method is:
A drop of indicator solution is placed on to blotting paper and this is followed by a drop of
sample oil placed at the centre of the drop of previous absorbed indicator.
If the change of colour is Red, it is acid
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
If blue/green, it is alkaline.
If yellow/green, it is neutral.
Foreign Particles Test
This can be done by either Spectrochemical analysis or Ferrographic analysis or Ferrographic
analysis, each giving particle size less than 10 uM to 100 uM range depending on the tests applied.
The most powerful technique is Inductively coupled plasma atomic emission spectrometry
(ICP OR PES), which uses a direct spray technique to determine the wear and contaminant elements
present in the oil. This technique will in the main only detect the particles below 10 uM size.
In ferrographic test, the sample is thinned first with some solvents and allowed to pass slowly
down a slide surrounded by powerful magnetic field.
Then it is examined by special microscope with red and green filters under lights. The shape
of the particles is used to identify the source of the wear debris.
The advance ferrography method was added to the PFA (Progressive Fast Analysis)
programme where all samples pass through the combination of two machines, a particle quantifier
(PQ) and a rotary particle depositor (RPD). These test measures the induced magnetic moment of
debris as deposited on a substrate or contained within a specific volume of liquid.
These machines provide accurate test by rotating the metal particles and then separating into
three different sizes, Theses three bands of particles are examined by very powerful microscope to
determine the type of materials and shape.
If more detailed examination is necessary, the debris may be subjected to a scanning electron
microscope.
How oxidized oil is identified on board and laboratory?
Due to oxidation of lubricating oil, viscosity increases but film strength decreases.
(a) Onboard ship:
R Oxidation can be checked by using blotting paper without any dark mark
R Oxidized oil gives uneven spread of oil with deep mark at the centre.
(b) In laboratory:
R The oxidized oil is checked by using benzene and pentane.
R Equal pacts of the oil samples en diluted with benzene and normal pentane.
R As oxidized oil is only soluble in benzene and not in pentane, he difference in the amount of
insoluble is the indication of the degree of oxidation
R Pentane insoluble - Benzene insoluble = Oxidation of oil [Degree of oxidation].
R Maximum allowable oxidized oil is 1%
L O sampling procedure to send for LO test
The sample should be drawn with oil circulation with the system such as a test cock on the
discharge side of the LO oil pump.
Compiled by Min Zar Tar
Reference for Marine Engineers
Before taking the sample oil sufficient amount of oil should be drain out to clear the line.
The sample is filled into the chemically cleaned container after it is rinsed with the sample oil and
immediately closed.
The container should be attached 1) engine type 2) engine running hours 3) LO running hours
4) fuel used 5) draw off point and 6) date of taking sample 7) brand.
Sampling Procedure
Draw samples from a connection that comes directly out of the main oil supply line to the
engine. Always sample for the same point. Sample only when the oil is up to its operating temperature
with the engine running.
Depending upon the draw off point, sufficient amount of oil should be drained out of the line
prior to drawing the sample. The sample should be filled into a chemically cleaned container after it is
rinsed with sample oil and immediately closed. The container should be attached with a label as
follows:
Records for Sample
(1) Date of sample drawn
(2) Point of sample drawn
(3) Type of oil
(4) Type of machinery use
(5) Temperature of sample drawn
(6) The period of time since the last renewal of oils.
Avoid
Sampling form places where the oil may be stagnant or have little or no flow, such as:
[ Sumps
[ Auxiliary smaller pipelines
[ Purifier suction or discharge lines.
[ Drain cocks of filters, coolers etc.
Sampling while engine is stopped
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Action concern with L.O ÿÿÿ
How to maintain L.O on board ******
(1) L.O onboard test is carried out regularly.
(2) Regular cleaned L.O line filter.
(3) L.O purifier should be run during ship is in sea
(4) Maintain L.O purifier performance
(5) Periodic batch purification must be carried out & cleaned L.O sump tank once a year
(6) Maintain L.O temperature within receptacle limit
(7) Maintain good L.O cooler efficiency
(8) Keep good fuel combustion system
Action of L.O temperature abnormally high ********
(01) Inform bridge & reduce engine speed Ï Quick response
(02) Check engine overload or not (Exhaust temperature, fuel rack,..)
(03) Check L.O sump & L.O cooler & L.O purifier temperature (set value)
(04) Check L.O sump tank heating valve.
(05) Shut L.O cooler by-pass totally after stopping (or) too high temperature not fall
(06) Clean L.O cooler
(07) Check sump tank heating coil leakage
(08) Make L.O onboard test (esp Viscosity)
(09) Check L.O piping system leakage or blockage
(10) Make (inspection & check bearing clearance & loosing attachment
(11) Check ampere (or) load when turn the turning gear
Action when increase L.O level
(01) Check piston cooling system (water)
(02) Check L.O purifier (gravity disc is correct or not) [L.O purifier water outlet sight glass]
(03) Check filling valve from storage tank
(04) Check L.O cooler/although oil pressure is greater than S.W pressure.
Action when decrease L.O level
(1) Check rate of decreasing if slowly decrease, fill up L.O and find the leakage without stopping
engine
(2) If rapidly decrease, inform to bridge and stop the engine. Find the leakage and repair. Possible
leakage points:
(2a) Bed plate crack (check engine room bilge)
(2b) Piston cooling L.O system (check scavenge space & under piston space {entablature})
(2c) L.O cooler & L.O purifier
(2d) All pipes and connection
(3) Check L.O return valve from crankcase to sump tank close or not
Compiled by Min Zar Tar
Reference for Marine Engineers
(4) Check oil scraper rings & stuffing box
Action when decrease L.O pressure
1. Start stand by pump
2. Change & clean L.O filter
3. After engine stopping, check bearing clearance and L.O pipe connection
4. Check L.O pump discharge & suction pressure
5. Check L.O temperature
Adjusting Lube Oil Purifier for Optimum Purification
Y Fig. Below shows the variation of throughput rate of Lube oil continuously bypassed to the
purifier against the quantity of impurities in the system.
Y The optimum purifier throughput rate is approximately one third of the maximum purifier
throughput rate and it should be capable of dealing with the system oil content about twice
every 24 hours.
Y Maximum throughput would be used in the event of massive water contamination of the tube oil
Y Under normal operation, it is recommended that after shutting down the main engine the purifier
should be kept running for about 12 hours in order to minimize corrosion due to acid vapours
condensing as the engine cools down.
Effects of excess lubrication
1). Fouling of ring grooves and resulting ring zone deposits.
2). Consequently, loss of gas sealing effect and blow by follows.
3). Fouling of scavenge space and scavenge fire follows.
4). Also affecting combustion process.
5). Leading to breakage of piston rings
6). Fouling of exhaust system and turbocharger.
7). Increase consumption.
Effects of reduce lubrication
1). Promote wear of liner and rings
2). Overheating of local area resulting micro seizure due to lack of boundary lubrication.
3). Consequently major damage to piston and cylinder liner.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
How to check correct amount of lubricator feeding ?
Checking by open scavenging drain (little coming out O.K) at sea.
In port: Check the liner is wet or not (thin layer wet O.K)
Oil has to not collect at the scavenge space.
How do you do lubricator quill overhaul ?
01) Remove nut on lubricator quill (L.O connector)
02) Take out lubricator quill fitted directly to the cylinder without passing through the jacket cooling
space.
03) Remove lubricator quill (L.O outlet side)
04) Take out spring and non return ball valve.
05) Clean all parts in diesel oil.
06) Check non return valve for occur.
07) Check spring tension.
08) Place the non return valve and spring into the lubricator quill then tighten out.
09) Fit the lubricator quill to the cylinder tighten the nut.
10) After fitting the lubricator quill, It is operated by hand at the same time check the cylinder liner
wall for sufficient oil come out.
Why flash point is important ?
FO It is important, fuel oil flash point is to be fairly high because of they were low,
there would be a possibility of fire in storage.
LO Engine crankcase oil flash point should be as high as possible to prevent
crankcase explosion.
(For safe storage) to limit the oil storage tank heating temperature at least 14陈陈C lower
than its F.P prevent fire.
Why magnetic fitter is fitted on LO system ? Where fitted ?
@ To prevent pump damage due to ferrous metal particles.
@ Screw p/p used in LO oil system is working in very fine clearance thus to prevent entering
the small ferrous particles into the p/p.
@ Magnetic fitter is fitted prior to the main circulation LO p/p.
What will be happen temp: is lower than pour point ?
The oil can not freely flow thus effect the pumping system (lubrication system)
Why viscosity is important ?
FO Low viscosity is required for fuel in order to obtain good atomization at fuel valve.
LO LO must be chosen which has a suitable viscosity for the working temperature for
efficient lubrication.
Compiled by Min Zar Tar
Reference for Marine Engineers
Why cooler is installed after filter ?
It is more effective to filter the hot oil, as pressure drop through the filter is less and filter is
more complete.
Difference in Cylinder oil and System oil
@ Cylinder oil is detergent / dispersant oil
@ System oil is straight mineral oil
L.O. for Crankcase Viscosity 130 – 240 Sec. Redwood No. 1 at 60'C.
VI 75 – 85 Pour pt. – 18'C Closed flash pt.220'C
TBN (trunk type) 30 mgKOH/gm of oil
TBN ( X-Head Type ) 8 mgKOH/gm of oil.
Filling LO to Sump
y Minimum requirement 0.8 Ltr / HP
y With Piston Cooling 1.5 Ltr / HP
y Without Piston Cooling 1.0 Ltr / HP
Maintenance of LO.
Ï Purification
Ï Filtering
Ï Testing frequently (Acidity, Contamination, Viscosity, Detergency/Dispersency)
Ma in p urpose of cy l i nder lubr ic a ting o il
a) To separate the sliding surfaces with an unbroken oil film.
b) To form an effective oil film between piston rings and liner surface to prevent blow-past of gases.
c) To neutralize corrosive combustion products and thus protect cylinder liner, piston and piston
rings from corrosive attack
d) To soften deposits and thus prevent wear due to abrasion.
e) To remove, dissipate and cause the loss of deposits to exhaust, hence preventing seizure of
piston rings and keeping engine clean.
f) To cool hot surfaces without burning.
Characteristics of cylinder liner lubricating oil of large engines burning heavy fuel oil.
a) The essential properties of a good cylinder oil for the above mentioned engine are:
b) It must reduce sliding friction between rings and liners to a minimum thereby minimizing metal to
metal contact and factional wear.
c) It must possess adequate viscosity at high working temperatures and still be sufficiently fluid to
spread rapidly over the entire working to form a good absorbed oil film
d) It must form an effective seal in con on with the piston rings preventing gas-blow-by.
e) It must burn clearly, leaving as little and soft deposit as possible.
f) It must effectively normalize the corrosive effects of acids formed during combustion of fuel
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
having high sulphur content Alkalinity).
g) It must effectively prevent the build up of deposits in the ring zone (detergency/dispersency).
h) Anti-oxidation property is required to prevent formation of oxygenated compound.
i) Flash point of oil should be higher than 238 °C.
j) Storage stability. Stable at all ambient temperature and will not separate or deteriorate in long
time storage.
Characteristics of lubricating oil of medium speed engines burning heavy fuel oil.
In medium speed engine, the cylinder is oven to the crankcase. The contaminants of
crankcase oil by combustion products require the oil to be different in character. Generally, the
lubricant must be: Viscosity: Create and maintain effective lubrication between moving component.
a) Anti-oxidant: To work satisfactorily under high kcal and thermal load.
b) Alkalinity: To neutralize acid products during combustion period [30 ~ 40 TBN].
c) Detergent /Dispersant: To keep running components clean and transport solid contaminants.
d) Maintain effective sealing between the rings and liner to prevent blow-by.
Timed lubrication
1) Lubricators of each cylinder are synchronised with engine to provide timed lubrication
2) Cylinder oil is fed; at the time when top two piston rings pass the oil feed points, in the cylinder
during piston upstroke [4/S and 2/S Uniflow engines]
3) Loop scavenge Sulzer RND engine use accumulator system of timed lubrication
4) Accumulator provides constant oil pressure, which is greater than scavenge air pressure, with
uniform supply at every period around TDC and BDC positions.
5) In this way, oil is delivered to quill, only when low pressure and temperature prevails on running
surface of cylinder liner.
6) 8 supply points at top, and 1 point for scavenge and 1 point for exhaust ports at bottom
Timed lubrication has little merits, because
1) It requires very rapid injection of oil at correct time, with correct amount, and pressure
2) It is discharging through very small bore; with long pipes to various oil feed points
3) Having a non-return valve at the top of lubricator, hence it complicates the timed injection
4) The hot combustion gases tend to carbonise the oil, and block the orifices.
Lubricator Quill
Lubricator quills are arranged around the periphery of the cylinder liners and connect cylinder
lubricators with oil feed points in the cylinder liners.
Requirement of lubricator *****
a. Must be capable of delivering regularly every stroke a quantity of oil against moderate
pressure
b. Must have a wide range of adjustment
Compiled by Min Zar Tar
Reference for Marine Engineers
c. The quantity of discharged oil per strike should be clearly visible
d. Can be operated by hand
When they supply L.O to engine
Lube oil be fed to the piston at the time when the top two piston rings pass the lubricating
holes in the cylinder during the pistons upstroke.
State why modern engines have adapted two rows of lubricating oil quill?
v Some modern large engines have adopted two rows of lubricating oil quill.
v Some oil is injected through the top row of lubricating quill at the top of liner to neutralize adds
formed during combustion.
v The majority of cylinder oil through the lower quill set to ensure complete oil wetting the liner
surface for proper lubrication.
How cylinder lubrication feed rate measured and adjusted?
I The cylinder oil feed rate is measured by determining cylinders oil consumption for a specified
time. The cylinder oil consumption burette is a useful means of checking the oil consumption of
individual lubrication box; the box is filled with oil.
I The volume between the two internal discs is 1/2 liter.
I Calculation time is typically 3 ~ 10 minutes depending upon, oil consumption rate and the speed /
power of the engine.
I The adjustment is done by varying the stroke length of cylinder lube oil pump and means are
provided for varying the stroke of the pump.
State why high TBN lubricating oil used.
v TBN (Total Base Number) indicates the alkalinity of lubricating oil i.e. how much acid the
lubricating oil can neutralize.
v Diesel engine burning low grade of fuel shows a high rate of liner wears because of low-grade
fuel with higher sulphur contents. This high sulphur content lead to corrosive wear to the liner
surface.
v As a remedial measure alkaline lubricating oil is used to protect the liner surface against corrosive
attack by neutralizing the sulphur derivative compounds during the combustion.
v The graph shows the effect of alkalinity of cylinder oil on liner wear rate. With high alkaline oil, the
wear rate is reduced. [1 TBN equivalent to 1 gmKOH/kg of oil]
Locate ME LO sump and its fitting
It is located under the engine in the ship double bottom and surrounded by cofferdams.
It consist of 1) level gauge 2) man holes 3) air vent pipe 4) sounding pipes 5) heating steam coils
6) suction pipe and 7) valves for LO p/p and purifier.
Design feature of Sump Tank to promote oil dean: mess
The followings are the features of engine sump, which promote oil cleanliness:
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
a) Normal size 1.2 ~ 1.5 litres/kW of engine size.
b) Maximum lube oil is maintained at 75 ~ 80 % capacity of sump.
c) Designed for all engine oil to circulate through the system, stagnant pockets of oil are avoided,
whole content of oil takes part in circulation.
d) Purifier takes suction at the dirtiest point of the sump. Main engine return is considered to be
dirtiest. Thus the purifier is in the vicinity of engine return oil and discharge is far apart from
suction.
e) Purifier discharges clean oil near main lube oil pumps suction.
f) Forward and aft air vents are provided for de-aeration.
Why large quantity of engine system oil is kept as reserve?
I Large quantity of system oil kept as reserve because in case of gross-contamination of system oil
6H
by water or fuel, the entire system oil can be clanged
I In this case, sump tank can be cleaned or checked for cracks or source of leakage.
I After that, sump can be refilled with fresh reserve oil and start up the system
Explain the hazard of maintaining very low quantity of engine system oil.
a) The amount of system oil depends on the type of engine. It should be 1litre /BHP and lub oil
should not circulate more than 15 times/hr.
b) If very low quantity of system lube oil is maintained in circulation, function of lubrication will be
disturbed
c) Less amount of lube oil in circulation causes rise in temperature, thus reducing the viscosity
leading the boundary lubrication due to decrease in oil film thickness.
B Insufficient time for de-aeration and it accelerates the process of oxidation of oil. Due to
oxidation: Lubricating oil properties are lost
B Forms sludge and at high temperature sludge adhere to metal surface
B Formation of acids/ corrosive attack
B Increases the viscosity of oil.
e) Increase in friction, wear, beat, corrosion, contamination and noise; and it reduces engine
performance to critical and in extreme case total shut down of engine operation.
f) Also other properties of lubricating oil will be lost sooner as the additives will deteriorate faster.
Describe how the liner should be run-in to prolong life ?
R Run-in is the running period of engine after the replacement of liner and piston rings or both.
R The engine should be running at low load and with additional lubrication for a certain
predetermined period so that the aspirates do not damage the finer or ring surface due to high
friction. Without it, the life of liner and rings reduced drastically.
R The running in procedure should be started with mineral oil at maximum cylinder oil feed rate.
R Then gradually change over to medium alkaline oil 15 TBN and then high alkaline oil 70 TBN.
R Checking liner, piston rings, condition of ports, combustion space, if found satisfactory, the feed
rate of cylinder oil should be reduced gradually.
Compiled by Min Zar Tar
Reference for Marine Engineers
Acid Condensation in the combustion chamber
The cooling system must be operated so that the piston and cylinder liner temperature is not
dropped below the temperature at which the Sulphuric acid may condense on the cylinder liner.
Acid condensation depends on:
Ï The engine combustion pressure
Ï The liner temperature
Ï The concentration of the sulphur oxides
Ï The humidity of the intake air.
So, to help the lubricant in neutralising the acid, the engineer must ensure that the temperature of the
scavenge air should be maintained in accordance with the manufacturers' recommendation.
Too low a scavenge air temperature will result in condensation with the risk of moisture entering
the cylinders;
Too high scavenge air temperature will adversely affect the combustion characteristics of the
engine.
Pitting
More a fatigue or a corrosion fatigue phenomena,
Result of too high contact pressures giving minute cracking at contact surfaces.
Emulsion
Contaminated or has deteriorated in service will not separate easily from water and may cause an
emulsion in whole or in part.
Emulsification is associated with precipitation of sludge at an increasing rate; such sludges are
formed from accretion of resins and ashphaltenes.
The oil should have a good demulsibility when new and should retain this in service.
Lacquering
Oxidation and corrosion products plus contamination products lead to deposit.
On high temperature regions hard deposits form thin lacquer layers on pistons or heavier deposits for
example on upper piston ring grooves of IC engines.
Lacquer varnishes also form on piston skirts.
On cooler surfaces sludge of a softer nature is more liable to be deposited.
Oxidation + Corrosion products + Contaminants c Deposits
Deposits + Temperature c Lacquering
Corrosion of White Metal Bearings
R White metals are tin based, i.e. they have a larger proportion of tin in the alloy than any other
metal. (86% tin , 8.5% antimony, 5.5% copper).
R In the presence of an electrolyte, corrosion of the tin can occur forming extremely hard, brittle,
stannous and stannic oxides (mainly stannic oxide SnO2).
R These oxides are usually in the form of a grey to grey/black coloured surface layer on the white
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
metal, either in local patches or completely covering the bearing.
R The hardness of this brittle oxide layer could be as high as twice that of steel and if it became
detached, possibly due to fatigue failure, serious damage to bearing and journal surfaces could
occur.
R The formation of the oxide layer is accompanied by an upward growth from the white metal,
which can considerably reduce clearance and could lead to overheating and Seizure etc.
Factors which appear to contribute towards the formation of the tin oxides are
ÿ Boundary lubrication, e.g. starting conditions.
ÿ Surface discontinuities.
ÿ Concentration of electrolyte, e.g. fresh or salt water or other contamination.
ÿ Oil temperature. ,
ÿ Stresses in the bearing metal.
Additives to the lubricating oil seem to offer some degree of protection, as does centrifuging of the oil.
Corrosion of crank pin
Causes
①. L.O. contaminated with SW or FW, due to leakage. [ When combustion products, SO₂, enter
crankcase, through blow pass ( trunk type) or defective diaphragm (crosshead type), they
react with water and form H₂SO₄ and attack crankshaft.]
②. By galvanic action, when crankcase LO is contaminated with SW.
③. Faulty purification system cause LO contaminated with FW.
④. Piston cooling system, leaking into crankcase.
GREASE
I Grease is essentially a material used for lubrication of moving parts of machinery.
I It is generally made from a lubricating oil and a metallic soap. The soap acts as a thickening
agent and is dispersed in the oil; the resultant grease may be semi-fluid or solid.
I Semi-solid lubricant of a high viscosity mineral oil and metallic soap with a filler.
I Soaps are compounds of a medal base: calcium, sodium, aluminium etc. with faddy acids
obtained from animal or vegetable.
I Fliers are lead, zinc, graphite, and molybdenum disulphide. Fillers enable grease to withstand
shock and heavy loads.
Function of grease
a) Will stay put.
b) Will lubricate.
c) Will act as a seal.
d) Useful for inaccessible parts.
Application of grease
a) Calcium soap greases are water-resistant and have a melting point of about 95°C and are
Compiled by Min Zar Tar
Reference for Marine Engineers
suitable for low speeds
b) Sodium soap have a high melting point about 200°C are suitable for high speeds but emulsify in
water,
c) Aluminium soap greases have high load carrying capacity.
d) Greases are used in electric motor bearings, roller and ball bearings and in application not easily
accessible such as rudder bearings.
7H
CENTRI FUGE
Marine centrifuges can usually be set up to operate in two modes such as clarifier or purifier.
y When operating as clarifier, there is only one outlet which is for fuel oil, which is arranged to
separate finer solid impurities form the oil.
y When operating as a purifier, there are two outlets for discharge such as for oil and for water,
which is arranged to separate water and solid impurities form oil.
The present there are two types of centrifuges existing on board ships. They are:
a) Alcap centrifuge and
b) Conventional centrifuge.
Gravity disc
The gravity disc is important part of purifier, which set the location of the oil, and water
interface line, which is variable according to the maker’s design.
Choose the correct size of gravity disc
1 can choose it. Separation temperature 2. density of oil at this temperature 3. desired
through put of oil and by using of nomogram .
Paring disc
It is a stationary impeller mounted in a chamber at the neck of the bow.
It function is convert the rotating energy into a pressure head.
Compare purifier and clarifier
Purifier Clarifier
a. Remove water and suspended a. Remove finer and lighter particles
Solids particles from oils from oil
b. Two outlets water and clean oil b. one outlet for clean oil
c. Gravity disc on top c. No gravity disc only sealing ring
d. Blind disc on the top of disc stack d. Blind disc at bottom.
e. Sealing water required e. Sealing water not required
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Change purifier to clarifier
@ Open up the purifier and set the blind disc at the bottom of the disc stack.
@ The water outlet is blocked by a seal on the gravity disc.
@ Blank off the sealing water inlet line.
Change purifier from H.O to D.O
@ Replace the gravity disc, which is smaller than the heavy oil
@ Open heater by pass vale.
@ Closed the F. O heater steam in/out valves.
@ Open heater drains v/v.
Remarks. Pure D.O purifier cannot change to H.O, it has no heater.
Pure clarifier cannot change to purifier, it has no water outlet.
ALCAP Centrifuge (ALCAP = Alfa Laval Clarifier And Purifier)
B Alcap centrifuge can treat fuels up to a density of 1010 kg / m3 at 15 °C.
B While handling oil at different densities with this centrifuge, literally no chance of adjustment
required as they have no gravity disc.
B Temperature of oil has to be maintained at maximum allowable limit as before and throughput
minimum.
B If any problem persists regarding early filling up of bowl periphery with sludge the discharge
interval can be adjusted.
B Clean oil is continuously discharged from the clean, oil outlet, and any free water and separated
studs accumulated at the periphery of the bowl. When the sludge space is filled up, the separated
water approaches the disc and traces of water start to cape with the clean oil
B Increased water content into clean oil is a sign of reduced separation efficiency.
B Alcap system changes in the water content are sensed in the clean oil outlet by the water
transducer. The electrical signals from the transducer am continuously transmitted to and
8H
interpreted by the control unit. When the water content in the clean oil reaches a specific trigger
point the control unit determines to empty the bowl.
B This can either be through a water drain valve or with the sludge through the sludge ports at the
periphery of the bowl.
Compiled by Min Zar Tar
Reference for Marine Engineers
Conventional centrifuge
B The marine fuel oil normally only contains a small quantity of water, it is necessary to prime the
bowl each time it is run; otherwise all the oil will pass over the water outlet side to waste.
B The water outlet is at a greater radius than that of the fuel, and within the water outlet there is a
gravity disc, sometimes referred to as a dam ring, which controls the radial position of the fuel/
water interfaces.
B Correct size of gravity disc should be selected according to the density of oil. Gravity disc controls
the radial position of oil-water interface.
B If the internal diameter of gravity disc is too small, the separating efficiency will be reduced, as the
interface will be formed within disc pack. If the internal diameter is too large, the interface will
format a diameter greater than the top disc, hence the seal will break and oil will pass to waste
through the water outlet.
B Best is the biggest possible diameter gravity disc, which does not cause the seal break.
B An increase in density or, viscosity due to decrease in temperature or an increase in flow rate will
9H
move the interface outwards. So small size gravity disc is necessary in this case and vice versa.
B The optimum position of the interface is between the edge of the disc stack and outer diameter of
the top disc.
B Some centrifuges are fitted with a manually operated interface control device in order to reduce
the frequency of changing discs as a result of changing in density from different bunkering. This
device is available for centrifuges with a paring disc discharge pump for the treated oil and
consists of a pressure balanced valve fitted into the discharge line. By applying a counter
pressure to the discharge line the interface can be moved outside the disc stack without changing
the gravity disc.
Principle of Operation of the Centrifuge
v When the bowl of the centrifuge is rotated centrifugal force throws any item with a density greater
than the fuel oil density (the solid matter and free water) to the periphery of the bowl.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
v The efficiency of the bowl is increased by the inclusion of a number of discs, which have the effect
of increasing the surface area to aid separation.
v These discs are separated at a distance of 0.5 ~ 0.6 mm by a series of caulk fixed to the upper
side of the disc.
v After passing down the central passage, the untreated oil is carried by centrifugal force towards
the periphery of the bowl and then passes up through the disc stack. It is that actual separation
takes place in the channel formed between two discs.
v In this channel the velocity of the oil is greatest at the centre and zero at the disc surface.
Adjustment of Centrifuge when handling oil at different densities
B As the density of the fuel increases it becomes difficult to maintain the correct interface position
for optimum results in a purifier. The generally accepted density limit is 991 kg/m3 at 15 °C.
B If the fuel density is greater than this value, the density difference between the fuel oil and fresh
water is so small that the hydraulic equilibrium in the bowl becomes unstable. This means that
any small changes in oil temperature, viscosity or flow rate will cause the oil/water interface to
fluctuate leading to a potential failure of the water seal and impaired separation efficiency.
Explain the factors which govern the limit particle size in a large bowl centrifuge
CF = Centrifugal Force, W = Flow, R = Resultant
R W
CF R W
CF
Throughput High
In the centrifuge actual separation takes place along the discs in the-disc stack Each particle,
solid or liquid, two forces act upon passing between twos discs. 'One force is due to flow (w) acting
parallel to the disc towards the centre and the other is centrifugal force (CF) directing to the periphery.
The resultant force will direct the particle to wards the underside of the upper disc. It will be collected
there and slide down to the periphery of bowl.
As the force (CF) will be constant for a particular centrifuge the force due to flow (W) is the
main factor which governs the limit size particle if the through put is high, as shown in the figure, the
resultant force will cause the particle pass through without separation. In this case, comparatively
larger particles will be separated out. If the throughput is loss; the particle size removed will be smaller.
Viscosity
R High viscous fuel will create high viscous drag force on particles thus governing limit particle size.
Compiled by Min Zar Tar
Reference for Marine Engineers
R To obtain optimum cleaning, it is of the almost importance that the centrifuge is operated with as
low a fuel act viscosity as possible and that the fuel oil is allowed to remain in the centrifuge bowl
for as long as possible.
Multidisc provided
@ To separate the liquid into thin layer & create shallow settling distance between discs.
@ Improving separation of oil from heaver liquids & solids particle
Cause of excessive vibration on purifier
@ Sludge too much
@ Foundation damper & spring failure
@ Bearing failure
@ Worn gear
@ Uneven wear of frictional clutch
@ Motor speed too high or too low
Explain purifier over flow
1. Incorrect purifier disc size (inside diameter too large)
2. Too low fuel oil temperature
3. Too much rate of throughput
4. Too much sludge inside the bowl
5. Low speed (rpm) of bowl rotation
6. Sealing water failure
7. Operating water failure
8. Worn out main sealing ring
Why have not get enough rpm when purifier is running ?
1. Improper touching with friction clutch (worn out frictional clutch)
2. Touching with break
3. Excessive sludge in the bowl
4. Bearing failure
5. Motor running at overload
6. One phase power failure (Single phasing)
7. Sump oil level too high
8. Vertical shaft and horizontal shaft are out of alignment
How to adjust bowl high ?
By turning vertical shaft adjust screw
By shim by bowl body
Reduce purifier bowl high Oil goes through the water outlet.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Why need sealing water ?
To seal the water outlet & to prevent the overflow of oil from the water outlet.
How to select temperature of fuel inlet at purifier?
v Selection of temperature depends on gravity disc size and as recommended by purifier maker.
Water washing
y Water washing is widely used techniques to remove acids, salts, and other impurities from the oil.
y The oil must be straight mineral oils or without dispersant additive oils.
y Water should be injected into the oil before purifying at a rate of between 3 to 5% of the oil flow
that is continuously renews the water seal in the purifier bowl.
y The oil temperature should be around 75 °C and water temperature about 5°C higher than oil .It
can be done continuously or intermittently.
Steam jetting
@ By blowing steam into the engine lube oil just pair to its purification.
@ Coagulation of colloidal carbon will occur.
@ Purifier will remove this carbon more effectively.
Throughput of a purifier
The best purification result is obtained if oil is kept inside the bowl as long as possible, i.e.
throughput should be as low as possible and also more frequent desludging once every hour.
Purifier sealing water flow rate
①. When flow rate is low, water discharges only through water outlet.
②. If flow rate is high, water discharges from both water and oil outlets, so arrangements are
made to reduce flow rate.
Compiled by Min Zar Tar
Reference for Marine Engineers
COMBUSTION
Combustion process of the fuel takes place in three distinct phases.
First phase of combustion - Ignition delay period is the time-span between commencement of
injection and the start of ignition.
R The fuel emerges into the cylinder as small liquid particles, which are surrounded by hot
compressed air. They receive heat from the air and more volatile constituents of the fuel vaporize.
R During the ignition delay period a large part of the fuel charge is prepared for combustion.
R During the ignition delay, the injector continued to inject fuel and, if this has build up-a sufficient
quantity, the rapid combustion and pressure rise will be quite violent, causing detonation and
shock loading creating a noise termed diesel knock.
Second phase of combustion - Rapid/Uncontrolled combustion usually occurs just after
ignition of fuel vapour.
R After ignition commences flame propagation proceeds very quickly in the fuel vapour or air
mixture, accompanied by rapid temperature and pressure increase.
R Towards the end of the rapid pressure rise a point is reached where the rate of pressure rise
calls away quickly, and the curve flattens out towards the maximum pressure point.
R The point where the rate of pressure-rise changes near and approaching the maximum pressure
point is the end of the second phase of combustion.
Third phase of combustion - Controlled combustion is regulated by the rate at which fuel
continues to be delivered.
R Shows only a small pressure rise, as the rate is decreased due to downward movement of the
piston.
R The end of injection occurs approximately at or slightly beyond the maximum pressure point.
After- burning
- is said to occur when the third phase of combustion extends over a long period.
R It may be cause by incorrect fuel grade, bad atomization, poor or excess penetration, incorrect
fuel temperature, incorrect injection timing, insufficient air supply, or any combination of these.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
R Slow-burning, high viscosity, high density, high carbon content fuels may also cause after-
burning of a serious nature leading to engine damage.
R Effect - After-burning creates high exhaust temperatures and any cause overheating of the
engine in severe cases. Some drop in the maximum firing pressure usually accompanies this.
There is a loss of thermal Efficiency when after-burning occurs, due to a grater loss of beat to
exhaust gases and the transfer of large amounts of heat to the cooling water. There is a risk of
damage to exhaust valves and scavenge fires.
Vital aspects of combustion
The vital aspects of combustion of liquid fuel in a diesel cylinder are closely related to the
following requirements:
The specification of fuel with respect to a particular engine design in which it will be able to burn
completely and easily.
A compression ratio which will ensure spontaneous ignition of fuel at all speeds.
The shape and distribution of combustion space to effect thorough mixing of air and fuel.
Selection of spray angle, location of injector and injection pressure avoiding oil spray coming in
contact with metal surface.
Methods of charging the cylinder ensuring purity of charge air at low temperature and a degree
of turbulence to incoming air.
Selection of injection timing for a controlled pressure rise.
Atomization
- is the splitting up of the fuel into very small droplets by the fuel injector when it is injected
into the cylinder at high pressure through small atomizer holes.
B The droplet size will depend upon the size of holes and the pressure difference between fuel
pump discharge and that of the compressed air in the combustion chamber, and consequently
the size of droplets may vary over the whole injection period.
B Atomized droplets have a high surface to mass ratio giving good heat transfer from the hot
compressed air in the cylinder causing rapid evaporation and mixing.
Compiled by Min Zar Tar
Reference for Marine Engineers
B Excessive Atomization - The particles of fuel is smaller and has insufficient kinetic energy to
carry them through the combustion chamber space. The compressed air, being very dense, has
a high resistance to the motion of the particles. They tend to cluster around the fuel injector tip
and then become oxygen starved during combustion. The rate of combustion is reduced, which
may lead to after-bunting.
B Insufficient Atomization - The particles of fuel are larger and have more kinetic energy when
entering into the combustion chamber. They travel further into the combustion chamber space
and some may come to rest on the cylinder wall. This leads to a lower rate of combustion and the
possibility of after-burning. A carbon buildup occurs around the top of the cylinder liner and the
side of the piston crown.
Why fuel is required to atomise ?
V To get complete (fully) combustion of charge fuel within a short time.
V To ensure that each minute particle of fuel is surrounded by particle of oxygen
Penetration
- refers to the distance that the particles travel or penetrate into the combustion space before
mixing with the air and igniting.
B The degree of penetration depends upon droplet size [atomization], velocity leaving the injector
and conditions within the combustion chamber.
B It is desirable that fuel should penetrate into the whole of the combustion space for good mixing,
but droplets should not impinge on the internal surfaces before burning. The number of atomizer
holes and their position will decide the spray pattern.
Low Penetration
1) Less intimate mixing of air and fuel particles in combustion chamber
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
2) Fuel cluster around injector tip causing after burning
High Penetration
1) Fuel particles travel further into the combustion chamber and some may rest on the cylinder
liner and piston crown
2) Lower rate of combustion and after burning
Turbulence
- is the movement of compressed air and fuel within the combustion space before combustion
occurs.
B This may have, several cause & Swirl is imparted to the air during its entry at scavenge ports. It
may be further agitated by the fuel spray pattern and the shape and movement of the piston
crown.
B Turbulence improves the mixing of fuel and air for effective and rapid combustion. It is
particularly desirable for rapid combustion of heavy fuel in medium or high-speed engines.
Atomization, penetration and turbulence all contribute to obtain the best conditions for the
combustion of the fuel The aim is to get the particles small enough to burn in the short time available,
and evenly distributed throughout the combustion chamber so that adjacent particles do not become
oxygen starved during combustion. Penetration and turbulence contribute to evenly spaced particles
distribution.
Viscosity
- is the resistance to flow of liquid. In a fuel oil it is important when considering combustion. It
must be low enough to ensure correct atomization at the fuel injector.
B Viscosity reduces as temperature is increased, so it is necessary to heat heavy fuel oil to reduce
10H
its viscosity to about 15 cSt before atomization for combustion.
B Engine operating on marine diesel oil, the viscosity range is about 5 ~ 15 cSt at injection
temperature.
B Engine operating on heavy fuel oil, the viscosity range is about 10 ~ 20 cSt at injection
temperature.
B Overheating of fuel may lead to fouling or coking of the fuel oil heaters and injectors:
B The degree of atomization and penetration is dependent on the viscosity of the fuel. If the
viscosity is too high atomization is reduced and penetration is increased; if the viscosity is too low
atomization increases and penetration decreases.
Consequences of high viscosity fuel at low temperature
If an engine is operated with a fuel of the high viscosity type at too low a temperature the
injection viscosity will be too high. This will affect the degree of atomization and penetration.
v With a small decrease below the correct fuel temperature poor atomization and penetration will
cause after burning to occur. Further decease of the fuel temperature increases the amount of
Compiled by Min Zar Tar
Reference for Marine Engineers
after-burning.
v Eventually the point will be reached when fuel will come into contact with the piston crown, the
sides of the piston and cylinder walls, and will burn on the surfaces of these parts.
v The fuel coming into contact with the cylinder walls destroy the lubricant, and causes increased
wear. Fuel on the piston sides enters the ring grooves, forms carbon and eventually seizes the
ring in the grooves so that blow-past occurs; finally the sides of the piston burn away in localized
areas.
v While the engine will continue to operate with fuel at quite low temperatures, the consequences
are disastrous and result is very costly repair work to correct the damage.
Ignition quality
- of a fuel is, the term used to denote its ignition delay, combustion characteristics and
tendency to cause knock. It depends mainly upon the form of the hydrocarbon compounds in the fuel.
The ignition quality of a fuel is particularly important for case of starting an engine or when operating
at reduced power for long periods. It can be improved by increasing the compression ratio of the
engine or by pro heating the scavenge air.
v The most usual measure of ignition quality of distillate fuel$ is the Cetane number.
v A high Cetane number indicates a short ignition delay
v Slow speed, two-stroke engine can operate efficiently on fuels down to a Cetane number of
about 24 but medium speed, 4-stroke engines normally require a figure above 34 and high-speed
engines need higher figure.
v For residual or blended fuels the ignition quality can be expressed as a CCAI [Calculated Carbon
Aromacity lndex] value or CII [Calculated Ignition Index] value
v The lower the CCAI value the better the ignition quality of the fuel.
Cause of Dark Smoke in Exhaust Gas
Dark -colored smoke is caused in the exhaust gas of a diesel engine by unburnt carbon
particles being present in the exhaust gases owing to poor or incomplete combustion of a fuel. The
shade darkens as the amount of carbon particles in the gas increases.
v Poor combustion is usually due to faults in the fuel-injection equipment or to insufficient air
supply.
v Possible faults in injection equipment are dirty injector tips, incorrect spring pressure setting,
incorrect valve lift or incorrect timing of fuel injection pumps
v Leakages of fuel from individual fuel pimps, pipes and valves can cause imbalance of power and
overloading of the other cylinders.
v Air supply may be insufficient because of dirty air filters, faults in turbocharger, worn out inlet
valve cams or dirty scavenge ports.
Cause of Carbon formations on fuel valve nozzles
Carbon formation on any fuel valve nozzle is usually seen on fuel valve using high viscosity fuel. The
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
carbon builds up into 'petal or' trumpet' formations, which interfere with the spray pattern and cause
poor combustion resulting in smoke, high exhaust temperatures and increased fuel consumption.
v Between the fuel valve seat and the spray holes is a small space called sac; after fuel injection
the sac contains fuel which can become overheated.
v This in mild case causes some fuel to pass from the spray holes, which burns or cokes and
forms carbon around the edge of holes.
v The carbon formation gradually builds up and interferes with the spray pattern, affecting
atomization and penetration and consequently causing after-burning.
v In severe cases the lighter constituents of the fuel may boil and burn within the sac.
v Operating the fuel valve cooling service at too high a temperature causes the trouble, in which
case lowering the temperature of the coolant discharge will solve the problem.
v A secondary cause is poor closing of the fuel valve e.g. sluggish shat off which allows oil to be
bleed slowly at and towards the end of injection. If this secondary cause is present with the first,
serious combustion problems may arise.
v If the fuel valve cooling service is kept at too low a temperature, corrosion may occur on the parts
of the fuel injector having contact with combustion gases. If it is kept at too high a temperature
carbon trumpets may form on the tip around the sprayer holes.
Consequences of Fluid Catalytic Cracking (FCC] in the fuel
v The effects of any catalyst and catalytic cracking fines contained in the fuel oil passing through to
the engine causes excessive wear on the plunger and barrel of the fuel injection pump, fuel valve
needle and wide, piston rings and cylinder liner.
v Any catalyst and catalytic fines that can enter into the clearance spaces of the parts of fuel
injection equipment can lead to accelerated wear of those parts. The wear may be very extensive
in a few days of operation with FCC contaminated fuel.
v It has been notice that this abrasive material of alumina and silica content cause rapid wear of
the sprayer holes in the fuel valves & accelerated wear in the cylinder liners and piston rings.
v If the hard FCC particles enter into spaces of the running surface between the piston rings and
cylinder lines, scratches occur on the running surface even though the running-in has been
finished on the piston rings and liners, and so excessive wear is brought about on them because
normal oil film formation is hindered and scuffing and combustion gas blow-by occur.
FCC Fuel Handling: [Mitsubishi Service information]
In general, the catalyst particles containing in FCC fuel oil is almost spherical sized in
diameter of 5 ~ 150 μm. The main content is a compound of Aluminium and Silicon, and the hardness
is near grinding material and very hard in comparison to steel.
If FCC fuel oil is bunkered by any chance and the FCC fuel oil ties to be usual for the ship's
service at any rate, be sure to service the ship by keeping the following matters.
In addition, frequently check the piston rings and cylinder liners and watch their conditions.
Compiled by Min Zar Tar
Reference for Marine Engineers
①. Increase cylinder liner lubricating oil feed rate.
②. Lower cylinder cooling water temperature from 85 °C to 75 °C so as to preserve lub oil film.
③. Lower scavenge air temperature as much as possible.
④. Drain out the sludge of the settling tank and service tank strictly [several times a day].
⑤. Operate all purifiers in parallel and raise the efficiency of sludge removal by minimizing the oil
passing quantity against the capacity of one purifier.
⑥. If the fine filter is installed in the fuel oil line, do not bypass the fine filter when the fuel is
supplied to engine.
⑦. If the cylinder liner temperature observation system is installed for engine, operate the engine
while watching the system.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
AIR COMPRESSOR AND AIR BOTTLE
Use of Compressed Air
25 ~ 30 Bar
y Starting of Main and Aux. Diesel engines,
y Boiler soot blowing
4 ~ 7 Bar
y Various pneumatic tools and cleaning equipments,
y Ship's whistle.
y Life boat, pilot ladder
1.5 ~ 2 Bar
y Instrumentation and control systems.
Installation Requirements
Compressors
Ï Minimum two or more compressors
Ï Sufficient capacity to charge air receivers within one hour for atmosphere to maximum pressure
to provide.
v Six start for non reversible engine
v Twelve start for reversible engine.
Ï One emergency air compressor and receiver for dead ship condition
Air Receivers
Ï At least two air receivers with sufficient capacity without replenishment and able to provide
Ï Six starts for non reversible engine
Ï Twelve starts for reversible engine.
Pressure Relief Devices
Ï Relief valve to be fitted after each stage of compressors
Ï Relief valve to be fitted on the air receiver
Ï Relief valve or bursting disc to be lifted on inter and after coolers.
Air Temperature
Ï Limited to 93 C to prevent explosion
Ï Fusible plug or high temperature cut out provided as safety measure
Pressure Test
Ï Cylinders, cylinder covers, inter and after coolers are hydraulically tested to 1.5 times the
working pressure.
Multistage Compression
As the pressure increase, more stages are required with inter cooling due to following:
Disadvantages of single stage compressor
Ï Low volumetric efficiency
v As pressure ratio P2 / P1 is increased, volume efficiency drop
Ï High air delivery temperature, Increase in pressure ratio results in higher delivery temperature
causing
v Excess coke deposits
Compiled by Min Zar Tar
Reference for Marine Engineers
v Thermal stress
v Lubrication problem
v Explosion hazard
Ï Increased power input
v Inter-stage cooling lowers the work done in compressing air
Number of stages is governed by the required final pressure of the compressed air.
Advantages of multistage Compressors
Ï To obtain near to ideal isothermal compression, compressor is to be constructed of multistage
with inter-stage cooling.
Ï Inter-stage cooling reduces air temperature and volume after 1st stage compression, thus
increase mass of air for 2nd stage.
Ï Work done is saved and air compressor efficiency increased.
Other advantages are:
①. Easy to get high final air pressure.
②. Easy to control air temperature.
③. Easy to maintain correct lubrication / lubrication problem does not exit.
④. Better compressor balancing.
⑤. Reduction in air compressor size.
⑥. Reduced the thermal stress.
⑦. Reduction in clearance volume loss.
⑧. Improve compressor efficiency.
⑨. Due to less temperature, suction and delivery valves remain clean.
How to check Air Compressor capacity is sufficient?
_ Total no. of Air Compressors must be sufficient to fill the empty Air Bottle to maximum pressure
within 1 hour.
_ Compressor should have enough filling capacity sot that sufficient stopping time should be
provided between fillings. Must be sufficient to start at least -
v 12 consecutive starts: È reversible engine.
v 6 consecutive starts: È non-reversible engine.
Volumetric efficiency
It is the ratio of the actual volume of air drawn in each suction stroke to the stoke volume.
Actual volume of air drawn in suction stoke
Volumetric efficiency =
Volume of air for stoke volume
Volume of air discharged as free air
Volumetric efficiency =
Swept volume of L.P. piston
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
Free air is air at atmosphere pressure and at 15°C
Volumetric efficiency refer to low pressure piston
Free Air Delivery, FAD
e Capacity of Air Compressor is stated in terms of [ m³/ hr ].
e Volume of air actually discharged in 1 hour that would occupy if expanded down to atmospheric
pressure and cooled to atmospheric temperature.
Factors Affecting Volumetric Efficiency
1) The bumping clearance (the larger the bumping clearance the less air is discharged per stroke)
2) Sluggish opening and closing of suction and delivery valves
3) Leakage past compressor piston rings.
4) Leakage suction or delivery valves.
5) Leakages of air from compressor parts and jointing, e.g. intercoolers, cylinder cover joints, pipe
joints, mountings, etc.,.
6) L.P inlet air temperature too high
7) Inlet cooling water temperature too high
8) Insufficient cooling water owing to fouling of coolers
9) Throttling or air intake due to –
a) Dirty intake filter
b) Insufficient suction valve lift
c) Strong suction valve spring
Clearance Volume (Bumping Clearance)
This is a clearance must be provided between the piston top and the cylinder head when the
piston is top dead centre. It must be kept as small as possible for achieving the best compressor
efficiency.
@ To prevent mechanical damage to the compressor.
@ To provide for thermal expansion and
@ To provide necessary space for valve operation.
ÿ High bumping clearance reduces volume efficiency of compressor, Reduces compressor
capacity and increase discharge air temperature
ÿ Bumping clearance is effected by bearing wear and gasket thickness
ÿ Low bumping clearance can cause mechanical damage
ÿ Bumping clearance must be checked after overhauling
ÿ Clearance volume is about 6 % of swept volume.
Compiled by Min Zar Tar
Reference for Marine Engineers
Air Compressor Components
Air Filter
e Material - felted cloth or paper being slightly oil coated, woven copper wire (Metal gauze) or
nylon strands,
e Remove contaminants from air to prevent
È Dirt and dust as abrasive wear of piston rings, valves
È deposit on valves can become hot and source of ignition
e Very Dirty filter or muffling a filter will cause –
b Results in large pressure drop
b Reduction in suction pressure
b Air has to be compressed over higher range, Increase in discharge temperature
b Danger of coke deposit
b In extreme case, discharge air temperature may exceed flash or auto-ignition
temperature of L.O resulting in an explosion
« As a safety against explosion, air temperature is limited to 93°C. Fusible plug (121°C) or a high
temperature cut out (93°C) is provided on compressor.
Suction & Delivery Valves
y Low inertia automatic valves which operate on low pressure differential.
y Material used for
G Valve seat – 0.4% carbon steel hardened & polished working surface
G Valve plate – Nickel steel, chrome vanadium steel or stainless steel, hardened and
ground & polished
G Spring – Tempered hardened steel
y Usually of same type, only differences are spring load and the valve lift
y Excessive lift causes impact and valve breakage
y Late closing of valve affects volumetric efficiency
y Coke deposits make valves –
G Leaky and sticky
G Causing overheating
G Reduce volumetric efficiency
Valves Leaking
Valves can leak and finally fail. Valves may fail owing to wear and fatigue, insufficient
of over-lubrication, presence of foreign particles, oil decomposition and excess valve lift.
Effects of Valves Leaking
First stage suction
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
1) Reduce air delivery
2) Reduce second stage suction pressure
3) Increase running time
4) Unload the compressor
First stage delivery
1) Reduce delivery
2) Increase discharge temperature
3) Less air drawn in due to high pressure air leaking back into the cylinder
Second stage suction
1) High pressure in suction line of 2nd stage
2) High temperature in suction line of 2nd stage
3) Reduce delivery
4) Increase running time
Second stage delivery
1) Increase suction pressure in2nd stage
2) Reduce delivery in 2nd stage
3) Increase delivery pressure from 1st stage È Back pressure from air bottle
Compound Valves, why used in Air Compressor ?
①. Give large area of opening and small amount of valve lift.
②. Improve Volumetric Efficiency, as valve open and close in minimum time.
③. Reduce bumping clearance.
④. Reduce wear and tear.
What would be affect of suction valves of an air compressor having too much lift ?
The valve will be late in closing and this would reduce the volumetric efficiency of the
machine .The valve too much lift reach at the end of their travel will grater force and therefore are
more liable to break.
Pistons
ù Trunk type piston is used in single acting compressor
ù Tandem piston is used in multistage compact design
ù Aluminium alloy material is used for
v Good friction properties
v High strength with low coefficient of thermal expansion
ù Piston rings material is alloyed cast iron
ù HP piston rings are made thicker
Bearings
V Thin shell type in modern compressor
Compiled by Min Zar Tar
Reference for Marine Engineers
V Requires L.O pressure above 2 bar
V Conventional thick shell can run even at 1.0 bar
Crankshaft
D Usually forged carbon steel integral with counter weight
D Cast steel being fatigue prone is not used.
Inter coolers & After coolers
Multi Tubular
r Copper tubes expanded in brass tube plates with allowance for expansion of tube nest
r Cast iron casing with bursting disc to protect against sudden over pressure
r Drain pocket to remove on moisture
r Relief valve to protect against over pressure on air side
r In case of lube leakage, leaky tube is plugged / replaced.
Single Coil Type
Y A single long copper coil is used
Y Casing is protected by bursting disc
Y In case of coil leakage complete replacement of coil is required.
Advantages of inter cooling of air compressor
To avoid excessive temperature rise associated with higher compression ratios, and to
approach isothermal compression.
Reduced air temperature, volume and increased air density for next stage and also reduced
the compressor size.
Due to less temperature suction & delivery valves remain cleaner without being fouled with
carbonized oil.
Volumetric efficiency is increased.
It can avoid a danger of an explosion takes place in compressor cylinder.
Due to reduced temperature give better lubrication for cylinder and piston rings
Water and excess oil can be drained out, preventing fouling of Intercooler and pipes, Air
Bottle corrosion, and starting airline explosion.
It also enables to deal with a greater wt of air for the same energy expended.
Saving in power.
Metal stresses reduced, due to control of temperature.
Advantages of after cooler purpose
To reduce final discharge air temperature thus air bottle seize can be reduce.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
To reduce air volume after it has been compressed to the final pressure.
So greater amount of air could be stored in air bottle.
Increase volumetric efficiency
Difference between intercooler and after cooler
Intercooler
@ Fitted intermediate stages.
@ Saving in power.
@ Increase volumetric efficiency.
@ Reduce temperature for next stage and it can avoid a danger of explosion in
compressor cylinder.
@ Can provide good lubrication of the compressor piston.
@ No carbonized material form of discharge valve.
@ Moisture separation is easier through intercooler drain.
After cooler
@ Fitted at the final stage discharge side.
@ Reduce final discharge air temperature to room temperature.
@ Increase volumetric efficiency.
@ Air bottle size is smaller.
@ Moisture separation is easier through after cooler drain.
Safety Devices on Coolers
D A spring-loaded Relief valves
D A water jacket Safety valve
D Bursting discs of Brass or Lead are fitted at water side of each intercooler
D Cooler drain valves to drain moistures and oils.
D solenoid-operated unloading valves
D Fusible plugs working at about 121'C are fitted on the aftercooler discharge head only to meet
the Classification requirement for the safety of the system after the machine's outlet. (As per
M.E.P Vol.1 Part 1 by L. Sterling, The Institute of Marine Engineers) This is to limit delivery air
temperature and thus protect the compressed-air reservoirs and pipe work.
Unloder
At starting this valve must be opened, this reduced the starting torque for the machine and
clear out any accumulated moisture and oil in the system.
Y Prevents compressor to start on load
Y Some of many methods to unload compressor cylinder
Compiled by Min Zar Tar
Reference for Marine Engineers
È Throttling of suction
È Speed variation
È Changes in volumetric clearance of the cylinder
È Step unloading of cylinders in a multi cylinder machine.
È By-pass discharge to suction
È Depression to hold suction valve plates on their seats
G Fitted on each stage suction valves
G Actuated by solenoid or pilot air
Last two methods are most widely used in marine compressors.
Relief Valve
Y Fitted after each stage of compression
Y Fitted to the air connection before each intercoolers
LP Relief Valve opening:
Causes:
①. HP suction valve leaking.
②. Intercooler choked.
③. Relief valve, jammed by foreign particles, in open position.
HP Relief Valve opening:
Causes:
①. HP discharge valve, in closed position.
②. After cooler choked.
③. Relief valve, jammed by foreign particles, or spring sticking in open position.
[Relief Valves opening pressure are set at ≯ 10% above stage pressure.]
Bursting Disc
①. Fitted on the shell of Intercooler at waterside.
②. Ample Relieves pressure if the tubes burst.
③. Rolled Copper Alloy and relief pressure is set while the disc is at softest condition.
④. Material tends to hardened due to time and surrounding temperature, and set pressure also
increased.
⑤. Bursting Disc needed to be annealed, Due to heating and time expanded bursting disc is
harden to regain correct relief pressure.
Different between relief valve and bursting disc
Pressure relief valve
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
@ Excess pressure is released by opening the valve at compressor running and reseat at
when pressure reduce or compressor is stopped.
Thus cooling water can enter to compressed air space; it can cause water hammer when the
next start of compressor.
@ It opens at 10% over working pressure.
@ Valve lift is proportional to excess pressure build up.
@ Valve setting pressure can be altered by spring tension.
Bursting disc
Pressure is released totally by bursting the disc and stop operation ciucuit.
It permanently damaged.
It burst at setting pressure.
Setting pressure cannot be altered in place.
Fusible plug
When the temperature high (above 105°C) Pressure is released by melting (fusing) the
metal.
It cannot be used next time. ( permanently damage)
Release all content or pressure to empty.
Air compressor safety devices ******
« Bursting discs are fitted on the cooler shells (At water side).
« Relief valves are fitted to discharge side for every stages. (Set to lift at 10% rise above
normal stage pressure)
« Moisture drain valve (unloader) are fitted at each cooler side
« Cooling water failure alarm.
« Low L. O pressure alarm.
« Relief valve on crankcase LO pump
« Delivery air high temperature alarm on after cooler outlet (Max 93°C)
LP discharge pressure 4 bars : HP discharge pressure 30 bars.
Intercooler inlet air 130°C : Intercooler outlet air 35 °C
After cooler inlet air 130°C : After cooler outlet air 35°C
Intercooler is single pass type : After cooler, double pass U-tube type
Compiled by Min Zar Tar
Reference for Marine Engineers
Pressure Test on Air Compressor
Ï Cylinders, cylinder cover, Inter & After coolers are hydraulically tested to:
Air Side: 1.5 x max. Working Pressure.
Water Side: 4 bar or 1.5 x max. WP (whichever is greater)
Emergency air compressor
It is a small compressor independently driven by diesel engine or hand operated.
It must be fitted to press up the emergency air bottle and to start auxiliary engine of a dead ship. It has
no connection between the main air bottle.
Air-cooled versus Water-cooled compressors
AIR COOLED WATER COOLED
01. No corrosion problem Prone to crankcase condensation
02. No Intercooler fouling Fouling o intercooler
03. Hotter running machine Moderate temperature machine
04. Carboning problem Less Carboning problem
05. Heavy Noise level Noise level is lower owing to
deadening of the water jacket
06. Energy conserving since cooling Water cooling system required
Water circulating system no required
Why need minimum lubrication ?
@ To prevent carbonizing of the valves
@ To avoid loss of compressor efficiency due to sluggish action of valve
@ To avoid loss of cooler efficiency due to deposition of oil on the cooling surface
@ To prevent air line explosion, to prevent air bottle corrosion
Maintenance
How to adjust the bumping clearance ?
It can be adjusted by two ways.
@ By altering the head gaskets (cover joint ) thickness,
@ By adding and subtracting shims between the connecting rod food and bottom and bearing.
Main air compressor bumping clearance taking procedure
# Stop the compressor and (lock off) take out fuse.
# Drain the cooling water.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
# Remove the cylinder cover.
# Clean the cylinder head face and piston crown.
# Place the lead wire ball on the top face of the piston. That is larger size than expected by
clearance.
# Cylinder cover is placed on the cylinder with correct joint thickness and tightens the head
bolts.
# Turn the compressor slowly by hand over top centre so that lead wire ball is pressed.
# Then remove cylinder cover again.
# Remove the compressed lead wire ball.
# Take the measurement of lead wire thickness by using micrometer.
How do you check compressor efficiency @ running ?
a Checked by filling time with the previous record and also check the first stage discharge pressure.
If compressor efficiency is lower, compressor will run longer and compressor temperature will rise.
a First stage and second stage pressure gauge must be correct and stabled
a No escape air from suction filter
a Intercooler and after cooler outlet air temperature should not be high
a If open drain valve nothing can found
a Low L.O consumption
a Oily air mixture must not blow out from breather pipe.
Falls of Compressor Performance
(Causes of poor performance)
(01) Choked air suction strainer
(02) Leaky or sticky valves
(03) Too much L.P bumping clearance
(04) Leaky piston rings
(05) Leaky cover and gaskets
(06) Leaky drains
(07) Leaky relief valves
(08) Leaky coolers
(09) Worn crankpin or bearings
(10) Faulty capacity controller
How to maintenance air compressor efficiency ?
1. Cleaning of suction air filter
2. Adjusting bumping clearance
3. Regular overhaul the suction and delivery valve and checking bearing
4. Check the piston rings and liner
Compiled by Min Zar Tar
Reference for Marine Engineers
5. Clear the cooler drain free from deposits
6. Clean the cooler
How to start the air compressor manually ?
@ Change the switch to manual position on the switch board.
@ Check the L.O sump level and condition.
@ Open the moisture drain valve.
@ Open the compressor discharge valve & charging valve of air bottle.
@ Open cooling water system valves.
@ Turn the compressor flywheel by hand (one turn).
@ Start the motor, after draining the moisture shut the drain valve.
@ Check the motor ampere consumed.
@ Check the pressure gauge readings.
@ Frequently drain the moisture.
@ When charging full, open drain valve and stop the compressor
Air Receiver
e Total capacity of air receivers must be sufficient to give at least 12 starts for reversible engine,
and at least 6 starts for non-reversible engine, without refilling the receivers.
e There must be two identical main air receivers and one emergency bottle for every vessel.
e Fabricated from good quality mild steel with UTS 500 MN/m2 with an elongation of not less than
23% to 25%
G Having one longitudinal welded seam
G Welded hemispherical of dish at the ends with elliptical manhole door
e Must be cleaned internally and coated with paint or copal varnish
e Fitted with necessary mountings
Mountings:
①. Fusible plug; composition – Bismuth 50%, Tin 30%, Lead 20%,
Melting point: 220°F (104.4°C). Fitted at the reservoir's bottom or on reservoir at ship side,
when relief valve (safety valve) is not directly fitted on the reservoir.
②. Atmospheric relief valve; provided for back-up of fusible plug. In case of ER fire when CO₂
flooding is required, this valve is opened before evacuating ER.
③. Spring loaded safety valve; Setting pressure: 32 bar (for 30 bar working pressure),
with ≯ 10% rise in accumulation of pressure. May be fitted directly or with extension.
④. Compensation ring; When a hole is cut or machined in pressure vessel, higher stresses will
subject to the material around the hole, and to reduce this, compensation rings are fitted. It is a
flange on which a valve or fitting is usually mounted.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
⑤. Manual Drain valve or Automatic Drain valve.
⑥. Pressure gauges.
⑦. Access doors.
⑧. Main starting air valve, auxiliary starting air valve, filling valve, service air or whistle air valve.
Internal surface coating
Graphite suspension in water, Linseed oil, Copal vanish or Epoxy coating having basic
properties of anti-corrosive, anti-toxic or anti-oxidation.
Safety devices on main air bottle
@ Pressure relief valve.
@ Fusible plug.(if safety valve is not directly fitted on the bottle)
@ Pressure gauge.
@ Low air pressure alarm.
@ Moisture drains valve.
Air bottle pressure test
01) Gag the relief valve
02) Close all openings
03) Fit test pressure gauge
04) Remove filling valve and fill F.W completely
05) Air purge and connect hydraulic pump at filling line.
06) Apply pressure 1.5 times of working pressure and maintain at least 30 min
07) Check leaking points.
Purpose of drain valve (Compressor and Air bottle)
It is process to remove the accumulation of oil water and sludge from the air bottle, scavenge
space, compressor intercooler and settle and service tank.
01) To drain the water and surplus oil in the air bottle.
02) To avoid air bottle corrosion
03) To prevent staring air line explosion and sluggish & corrosions system valve.
Where is the fusible plug fitted ? Purpose ?
Fusible plug is fitted under side of the pipe between relief valve and air bottle.
It is fitted to release the compressed air in the event of abnormally high compressed air
temperature. Fusible plug melt at 105 'C and release all content of air. It is made by 50% Bismut, 30%
tin, 20% lead.
A fusible plug is fitted after the second stage cooler to limit the delivered air temperature and
thus protect the compressed air reservoirs and pipe work.
Compiled by Min Zar Tar
Reference for Marine Engineers
At what condition fusible plug is fitted main air bottle ?
Fusible plug is fitted at main air bottle, when relief valve is fitted indirectly to the air bottle. It
can cause any obstruction by human error.
COMPRESSOR LUB OILS
It must be compound oil with a rust inhibitor additive.
☯ High flash point of at least 220 'C
☯ Oxidation resistance
☯ Specific gravity about 0.94 (S.G. 0.89)
☯ Pour point less than - 5 'C
☯ Water content less than 0.1%
☯ Ash content less than 0.02%
☯ Viscosity of 4 to 8 degrees Engler
Air Reducing Valve
①. Fitted on compressed Air Bottle outlet.
②. Reduced compressed air is used for control of Reversing Mechanism in unidirectional gear
drive engines, ship whistle, automatic controls and air motors.
③. High-pressure air enters under the valve.
④. The spring, acting on the valve spindle, opens the valve and the air passes to the reduced
pressure side.
⑤. Compression given to the spring controls the amount of opening of the valve.
⑥. If the opening increases, the higher pressure obtained on other side, acts to close down the
valve to normal lift, and hence correct reduced pressure maintained.
⑦. A Relief Valve is fitted on low-pressure side to prevent excessive pressure rise on reduced air
system.
Where fitted Dehumidifier and its function.
①. Fitted at discharge side of Reducing Valve on control air line.
②. Main function is to prevent oil and condensate water passes through control air line.
Difference between Air Compressor and Refer Compressor
Air Compressor Refer Compressor
1 Reciprocating compressor. Reciprocating, centrifugal, screw or
rotary compressor.
RESTRICTED RESTRICTED RESTRICTED
Reference for Marine Engineers
2 Ordinary oil seal. Bellow type special oil seal.
3 Cooling is very important. Jacket cooling not necessary.
4 Crankcase relief valve provided; breather pipe for Enclosed pressurized crankcase. Shows
large machine. Shows direct oil pressure. differential oil pressure.
5 Open circuit system. Air is compressed in 1st stage, Closed circuit system. Vapor
cooled and compressed again in next stage and compression refrigeration cycle.
cooled again. No. of stages governed by final
pressure required.
6 If cooler drain is opened m/c is unloaded and no Unloader solenoid valve open suction
compressed air is produced. valve by gas pressure, to relief the load if
When starting and stopping, drain is opened to suction pressure drops below set value.
reduce starting torque and to remove oil/moisture
accumulation.
7 Bursting discs on coolers, at waterside to relief LP Cut-off.
pressure if cooling tube burst. HP Cut-off.
Relief valves on LP and HP stages, set to lift at 10% Oil LP Cut-off.
rise above normal stage pressure. Cylinder head Safety Valve Spring.
8 Start/Stop depends upon air pressure, and auto or Start/Stop depends upon working
manual. temperature, and automatically.
9 No need Dryer. Dryer is required.
10 Required more air to increase efficiency. Air in system reduces efficiency.
Compiled by Min Zar Tar
Anda mungkin juga menyukai
- CH2 - DKN 5162 Marine Engineering Practice and Legislation - CHAPTER 2 - BEDPLATE-1Dokumen34 halamanCH2 - DKN 5162 Marine Engineering Practice and Legislation - CHAPTER 2 - BEDPLATE-1Priya Sweetie100% (1)
- Bedplate Foundation EngineDokumen11 halamanBedplate Foundation EngineVinay Kumar NeelamBelum ada peringkat
- Southern Marine Engineering Desk Reference: Second Edition Volume IiDari EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiBelum ada peringkat
- Cylinder Lubrication Marine Engines ArticleDokumen10 halamanCylinder Lubrication Marine Engines ArticleVijay Geddada100% (2)
- Marine Motor Notes Edition 2017 by Rajesh Singh GuliaDokumen350 halamanMarine Motor Notes Edition 2017 by Rajesh Singh GuliaMARINE GURUJI89% (9)
- Crankcase ExplosionDokumen11 halamanCrankcase ExplosionGaurav Kumar SinghBelum ada peringkat
- Marine BoilersDokumen211 halamanMarine BoilersAmbuj Rawat67% (3)
- Nodular Cast Iron, and A Ram. Each Pair of Cylinders Is Tied Together Axially by A Guide Bar and Adjacent Cylinders AreDokumen10 halamanNodular Cast Iron, and A Ram. Each Pair of Cylinders Is Tied Together Axially by A Guide Bar and Adjacent Cylinders AreKr Manu100% (1)
- Griffiths Diesel EngineDokumen30 halamanGriffiths Diesel Enginesunahsuggs50% (2)
- Measuring Propeller Drop With The Help of Poker GaugeDokumen2 halamanMeasuring Propeller Drop With The Help of Poker Gaugeas100% (1)
- Important Points While Carrying Out Power Balancing of Marine EnginesDokumen5 halamanImportant Points While Carrying Out Power Balancing of Marine EnginesprabhudiwaBelum ada peringkat
- Class4 Question & Answers Ship ConstDokumen48 halamanClass4 Question & Answers Ship ConstNarine100% (2)
- How to Check and Adjust Bumping Clearance in Air CompressorsDokumen5 halamanHow to Check and Adjust Bumping Clearance in Air CompressorsAnurag KUMAR0% (1)
- How A Rotocap WorksDokumen6 halamanHow A Rotocap WorksBharatiyulam83% (6)
- Motor - Engineering - Knowledge For Marine Engineers Volume12Dokumen156 halamanMotor - Engineering - Knowledge For Marine Engineers Volume12Pradeep Msc Shipping100% (1)
- The difference between M.C.R and C.S.R ratingsDokumen2 halamanThe difference between M.C.R and C.S.R ratingsRavindra kumarBelum ada peringkat
- 20 Oral Questions and Answers For Marine Engineers: Issue 11Dokumen6 halaman20 Oral Questions and Answers For Marine Engineers: Issue 11Thiet Pham100% (1)
- Lambda Controller and Jet Assist System On ShipsDokumen8 halamanLambda Controller and Jet Assist System On ShipsSwarg VibhaBelum ada peringkat
- Rudder Fully ExplainedDokumen51 halamanRudder Fully Explainedshirishkv100% (3)
- Sea-Water Lubricated Stern Tube BearingsDokumen5 halamanSea-Water Lubricated Stern Tube BearingsfrancisBelum ada peringkat
- Starting Air System For Diesel Engine Man B&WDokumen5 halamanStarting Air System For Diesel Engine Man B&WAkshay Ankit100% (1)
- Modern Marine Engineers Manual - Vo1 1.1Dokumen330 halamanModern Marine Engineers Manual - Vo1 1.1thaclouc67% (6)
- Crankcase Explosion Casualty Investigation British ValourDokumen23 halamanCrankcase Explosion Casualty Investigation British Valoursevero97100% (1)
- Man l35mc6Dokumen375 halamanMan l35mc6Dave DumontBelum ada peringkat
- ReversingDokumen28 halamanReversingrakesh0212100% (1)
- Air Starting SystemsDokumen9 halamanAir Starting SystemslalindaBelum ada peringkat
- Marine BoilersDokumen29 halamanMarine BoilersAshish YadavBelum ada peringkat
- S50MC-C8 2 PDFDokumen345 halamanS50MC-C8 2 PDFodinshippingBelum ada peringkat
- 6EY22 Marine Auxiliairy Diesel EngineDokumen28 halaman6EY22 Marine Auxiliairy Diesel EngineRifkiHabibi100% (1)
- Crankshaft Renewing The Crankshaft On A MAN B&W Medium Speed Engine by Lifting The Engine Frame PDFDokumen5 halamanCrankshaft Renewing The Crankshaft On A MAN B&W Medium Speed Engine by Lifting The Engine Frame PDFKurupath SidharthanBelum ada peringkat
- Wartsila - Medium Speed Diesel EnginesDokumen20 halamanWartsila - Medium Speed Diesel Enginesalberto_rdBelum ada peringkat
- Stern TubesDokumen8 halamanStern Tubesweesweekwee8652Belum ada peringkat
- Marine Engineering Third Class Study Guide and Training ManualDokumen68 halamanMarine Engineering Third Class Study Guide and Training Manualreachpd100% (2)
- Comparison Design Between MC Vs MC-CDokumen16 halamanComparison Design Between MC Vs MC-Cmaninder_khasria100% (1)
- MEO Class IV Exam Guide on Steering Gear SystemsDokumen8 halamanMEO Class IV Exam Guide on Steering Gear Systemsnarendra rathoreBelum ada peringkat
- MEO Class 4 Oral QuestionsDokumen33 halamanMEO Class 4 Oral QuestionsAnkit Batra50% (2)
- PropellerDokumen15 halamanPropellerNavin Dipali100% (2)
- S80 MCCDokumen236 halamanS80 MCCAnonymous 8rb48tZS100% (1)
- Propeller ElectricityDokumen23 halamanPropeller ElectricitysoneraktasBelum ada peringkat
- Monitor and Measure Marine Engine Performance-Class 1Dokumen23 halamanMonitor and Measure Marine Engine Performance-Class 1Thusitha Dalpathadu100% (2)
- Class 2 OralsDokumen39 halamanClass 2 OralsDhawal Tandon100% (1)
- Marine Auxiliary Machinery PDFDokumen7 halamanMarine Auxiliary Machinery PDFMahmoud ElNaggar50% (2)
- Wislab Excessive Liner WearDokumen13 halamanWislab Excessive Liner WearGeorgios PapakostasBelum ada peringkat
- Alpha Lubricator PresentationDokumen42 halamanAlpha Lubricator Presentationimmyself100% (2)
- Mariners Repository - Propeller Inspection, Defects and RepairsDokumen13 halamanMariners Repository - Propeller Inspection, Defects and RepairsATT2016Belum ada peringkat
- 8DK32C英文セットDokumen168 halaman8DK32C英文セットValdoados100% (1)
- MEO Class 4B Examinations Oral Question Bank For Electro Technology and Control EngineeringDokumen8 halamanMEO Class 4B Examinations Oral Question Bank For Electro Technology and Control EngineeringShriram AryanBelum ada peringkat
- Syllabus Marine EngineeringDokumen23 halamanSyllabus Marine Engineeringheroe100% (1)
- IMP Main Engine and Aux EngineDokumen37 halamanIMP Main Engine and Aux EngineLOKIBelum ada peringkat
- Created by Ankur Sharma, Gurudayal Srivastava, Vikram Singh, Sanket TamhaneDokumen7 halamanCreated by Ankur Sharma, Gurudayal Srivastava, Vikram Singh, Sanket TamhaneSankash Sood100% (2)
- Challenge of Stern Tube Bearings and Seals)Dokumen6 halamanChallenge of Stern Tube Bearings and Seals)Vito DigeoBelum ada peringkat
- Akarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell BearingDokumen7 halamanAkarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell Bearingakarshansood100% (4)
- MAN B&W Diesel A/S Electronically Controlled ME Engine DocumentationDokumen116 halamanMAN B&W Diesel A/S Electronically Controlled ME Engine Documentationnicoletabytax100% (11)
- Man B&W Cold CorrosionDokumen36 halamanMan B&W Cold Corrosionjatin jain100% (1)
- Common Rail Fuel Injection Technology in Diesel EnginesDari EverandCommon Rail Fuel Injection Technology in Diesel EnginesBelum ada peringkat
- Marine Combustion Practice: The Commonwealth and International Library: Marine Engineering DivisionDari EverandMarine Combustion Practice: The Commonwealth and International Library: Marine Engineering DivisionPenilaian: 5 dari 5 bintang5/5 (1)
- Pounder's Marine Diesel Engines and Gas TurbinesDari EverandPounder's Marine Diesel Engines and Gas TurbinesPenilaian: 4 dari 5 bintang4/5 (15)
- Min Zar TarDokumen247 halamanMin Zar Tarjohndmariner123100% (12)
- SEPARATION THEORY - From Basic Separation To ALCAP SystemDokumen42 halamanSEPARATION THEORY - From Basic Separation To ALCAP SystemmgbouneBelum ada peringkat
- How To Select A Pump-By Majid HamedyniaDokumen72 halamanHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- Excel 2013 - Using FormulaDokumen66 halamanExcel 2013 - Using FormulamgbouneBelum ada peringkat
- Learning Java by Min LwinDokumen303 halamanLearning Java by Min Lwinmgboune100% (14)
- 450 SX-F USA 2013: Spare Parts Manual: ChassisDokumen32 halaman450 SX-F USA 2013: Spare Parts Manual: ChassischarlesBelum ada peringkat
- Bolted Moment ConnectionDokumen3 halamanBolted Moment Connectionprabhu81100% (3)
- q4 Ia Eim 9 Week 1Dokumen4 halamanq4 Ia Eim 9 Week 1Ann JennyBelum ada peringkat
- Detan Rod Systems: Faç A D EDokumen28 halamanDetan Rod Systems: Faç A D EMarlon MartinezBelum ada peringkat
- AIR Conditioner: Owner'S ManualDokumen48 halamanAIR Conditioner: Owner'S ManualMark RileyBelum ada peringkat
- Cy 600 800gii PDFDokumen92 halamanCy 600 800gii PDFArmando Rivera100% (1)
- HG8245W5 Quick Start For QR Code 04 PDFDokumen15 halamanHG8245W5 Quick Start For QR Code 04 PDFhhhBelum ada peringkat
- MHD 535 Cable Terminator Module CTM 535: Data SheetDokumen4 halamanMHD 535 Cable Terminator Module CTM 535: Data SheethorjuelagBelum ada peringkat
- Chapter 9. Aircraft Systems and Components: 9/27/01 AC 43.13-1B CHG 1Dokumen75 halamanChapter 9. Aircraft Systems and Components: 9/27/01 AC 43.13-1B CHG 1carmen solanoBelum ada peringkat
- PCB PluggableDokumen43 halamanPCB PluggableNdambuki DicksonBelum ada peringkat
- Chapter 2 Bolted ConnectionsDokumen29 halamanChapter 2 Bolted ConnectionsKishan Purohit100% (1)
- Iso 261-1998Dokumen8 halamanIso 261-1998Pippo LandiBelum ada peringkat
- Component Description: MT MFTDokumen2 halamanComponent Description: MT MFTTulioLopezJBelum ada peringkat
- Merbok Catalouge Group 2 and Group 3 Final 181019Dokumen24 halamanMerbok Catalouge Group 2 and Group 3 Final 181019Horea CordunianuBelum ada peringkat
- Electric Thrust Actuator ARI-PREMIO - Plus 2G: Data Sheet 000033 Englisch (English)Dokumen12 halamanElectric Thrust Actuator ARI-PREMIO - Plus 2G: Data Sheet 000033 Englisch (English)Annie De WildeBelum ada peringkat
- Supapurlin: Analysis and Design of Supa Purlins According To As/Nzs 4600:2005Dokumen13 halamanSupapurlin: Analysis and Design of Supa Purlins According To As/Nzs 4600:2005Zac Francis DaymondBelum ada peringkat
- Plan Check Correction ListDokumen3 halamanPlan Check Correction ListTrà My BùiBelum ada peringkat
- Instrucciones Guillotina Ideal PDFDokumen17 halamanInstrucciones Guillotina Ideal PDFJuan Sanchez GutierraBelum ada peringkat
- 1st Summative AssessmentDokumen4 halaman1st Summative AssessmentAngelina TagleBelum ada peringkat
- PIC Design 2011 CatalogDokumen292 halamanPIC Design 2011 CatalogElectromateBelum ada peringkat
- Base Plate Cal PDFDokumen5 halamanBase Plate Cal PDFMyunSu GooBelum ada peringkat
- Installer TrainingDokumen84 halamanInstaller TrainingchipoBelum ada peringkat
- Toshiba Air Con SM Ras 13 SKHP Es - S2ah EsDokumen69 halamanToshiba Air Con SM Ras 13 SKHP Es - S2ah EsHenry LingBelum ada peringkat
- PLATE Beam To BeamDokumen73 halamanPLATE Beam To BeamKutty Mansoor100% (1)
- Air Poppets: "Metric Series"Dokumen1 halamanAir Poppets: "Metric Series"Mario Allesina JuniorBelum ada peringkat
- Arm - TX Series 90 Family: CharacteristicsDokumen44 halamanArm - TX Series 90 Family: Characteristicstestnotification100% (1)
- Honeywell Sensing Micro Switch TP Rocker Product Sheet 005438 1 enDokumen8 halamanHoneywell Sensing Micro Switch TP Rocker Product Sheet 005438 1 enDavid HughesBelum ada peringkat
- CompactPro Measuring Tapes and General ToolsDokumen88 halamanCompactPro Measuring Tapes and General ToolsAsdar AsdarBelum ada peringkat
- Manual AMARILLO Drive Pump Repair Man 250 350 v0215Dokumen23 halamanManual AMARILLO Drive Pump Repair Man 250 350 v0215Widi PrasetyoBelum ada peringkat
- PARTS-1 Price List 2009Dokumen236 halamanPARTS-1 Price List 2009Sarkadi Csiszar MonicaBelum ada peringkat