Anda mungkin juga menyukai
- Aplicação Da Ferramenta Da Qualidade Servqual Para Detecção De Erros Na Prestação De Serviços Do Instituto Nacional De Colonização E Reforma Agrária - Incra Aos Assentados Da Reforma Agrária Da Região De IarasDari EverandAplicação Da Ferramenta Da Qualidade Servqual Para Detecção De Erros Na Prestação De Serviços Do Instituto Nacional De Colonização E Reforma Agrária - Incra Aos Assentados Da Reforma Agrária Da Região De IarasBelum ada peringkat
- Furadeira de BancadaDokumen40 halamanFuradeira de BancadaJOSE WERBSON SILVA100% (1)
- TCC Sobre Termo Vácuo PDFDokumen115 halamanTCC Sobre Termo Vácuo PDFLucas MoreiraBelum ada peringkat
- Trabalho - Rev FinalDokumen56 halamanTrabalho - Rev FinalVinícius AffonsoBelum ada peringkat
- Sistema de Controle Com CLP para Secagem de RoupasDokumen42 halamanSistema de Controle Com CLP para Secagem de RoupasTiago AlvesBelum ada peringkat
- TCC Igor - FinalDokumen78 halamanTCC Igor - FinalarthurblinsBelum ada peringkat
- Lean A3Dokumen100 halamanLean A3RosaliaGuedelhaBelum ada peringkat
- Ferramentas Da QualidadeDokumen69 halamanFerramentas Da Qualidadedark_angel2Belum ada peringkat
- Higienizaçao Duas RodasDokumen48 halamanHigienizaçao Duas RodasgleicianeBelum ada peringkat
- BebedouroDokumen56 halamanBebedouroraposofloripa1001 floripaBelum ada peringkat
- Proposta para Elaboração de Uma Metodologia para Análise de Ocorrências de Campo Na Área IndustrialDokumen58 halamanProposta para Elaboração de Uma Metodologia para Análise de Ocorrências de Campo Na Área IndustrialClaudemir R. SilvaBelum ada peringkat
- Emporio Dos SucosDokumen85 halamanEmporio Dos Sucoshebertcampos2106Belum ada peringkat
- O TELETRABALHO E A FLEXIBILIZAÇÃO DA JORNADA NAS RELAÇÕES DE TRABALHO - Bianca Isadora Ferreira de OliveiraDokumen56 halamanO TELETRABALHO E A FLEXIBILIZAÇÃO DA JORNADA NAS RELAÇÕES DE TRABALHO - Bianca Isadora Ferreira de OliveiraKenner LuizBelum ada peringkat
- TCC S.S.I. Sistema de Segurança InteligenteDokumen47 halamanTCC S.S.I. Sistema de Segurança InteligenteJolene KasomaBelum ada peringkat
- PN AcougueDokumen85 halamanPN AcougueFagundes JuniorBelum ada peringkat
- Rafael Henrique de Almeida: Sistemade Banho E TosaDokumen39 halamanRafael Henrique de Almeida: Sistemade Banho E TosaManuel IsaacBelum ada peringkat
- Climatização Veicular ETEC PDFDokumen66 halamanClimatização Veicular ETEC PDFWeginey LuizBelum ada peringkat
- 2019 Rodrigo Ghenodos SantosDokumen61 halaman2019 Rodrigo Ghenodos SantosRaquel Batista da SilvaBelum ada peringkat
- 5S Padronização de ProcessosDokumen66 halaman5S Padronização de ProcessosorionBelum ada peringkat
- (Ebook) - Técnicas de AprovaçãoDokumen41 halaman(Ebook) - Técnicas de AprovaçãoMatheusJoséRodrigues100% (2)
- 2018-Aplicacao Do Sistema Kanban para Gestao Dos Estoques e Reducao de Desperdicio No Restaurante Nossa VidaDokumen41 halaman2018-Aplicacao Do Sistema Kanban para Gestao Dos Estoques e Reducao de Desperdicio No Restaurante Nossa VidaJúlio César de Deus MacielBelum ada peringkat
- Projeto Pedagógico Do Curso de Secretariado ExecutivoDokumen75 halamanProjeto Pedagógico Do Curso de Secretariado ExecutivoidaportooliveiraBelum ada peringkat
- Thiago de Luna Campos - Aumento Da Produtividade em Industrias de Refrigerante Pet Atraves Da Ferramenta Seis SigmaDokumen108 halamanThiago de Luna Campos - Aumento Da Produtividade em Industrias de Refrigerante Pet Atraves Da Ferramenta Seis SigmaErivaldo MessiasBelum ada peringkat
- PPC Alimentos EJA - Versão Sem Caixas de DiálogoDokumen112 halamanPPC Alimentos EJA - Versão Sem Caixas de DiálogoDavid Lourenço MamedioBelum ada peringkat
- Plano de Negocio-Ex3Dokumen110 halamanPlano de Negocio-Ex3Myllandyson FreitasBelum ada peringkat
- 9 - Relatório Final de EstágioDokumen14 halaman9 - Relatório Final de EstágioRafael costaBelum ada peringkat
- PP Cei 02 de PlanaltinaDokumen145 halamanPP Cei 02 de PlanaltinaEducacastelo Rede de SucessoBelum ada peringkat
- Plano de NegocioDokumen90 halamanPlano de NegocioSandra FernandesBelum ada peringkat
- TCC Coca Cola PDFDokumen71 halamanTCC Coca Cola PDFNay Roberta Rens100% (2)
- Gestao de Tempo Manual Do Aluno PDFDokumen50 halamanGestao de Tempo Manual Do Aluno PDFOlegário NetoBelum ada peringkat
- 5 S - Thiago Jose Wisenteiner PDFDokumen118 halaman5 S - Thiago Jose Wisenteiner PDFaavbtBelum ada peringkat
- Escola Tecnica Imperador Relatorio Finalizado IldenesDokumen54 halamanEscola Tecnica Imperador Relatorio Finalizado IldenesAnderson Maicon De SouzaBelum ada peringkat
- Relatório de EstágioDokumen57 halamanRelatório de Estágiodamimec100% (1)
- Relatorio EstagioDokumen40 halamanRelatorio EstagioNajuliaBelum ada peringkat
- TCC - Jobe Lucas Machado RamosDokumen61 halamanTCC - Jobe Lucas Machado RamosCleber GomesBelum ada peringkat
- Desenvolvimento de Sistemas 2022 1 Rayaneassisdealmeida SistemadecontroleparaescolademusicaDokumen34 halamanDesenvolvimento de Sistemas 2022 1 Rayaneassisdealmeida SistemadecontroleparaescolademusicaPatrick de Oliveira ManzoBelum ada peringkat
- Escola Técnica Imperador - Relatório Finalizado IldenesDokumen54 halamanEscola Técnica Imperador - Relatório Finalizado IldenesLívia Leal100% (2)
- Bengala EletrônicaDokumen64 halamanBengala EletrônicaGabriel Velasques0% (1)
- 2019 EstanislauJacomeDantas TCCDokumen136 halaman2019 EstanislauJacomeDantas TCCYgor MeloBelum ada peringkat
- Dissertação - Elrick de Oliveira Lourenço - 2019Dokumen65 halamanDissertação - Elrick de Oliveira Lourenço - 2019knohotj dfqqlqywyuxBelum ada peringkat
- TCC-A RevisadoDokumen48 halamanTCC-A RevisadoKennedy RibeiroBelum ada peringkat
- MONOGRAFIA DO CAFÉ Rev1Dokumen41 halamanMONOGRAFIA DO CAFÉ Rev1rodrigoBelum ada peringkat
- Aline Dos AnjosDokumen71 halamanAline Dos Anjosasta contatoBelum ada peringkat
- DS - Gestão de Carreira (2022)Dokumen56 halamanDS - Gestão de Carreira (2022)ninho nickBelum ada peringkat
- Nooes de Ajustagem de BancadaDokumen91 halamanNooes de Ajustagem de BancadaLucas GabrielBelum ada peringkat
- Projeto Final TST - Pronto 2Dokumen201 halamanProjeto Final TST - Pronto 2Maciel PontesBelum ada peringkat
- Técnicas de Montagem de MóveisDokumen96 halamanTécnicas de Montagem de MóveisManinho123Belum ada peringkat
- 2012 Ariadne Rosa Dal Molin SilvaDokumen66 halaman2012 Ariadne Rosa Dal Molin SilvaRodrigo LacerdaBelum ada peringkat
- PROINTER II Relatório FinalDokumen24 halamanPROINTER II Relatório FinalJulia BeatrizBelum ada peringkat
- Projeto SerralheriaDokumen48 halamanProjeto Serralheriaandrejhonys100% (2)
- TCC - Router CNC - SENAI Roberto Simonsen 2 Sem 2018Dokumen61 halamanTCC - Router CNC - SENAI Roberto Simonsen 2 Sem 2018Snay100% (1)
- CadernoDeRBTcnicasdeCozinhaRDDI PDFDokumen79 halamanCadernoDeRBTcnicasdeCozinhaRDDI PDFsouza2381100% (1)
- TCC PedroSodré CORRIGIDODokumen127 halamanTCC PedroSodré CORRIGIDOLucia EvangelistaBelum ada peringkat
- Queen BeerDokumen67 halamanQueen BeerLUCIELIBelum ada peringkat
- RELATÓRIO FINAL - Startup's Coimbra PDFDokumen57 halamanRELATÓRIO FINAL - Startup's Coimbra PDFManuel JoséBelum ada peringkat
- Plano de Negocio FormatadoDokumen42 halamanPlano de Negocio FormatadoFabiano José Bezerra PeereiraBelum ada peringkat
- Plano de Curso Proeja - Chum.Dokumen105 halamanPlano de Curso Proeja - Chum.Jeferson OliveiraBelum ada peringkat
- Matheus HorstmannDokumen55 halamanMatheus HorstmannDe Leo ZucchBelum ada peringkat
- TCC II Auditoria TributáriaDokumen71 halamanTCC II Auditoria TributáriaHenrique RabelloBelum ada peringkat
- Cifra Club - Ira! - 15 AnosDokumen4 halamanCifra Club - Ira! - 15 AnosDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - A Etiópia Dos Meus ProblemasDokumen2 halamanCifra Club - Ira! - A Etiópia Dos Meus ProblemasDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - Núcleo BaseDokumen4 halamanCifra Club - Ira! - Núcleo BaseDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - Flores em VocêDokumen4 halamanCifra Club - Ira! - Flores em VocêDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - Bebendo VinhoDokumen5 halamanCifra Club - Ira! - Bebendo VinhoDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - TolicesDokumen5 halamanCifra Club - Ira! - TolicesDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - Vida PassageiraDokumen5 halamanCifra Club - Ira! - Vida PassageiraDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - O GirassolDokumen5 halamanCifra Club - Ira! - O GirassolDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - Tarde VaziaDokumen8 halamanCifra Club - Ira! - Tarde VaziaDiego AzevedoBelum ada peringkat
- Texas Chemical Ltda 1: Folha 1/1Dokumen1 halamanTexas Chemical Ltda 1: Folha 1/1Diego AzevedoBelum ada peringkat
- Cifra Club - Ira! - Eu Quero Sempre MaisDokumen12 halamanCifra Club - Ira! - Eu Quero Sempre MaisDiego AzevedoBelum ada peringkat
- MLT WESCO - Aparelho de Medição de FioDokumen2 halamanMLT WESCO - Aparelho de Medição de FioDiego AzevedoBelum ada peringkat
- Cifra Club - Ira! - Envelheço Na CidadeDokumen5 halamanCifra Club - Ira! - Envelheço Na CidadeDiego AzevedoBelum ada peringkat
- Boleto USICASTINDUSTRIAECOMLTDDokumen1 halamanBoleto USICASTINDUSTRIAECOMLTDDiego AzevedoBelum ada peringkat
- Arvore IndustrialDokumen30 halamanArvore IndustrialDiego AzevedoBelum ada peringkat
- Lista ArmazenamentoDokumen2 halamanLista ArmazenamentoDiego AzevedoBelum ada peringkat
- O Amplificador SomadorDokumen10 halamanO Amplificador SomadorDiego AzevedoBelum ada peringkat
- MNT BT Solicit Servico Facilities BRA TQQLQODokumen114 halamanMNT BT Solicit Servico Facilities BRA TQQLQODiego AzevedoBelum ada peringkat
- Proposta de Implementação TPM - RevDokumen41 halamanProposta de Implementação TPM - RevDiego AzevedoBelum ada peringkat
- NFS-e106 - UsicastDokumen1 halamanNFS-e106 - UsicastDiego AzevedoBelum ada peringkat
- Disjuntores EasyPact CVS - CVS400F3400Dokumen2 halamanDisjuntores EasyPact CVS - CVS400F3400Diego AzevedoBelum ada peringkat
- Etiqueta Livro Caldeira MTIDokumen1 halamanEtiqueta Livro Caldeira MTIDiego AzevedoBelum ada peringkat
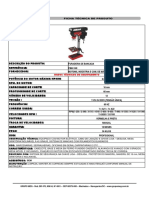
- FURADEIRA DE BANCADA - FBM 160iDokumen1 halamanFURADEIRA DE BANCADA - FBM 160iDiego AzevedoBelum ada peringkat
- Microfusão MgaDokumen1 halamanMicrofusão MgaDiego AzevedoBelum ada peringkat
- NF GeradorDokumen1 halamanNF GeradorDiego AzevedoBelum ada peringkat
- Cifra Club - Capital Inicial - Veraneio VascaínaDokumen4 halamanCifra Club - Capital Inicial - Veraneio VascaínaDiego AzevedoBelum ada peringkat
- Controle de Serviços Realizados - PPCM - Blog Manutenção em FocoDokumen11 halamanControle de Serviços Realizados - PPCM - Blog Manutenção em FocoDiego AzevedoBelum ada peringkat
- CNC 200R 02 PrecicastDokumen1 halamanCNC 200R 02 PrecicastDiego AzevedoBelum ada peringkat
- Cifra Club - Capital Inicial - Eu Nunca Disse AdeusDokumen5 halamanCifra Club - Capital Inicial - Eu Nunca Disse AdeusDiego AzevedoBelum ada peringkat
- Cifra Club - Capital Inicial - O MundoDokumen7 halamanCifra Club - Capital Inicial - O MundoDiego AzevedoBelum ada peringkat
- Perguntas Básicas Do Exame 3CXDokumen9 halamanPerguntas Básicas Do Exame 3CXScribdTranslations100% (1)
- Hierarquia de Documentos para NewGLDokumen15 halamanHierarquia de Documentos para NewGLJusapfiBelum ada peringkat
- SicalcDokumen11 halamanSicalcFabio santiagoBelum ada peringkat
- Guia Básico Do Boardmaker Instalação e Criação de Uma PranchaDokumen25 halamanGuia Básico Do Boardmaker Instalação e Criação de Uma PranchaBruna Bührer Cravo MioriBelum ada peringkat
- Checklist Primeira Venda 48 HorasDokumen15 halamanChecklist Primeira Venda 48 HorasAdrianoBelum ada peringkat
- Canon Service Tool v6210Dokumen15 halamanCanon Service Tool v6210juckiewskitvboxBelum ada peringkat
- Manual Técnico de Utilização e Validação de Código Postal.Dokumen22 halamanManual Técnico de Utilização e Validação de Código Postal.Filmes HD LançamentosBelum ada peringkat
- Ebook Eventos Hibridos e Virtuais 2020 Vfinal 1Dokumen64 halamanEbook Eventos Hibridos e Virtuais 2020 Vfinal 1Renata GuarinoBelum ada peringkat
- Aula 04 - CLPDokumen59 halamanAula 04 - CLPLaura BeatrizBelum ada peringkat
- Aula 01 - Introducao A PHPDokumen36 halamanAula 01 - Introducao A PHPfernandobernardomundlovo0Belum ada peringkat
- Provas Nivel IntermediarioDokumen77 halamanProvas Nivel Intermediarioraphael.fatec6478Belum ada peringkat
- (E-Book) Conheça o Vale Do SilícioDokumen33 halaman(E-Book) Conheça o Vale Do SilícioBárbara CavalcantiBelum ada peringkat
- Catalogo Vid8 Outubro 2017Dokumen65 halamanCatalogo Vid8 Outubro 2017Nori NilopolisBelum ada peringkat
- Como Fazer Mapas Mentais - GUIA COMPLETO em 7 PassosDokumen18 halamanComo Fazer Mapas Mentais - GUIA COMPLETO em 7 PassosVanessa CostaBelum ada peringkat
- Informatica HTML Css 2018Dokumen123 halamanInformatica HTML Css 2018Nicoly FerreiraBelum ada peringkat
- 4 Session Cookie Authentication - API Security in ActionDokumen95 halaman4 Session Cookie Authentication - API Security in ActionMarcus PassosBelum ada peringkat
- Trabalho Hardware 1Dokumen3 halamanTrabalho Hardware 1Allan DouglasBelum ada peringkat
- Manual Do Usuário LKGPS LK209 GPS Tracker - Manuais +Dokumen29 halamanManual Do Usuário LKGPS LK209 GPS Tracker - Manuais +João LuisBelum ada peringkat
- Python TutDokumen118 halamanPython TutJayme Tosi NetoBelum ada peringkat
- Apostila Informaaaatica RevisaaaaoDokumen215 halamanApostila Informaaaatica RevisaaaaoIsmael Avila BritesBelum ada peringkat
- Slides de Aula - Unidade IDokumen58 halamanSlides de Aula - Unidade Ianaclararodrigues180272Belum ada peringkat
- Versão 1 - Plano de Aula AluraDokumen6 halamanVersão 1 - Plano de Aula AluraBruno BritoBelum ada peringkat
- Status - Messenger e Wallet ETHDokumen4 halamanStatus - Messenger e Wallet ETHjsilvaBelum ada peringkat
- Monitoramento Da Segurança Cibernética de Subestações Utilizando SyslogDokumen8 halamanMonitoramento Da Segurança Cibernética de Subestações Utilizando SyslogDigo ReisBelum ada peringkat
- Padrões Mapas Scania Bosch MS6.2 Eu3Dokumen25 halamanPadrões Mapas Scania Bosch MS6.2 Eu3Dione Prata100% (1)
- Contrato de Licença Do ExpgeDokumen3 halamanContrato de Licença Do ExpgeteteBelum ada peringkat
- Gabarito Exercicios Banco de DadosDokumen6 halamanGabarito Exercicios Banco de DadosThais FelixBelum ada peringkat
- Manual de Documentação de Procedures PDFDokumen41 halamanManual de Documentação de Procedures PDFmarcella costta100% (1)
- Ficha t20 Editável v1.8.1Dokumen1 halamanFicha t20 Editável v1.8.1sr Μ1ŞŦ TM :3Belum ada peringkat